JP3628980B2 - Tissue paper manufacturing equipment and manufacturing method - Google Patents
Tissue paper manufacturing equipment and manufacturing method Download PDFInfo
- Publication number
- JP3628980B2 JP3628980B2 JP2001159091A JP2001159091A JP3628980B2 JP 3628980 B2 JP3628980 B2 JP 3628980B2 JP 2001159091 A JP2001159091 A JP 2001159091A JP 2001159091 A JP2001159091 A JP 2001159091A JP 3628980 B2 JP3628980 B2 JP 3628980B2
- Authority
- JP
- Japan
- Prior art keywords
- interfolder
- tissue paper
- embossing
- ply machine
- processing speed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Description
【0001】
【発明の属する技術分野】
本発明は、箱詰型ティッシュペーパー等の製造にあたり複数の原反を折り畳みながら積み重ねるために使用されるティッシュペーパーの製造設備及び製造方法に関する。
【0002】
【従来の技術】
箱詰型ティッシュペーパーの製造設備の従来例として、例えば次のようなものがある。すなわち先ず、抄紙装置において薄葉紙を抄造し、これを巻き取り一次原反ロール(一般にジャンボロールともいわれている)を製造し、次いで図9に示すように、この一次原反ロールJR,JRをプライマシン100にセットし、複数の一次原反ロールJR,JRから繰り出した一次連続シート101,102を重ね合わせて巻き取るとともに輪切り(幅方向に複数に分割)にし、複数枚のプライからなる二次原反ロール110を製造する。
【0003】
プライマシンで製造した二次原反ロールは、プライマシンから取り出されその後図示しないインターフォルダにセットされる。インターフォルダにおいては、二次原反ロールから繰り出した二次連続シートを幅方向に複数に分割して、製品ティッシュ幅と同幅の複数の三次連続シートとなし、この複数の三次連続シートを折り畳みながら積み重ねる。インターフォルダで製造した折り畳み積層物は、後段設備において長手方向に所定の間隔をおいて裁断され、箱詰め、包装等の処理を経て製品となる。
【0004】
他方、この種のティッシュペーパーはエンボス加工によりプライ(薄葉紙層)相互が接合され、使用に際して離れないようになっている。このため前述のようなプライマシンとインターフォルダとを個別に備えた従来設備では、例えば図9に示すように、プライマシン100において一次連続シート101,102を重ね合わせてから巻き取りまでの間に、エンボスロール120によってエンボス接合を行っていた。
【0005】
【発明が解決しようとする課題】
しかしながら、プライマシンにおける処理速度はインターフォルダと比べて速いため、ここでエンボス接合加工を施すと、エンボスを均一に付与できずにプライ離れが生じ易くなったり、エンボス付与部における紙の裂けや断紙が発生し易くなったり、プライボンディング(重ね合わせ接合)が不安定になったりするという問題点があった。
【0006】
この問題点は、プライマシンの処理速度を低下させれば解決するものであるが、当然に処理効率の低下をきたしてしまう。また製造設備全体として見れば、プライマシンがボトルネックとなって全体としての製造効率が低下するおそれもある。
【0007】
そこで、本発明の主たる課題は、エンボスを均一に付与でき、プライ離れが生じ難く、エンボス付与部における紙の裂けや断紙が発生し難くする技術を提供することにある。
【0008】
【課題を解決するための手段】
上記課題を解決した本発明は次記のとおりである。
<請求項1記載の発明>
複数の一次原反ロールから繰り出した一次連続シートを重ね合わせて巻き取るとともに製品ティッシュペーパーの幅に合わせてスリットを入れて、二次原反ロールを製造するプライマシンと、
このプライマシンにより製造した二次原反ロールが取り付けられ、この二次原反ロールから繰り出した、各々製品ティッシュペーパーと同幅の複数の二次連続シートを折り畳みながら積み重ねるインターフォルダと、
を個別に備えたティッシュペーパーの製造設備において;
前記インターフォルダの処理速度は150m/分以下であり、かつ前記プライマシンの処理速度は前記インターフォルダの処理速度より速いものであり、
前記プライマシンには、プライ相互を接合するエンボス接合手段が設けられておらず、
前記インターフォルダに、前記折り畳みに先立って、エンボス加工による接合が行われていない前記二次連続シートにエンボス加工を施しプライ相互を接合するエンボス接合手段を備え付けた、
ことを特徴とするティッシュペーパーの製造設備。
【0009】
(作用効果)
インターフォルダにおける処理速度は130m/分程度であり、プライマシンと比べて遅いため、請求項1記載の発明のように、インターフォルダにおいて折り畳みに先立って二次連続シートにエンボス加工を施しプライ相互を接合することによって、エンボスをより均一に付与でき、プライ離れが生じ難く、エンボス付与部における紙の裂けや断紙が発生し難くなる。また、インターフォルダにエンボス接合手段を設けても、処理速度が遅いため、折り畳み処理が不安定になることもない。
特に、プライマシンでエンボス接合手段を使用する必要がないので、プライマシンの処理速度を低下させず、また処理が不安定になることもない。
【0010】
<請求項2記載の発明>
複数の一次原反ロールから繰り出した一次連続シートを重ね合わせて巻き取るとともに製品ティッシュペーパーの幅に合わせてスリットを入れて、二次原反ロールを製造するプライマシンと、
このプライマシンにより製造した二次原反ロールが取り付けられ、この二次原反ロールから繰り出した、各々製品ティッシュペーパーと同幅の複数の二次連続シートを折り畳みながら積み重ねるインターフォルダと、
を個別に備えたティッシュペーパーの製造設備を使用した製造方法において;
前記インターフォルダの処理速度は150m/分以下であり、かつ前記プライマシンの処理速度は前記インターフォルダの処理速度より速いものとし、
前記プライマシンにおいて、プライ相互を接合しないで、
前記インターフォルダにおいて、前記折り畳みに先立って、エンボス加工による接合が行われていない前記二次連続シートにエンボス加工を施しプライ相互を接合する、
ことを特徴とするティッシュペーパーの製造方法。
【0011】
(作用効果)
請求項1記載の発明と同様な作用効果が奏せられる。
【0012】
【発明の実施の形態】
以下、本発明の実施の形態について詳説する。
(インターフォルダの例)
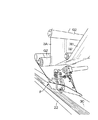
図1は、本発明が対象とする折板タイプのインターフォルダ1を示している。図中には、インターフォルダ1の原反ロール支持部2にセットされた二次原反ロールRが示されている。この二次原反ロールRは、必要数が図示平面と直交する方向に横並びでセットされるものであり、本例の場合予め図示しないプライマシンによって製品ティッシュペーパーの幅にスリットされ、製品ティッシュペーパーの複数倍幅、例えば2倍幅で巻き取られた原反ロールRがセットされる。なお、プライマシンとしては前述の図9に示すものからエンボスロール120を省略した構造のものが好適に用いられる。
【0013】
二次原反ロールRから繰り出された二次連続シート(以下、単にシートという)3A,3Bは、ガイドローラG1,G1等のガイド手段を介して折畳機構部20へ送り込まれる。
【0014】
折畳機構部20においては、図2にも示すように、折板P,P…が必要数並設され折板群21が形成されており、各折板P,P…に対して一対のシート3A,3Bをそれぞれ案内するガイドローラG2,G2やガイド丸棒部材G3,G3がそれぞれ適所に配設され、また折板P,P…の下側には折り畳まれ積み重ねられた積層物30を受けて搬送するコンベア22が配設されている。
【0015】
この種の折板P,P…を用いた折り畳み機構は例えば米国特許4,052,048号特許明細書等によって公知のものであり、一般には折板タイプと呼ばれており、図3に示すように、各シート3A,3B…をZ字状に折り畳みながら、かつ隣接するシート3A,3B…の側端部相互を掛け合わせながら積み重ねるものである。
【0016】
この折り畳み機構の折板との関係を図示したものが図4〜図7である。簡単に説明すると、図4〜図7に示すように、先ず各折板Pに対して一対のシート3A,3Bが案内され、この際これらシート3A,3Bはガイド丸棒部材G3によって側端部相互が重なるように位置をずらされながら案内される。ここに、この折板に案内された時点で側端部が下側に重なっているシートを第1のシート3Aとし、上側に重なっているシートを第2のシート3Bとすると、これらシート3A,3Bは、図3及び図5に示すように第1のシート3Aにおける第2のシートと重なっていない側端部e1が、折板の側板P1によって第2のシート3Bの上側に折り返されるとともに、図3および図6に示すように第2のシート3Bにおける第1のシート3Aと重なっていない側端部e2が、折板PのスリットP2から折板上に引き込まれるようにして下側に折り返され、この際、図3及び図7に示すように、上流の折板Pにおいて折り畳まれ積み重ねられたシート3Aの最上層の折り返し端部e3が、折板PのスリットP2から第2のシート3Bの折り返し部分間に案内される。かくして、各シート3A,3B…はZ字状に折り畳まれるとともに隣接するシート3A,3Bの側端部相互が掛け合わされ、製品使用時において、最上位のティッシュを引き取ると次のティッシュが引き出されるようになる。
【0017】
このようにしてインターフォルダ1で製造した折り畳み積層物30は、後段設備において長手方向に所定の間隔をおいて裁断され、箱詰め、包装等の処理を経てティッシュペーパー製品となる。
【0018】
本発明は、このようなインターフォルダにおいて、折り畳みに先立ってプライ相互のエンボス接合を行うものである。具体的には、図1に示すように原反ロール支持部2から折畳機構部20へ至るシート案内経路に、特に望ましくは図示しないスリッター装置の出側から折畳機構部20へ至るシート案内経路に、エンボス接合装置10を設けるものである。このエンボス接合装置10としては、例えば図8にも示すように一方のロール11外周面にエンボス凸部11aを有する一対のロール11,12を有し、このロール11,12間でシート3A,3Bを挟みエンボス加工を施すものが望ましい。かくして、原反ロール支持部2から折畳機構部20へ移送される途中のシート3A,3Bに、エンボス加工を施しプライ相互を接合することができる。この際のインターフォルダの運転速度としては、150m/分以下、特に120〜140m/分とするのが望ましい。
【0019】
また、エンボス接合装置10を各折板P,P…に対応して設け、一つの折板Pに対して送り出される一対のシート3A,3Bの両方を、一つのエンボス接合装置10で処理するように構成するのが望ましい。図8は、かかるエンボス接合装置10の配設形態に対応したエンボスロール11の例を示している。各シート3A,3Bにおけるエンボス接合(付与)位置は適宜定めることができるが、図示のように、各シート3A,3Bの幅方向両端部にそれぞれエンボス接合3e,3eを施すのが一般的であり、望ましい。
【0020】
このように、本発明はインターフォルダ1でプライ相互のエンボス接合を行うので、運転速度が比較的に速いプライマシンでエンボス接合を行う従来例と比べて、エンボスをより均一に付与でき、プライ離れが生じ難く、エンボス付与部における紙の裂けや断紙が発生し難くなる。またこのようにしても、運転速度が遅いため、折り畳み処理が不安定になることもない。
【0021】
(その他)
いうまでもないが、本発明は上記例のような折板タイプのインターフォルダだけでなく、他のタイプ、例えばロールタイプのインターフォルダにも適用することができる。また、本発明は例えば、製品ティッシュと同幅の原反ロールをセットするタイプのものや、製品ティッシュ幅の2倍以上の幅を有し、これを折畳に先立ってインターフォルダに設けたスリッターにより製品ティッシュ幅の連続シートに分割するタイプ等、公知のインターフォルダに対しても適用することができる。ただし、本発明は上記図示例のように予めプライマシンによって製品ティッシュペーパーの幅にスリットされ、製品ティッシュペーパーの複数倍の幅で巻き取られた原反ロールRがセットされるタイプのインターフォルダに特に好適である。
【0022】
また本発明は、プライマシンおよびインターフォルダを個別に備え、一次原反ロールをプライマシンである程度まで分割し、さらにインターフォルダにおいて製品幅まで分割するような既存のティッシュペーパー製造設備に容易に適用できる利点がある。特にこの場合、前述のとおりプライマシンにエンボス接合手段を備え付けないことで、プライマシンの処理速度を低下させずに処理の安定化を図ることができるようになる。ただし、本発明はこれに限定されず、プライマシンおよびインターフォルダでそれぞれエンボス接合加工を施すようにしても良い。
【0023】
【発明の効果】
以上のとおり、本発明によればエンボスを均一に付与でき、プライ離れが生じ難く、エンボス付与部における紙の裂けや断紙が発生し難くなる。
【図面の簡単な説明】
【図1】本発明に係るインターフォルダの側面図である。
【図2】折畳機構部の正面図である。
【図3】折り畳み方を示す縦断面図である。
【図4】折板部分の要部拡大斜視図である。
【図5】折り畳み方を示す要部拡大斜視図である。
【図6】折り畳み方を示す要部拡大斜視図である。
【図7】折り畳み方を示す要部拡大斜視図である。
【図8】エンボス接合装置部分を示す要部拡大平面図である。
【図9】従来のプライマシンの概略図である。
【符号の説明】
1…インターフォルダ、2…原反ロール支持部、R…二次原反ロール、3A,3B…二次連続シート、10…エンボス接合装置、20…折畳機構部。[0001]
BACKGROUND OF THE INVENTION
TECHNICAL FIELD The present invention relates to a tissue paper manufacturing facility and a manufacturing method used for stacking a plurality of original fabrics while folding a box-type tissue paper.
[0002]
[Prior art]
For example, the following is a conventional example of a production facility for box-type tissue paper. That is, first, a thin paper is made in a paper making machine, and this is wound up to produce a primary raw roll (generally also called a jumbo roll). Next, as shown in FIG. 9, the primary raw rolls JR and JR are plyed. The primary
[0003]
The secondary material roll manufactured by the ply machine is taken out from the ply machine and then set in an inter folder (not shown). In the inter folder, the secondary continuous sheet fed from the secondary material roll is divided into a plurality of tertiary continuous sheets having the same width as the product tissue width, and the plurality of tertiary continuous sheets are folded. Stack them up. The folded laminate manufactured by the interfolder is cut at a predetermined interval in the longitudinal direction in the subsequent equipment, and becomes a product through processing such as boxing and packaging.
[0004]
On the other hand, this kind of tissue paper is bonded to each other by embossing so that plies (thin paper layers) are joined to each other so as not to be separated in use. For this reason, in the conventional equipment provided with the ply machine and the interfolder as described above, for example, as shown in FIG. 9, the primary
[0005]
[Problems to be solved by the invention]
However, since the processing speed of the ply machine is faster than that of the interfolder, if emboss bonding is applied here, embossing cannot be uniformly applied, and ply separation is likely to occur, or paper breaks or breaks occur at the embossing portion. There are problems that paper is likely to be generated and ply bonding (overlap bonding) becomes unstable.
[0006]
This problem can be solved by lowering the processing speed of the ply machine, but naturally the processing efficiency is lowered. Further, when viewed as the entire manufacturing facility, the ply machine may become a bottleneck and the manufacturing efficiency as a whole may be reduced.
[0007]
Therefore, a main object of the present invention is to provide a technique that can uniformly apply embossing, does not easily cause ply separation, and does not easily cause tearing or breakage of paper at an embossing portion.
[0008]
[Means for Solving the Problems]
The present invention that has solved the above problems is as follows.
<Invention of Claim 1>
A ply machine that manufactures a secondary web roll by stacking and winding a primary continuous sheet fed from a plurality of primary web rolls and slitting according to the width of the product tissue paper,
A secondary web roll manufactured by this ply machine is attached, and an interfolder that is rolled out from the secondary web roll and stacked while folding a plurality of secondary continuous sheets each having the same width as the product tissue paper,
In a tissue paper manufacturing facility equipped with
The processing speed of the interfolder is 150 m / min or less, and the processing speed of the ply machine is faster than the processing speed of the interfolder,
The ply machine is not provided with an emboss bonding means for bonding plies to each other,
Prior to the folding, the interfolder is provided with embossing joining means for embossing the secondary continuous sheet that has not been joined by embossing and joining the plies together.
A tissue paper manufacturing facility characterized by that.
[0009]
(Function and effect)
Since the processing speed in the interfolder is about 130 m / min, which is slower than the ply machine, the secondary continuous sheet is embossed in the interfolder prior to folding in the interfolder, and the ply By bonding, embossing can be more uniformly applied, ply separation is less likely to occur, and paper tearing or paper breakage at the embossing imparting portion is less likely to occur. Even if the embossing means is provided in the interfolder, the processing speed is slow, so that the folding process does not become unstable.
In particular, since it is not necessary to use an emboss bonding means in the ply machine, the processing speed of the ply machine is not reduced and the process does not become unstable.
[0010]
<Invention of Claim 2>
A ply machine that manufactures a secondary web roll by stacking and winding a primary continuous sheet fed from a plurality of primary web rolls and slitting according to the width of the product tissue paper,
A secondary web roll manufactured by this ply machine is attached, and an interfolder that is rolled out from the secondary web roll and stacked while folding a plurality of secondary continuous sheets each having the same width as the product tissue paper,
In the manufacturing method using the tissue paper manufacturing equipment provided individually;
The processing speed of the interfolder is 150 m / min or less, and the processing speed of the ply machine is faster than the processing speed of the interfolder,
In the ply machine, do not join the plies together,
In the inter folder, prior to the folding, the embossing is performed on the secondary continuous sheet that has not been joined by embossing, and the plies are joined together.
A method for producing a tissue paper.
[0011]
(Function and effect)
The same effects as those of the first aspect of the invention can be achieved.
[0012]
DETAILED DESCRIPTION OF THE INVENTION
Hereinafter, embodiments of the present invention will be described in detail.
(Inter folder example)
FIG. 1 shows a folded plate type interfolder 1 to which the present invention is applied. In the figure, a secondary web roll R set on the web roll support 2 of the interfolder 1 is shown. The required number of secondary rolls R are set side by side in a direction orthogonal to the plane of the drawing. In this example, the secondary roll R is slit into the width of the product tissue paper by a ply machine (not shown) in advance. The roll roll R wound up in a plurality of times, for example, twice the width, is set. A ply machine having a structure in which the
[0013]
Secondary continuous sheets (hereinafter simply referred to as “sheets”) 3A and 3B fed from the secondary web roll R are fed into the
[0014]
In the
[0015]
A folding mechanism using this kind of folded plates P, P... Is known, for example, from US Pat. No. 4,052,048 and is generally called a folded plate type, and is shown in FIG. As described above, the
[0016]
The relationship between the folding mechanism and the folding plate is shown in FIGS. Briefly described, as shown in FIGS. 4 to 7, first, a pair of
[0017]
In this way, the folded
[0018]
According to the present invention, in such an inter-folder, emboss bonding between plies is performed prior to folding. Specifically, as shown in FIG. 1, the sheet guide from the exit side of the slitter device (not shown) to the
[0019]
Each folded plate P the
[0020]
As described above, the present invention performs the emboss bonding between the plies in the interfolder 1, so that the emboss can be more evenly applied and the ply separation compared to the conventional example in which the emboss bonding is performed with the ply machine having a relatively high operation speed. Is difficult to occur, and tearing or breaking of the paper at the embossing portion is less likely to occur. Even in this case, since the operation speed is low, the folding process does not become unstable.
[0021]
(Other)
Needless to say, the present invention can be applied not only to the folded plate type interfolder as in the above example but also to other types, for example, a roll type interfolder. Further, the present invention is, for example, a type in which an original fabric roll having the same width as the product tissue is set, or a slitter having a width more than twice the width of the product tissue and provided in the interfolder prior to folding. Therefore, it can be applied to a known interfolder such as a type in which the product is divided into continuous sheets having a tissue width. However, the present invention is an inter-folder of the type in which the raw roll R which is slit into the width of the product tissue paper in advance by a ply machine and wound up at a multiple of the width of the product tissue paper is set as in the illustrated example. Particularly preferred.
[0022]
In addition, the present invention can be easily applied to existing tissue paper manufacturing equipment that includes a ply machine and an interfolder separately, divides the primary raw roll to some extent by the ply machine, and further divides the product width in the interfolder. There are advantages. Particularly in this case, by not providing the ply machine with the emboss bonding means as described above, it is possible to stabilize the processing without reducing the processing speed of the ply machine. However, the present invention is not limited to this, and emboss bonding may be performed by a ply machine and an interfolder.
[0023]
【The invention's effect】
As described above, according to the present invention, embossing can be applied uniformly, ply separation is unlikely to occur, and paper tearing and paper breakage at the embossing application portion are less likely to occur.
[Brief description of the drawings]
FIG. 1 is a side view of an interfolder according to the present invention.
FIG. 2 is a front view of a folding mechanism unit.
FIG. 3 is a longitudinal sectional view showing how to fold.
FIG. 4 is an enlarged perspective view of a main part of a folded plate portion.
FIG. 5 is an enlarged perspective view of a main part showing how to fold.
FIG. 6 is an enlarged perspective view of a main part showing how to fold.
FIG. 7 is an enlarged perspective view of a main part showing how to fold.
FIG. 8 is an enlarged plan view of a main part showing an embossing device portion.
FIG. 9 is a schematic view of a conventional ply machine.
[Explanation of symbols]
DESCRIPTION OF SYMBOLS 1 ... Inter folder, 2 ... Original fabric roll support part, R ... Secondary original fabric roll, 3A, 3B ... Secondary continuous sheet, 10 ... Embossing joining apparatus, 20 ... Folding mechanism part.
Claims (2)
このプライマシンにより製造した二次原反ロールが取り付けられ、この二次原反ロールから繰り出した、各々製品ティッシュペーパーと同幅の複数の二次連続シートを折り畳みながら積み重ねるインターフォルダと、
を個別に備えたティッシュペーパーの製造設備において;
前記インターフォルダの処理速度は150m/分以下であり、かつ前記プライマシンの処理速度は前記インターフォルダの処理速度より速いものであり、
前記プライマシンには、プライ相互を接合するエンボス接合手段が設けられておらず、
前記インターフォルダに、前記折り畳みに先立って、エンボス加工による接合が行われていない前記二次連続シートにエンボス加工を施しプライ相互を接合するエンボス接合手段を備え付けた、
ことを特徴とするティッシュペーパーの製造設備。A ply machine that manufactures a secondary web roll by stacking and winding a primary continuous sheet fed from a plurality of primary web rolls and slitting according to the width of the product tissue paper,
A secondary web roll manufactured by this ply machine is attached, and an interfolder that is rolled out from the secondary web roll and stacked while folding a plurality of secondary continuous sheets each having the same width as the product tissue paper,
In a tissue paper manufacturing facility equipped with
The processing speed of the interfolder is 150 m / min or less, and the processing speed of the ply machine is faster than the processing speed of the interfolder,
The ply machine is not provided with an emboss bonding means for bonding plies to each other,
Prior to the folding, the interfolder is provided with embossing joining means for embossing the secondary continuous sheet that has not been joined by embossing and joining the plies together.
A tissue paper manufacturing facility characterized by that.
このプライマシンにより製造した二次原反ロールが取り付けられ、この二次原反ロールから繰り出した、各々製品ティッシュペーパーと同幅の複数の二次連続シートを折り畳みながら積み重ねるインターフォルダと、
を個別に備えたティッシュペーパーの製造設備を使用した製造方法において;
前記インターフォルダの処理速度は150m/分以下であり、かつ前記プライマシンの処理速度は前記インターフォルダの処理速度より速いものとし、
前記プライマシンにおいて、プライ相互を接合しないで、
前記インターフォルダにおいて、前記折り畳みに先立って、エンボス加工による接合が行われていない前記二次連続シートにエンボス加工を施しプライ相互を接合する、
ことを特徴とするティッシュペーパーの製造方法。A ply machine that manufactures a secondary web roll by stacking and winding a primary continuous sheet fed from a plurality of primary web rolls and slitting according to the width of the product tissue paper,
A secondary web roll manufactured by this ply machine is attached, and an interfolder that is rolled out from the secondary web roll and stacked while folding a plurality of secondary continuous sheets each having the same width as the product tissue paper,
In the manufacturing method using the tissue paper manufacturing equipment provided individually;
The processing speed of the interfolder is 150 m / min or less, and the processing speed of the ply machine is faster than the processing speed of the interfolder,
In the ply machine, do not join the plies together,
In the inter folder, prior to the folding, the embossing is performed on the secondary continuous sheet that has not been joined by embossing, and the plies are joined together.
A method for producing a tissue paper.
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001159091A JP3628980B2 (en) | 2001-05-28 | 2001-05-28 | Tissue paper manufacturing equipment and manufacturing method |
| US10/468,629 US20040112783A1 (en) | 2001-02-20 | 2002-02-02 | Sanitary thin paper and method of manufacturing the thin paper, storage box for sanitary thin paper, storage body for sanitary thin paper, inter folder, and device and method for transfer of storage body for sanitary thin paper |
| TW091102656A TW553821B (en) | 2001-02-20 | 2002-02-18 | Sanitary thin paper and method of manufacturing the thin paper, storage box for sanitary thin paper, storage body for sanitary thin paper, inter folder, and device and method for transfer of storage body for sanitary thin paper |
| PCT/JP2002/001408 WO2002065885A1 (en) | 2001-02-20 | 2002-02-19 | Sanitary thin paper and method of manufacturing the thin paper, storage box for sanitary thin paper, storage body for sanitary thin paper, inter folder, and device and method for transfer of storage body for sanitary thin paper |
| KR1020087006876A KR100883488B1 (en) | 2001-02-20 | 2002-02-19 | Inter folder and device for manufacturing sanitary thin paper |
| KR1020027014081A KR100888106B1 (en) | 2001-02-20 | 2002-02-19 | Inter folder |
| US11/601,989 US7775958B2 (en) | 2001-02-20 | 2006-11-20 | Sanitary tissue paper, method of producing the same, carton box for sanitary tissue paper, sanitary tissue paper package, interfolder, and apparatus and method of conveying sanitary tissue paper package |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001159091A JP3628980B2 (en) | 2001-05-28 | 2001-05-28 | Tissue paper manufacturing equipment and manufacturing method |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004243685A Division JP2004338415A (en) | 2004-08-24 | 2004-08-24 | Method for producing inter folder and tissue paper sheet |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2002347146A JP2002347146A (en) | 2002-12-04 |
| JP2002347146A5 JP2002347146A5 (en) | 2004-07-15 |
| JP3628980B2 true JP3628980B2 (en) | 2005-03-16 |
Family
ID=19002732
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001159091A Expired - Fee Related JP3628980B2 (en) | 2001-02-20 | 2001-05-28 | Tissue paper manufacturing equipment and manufacturing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3628980B2 (en) |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4674683B2 (en) * | 2004-01-09 | 2011-04-20 | 株式会社白元 | Cleaning sheet and manufacturing method thereof |
| JP4044104B2 (en) | 2005-03-31 | 2008-02-06 | 大王製紙株式会社 | Paper sheet and paper sheet joining method |
| EP2263699B1 (en) * | 2008-03-12 | 2014-03-12 | Menicon Co., Ltd. | Solution composition for contact lenses |
| JP4676552B1 (en) * | 2009-12-28 | 2011-04-27 | 大王製紙株式会社 | Method for producing secondary roll for tissue paper products |
| JP5518464B2 (en) * | 2009-12-28 | 2014-06-11 | 大王製紙株式会社 | Method for producing secondary roll for tissue paper products |
| WO2011080941A1 (en) * | 2009-12-28 | 2011-07-07 | 大王製紙株式会社 | Method of manufacturing secondary whole roll for tissue paper product |
| JP4676564B1 (en) * | 2009-12-28 | 2011-04-27 | 大王製紙株式会社 | Manufacturing method and equipment for tissue paper products |
| JP4723681B1 (en) * | 2010-01-29 | 2011-07-13 | 大王製紙株式会社 | Manufacturing method of tissue paper products coated with chemicals |
| JP5833295B2 (en) * | 2010-03-26 | 2015-12-16 | 大王製紙株式会社 | Manufacturing method of tissue paper products |
| JP5833293B2 (en) * | 2010-03-26 | 2015-12-16 | 大王製紙株式会社 | Tissue paper manufacturing method |
| JP5833296B2 (en) * | 2010-03-26 | 2015-12-16 | 大王製紙株式会社 | Manufacturing method of tissue paper products |
| JP4681677B1 (en) * | 2010-03-26 | 2011-05-11 | 大王製紙株式会社 | Method for producing secondary roll for tissue paper product and method for producing tissue paper product |
| JP5833294B2 (en) * | 2010-03-26 | 2015-12-16 | 大王製紙株式会社 | Manufacturing method of tissue paper products |
| JP5766938B2 (en) * | 2010-11-24 | 2015-08-19 | 大王製紙株式会社 | Manufacturing method of tissue paper products |
| JP5833318B2 (en) * | 2011-02-07 | 2015-12-16 | 大王製紙株式会社 | Manufacturing method of tissue paper products |
| JP5711003B2 (en) * | 2011-02-22 | 2015-04-30 | 大王製紙株式会社 | Manufacturing method of tissue paper product and manufacturing method of secondary raw roll for tissue paper product |
| JP4981180B1 (en) * | 2011-02-22 | 2012-07-18 | 大王製紙株式会社 | Tissue paper product manufacturing method and tissue paper product |
| JP5833321B2 (en) * | 2011-03-01 | 2015-12-16 | 大王製紙株式会社 | Manufacturing method of tissue paper products |
| JP5883040B2 (en) * | 2014-01-07 | 2016-03-09 | 大王製紙株式会社 | Method for producing secondary roll for tissue paper products |
| JP6815808B2 (en) * | 2016-09-30 | 2021-01-20 | 大王製紙株式会社 | How to make a pocket tissue |
| CN107381191B (en) * | 2017-07-22 | 2023-10-27 | 佛山市兆广机械制造有限公司 | Horizontal folding paper-dispensing machine and automatic paper-dispensing and separating method |
| JP6947117B2 (en) * | 2018-05-01 | 2021-10-13 | 王子ホールディングス株式会社 | Tish manufacturing method |
| JP6947116B2 (en) * | 2018-05-01 | 2021-10-13 | 王子ホールディングス株式会社 | Tish manufacturing method |
| JP2019193714A (en) * | 2018-05-01 | 2019-11-07 | 王子ホールディングス株式会社 | Tissue paper manufacturing method |
| CN115180252A (en) * | 2022-08-01 | 2022-10-14 | 柳州市卓信自动化设备有限公司 | Paper folding device |
-
2001
- 2001-05-28 JP JP2001159091A patent/JP3628980B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002347146A (en) | 2002-12-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3628980B2 (en) | Tissue paper manufacturing equipment and manufacturing method | |
| US4349185A (en) | Folding apparatus | |
| US6019713A (en) | Tubing machine with rotating former section for quick change-over | |
| JP3088634B2 (en) | Foldable cardboard box divider and method of manufacturing the divider | |
| JPS63300076A (en) | Method and device for inserting web | |
| JP2002347146A5 (en) | ||
| JP2957706B2 (en) | Improved sheet products for use in pop-up dispensers and methods of forming from stretched ribbons | |
| CN109414896B (en) | Method and apparatus for manufacturing cushioning product and cushioning product | |
| JP6601865B2 (en) | Pocket tissue and manufacturing method thereof | |
| JPH08244144A (en) | Method and device for continuous manufacture of packaging material | |
| US4582743A (en) | Toilet paper | |
| JP2004338415A (en) | Method for producing inter folder and tissue paper sheet | |
| JP3947195B2 (en) | Paper dust removal system | |
| JP5175625B2 (en) | Tissue with cartons and manufacturing method thereof | |
| JP2777871B2 (en) | Manufacturing method of superimposed wet tissue | |
| JP3697661B2 (en) | Method for producing a laminate such as tissue paper | |
| JP5237250B2 (en) | Sanitary paper folding device | |
| JPH0326534A (en) | Production of corrugated fiberboard sheet | |
| JP5922466B2 (en) | Tissue paper product and method for manufacturing tissue paper product | |
| JP5985937B2 (en) | Tissue paper product manufacturing method and tissue paper product | |
| JPS5851169Y2 (en) | Business form processing equipment | |
| JP6947116B2 (en) | Tish manufacturing method | |
| JP3909835B2 (en) | Continuous sheet W folding device | |
| JP2019193714A (en) | Tissue paper manufacturing method | |
| JP6947117B2 (en) | Tish manufacturing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20040227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040326 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040525 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20040618 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040625 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040824 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040917 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040917 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20041203 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20041209 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 3628980 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20071217 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101217 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101217 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101217 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101217 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111217 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111217 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121217 Year of fee payment: 8 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121217 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121217 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131217 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |