JP2017195411A - 吸着ステージ、貼合装置、および貼合方法 - Google Patents
吸着ステージ、貼合装置、および貼合方法 Download PDFInfo
- Publication number
- JP2017195411A JP2017195411A JP2017137605A JP2017137605A JP2017195411A JP 2017195411 A JP2017195411 A JP 2017195411A JP 2017137605 A JP2017137605 A JP 2017137605A JP 2017137605 A JP2017137605 A JP 2017137605A JP 2017195411 A JP2017195411 A JP 2017195411A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- adsorption
- support
- stage
- placement
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Abstract
【解決手段】実施形態に係る吸着ステージは、第1の載置部と、第2の載置部と、を備えた吸着ステージである。前記第1の載置部は、第1の本体部の一方の端面の外縁側に設けられ、環状を呈する第1の壁部と、前記第1の本体部の前記第1の壁部が設けられる側とは反対側の端面の外縁側に設けられ、環状を呈する第2の壁部と、前記第1の本体部を厚み方向に貫通する孔部と、を有する。
前記第2の載置部は、前記第1の本体部に対峙する第2の本体部と、前記第2の本体部から突出し、前記孔部に挿入された支持部と、を有する。
【選択図】図1
Description
この様な吸着ステージは、例えば、半導体装置の製造における基板の貼合工程において用いられている(例えば、特許文献1を参照)。
基板の貼合工程においては、2枚の基板の貼り合わせ面同士を貼り合わせて1枚の基板を形成している。
例えば、いわゆるSOI(Silicon on Insulator)ウェーハの製造や、陽極接合法を用いてガラス基板とシリコン基板との接合を行う場合などにおいて、2枚の基板の貼り合わせ面同士を貼り合わせて1枚の基板を形成している。
しかしながら、任意の形状となるように基板を吸着ステージに吸着させるのは困難であった。
前記第2の載置部は、前記第1の本体部に対峙する第2の本体部と、前記第2の本体部から突出し、前記孔部に挿入された支持部と、を有する。
なお、以下の図2、図5、図6、図7、図8、図10においては、煩雑となるのを避けるために、孔部12a4と支持部12b2の一部を省略している。
図1は、本実施の形態に係る吸着ステージ12および貼合装置100を例示するための模式図である。
図2は、吸着ステージ12を例示するための模式図である。
図3は、第1の載置部12aを例示するための模式平面図である。
図4は、第2の載置部12bを例示するための模式平面図である。
処理容器11は、箱状を呈し、気密構造となっている。
処理容器11の側壁には、基板W1(第1の基板の一例に相当する)や基板W2(第2の基板の一例に相当する)などの搬入搬出を行うための開口部11aが設けられている。また、開口部11aを気密に開閉可能な開閉扉11bが設けられている。
図2〜図4に示すように、吸着ステージ12には第1の載置部12aおよび第2の載置部12bが設けられている。第1の載置部12aは、第2の載置部12bの上に着脱自在に設けられていてもよいし、固定されていてもよい。
図2などに示したように、第1の載置部12aは、別個の要素である本体部12a1、壁部12a2、および壁部12a3が接合されたものとすることができる。
また、第1の載置部12aは、本体部12a1、壁部12a2、および壁部12a3が、一体的に成形されたものとすることもできる。
本体部12a1は、平面形状が円形を呈する板状体とすることができる。
なお、平面形状が円形を呈する本体部12a1を例示したが、本体部12a1の平面形状は載置される基板W1の形状などに応じて適宜変更することができる。例えば、本体部12a1は、平面形状が矩形を呈するものであってもよい。
壁部12a3は、本体部12a1の端面12a1aとは反対側の端面12a1bに設けられている。壁部12a3は、環状を呈し、本体部12a1の外縁を囲んでいる。
なお、第1の載置部12aの載置面は、壁部12a2、および後述する複数の支持部12b2のそれぞれの頂面を含む面である。
複数の孔部12a4の配置は、例えば、同心円状、千鳥状などとすることができる。
本体部12b1は、平面形状が円形を呈する板状体とすることができる。
本体部12b1は、第1の載置部12aの本体部12a1と対峙している。
なお、本体部12b1の平面形状は円形に限定されるわけではない。この場合、本体部12b1の平面形状は、本体部12a1の平面形状と同じとすることができる。
支持部12b2は、孔部12a4に挿入されている。
なお、本実施の形態における吸着ステージ12においては、支持部12b2と孔部12a4の数は同じとなっている。
図2に示すように、支持部12b2は、円柱状を呈するものとすることができる。なお、支持部12b2は、角柱状を呈するものであってもよい。ただし、支持部12b2の断面形状を円形とすれば、孔部12a4の加工を容易とすることができる。
また、支持部12b2の基板W1が載置される側の端部は、先端になるに従い断面積が小さくなるようにすることができる。
また、支持部12b2の頂面の面積を小さくすることができるので、基板W1の載置面である支持部12b2の頂面にパーティクルが付着する確率を減らすことができる。そのため、パーティクルによる吸着性性能の低下を抑制することができる。
複数の支持部12b2の高さ寸法(本体部12b1から頂面までの寸法)は、貼り合わせの際の基板W1の形状に応じて適宜変更することができる。
例えば、図2に示す様に、貼り合わせの際の基板W1の形状を平坦な形状とする場合には、複数の支持部12b2の高さ寸法を同じにし、且つ、支持部12b2の端面12a1aからの突出寸法を壁部12a2の高さ寸法と同じにする。
また、例えば、貼り合わせの際の基板W1の形状を中央部が基板W2の方向に突出した形状とする場合には、中央部側に配置される支持部12b2の高さ寸法を周縁部側に配置される支持部12b2の高さ寸法より高くする。
すなわち、複数の支持部12b2の高さ寸法を適宜変更することで、貼り合わせの際の基板W1の形状を任意の形状とすることができる。
そのため、基板W1が所望の形状でない場合であっても任意の形状に矯正することができるので、基板W2と歪みなく貼り合わせることができる。
例えば、基板W1の形状に応じて、適正な高さ寸法を有し、且つ適正な配置がされた支持部12b2を有する第2の載置部12bを選定することで、基板W1の種々の形状に対応することができる。
例えば、第1の載置部12aに設けられた要素、または第2の載置部12bに設けられた要素のいずれかが破損した場合には、破損した側を交換することで修理を完了させることができる。
また、基板W1を任意の形状とすることで、基板W2の貼り合わせの際の接合開始位置を任意の位置とすることができる。例えば、平面視における押圧部の位置に合わせて基板W2を突出させるように変形することで、基板W1への押圧力を小さくすることができるので、基板W1の歪みを小さくすることができる。
この場合、基板W1の吸着ステージ12から突出した部分を押し上げる図示しないリフトピンなどを設けることができる。
支持爪13aは、基板W2の周縁部を支持する。そして、支持爪13aに基板W2を支持させることで、吸着ステージ12に載置された基板W1と対峙する所定の位置に基板W2が支持されるようになっている。
基部13cは、柱状を呈し、処理容器11の内部の底面に設けられている。基部13cの端部近傍には、支持爪13a、移動部13bが設けられている。なお、支持爪13a、移動部13b毎に基部13cが設けられる場合を例示したがこれに限定されるわけではない。例えば、1つの基部13cに複数の支持爪13a、移動部13bが設けられるようにすることもできる。
押圧部14は、本体部12a1の端面12a1aと対峙する位置に設けられている。また、押圧部14は、支持爪13aに支持された基板W2の略中央部をパッド14cにより押圧することができる位置に設けられている。
押圧部14は、支持爪13aに支持された基板W2の略中央部をパッド14cで押圧することにより基板W2を撓ませて、基板W1の貼り合わせ面の一部と基板W2の貼り合わせ面の一部とを接触させる。なお、基板W1、基板W2の貼り合わせ面とは、互いを対峙させたときに対向する基板W1、基板W2のそれぞれの面を指す。
移動軸14bは、処理容器11の壁面を貫通するようにして設けられ、一方の端部側が移動部14aと接続されている。また、他方の端部側にはパッド14cが取り付けられている。
例えば、基板W2を押圧することなく基板W2の自重により、基板W1と基板W2との貼り合わせを行うようにすることもできる。
また、凸状の基板W1とすることで、基板W1と基板W2とを接触させるようにすることもできる。
また、接合開始位置は必ずしも基板W1の中央である必要はなく、例えば、基板W1の周端部であってもよい。
また、載置部12の内部に押圧部12と同様の押圧部を設け、基板W1の裏面を基板W2の方向に向けて押圧することで、基板W1を凸状に変形させて基板W1と基板W2とを接触させるようにすることもできる。
排気ポンプ15aは、例えば、ドライポンプなどとすることができる。
制御弁15bの一端は排気ポンプ15aに接続され、制御弁15bの他端は配管15cを介して孔部12b3に接続されている。
制御部16は、例えば、以下のような制御を行うことができる。
制御部16は、制御弁15bを制御して、基板W1の吸着と吸着の解除とを切り替える。
なお、本明細書における「吸着の解除」は、吸着の停止(排気の停止)のみならず、外気の導入をも含む。
制御部16は、排気ポンプ15aの起動と停止を制御する。
制御部16は、移動部13bを制御して、支持爪13aの位置を制御する。
制御部16は、移動部14aを制御して、パッド14cの位置を制御する。
制御部16は、開閉扉11bの開閉動作を制御する。
図5は、他の実施形態に係る吸着ステージ22を例示するための模式図である。
図5に示すように、吸着ステージ22の構成要素は、前述した吸着ステージ12の構成要素と同様とすることができる。
ただし、前述した吸着ステージ12の場合には、孔部12a4の数と支持部12b2の数が同じとなっていた。つまり、すべての孔部12a4に支持部12b2が挿入されていた。
これに対して、本実施の形態に係る吸着ステージ22の場合には、孔部12a4の数が支持部12b2の数より多くなっている。つまり、支持部12b2が挿入されていない孔部12a4がある。
支持部12b2の数を間引くことができれば、コストダウンを図ることができる。また、支持部12b2が挿入されていない孔部12a4を通気孔として用いることができる。
なお、間引かれる支持部12b2の数や位置などは、基板W1の厚み寸法や形状などに応じて適宜変更することができる。
図6に示すように、吸着ステージ32には、第1の載置部12a、第2の載置部12b、および、変形部18が設けられている。
すなわち、吸着ステージ32は、前述した吸着ステージ12に変形部18をさらに設けた場合である。
すなわち、前述した吸着ステージ12の場合には、貼り合わせの際の基板W1の形状に応じて、複数の支持部12b2の高さ寸法を変更していた。
これに対して、吸着ステージ32の場合には、貼り合わせの際の基板W1の形状に応じて、第2の載置部12bの本体部12b1の形状を変形させ、複数の支持部12b2の頂面の位置を変化させるようにしている。
この様にすれば、複数の支持部12b2の高さ寸法を一定としても、基板W1の種々の形状に対応することができる。すなわち、汎用性を向上させることができる。
この場合、第2の載置部12bの本体部12b1は、加圧されることで変形し、加圧が終われば元の形状に戻ることができ、かつ、貼り合わせに影響しない程度にパーティクルを発生しないものであればよい。例えば、本体部12b1は、ゴムや樹脂などの可撓性材料から形成されたものや、薄い金属板などであればよい。
駆動部18aは、例えば、サーボモータやパルスモータなどの制御モータを有し、押圧部18bの頂面の位置を変化させる。
押圧部18bは、例えば、柱状を呈し、頂面が第2の載置部12bの本体部12b1に接触している。押圧部18bの頂面側とは反対側の端部は、駆動部18aと接続されている。
制御部16は、駆動部18aを制御して複数の支持部12b2のそれぞれの頂面の位置を制御する。
この場合、図6に示すように、複数の支持部12b2のそれぞれの下に変形部18を設けるようにすることができる。この様にすれば、貼り合わせの際の基板W1の形状に対する制御性を向上させることができる。
図7(a)、(b)に示すように、吸着ステージ42には、第1の載置部12a、第2の載置部12b、および、変形部28が設けられている。
変形部28には、エアバッグ28a、ガス供給部28b、ガス制御部28c、および配管28dが設けられている。
ガス供給部28bは、エアバッグ28aの内部にガスを供給する。ガスの種類には特に限定がなく、例えば、空気や窒素ガスなどとすることができる。
ガス制御部28cは、エアバッグ28aへのガスの供給、エアバッグ28aへのガスの供給の停止、エアバッグ28aからのガスの排出を制御する。ガス制御部28cは、例えば、三方弁などとすることができる。
配管28dは、ガス供給部28bとガス制御部28c、およびエアバッグ28aとガス制御部28cを接続している。
制御部16は、ガス制御部28cおよびガス供給部28bを制御して、エアバッグ28aの膨張と収縮を制御する。
エアバッグ28aが膨らんだ際の形状は、貼り合わせの際の基板W1の形状に応じたものとなっている。
例えば、貼り合わせの際の基板W1の形状が凸状の場合には、図7(a)に示す様に、エアバッグ28aの本体部12b1との接触面の形状が、凸状の基板W1の形状と同様となるようになっている。
例えば、貼り合わせの際の基板W1の形状が平坦な形状の場合には、図7(b)に示す様に、エアバッグ28aの本体部12b1との接触面の形状が、平坦な形状となるようになっている。
また、エアバッグ28aの内部に所定の温度に加熱されたガスを供給することもできる。
エアバッグ28aの内部に所定の温度に加熱されたガスを供給すれば、貼り合わせの際に基板W1の温度を制御することができるので、熱歪みの低減を図ることができる。
この場合、ガス供給部28bや配管28dなどに設けられた図示しないヒータにより、エアバッグ28aの内部に供給されるガスを加熱することができる。
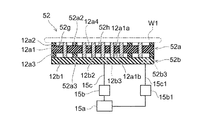
図9は、第1の載置部52aを例示するための模式平面図である。
図8および図9に示すように、吸着ステージ52には、第1の載置部52aおよび第2の載置部52bが設けられている。
第1の載置部52aは、本体部12a1、壁部12a2、壁部12a3、孔部12a4、壁部52a2(第3の壁部の一例に相当する)、および壁部52a3(第4の壁部の一例に相当する)を有する。
すなわち、第1の載置部52aは、前述した第1の載置部12aに、さらに壁部52a2および壁部52a3を設けた場合である。
壁部52a2は、環状を呈し、壁部12a2の内側に設けられている。
壁部52a3は、環状を呈し、壁部12a3の内側に設けられている。
すなわち、第2の載置部52bは、前述した第2の載置部12bに、さらに孔部52b3を設けた場合である。
この場合、孔部12b3には配管15cを介して制御弁15bが接続されている。制御弁15bには排気ポンプ15aが接続されている。
また、孔部52b3には配管15c1を介して制御弁15b1が接続されている。制御弁15b1には排気ポンプ15aが接続されている。
なお、制御弁15b1は、制御弁15bと同様とすることができる。配管15cは、配管15c1と同様とすることができる。
なお、本実施の形態に係る吸着ステージ52の場合には、孔部12a4の数と支持部12b2の数が同じとなっている。つまり、すべての孔部12a4に支持部12b2が挿入されている。
そして、基板W1の外縁側の吸着および中央部側の吸着を別々に制御することができるようになっている。
制御部16は、制御弁15b、制御弁15b1および排気ポンプ15aを制御して、領域52gと領域52hにおける基板W1の吸着と吸着の解除とを制御する。
または、領域52gにおける孔部52b3を介した吸引量と、領域52hにおける孔部12b3を介した吸引量を同じにすれば、それぞれの領域において発生する単位面積あたりの吸着力を同じにすることができる。すなわち、領域52gと領域52hにおけるそれぞれの吸引量を同じにすればよい。その結果、それぞれの領域において歪みのない吸着を行うことができる。
なお、壁部12a2の内側に壁部52a2を設け、壁部12a3の内側に壁部52a3を設ける場合を例示したが、壁部52a2および壁部52a3のそれぞれの内側にさらに壁部を設けることもできる。
まず、領域52gおよび領域52hのいずれか一方における基板W1の吸着を行い、領域52gおよび領域52hのいずれか他方における基板W1の吸着を解除する。
例えば、領域52gおける基板W1の吸着を行い、領域52hにおける基板W1の吸着を解除する。
あるいは、領域52hおける基板W1の吸着を行い、領域52gにおける基板W1の吸着を解除する。
続いて、前述のものとは逆の動作を行う。
すなわち、吸着を行っていた領域の吸着を解除し、吸着を解除していた領域の吸着を行う。
なお、第1の載置部52aの載置面は、壁部12a2、壁部52a2、および複数の支持部12b2のそれぞれの頂面を含む面である。
また、この吸着と吸着の解除を複数回繰り返すこともできる。
この様にすれば、反りなどの変形が大きい基板W1や厚みの厚い基板W1であっても、第1の載置部52aの載置面の形状に倣わすことができる。
また、吸着と吸着の解除の繰り返し回数は適宜変更することができる。
なお、吸着と解除をそれぞれ1回ずつ交互に行うのではなく、吸着と解除をそれぞれ複数回ずつ交互に行うようにしてもよい。
図10に示すように、吸着ステージ62の構成要素は、前述した吸着ステージ52の構成要素と同様とすることができる。
ただし、前述した吸着ステージ52の場合には、孔部12a4の数と支持部12b2の数が同じとなっていた。つまり、すべての孔部12a4に支持部12b2が挿入されていた。
これに対して、本実施の形態に係る吸着ステージ62の場合には、孔部12a4の数が支持部12b2の数より多くなっている。つまり、支持部12b2が挿入されていない孔部12a4がある。
支持部12b2の数を間引くことができれば、コストダウンを図ることができる。また、支持部12b2が挿入されていない孔部12a4を通気孔として用いることができる。
なお、間引かれる支持部12b2の数や位置などは、基板W1の厚み寸法や形状などに応じて適宜変更することができる。
まず、図示しない搬送装置により、基板W1を開口部11aから処理容器11の内部に搬入する。なお、開閉扉11bは図示しない駆動部により開かれている。
処理容器11の内部に搬入された基板W1は、第1の載置部12a、52aの上に載置される。
なお、吸着ステージ32の場合には、変形部18を動作させて、基板W1の形状が所望の形状となるようにする。
吸着ステージ42の場合には、変形部28を動作させて、基板W1の形状が所望の形状となるようにする。
例えば、基板W1を支持する複数の支持部12b2の頂面の位置を変化させて、基板W1の形状を変化させる。
なお、吸着ステージ42の場合には、エアバッグ28aを膨らませることで基板W1を支持する複数の支持部12b2の頂面の位置を変化させる。
例えば、吸着ステージ52に設けられた領域52gにおけるW1基板の吸着を行う際には、領域52gに隣接する領域52hにおける基板W1の吸着を解除する。
また、領域52gおよび領域52hにおける、基板W1の吸着と基板W1の吸着の解除とをそれぞれ交互に行う。
また、領域52gおよび領域52hにおける基板W1の吸着と基板W1の吸着の解除とをそれぞれ交互に複数回行い、その後、領域52gおよび領域52hにおいて基板W1を吸着保持する。
そして、基板W2を支持爪13aの上に載置する。
次に、基板W1と基板W2とを貼り合わせる。
まず、開閉扉11bが閉じられ処理容器11が密閉される。
次に、支持爪13aに支持された基板W2の略中央部をパッド14cで押圧することにより基板W2を撓ませて、基板W1の貼り合わせ面の一部と基板W2の貼り合わせ面の一部とを接触させる。
基板W1の貼り合わせ面と基板W2の貼り合わせ面とが接触する部分(貼り合わされた部分)が中央部から周縁部に向けて拡大して行く。
そして、基板W2の周縁部が支持爪13aから外れると基板W1の貼り合わせ面と基板W2の貼り合わせ面とが全面において接触することになる。すなわち、基板W1と基板W2とが貼り合わされて貼合基板が形成される。
また、貼り合わせ進行時において、基板W1と基板W2の全面が貼り合わされるまで基板W1を吸着ステージ12、22、32、42、52、62に全面吸着してもよい。また、貼り合わせの進行にしたがって、基板W1の一部(例えば基板W1の周縁部)の吸着を解除してもよい。
形成された貼合基板は、図示しない搬送装置により処理容器11の外部に搬出される。 以後、必要に応じて前述の手順を繰り返すことで基板W1と基板W2の貼り合わせを連続的に行うことができる。
前述の実施の形態に関して、当業者が適宜、構成要素の追加、削除若しくは設計変更を行ったもの、または、工程の追加、省略若しくは条件変更を行ったものも、本発明の特徴を備えている限り、本発明の範囲に包含される。
例えば、貼合装置100や吸着ステージ12〜62が備える各要素の形状、寸法、材質、配置、数などは、例示をしたものに限定されるわけではなく適宜変更することができる。
また、前述した各実施の形態が備える各要素は、可能な限りにおいて組み合わせることができ、これらを組み合わせたものも本発明の特徴を含む限り本発明の範囲に包含される。
Claims (12)
- 第1の載置部と、第2の載置部と、を備えた吸着ステージであって、
前記第1の載置部は、
第1の本体部の一方の端面の外縁側に設けられ、環状を呈する第1の壁部と、
前記第1の本体部の前記第1の壁部が設けられる側とは反対側の端面の外縁側に設けられ、環状を呈する第2の壁部と、
前記第1の本体部を厚み方向に貫通する孔部と、
を有し、
前記第2の載置部は、
前記第1の本体部に対峙する第2の本体部と、
前記第2の本体部から突出し、前記孔部に挿入された支持部と、
を有した吸着ステージ。 - 前記第1の載置部は、
前記第1の壁部の内側に設けられ、環状を呈する第3の壁部と、
前記第2の壁部の内側に設けられ、環状を呈する第4の壁部と、をさらに有する請求項1記載の吸着ステージ。 - 前記第1の載置部は、複数の前記孔部を有し、
前記第2の載置部は、前記第2の本体部からの突出寸法が異なる複数の前記支持部を有する請求項1または2に記載の吸着ステージ。 - 前記孔部の内壁と、前記支持部の側壁と、の間には隙間が設けられている請求項1〜3のいずれか1つに記載の吸着ステージ。
- 前記複数の孔部の数は、前記複数の支持部の数より多い請求項3または4に記載の吸着ステージ。
- 前記第2の本体部の形状を変形させる変形部をさらに備えた請求項1〜5のいずれか1つに記載の吸着ステージ。
- 請求項1〜6のいずれか1つに記載の吸着ステージと、
前記吸着ステージに載置された第1の基板と所定の間隔をあけて対峙させた第2の基板を支持する基板支持部と、
を備えた貼合装置。 - 第1の基板を吸着ステージに吸着させる工程と、
前記吸着された第1の基板と所定の間隔をあけて第2の基板を対峙させる工程と、
前記第2の基板の貼り合わせ面の一部と、前記第1の基板の貼り合わせ面の一部と、を接触させる工程と、
を有し、
前記第1の基板を吸着ステージに吸着させる工程において、
前記第1の基板を支持する複数の支持部の頂面の位置を変化させて、前記第1の基板の形状を変化させる貼合方法。 - 前記第1の基板を吸着ステージに吸着させる工程において、
前記吸着ステージに設けられた第1の領域における前記第1の基板の吸着を行う際には、
前記吸着ステージに設けられ、前記第1の領域に隣接する第2の領域における前記第1の基板の吸着を解除する請求項8記載の貼合方法。 - 前記第1の基板を吸着ステージに吸着させる工程において、前記第1の領域および前記第2の領域における、前記第1の基板の吸着と、前記第1の基板の吸着の解除と、をそれぞれ交互に行う請求項9記載の貼合方法。
- 前記第1の基板を吸着ステージに吸着させる工程において、前記第1の領域および前記第2の領域における、前記第1の基板の吸着と、前記第1の基板の吸着の解除と、をそれぞれ交互に複数回行う請求項9または10に記載の貼合方法。
- 前記第1の基板を吸着ステージに吸着させる工程において、
エアバッグを膨らませることで前記第1の基板を支持する複数の支持部の頂面の位置を変化させる請求項8〜11のいずれか1つに記載の貼合方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017137605A JP6426797B2 (ja) | 2017-07-14 | 2017-07-14 | 吸着ステージ、貼合装置、および貼合方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017137605A JP6426797B2 (ja) | 2017-07-14 | 2017-07-14 | 吸着ステージ、貼合装置、および貼合方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013198343A Division JP6178683B2 (ja) | 2013-09-25 | 2013-09-25 | 吸着ステージ、貼合装置、および貼合方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017195411A true JP2017195411A (ja) | 2017-10-26 |
| JP6426797B2 JP6426797B2 (ja) | 2018-11-21 |
Family
ID=60155640
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017137605A Active JP6426797B2 (ja) | 2017-07-14 | 2017-07-14 | 吸着ステージ、貼合装置、および貼合方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6426797B2 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6328035A (ja) * | 1986-07-22 | 1988-02-05 | Nec Corp | 縮小投影露光装置 |
| JP2004087943A (ja) * | 2002-08-28 | 2004-03-18 | Sony Corp | 半導体ウェハのチャック装置およびチャック方法 |
| JP2007123560A (ja) * | 2005-10-28 | 2007-05-17 | Toshiba Corp | ウェハチャック及び半導体製造方法 |
| US20130147129A1 (en) * | 2011-12-08 | 2013-06-13 | Nan Ya Technology Corporation | Wafer supporting structure |
| JP2013187393A (ja) * | 2012-03-08 | 2013-09-19 | Tokyo Electron Ltd | 貼り合わせ装置及び貼り合わせ方法 |
| JP2014502784A (ja) * | 2010-12-20 | 2014-02-03 | エーファウ・グループ・エー・タルナー・ゲーエムベーハー | ウェハの装着用受け取り手段 |
| JP6178683B2 (ja) * | 2013-09-25 | 2017-08-09 | 芝浦メカトロニクス株式会社 | 吸着ステージ、貼合装置、および貼合方法 |
-
2017
- 2017-07-14 JP JP2017137605A patent/JP6426797B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6328035A (ja) * | 1986-07-22 | 1988-02-05 | Nec Corp | 縮小投影露光装置 |
| JP2004087943A (ja) * | 2002-08-28 | 2004-03-18 | Sony Corp | 半導体ウェハのチャック装置およびチャック方法 |
| JP2007123560A (ja) * | 2005-10-28 | 2007-05-17 | Toshiba Corp | ウェハチャック及び半導体製造方法 |
| JP2014502784A (ja) * | 2010-12-20 | 2014-02-03 | エーファウ・グループ・エー・タルナー・ゲーエムベーハー | ウェハの装着用受け取り手段 |
| US20130147129A1 (en) * | 2011-12-08 | 2013-06-13 | Nan Ya Technology Corporation | Wafer supporting structure |
| JP2013187393A (ja) * | 2012-03-08 | 2013-09-19 | Tokyo Electron Ltd | 貼り合わせ装置及び貼り合わせ方法 |
| JP6178683B2 (ja) * | 2013-09-25 | 2017-08-09 | 芝浦メカトロニクス株式会社 | 吸着ステージ、貼合装置、および貼合方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6426797B2 (ja) | 2018-11-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6348500B2 (ja) | 吸着ステージ、貼合装置、および貼合基板の製造方法 | |
| TWI752990B (zh) | 接合裝置及接合系統 | |
| TWI702633B (zh) | 基板重合裝置及基板重合方法 | |
| TWI564982B (zh) | A substrate holding device, a substrate bonding device, a substrate holding method, a substrate bonding method, a laminated semiconductor device, and a laminated substrate | |
| JP6188123B2 (ja) | 貼合装置および貼合処理方法 | |
| JP6178683B2 (ja) | 吸着ステージ、貼合装置、および貼合方法 | |
| JP6112016B2 (ja) | 基板ホルダ及び基板貼り合わせ装置 | |
| JP6407803B2 (ja) | 接合装置、接合システム、接合方法、プログラム及びコンピュータ記憶媒体 | |
| JP2015142135A (ja) | ダイエジェクティング装置 | |
| TWI487017B (zh) | Mating device and fitting method | |
| JP2017112322A (ja) | 接合装置、接合システムおよび接合方法 | |
| JP4671841B2 (ja) | 対象物間の脱ガス方法および脱ガス装置 | |
| JP5337620B2 (ja) | ワーク粘着保持装置及び真空貼り合わせ機 | |
| JP2017195411A (ja) | 吸着ステージ、貼合装置、および貼合方法 | |
| JP6685154B2 (ja) | 接合装置および接合方法 | |
| JP2018190826A (ja) | 接合装置および接合方法 | |
| JP2016018996A (ja) | 支持チャック及び基板処理装置 | |
| JP6622254B2 (ja) | 貼合装置および貼合処理方法 | |
| JP7286493B2 (ja) | 基板貼合装置 | |
| JP5869960B2 (ja) | 接合システム、接合方法、プログラム及びコンピュータ記憶媒体 | |
| TWI754070B (zh) | 基板處理裝置及基板處理方法 | |
| KR102455166B1 (ko) | 진공척 및 진공척의 구동방법 | |
| JP5495094B2 (ja) | コンタクト露光装置及びコンタクト露光方法 | |
| JP2014017472A (ja) | シート剥離装置、接合システム、剥離システム、シート剥離方法、プログラム及びコンピュータ記憶媒体 | |
| JP6950120B1 (ja) | 分離装置及び分離方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170810 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170810 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180511 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A132 Effective date: 20180515 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180713 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180807 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181002 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181023 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181025 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6426797 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |