本発明の繊維集合体の製造方法及び製造装置について、図1および図3に沿って説明する。図1は本発明の繊維集合体の製造装置の斜視図を示したものである。図3は、図1に係る繊維集合体の製造装置により紡糸が行われている際の、紡糸原液の表面と垂直をなす方向における断面図を示したものであり、超音波発生源ならびに超音波発生源のアースを省略し図示している。
なお、本発明において「超音波」とは、振動数が16kHz以上の音波を指す。また、本発明の製造装置において使用する超音波の発生手段は、超音波を発生する装置の超音波発生部位が振動することにより超音波を発生する。そのため、超音波発生部位を、超音波を作用させる対象である、紡糸原液または紡糸原液を保持する容器に接触させると、超音波と同時に振動も作用することになる。このように本発明では、超音波だけでなく、振動も同時に作用させても良い。
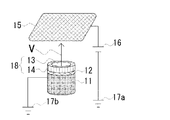
図1に示す繊維集合体の製造装置は、パワーサプライ(16)と超音波発生源(11)に接続されているアース(17b)によって形成された電界の作用を受ける紡糸原液(13)と、その紡糸原液(13)を保持する保持容器(14)(以降、紡糸原液(13)と保持容器(14)とを合わせて紡糸原液部(18)と呼ぶ)が、超音波発生源(11)の有する超音波発生部位(12)上に接触して配置されており、更に、繊維捕集体(15)が紡糸原液(13)の表面から一定の距離離れて配置している。
なお、図1の繊維集合体の製造装置において、超音波発生部位(12)から発生した超音波が主に進行する方向は、超音波発生部位(12)から繊維捕集体(15)へと向かう矢印(V)にて示されている。また、図1の繊維集合体の製造装置において繊維を紡糸した場合、矢印(V)と同一の方向に紡糸される。
本発明に係る製造装置を用いて繊維集合体を製造する場合、まず、紡糸原液(13)を用意する。この紡糸原液(13)は、例えば、静電紡糸可能な樹脂を溶媒に溶解させた溶液、あるいは静電紡糸可能な樹脂を溶融させたものである。
樹脂の種類は静電紡糸することができる限り特に限定されるものではないが、例えば、ポリエチレングリコール、部分けん化ポリビニルアルコール、完全けん化ポリビニルアルコール、ポリビニルピロリドン、ポリ乳酸、ポリグリコール酸、ポリアクリロニトリル、ポリメタクリル酸、ポリメタクリル酸メチル、ポリカーボネート、ポリスチレン、ポリアミド、ポリイミド、ポリエチレン、或いはポリプロピレンなどを使用することができる。これら例示以外の樹脂も使用可能であり、例示以外の樹脂も含め、2種以上の樹脂からなる紡糸原液(13)とすることもできる。
上述の樹脂を溶媒に溶解させる場合、溶媒は使用する樹脂や紡糸条件によっても変化するため、特に限定されるものではないが、例えば、水、アセトン、メタノール、エタノール、プロパノール、イソプロパノール、テトラヒドロフラン、ジメチルスルホキシド、1,4−ジオキサン、ピリジン、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、N−メチル−2−ピロリドン、アセトニトリル、ギ酸、トルエン、ベンゼン、シクロヘキサン、シクロヘキサノン、四塩化炭素、塩化メチレン、クロロホルム、トリクロロエタン、エチレンカーボネート、ジエチルカーボネート、プロピレンカーボネートなどを挙げることができる。これら例示以外の溶媒も使用可能であり、例示以外の溶媒も含め、2種以上の溶媒が混和した混和溶媒を使用することもできる。
紡糸原液(13)が上述のような樹脂を溶媒に溶解させたものである場合、その粘度は使用する樹脂の組成、樹脂の分子量、溶媒の組成、溶媒における樹脂の濃度等によって変化するため特に限定されるものではないが、静電紡糸への適用性の点から、粘度が10〜6000mPa・sの範囲となるような濃度であるのが好ましく、20〜5000mPa・sの範囲となるような濃度であるのがより好ましい。粘度が10mPa・s未満であると、粘度が低すぎて曳糸性が悪く、繊維になりにくい傾向があり、粘度が6000mPa・sを超えると、紡糸原液(13)が延伸されにくくなり、繊維形状となりにくい傾向がある。
なお、この「粘度」は粘度測定装置を用い、温度25℃で測定したシェアレート100s−1時の値をいう。
また、紡糸原液(13)が溶融した樹脂の場合、その粘度は紡糸を行うことができれば良く、使用する樹脂の組成、樹脂の分子量等によって変化するため特に限定されるものではないが、静電紡糸への適用性の点から、例えば溶融した樹脂としてポリプロピレンを用いる場合の紡糸原液(13)は、メルト・インデックスが10(g/10min)以上となるものであるのが好ましい。メルト・インデックスが10(g/10min)未満であると、紡糸原液(13)が延伸されにくくなり、繊維形状となりにくい傾向がある。ポリプロピレン紡糸原液(13)のメルト・インデックスが100(g/10min)以上であるのがより好ましく、1000(g/10min)以上であるのがより好ましい。一般的に、溶融したポリプロピレンは溶媒に溶解したポリプロピレン溶液よりも、メルト・インデックスが低いものとなる。そのため、好適に紡糸が行える限り、前述ポリプロピレン紡糸原液(13)のメルト・インデックスの上限は限定しない。
なお、このメルト・インデックスは、200℃に加熱したポリプロピレンをキャピラリーレオメータに導き、JISK7199に基づいて測定した際の、押出量(g/10min)の値を指す。溶融時の粘度を調整するために、樹脂に粘度調整剤、また紡糸時における紡糸原液(13)が酸化あるいは光により変性しないように、酸化防止剤、光安定剤などを添加しても良い。
紡糸原液(13)を保持する保持容器(14)は、紡糸原液(13)を保持できるものであれば良く、その素材を特別限定するものではない。
また、その保持容器(14)の形状は紡糸条件によって、適宜、調整されるものであるため、特定の形状に限定するものではないが、紡糸原液(13)の表面と平行をなす方向における断面の形状が、平行四辺形あるいは円形であるものが好ましい。
前記断面の形状が平行四辺形であると、保持容器(14)の向かい合う壁面同士が平行をなすため、向かい合う壁面同士の間で定在波が形成され、紡糸原液(13)の表面の特定箇所に、一定の高さの波を形成しやすい。定在波を形成しやすいことにより、紡糸原液(13)の表面に発生する波の、発生位置、大きさ、波同士の間隔などを制御することが容易となる。したがって、紡糸原液(13)に作用する超音波により紡糸条件を制御することができるため、目付が均一な繊維集合体(33)を製造することができる。
前記断面の形状が円形であると、平行をなす壁面同士が存在しないことから、平行をなす壁面を有する形状の保持容器(14)を用いる場合よりも、定在波が発生し難いため、紡糸原液(13)の表面全域にわたって波が形成されやすい。したがって、超音波発生源(11)の数が少なくても効率よく、紡糸原液(13)の表面全域にわたって波を発生させることができ、目付バラツキの少ない繊維集合体(33)を得ることが可能となる。
保持容器(14)を電極として使用することで紡糸原液(13)に電圧を印加する場合には、保持容器(14)は体積固有抵抗値が109Ω・cm以下の導電性材料(例えば、金属製)からなるのが好ましい。その場合には、超音波発生源(11)との間に絶縁体を介在させるなどして、超音波発生源(11)に電圧がかからないようにする。
超音波の振動数によっては紡糸原液(13)が熱を帯びることがあり、紡糸原液(13)の樹脂濃度や物性が変化することで、紡糸条件の変化が起きる恐れがあるため、保持容器(14)に冷却機構が備わっていることが好ましい。また、紡糸原液(13)が溶融した樹脂である場合には、樹脂が保持容器(14)中で固化しないよう、保持容器(14)に加熱機構が備わっていることが好ましい。
また、紡糸を行っていくと、繊維捕集体(15)に繊維集合体(33)が形成されるとともに、保持容器(14)中の紡糸原液(13)の量が減少し、紡糸原液(13)の液面が低下していく。紡糸原液(13)の表面と繊維捕集体(15)との距離が離れることで、紡糸条件の変化が起こるため、保持容器(14)中の紡糸原液(13)の量が常に一定となるよう、保持容器(14)に紡糸原液(13)を供給する装置を設けるのが好ましい。
本発明の繊維集合体の製造装置において、超音波発生源(11)は超音波を発生する超音波発生部位(12)を有しているため、紡糸原液(13)の表面に波を形成できる超音波発生手段として作用する。超音波を発生することできるのであれば、超音波発生源(11)の種類は限定されるものではないが、例えば、超音波ホモジナイザー、超音波ホーン、超音波洗浄器、スピーカーなどの装置を挙げることができる。
なお、超音波発生部位(12)を紡糸原液部(18)と接触させる場合、超音波発生部位(12)が紡糸原液部(18)と広い面積で接触することができる形状、例えば平面状や凹状といった、保持容器(14)の壁面と密着する形状を有していると、超音波発生部位(12)から発生した超音波及び振動を効率良く紡糸原液部(18)に作用させることができるため好ましい。しかしながら、超音波発生部位(12)から発生した超音波及び振動が紡糸原液(13)へと作用することができる形状であるのならば、その形状は限定するものではなく、超音波発生部位(12)は球体状、棒状、針状、凸凹状といった形状でも構わない。
また、超音波発生部位(12)は紡糸原液部(18)と接触している必要はなく、超音波を紡糸原液部(18)に作用させ、紡糸原液(13)の表面に波を形成することができる超音波発生源(11)であればよい。
紡糸原液部(18)へと超音波を作用させる超音波発生源(11)の数、超音波発生源(11)から発生した超音波が主に進行する方向、及びその振動数や強度等を調整することで、紡糸原液(13)の表面に形成される波の高さ、波の発生位置、波の発生間隔等を調整することができる。
本発明の繊維集合体の製造装置において、パワーサプライ(16)とアース(17b)により電位差が形成されることで、紡糸原液(13)の表面に形成された波の山を引き伸ばして繊維化できる。このように、図1の製造装置においては、パワーサプライ(16)とアース(17b)とで電界形成手段を構成している。
紡糸原液(13)と繊維捕集体(15)との間に電位差がなければ、紡糸原液(13)の表面に形成される波の山(31)を引き伸ばして紡糸することができないため、パワーサプライ(16)により繊維捕集体(15)または紡糸原液部(18)に電圧を印加する。この時、紡糸原液(13)に直接電圧を印加しても良いし、保持容器(14)が導電性材料であるのならば、保持容器(14)に電圧を印加することで紡糸原液(13)へと電圧を印加しても良い。パワーサプライ(16)として、例えば、直流高電圧発生装置やヴァン・デ・グラフ起電機を用いることができる。好適に電圧の印加が行えるのであれば、パワーサプライ(16)の種類や電圧の印加方法は限定されるものではない。繊維捕集体(15)へと電圧を印加する場合、印加された繊維捕集体(15)の極性は、正極と負極のいずれであっても構わないが、繊維の拡がりを抑制し繊維が均一に分散した繊維集合体(33)を製造しやすいように、適宜、極性を確認するのが好ましい。
本明細書における図1では、パワーサプライ(16)により繊維捕集体(15)に電圧が印加されているが、図1の態様とは逆に、パワーサプライ(16)により紡糸原液(13)に電圧が印加されていてもよい。紡糸原液(13)に電圧を印加する場合、紡糸原液部(18)がパワーサプライ(16)を介してアース(17a)されていなければならず、また超音波発生部位(12)から発生する振動を直接紡糸原液部(18)へと作用させる場合には、超音波発生部位(12)と紡糸原液部(18)との間に絶縁体を配置するなどして、超音波発生部位(12)ならびに超音波発生源(11)に電圧が印加されないようにする。
また、紡糸原液(13)と繊維捕集体(15)との間に電位差が存在するように、紡糸原液部(18)と繊維捕集体(15)の双方に電圧を印加してもよい。
紡糸原液(13)と繊維捕集体(15)の間の電位差は、紡糸原液(13)の物性、紡糸原液(13)の表面と繊維捕集体(15)との距離、温湿度などの紡糸条件によって変化するため、好適に紡糸が行えるよう、適宜、調整されるべきものであり、特に限定するものではないが、0.1〜50kV/cmの範囲内となるように、パワーサプライ(16)で電圧を印加するのが好ましい。電位差が50kV/cmを超えると、繊維捕集体(15)と保持容器(14)との間で、絶縁破壊が生じやすい傾向があり、0.1kV/cm未満であると、紡糸原液(13)の延伸が不十分で繊維化されにくい傾向がある。
本発明の繊維集合体の製造装置において、繊維捕集体(15)は繊維化した繊維を集積することができ、繊維集合体(33)を形成できる捕集手段となる。
繊維捕集体(15)は、紡糸原液(13)から紡糸された繊維(一般に連続繊維)を、直接集積させて繊維集合体(33)を形成することができるものであればよく、その構造や素材などは特に限定されるものではない。例えば、繊維捕集体(15)として、金属製や炭素などの導電性材料又は有機高分子などの非導電性材料からなる、不織布、織物、編物、ネット、ドラム、或いはベルトなどを挙げることができる。繊維捕集体(15)がコンベアなど可動式のものであると、連続して繊維集合体(33)を製造することができる。特に、繊維捕集体(15)の移動方向端部に巻取り装置を備えていると、長尺状の繊維集合体(33)を製造できる。
繊維捕集体(15)に電圧を印加する場合には、繊維捕集体(15)は体積固有抵抗値が109Ω・cm以下の導電性材料(例えば、金属製)からなるのが好ましい。一方、図2のように、紡糸原液部(18)側から見て、繊維捕集体(15)よりも後方に導電性材料からなる対向電極(21)が配置されている場合には、繊維捕集体(15)は必ずしも導電性材料からなる必要はない。また、図2においては、繊維捕集体(15)と対向電極(21)とは離間しているが、接触していてもよい。
紡糸原液(13)と繊維捕集体(15)との距離は、温湿度、紡糸原液(13)の物性などの紡糸条件によって変化する。そのため、好適に紡糸が行えるよう適宜調整されるべきものであるが、この距離が200mmを超えると作用する電界が弱まることで、紡糸原液(13)の表面に形成される波の山(31)が引き伸ばされ難くなることで繊維化されない傾向があり、10mm未満であると繊維捕集体(15)と保持容器(14)との間で、絶縁破壊が生じる傾向がある。そのため、この距離は10〜200mmの範囲内であるのが好ましく、30〜150mmの間であるのがより好ましい。なお、紡糸原液(13)と繊維捕集体(15)との距離は、紡糸原液(13)に超音波を作用させていない時の紡糸原液(13)の表面と、繊維捕集体(15)との最短距離を指す。
電界の形成される、紡糸原液部(18)と繊維捕集体(15)との間の空間、またその周囲の湿温度や溶媒の蒸気濃度などが変化することで、電界の作用により紡糸された繊維は、繊維径など形状の変化や強度など物性の変化を生じることが知られている。開空間において本発明の繊維集合体の製造装置を用いて繊維集合体(33)を製造すると、電界の形成される、紡糸原液部(18)と繊維捕集体(15)との間の空間、またその周囲の湿温度や溶媒の蒸気濃度などを恒常化することが困難であることから、均一な繊維からなる繊維集合体(33)を製造することが困難となる恐れがある。電界の形成される周囲の湿温度や溶媒の蒸気濃度などを恒常化することが容易であることから、本発明の繊維集合体の製造装置は閉鎖空間に設けられているのが好ましい。
本発明の繊維集合体の製造装置を閉鎖空間で使用し、樹脂を溶媒に溶解させた紡糸原液(13)を用いて紡糸する場合には、紡糸時に発生した溶媒の蒸気を排気する排気装置ならびに、繊維集合体の製造装置の紡糸空間における温湿度などの環境を恒常化する気体供給装置を設けるのが好ましい。
静電紡糸を行っていると、繊維集合体の製造装置の紡糸空間における溶媒の蒸気濃度が次第に高くなり、溶媒の蒸発が抑制され、繊維径が細くなりにくくなり、繊維径のバラツキが発生しやすい傾向がある。最悪の場合には、溶媒の蒸気濃度が飽和に達してしまい、静電紡糸を行うことが困難となる。そのため、紡糸に最適な気体を繊維集合体の製造装置の紡糸空間へと供給し、蒸発した溶媒を閉鎖空間外へと排出することによって、繊維集合体の製造装置の紡糸空間における溶媒の蒸気濃度を一定とすると、繊維径の揃った繊維集合体を製造しやすい。なお、気体供給装置ならびに排気装置の種類は特に限定するものではないが、例えば、気体供給装置として除湿機、加湿機など、排気装置として排気口に設置されたファンであることができる。
また、繊維捕集体(15)がメッシュ状や不織布及び織物などの、気体を透過することのできる場合には、この排気装置の排気口が紡糸原液(13)側から向かって繊維集合体(33)の背後に存在しているのが好ましい。紡糸方向と排気方向が同一であると、紡糸と繊維の捕集を阻害することなく排気を行うことができ、繊維捕集体(15)に形成された繊維集合体(33)から揮発する溶媒も効率良く排気することができる。
紡糸の原理について、図3を用いて説明する。紡糸原液(13)が、パワーサプライ(16)と超音波発生源(11、図3では図示せず)に接続されているアース(17b、図3では図示せず)により電界の作用を受けている状態で、紡糸原液(13)が超音波発生源(11、図3では図示せず)から発生した超音波の作用を受け、紡糸原液(13)の表面に波が形成されると、その波の山(31)が電界の作用により引き伸ばされ、紡糸原液(13)が細径化するとともに、繊維捕集体(15)へと向かって飛翔する。紡糸原液(13)は飛翔中、更に細径化するとともに表面積が増大することで、溶媒が失われる、あるいは冷却されることで繊維化(32)し、繊維捕集体(15)に繊維が堆積することで繊維集合体(33)が形成される。
本発明では、保持容器(14)の形状、紡糸原液部(18)へと超音波を作用させる超音波発生源(11)の数、超音波発生源(11)から発生した超音波が主に進行する方向、及びその振動数や強度などを、適宜、最適なものとすることができる。その例について、図4〜図6に沿って説明する。
図4は、本発明の別の繊維集合体の製造装置の紡糸原液(13)の表面と垂直をなす方向における断面図であり、保持容器(14)は紡糸原液(13)を貯蔵している貯蔵部(41)と、紡糸が行われる部位となる紡糸部(42)と、貯蔵部(41)と紡糸部(42)とを連結する連結部(43)とから構成されており、貯蔵部(41)に貯蔵されている紡糸原液(13)が連結部(43)を通過することで、紡糸部(42)に紡糸原液(13)を供給できる。なお、図4においては、超音波発生源(11)とそのアース(17b)を省略している。
図4(a)の保持容器(14)は、貯蔵部(41)と、重力方向の反対方向が開口した紡糸部(42)と、これらを連結する連結部(43)とから構成されている。連結部(43)の大きさは、紡糸部(42)へと紡糸原液(13)を供給することができるように、適宜、調節する。また、紡糸部(42)における開口面積は紡糸原液(13)が超音波の作用を受ける際に、特定数および特定の大きさの波の山が形成され得るように、適宜、調節する。
図4(a)の保持容器(14)を用いて紡糸を行う際、開口面積が小さい紡糸部(42)とすることで、超音波の作用を受けた際に、紡糸部(42)に形成される波の山の数が制限されることから、紡糸部(42)からの紡糸量を制御することが容易となる。
図4(b)の保持容器(14)は貯蔵部(41)と、重力方向と垂直をなす方向に開口した紡糸部(42)と、貯蔵部(41)と紡糸部(42)とを連結する連結部(43)とから構成されている。連結部(43)の大きさは、紡糸部(42)へと紡糸原液(13)を供給することができるように、適宜、調節する。また、紡糸部(42)における開口面積は紡糸部(42)から紡糸原液(13)が液垂れしないように、適宜、調節する。
図4(b)の保持容器(14)の紡糸部(42)から紡糸を行うと、紡糸部(42)の開口面積が、紡糸原液(13)の液垂れを発生させないほどに小さいものであることから、例え重力方向を紡糸方向としたとしても、液垂れすることなく紡糸が行える。このように、紡糸方向を限定することなく紡糸を行うことができる。
図4(a)(b)では、超音波を紡糸部(42)に対して、対向する2方向から作用させているが、超音波を作用させる位置とその数は、好適に紡糸が行えるのであれば特別限定するものではない。
また図4(a)(b)では、貯蔵部(41)と1つの紡糸部(42)とを1つの連結部(43)で連結した保持容器(14)を例示しているが、貯蔵部(41)と2つ以上の紡糸部(42)とを1つの連結部(43)で連結した保持容器(14)であっても、貯蔵部(41)と1つの紡糸部(42)とを2つ以上の連結部(43)で連結した保持容器(14)であっても、或いは貯蔵部(41)と2つ以上の紡糸部(42)とを2つ以上の連結部(43)で連結した保持容器(14)であっても良い。
保持容器(14)に2つ以上の紡糸部(42)が連結されていると、紡糸できる場所が多数存在することとなり、繊維集合体(33)を広い面積で得ることが可能となる。
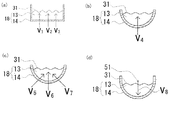
図5は、超音波の作用方向を示す、紡糸原液(13)の表面と垂直をなす方向における紡糸原液部(18)の断面図であり、紡糸原液(13)とその波の山(31)ならびに保持容器(14)、超音波の主に進行する方向を示した矢印(v)のみを示している。
超音波発生源(11、図5では省略し図示せず)を複数用い、複数の超音波を紡糸原液部(18)に作用させても良い。図5(a)では、超音波発生源(11、図5では省略し図示せず)を3つ用い、超音波の主に進行する方向をそれぞれv1、v2、v3で示している。図5(a)に示すように、超音波の主に進行する方向(v1〜3)同士が、互いに平行な状態で紡糸原液部(18)へ作用すると、紡糸原液(13)の表面が広い面積を有する場合であっても、その表面の広域に波を形成することができる。紡糸原液(13)の表面の広域に発生した波の山(31)から紡糸が行えるため、幅の広い繊維集合体(33、図5では省略し図示せず)を得ることが可能となる。
図5(b)、図5(c)のように前記断面が椀型である、保持容器(14)を用いても良い。なお図5(b)では、超音波発生源(11、図5では省略し図示せず)を1つ用い、超音波の主に進行する方向を(v4)で示しており、図5(c)では超音波発生源(11、図5では省略し図示せず)を3つ用い、超音波の主に進行する方向をそれぞれv5、v6、v7で示している。保持容器(14)がこのような椀型の形状であると、保持容器(14)の壁面同士が平行を成さないため、定在波が発生し難く、紡糸原液(13)の表面の広域にわたって波が形成されやすい。図5(b)のように超音波発生源(11、図5では省略し図示せず)の数が1つであるとしても、超音波を効率よく紡糸原液部(18)へと作用させることができる。したがって、紡糸原液(13)の表面の広域に発生した波の山(31)から紡糸が行えるため、繊維集合体(33、図5では省略し図示せず)を広い面積で得ることが可能となる。また、図5(c)のように複数の超音波の主に進行する方向(v5〜7)が、交わるように紡糸原液部(18)へ超音波を作用させることで、紡糸原液(13)の表面の局所に高い波が発生する。その波の山(31)の頂点と繊維捕集体(15)との距離は短いものとなることから、紡糸を行うために必要となる電圧の印加量を低減した状態で紡糸することができ、絶縁破壊が発生し難い条件で紡糸が行えるという利点がある。
更に、図5(d)のように前記断面が放物線型である、保持容器(14)を用いても良い。なお図5(d)では、超音波発生源(11、図5では省略し図示せず)を1つ用い、超音波の主に進行する方向をv8で示している。保持容器(14)がこのような放物線型の形状であると、放物線型の保持容器(14)の凹側壁面が形成する焦点(51)から、放物線型の保持容器(14)の凹側壁面に向けて超音波を作用させることで、放物線型の保持容器(14)の凹側壁面で反射した超音波が、紡糸原液(13)の表面と垂直をなす方向へ進行することから、超音波を効率よく紡糸原液(13)の表面へと作用させることができる。紡糸原液(13)の表面の広域に発生した波の山(31)から紡糸が行えるため、繊維集合体(33、図5では省略し図示せず)を広い面積で得ることが可能となる。また、図5(d)では、放物線型の保持容器(14)の凹側壁面が形成する焦点(51)から1つの超音波発生源(11、図5では省略し図示せず)を用いて超音波を紡糸原液部(18)へと作用させているが、複数の超音波発生源(11、図5では省略し図示せず)を用いて複数の超音波を紡糸原液部(18)へと作用させても良い。複数の超音波を紡糸原液部(18)へと作用させることで、紡糸原液(13)の表面が広い面積を有する場合であっても、その表面のより広い一帯に波を形成することができる。
図5(d)では紡糸原液(13)の表面が、放物線型の保持容器(14)の凹側壁面が形成する焦点(51)よりも重力側にある状態を例示しているが、紡糸原液(13)の表面よりも放物線型の保持容器(14)の凹側壁面が形成する焦点(51)が重力側となるように、保持容器(14)を放物線型を維持したまま深くするとともに、保持されている紡糸原液(13)の量を増加することで、放物線型の保持容器(14)の凹側壁面が形成する焦点(51)が、紡糸原液(13)の表面よりも重力側にある状態となるように、該保持容器(14)における紡糸原液(13)の表面の高さを、適宜、調整しても良い。
図5(d)では、放物線型の保持容器(14)の凹側壁面が形成する焦点(51)から、放物線型の保持容器(14)の凹側壁面に向けて超音波を作用させているが、紡糸原液(13)の表面に対して垂直となるように、放物線型の保持容器(14)の凹側壁面へと向け、超音波を作用させても良い。この方向から保持容器(14)の凹側壁面へと向け超音波を作用させると、放物線型の保持容器(14)の凹側壁面で反射した超音波が分散することなく、放物線型の保持容器(14)の凹側壁面が形成する焦点(51)に向かって進行する。そのため、超音波を効率よく紡糸原液(13)へと作用させることができるとともに、紡糸原液(13)の表面の局所に高い波を発生させることができる。その波の山(31)の頂点と繊維捕集体(15)との距離は短いものとなることから、紡糸を行うために必要となる電圧の印加量を低減した状態で紡糸することができ、絶縁破壊が発生し難い条件で紡糸が行えるという利点がある。また、複数の超音波発生源(11、図示せず)を用いて複数の超音波を紡糸原液部(18)へと作用させても良い。紡糸原液(13)の表面に複数の超音波が効率よく作用することで、より高い波の山(31)が局所的に形成されやすくなり、その頂点と繊維捕集体(15)との距離はより短いものとなる。紡糸を行うために必要となる電圧の印加量を低減した状態で紡糸することができ、絶縁破壊がより発生し難い条件で紡糸が行える。
図6は、本発明の実施形態に係る繊維集合体の製造装置において、超音波の作用方向を示す、紡糸原液(13)の表面と平行をなす方向における紡糸原液部(18)の断面図である。図6においては、紡糸原液(13)と保持容器(14)、超音波の主に進行する方向(v)のみを示している。
図6(a)のように、保持容器(14)の向かい合う壁面同士が平行をなしており、紡糸原液(13)の表面と平行をなす方向における保持容器(14)の断面の形状が、長方形や正方形などを含む平行四辺形であると、壁面同士の間で定在波が形成され、紡糸原液(13)の表面の特定箇所に、一定の高さの波が形成されやすい。定在波が形成されることにより、紡糸原液(13)の表面に発生する波の発生位置、大きさ、波同士の間隔などを制御することが容易となる。したがって、紡糸原液(13)に作用する超音波により紡糸条件を制御することができるため、目付けが均一な、繊維集合体(33、図6では省略し図示せず)を製造することができる。なお図6(a)では、超音波の主に進行する方向をv9で示している。
また、超音波発生源(11、図6では省略し図示せず)を複数用い、複数の超音波を紡糸原液部(18)に作用させても良い。例えば、図6(b)では、超音波発生源を3つ用い、超音波の主に進行する方向をそれぞれv10、v11、v12で示している。図6(b)のように、超音波の主に進行する方向(v10〜12)同士が、互いに平行な状態で紡糸原液部(18)へ作用すると、紡糸原液(13)の表面が広い面積を有する場合であっても、その表面の広域に波を形成することができる。紡糸原液(13)の表面の広域に発生した波の山(31、図6では省略し図示せず)から紡糸が行えるため、幅の広い繊維集合体(33)を得ることが可能となる。
また、複数の超音波発生源(11)を用いて超音波を紡糸原液部(18)に作用させた際に、それら超音波の主に進行する方向が交差するように、超音波発生源(11)から発生する超音波の主に進行する方向や、超音波発生源(11)の設ける位置を、適宜、調節しても良い。図6(c)では超音波発生源を2つ用い、超音波の主に進行する方向をそれぞれv13、v14で示すとともに、その交差点を(61)で示しており、図6(d)では超音波発生源を2つ用い、超音波の主に進行する方向をそれぞれv15、v16で示すとともに、その交差点を(61)で示している。
超音波発生源(11)から発生する超音波の主に進行する方向や、超音波発生源(11)の設ける位置を連続的に変化させることで、前記交差点(61)の発生位置を連続的に変化させることができる。このように交差点(61)の発生位置を連続的に変化させることができることから、紡糸原液(13)の表面のいかなる場所にも波を形成することができ、紡糸原液(13)の表面のいかなる場所からでも紡糸が行える。そのため、均一な目付けの繊維集合体(33、図6では省略し図示せず)を広い面積で製造できる。図6(c)では、超音波の主に進行する方向(v13〜14)が直交して交差点(61)を成し、また図6(d)では、超音波の主に進行する方向(v15〜16)が対向して交差点(61)を成している様子を示しているが、各超音波の主に進行する方向同士が成す角度は紡糸が好適に行えるものであるように、適宜、調節するのが好ましい。
また、図6(e)のように、保持容器(14)の前記断面が円形であると、超音波を効率よく紡糸原液部(18)へと作用させることができる。さらに、保持容器(14)に平行をなす壁面同士が存在しないことで定在波が形成され難いため、紡糸原液(13)の表面の広域にわたって波が形成されやすい。広い面積から繊維集合体(33、図6では省略し図示せず)を得ることが可能となる。なお図6(e)では、超音波発生源(11、図6では省略し図示せず)を2つ用い、超音波の主に進行する方向をそれぞれv17、v18で示すとともに、その交差点を(61)で示している。保持容器の前記断面形状が円形であると定在波が生じ難いことから、交差点(61)の発生位置が連続的に変化した際に形成される波の大きさを、均一なものとし易い。そのため、交差点(61)を移動している状態であっても、紡糸量を一定に制御することが容易である。
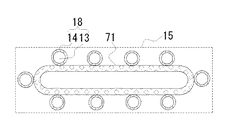
図7は、本発明の別の繊維集合体の製造装置を繊維捕集体(15)側から見た模式的透視平面図である。この透視平面図においては、周回可能なエンドレス軌道に沿って移動する支持体(71)、紡糸原液(13)と保持容器(14)、繊維捕集体(15)のみを示している。なお、繊維捕集体(15)は最も手前側に存在することから、破線を用いて示している。
図7に係る製造装置の支持体(71)は、紡糸原液部(18)を多数設けることができるものである。例えば、周回可能なエンドレス軌道に沿って移動する支持体(71)としてベルトコンベアなどを挙げることができる。該支持体(71)が金属や炭素などの導電性材料からなるときには、支持体(71)に紡糸原液部(18)を通して電圧が印加されないように、支持体(71)はアース(図7では省略し図示せず)されていると共に、支持体(71)と紡糸原液部(18)とは絶縁体を介して接続されているのが好ましい。支持体(71)のアース(図7では省略し図示せず)と超音波発生源(11、図7では省略し図示せず)のアース(17b、図7では省略し図示せず)とは互いに接続されていても良い。
また、支持体(71)上に設けられる紡糸原液部(18)の数、紡糸原液部(18)同士の間隔、支持体(71)が周回移動する速度は、紡糸原液部(18)から紡糸される繊維の量、製造する繊維集合体(33、図7では省略し図示せず)の目付、紡糸時の温湿度等により、適宜、調節されるべきものであるため限定するものではない。
図7に示された繊維集合体の製造装置は、周回可能なエンドレス軌道に沿って移動する支持体(71)の、その軌道の移動領域の移動方向を繊維捕集体(15)の幅方向と一致させた状態で、前記支持体(71)を一定速度で周回させながら、各紡糸原液部(18)に電界を作用させ、紡糸を行うことができるという特徴がある。
この特徴を有することで、支持体(71)に多数設けられた各紡糸原液部(18)が紡糸を行いながら一定速度でエンドレス軌道を循環周回するので、幅の広い繊維集合体(33、図7では省略し図示せず)を得ることが可能となる。また、幅方向における繊維量が均一な繊維集合体(33、図7では省略し図示せず)を製造することができる。更には、繊維集合体(33、図7では省略し図示せず)を構成する繊維同士が交差した状態となり、様々な方向における機械的強度が均一な繊維集合体(33、図7では省略し図示せず)を製造することができる。
以上図4から図7に例示した、本発明の繊維集合体の製造装置における、保持容器(14)の形状、紡糸原液部(18)へと超音波を作用させる超音波発生源(11)の数、超音波発生源(11)から発生した超音波が主に進行する方向、超音波発生部位(12)が紡糸原液部(18)に接した状態であるか接していない状態であるか、超音波同士が平行を成すか交差点(61)を成すものであるか、その超音波同士が交差する位置、紡糸に用いる繊維集合体の製造装置の数、及び紡糸原液部(18)へと作用させる超音波の振動数や強度等は、紡糸が好適に行えるよう、適宜、調節できるものであり、その実施形態は限定されるものではない。
以下、実施例によって本発明を具体的に説明するが、これらは本発明の範囲を限定するものではない。
(1)紡糸原液の調製
重量平均分子量が20万のポリアクリロニトリルを、N,N−ジメチルホルムアミドに濃度12質量%となるように溶解させ、紡糸原液(粘度:800mP・s、電導度:140μS)を用意した。
(2)製造装置の準備
図1に示すような製造装置を用意した。つまり、超音波発生部位(直径:1cm、真円形状)が振動することで発生する超音波が、重力方向と反対方向に進行するように、超音波発生源(装置名:ブランソン社製、SONIFIER)をアースするとともに設置した。
超音波発生部位の側面にPETフィルムを、高さ10mmとなるように1周巻き付けることで、紡糸原液を保持でき、紡糸原液表面と水平をなす断面の形状が直径10mmの円形である、底面が超音波発生部位からなる保持容器とした。次いで、保持容器に紡糸原液を0.5ml注ぎ入れた。
続いて、繊維捕集体として平板状の金属板を用いて、その広い面積を有する面が、紡糸原液表面と平行かつ紡糸原液表面と40mmの距離になるよう、繊維捕集体を設けた。また、繊維捕集体にパワーサプライ(装置名:直流高圧電源)を接続することで、繊維捕集体に電圧を印加することができるようにし、パワーサプライを経由してアースした。なお、パワーサプライの極性は、繊維捕集体側が正極、アース側が負極となるようにした。
(3)繊維集合体の製造
超音波発生源から20kHzの周波数を有する超音波を、1秒間に0.3秒間発生させ、紡糸原液表面の中央に一つの山を形成させるとともに、パワーサプライから繊維捕集体に10kVの電圧を印加することにより紡糸原液に電界を作用させ、波の山を引き伸ばすとともに繊維化し、繊維捕集体に繊維を集積させて、連続繊維からなる繊維集合体を製造した。
得られた繊維集合体の電子顕微鏡写真を撮影し、その10000倍の写真より繊維の32箇所を無作為に選出し、その繊維径を測定した算術平均の平均繊維径は0.209μmであった。
なお、繊維集合体を製造する際には、繊維集合体の製造装置を閉鎖空間(アクリル板で囲まれ密閉された、幅:1000mm、奥行:1000mm、高さ:1000mmの空間)に設置し、気体供給装置から温度26℃、相対湿度40%の調湿エアを0.5m3/分で、閉鎖空間内の気体を効率良く交換できるように、閉鎖空間の側面上側から供給するとともに、閉鎖空間の側面下側に設けた排気口から、出てくる気体を排気ファンで排気した。
以上の結果から、本発明の製造方法、及び製造装置を用いることで、繊維集合体が生産性良く製造できることが判明した。
本発明の製造方法、及び製造装置によれば、ノズルを使用しないことから、ノズル詰まりや紡糸原液の液垂れ等が発生せず、また装置を大型化することなく、生産性を高めることができる。そのため、分離性能、液体保持性能、払拭性能、隠蔽性能、絶縁性能、或いは柔軟性などの、様々な性能に優れる繊維集合体を生産性良く製造することができる。