JP2010064184A - 鉄系被削材の切削方法及び切削液供給装置 - Google Patents
鉄系被削材の切削方法及び切削液供給装置 Download PDFInfo
- Publication number
- JP2010064184A JP2010064184A JP2008232178A JP2008232178A JP2010064184A JP 2010064184 A JP2010064184 A JP 2010064184A JP 2008232178 A JP2008232178 A JP 2008232178A JP 2008232178 A JP2008232178 A JP 2008232178A JP 2010064184 A JP2010064184 A JP 2010064184A
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- nanocarbon
- iron
- coolant
- cutting fluid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B1/00—Methods for turning or working essentially requiring the use of turning-machines; Use of auxiliary equipment in connection with such methods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/10—Arrangements for cooling or lubricating tools or work
- B23Q11/1038—Arrangements for cooling or lubricating tools or work using cutting liquids with special characteristics, e.g. flow rate, quality
- B23Q11/1061—Arrangements for cooling or lubricating tools or work using cutting liquids with special characteristics, e.g. flow rate, quality using cutting liquids with specially selected composition or state of aggregation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2222/00—Materials of tools or workpieces composed of metals, alloys or metal matrices
- B23B2222/84—Steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2226/00—Materials of tools or workpieces not comprising a metal
- B23B2226/31—Diamond
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2250/00—Compensating adverse effects during turning, boring or drilling
- B23B2250/12—Cooling and lubrication
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
- Y10T83/0405—With preparatory or simultaneous ancillary treatment of work
- Y10T83/0443—By fluid application
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/263—With means to apply transient nonpropellant fluent material to tool or work
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Auxiliary Devices For Machine Tools (AREA)
- Turning (AREA)
- Lubricants (AREA)
Abstract
【解決手段】ナノカーボンを含有した水溶性切削液11を電解させ、電解した水溶性切削液11を、ダイヤモンド切削工具9と鉄系被削材(ワーク)7との切削点に供給しながら、ダイヤモンド切削工具9により鉄系被削材7を切削する。
【選択図】図1
Description
(1)本発明の鉄系被削材の切削方法は、ナノカーボンを含有した水溶性切削液を電解させ、電解した水溶性切削液を、ダイヤモンド切削工具と鉄系被削材との切削点に供給しながら、ダイヤモンド切削工具により鉄系被削材を切削する、ことを特徴とする。
上述した本発明の装置及び方法によれば、水溶性切削液11に含まれるナノカーボンがダイヤモンド切削工具9の切刃表面に付着してカーボンの被覆層17を形成する。このナノカーボンからなる被覆層17が固体潤滑剤として機能することにより切刃表面が摩擦係数を下げることで高い潤滑効果が得られので、切りくず16のダイヤモンド切削工具9への付着を防止あるいは抑制することができる。また、被覆層17が保護層として機能するので、ダイヤモンド切削工具9の摩耗を防止あるいは低減することができる。
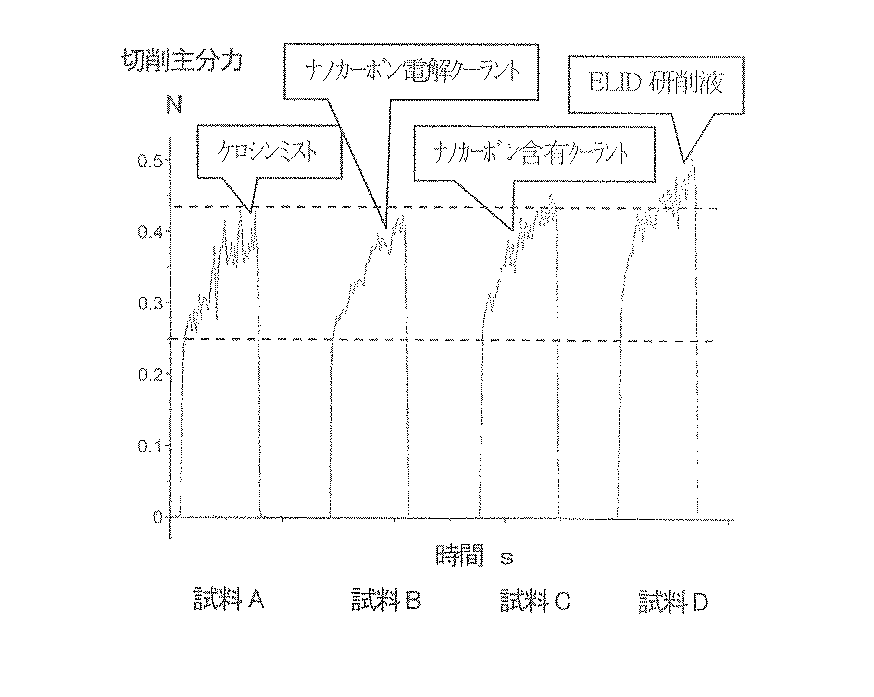
供試材として、クーラント(切削液)の効果を明らかにするため単結晶ダイヤモンドバイトと親和性が高く、焼入れが可能な高炭素クロム鋼(Hv800以上)を使用した。クーラントとしては、以下の4種を用いた。
(1)ケロシンミスト(レファレンス用)
(2)ケミカルソリューションタイプのクーラント(ここではELID研削液を採用)
(3)上記(2)のクーラントにナノカーボンを含有させたナノカーボン含有クーラント
(4)上記(3)を電解させたナノカーボン電解クーラント
2.1 加工面粗さの比較結果
図3(A)に、クーラントにケロシンミストを用い、表1の条件で加工した切削溝の拡大写真と表面形状を示す。また、図3(B)に、ナノカーボン濃度0.001%のナノカーボン電解クーラントによる切削溝の拡大写真と表面形状を示す。評価機器には、前者がキーエンス製のデジタルマイクロコープVHX−500、後者がZygo製のNew View5000を用いている。
図5は、ケロシンミストとナノカーボン電解クーラントを用いた加工実験(図4)後における単結晶ダイヤモンドバイトの逃げ面摩耗部の拡大写真である。前者の逃げ面摩耗部には凝着物の存在が認められたが、後者には凝着物の存在は認められず非常にきれいな状態であった。また、加工中の観察結果からも、前者では工具のすくい面側に切りくずが凝着し脱落しない状況がたびたび観察されたが、後者の加工時には切りくずが容易に刃先から脱落する状態が認められた。このような結果から、ナノカーボン粒子を含有させることで単結晶ダイヤモンドバイトと鉄系切りくずとの凝着を抑制できることが分かる。
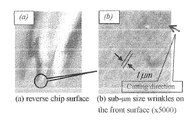
図8は、切りくずの形態を示す写真である。ナノカーボン電解クーラントによる切削では(A)のようにカール状の連続型切りくず形成された。一方、ケロシンミストによる切削では(B)のように亀裂型切りくずが形成された。連続した切りくずは、安定した切削と表面の改善を示している。また、ナノカーボン電解クーラントの成分調整によって、(C)のように、切りくずの壊れやすさの特徴が改善した。(C)は、幅1.5μm、長さ30μmの切りくずを示している。
3.1 ナノカーボン含有効果(図9−10)
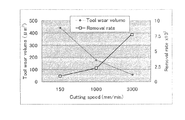
ナノカーボン電解クーラントを用いて切削するとき、切削力は安定する。ナノオーダーサイズの炭素粒子は、非常に低い摩擦係数をもつグラファイト層のような固体潤滑剤として機能すると考えられる。それらは、保護層として機能し、典型的な拡散摩耗が防止される。図9は、ナノカーボン電解クーラントによる1時間の切削の後のダイヤモンドすくい面に形成された薄膜を示している。この薄膜の分析は、EPMA(Electron Probe Micro Analyzer)を用いて行った。薄膜物質のサンプリングを容易にするため針を用いて薄膜物質を採取した。
3.2.1 表面改質効果(図11−16)
ナノカーボン電解クーラントは、ワーク表面の腐食の原因となる塩素イオンを含んでいる。塩素イオンは、鉄系被削材の表面の結晶粒界を貫通して欠陥を形成するため、結晶構造が弱くなる。切削中、ナノカーボン含有クーラントはpH9を示すが、ナノカーボン電解クーラントはpH10となった。このpH値が工具とワーク表面の化学反応に影響していることは明らかである。異なるpH値のもとでの複雑な化学反応を通じて異なるタイプの酸化層を形成するものと考えられる。pH10のナノカーボン電解クーラントが鉄系被削材の最表層をわずかでも溶融状態にしているとすると、この最表層はアモルファス構造化され、そのため切削過程において、この材料構造は等方的かつ同質的挙動を示すことが考えられる。
図11に示すように、ナノカーボン含有クーラントを用いた切削ではワーク表面の微小硬さは増大したが、ナノカーボン電解クーラントでは減少した。電解なしの場合、切削中の表面におけるある化学反応が、より硬い表層(たとえば、Fe2O3)を生成すると考えられる。クーラントが電解されるほど、クーラントのpH値が変化し、化学反応が促進されて最表層を溶融させ、軟化した最表層(たとえば、FeCl3)を生成するなどが考えられる。
図17に示すように、ナノカーボン電解クーラントを用いた切削の場合(左側の写真)、切削中、微小切りくずはワーク端部(クーラント端部)に移送される。画像は詳細を示していないが、ナノカーボン電解クーラントを用いた切削による微小切りくずは、クーラント端部に付着し整列している。一方、ナノカーボン含有クーラントの場合(右側の写真)、微細な切りくずの付着は確認できなかった。このことから、電解作用により微細切りくずがクーラント端部に付着することで加工面上に切りくずが残留せず、その結果、30ml/min程度の微量なクーラント供給量でも切りくず排出作用が得られたと考えられる。
以上の実験より、ナノカーボンを含む水溶性切削液を電解したナノカーボン電解クーラントを、高炭素クロム鋼と単結晶ダイヤモンド工具との間の切削点に供給することで、以下のような効果が得られることが分かった。
(1)ナノカーボン含有効果として、切刃表面の摩擦係数を下げて高い潤滑効果が得られので、ダイヤモンド工具と鉄系被削材の付着を防止できる。
(2)電解付与効果として、電解反応によって生じた活性な塩素イオン、活性な水酸化物イオン、水素イオンは、鉄系被削材に対し孔食を伴う腐食改質面を生成する。この改質表面は結晶粒界の構造強度を弱め、そのため、切削過程において、結晶粒界の影響が減少したと考えられる。この化学反応により、鉄系被削材の最表層がもろい材料特性に変質し、切削特性の向上とバリ高さの低減作用が得られている。
(3)電解付与効果として、静電力によって微小切りくずを効果的に排出することができる。
8 テーブル
9 ダイヤモンド切削工具
10 切削液供給装置
11 水溶性切削液(クーラント)
12 クーラントチューブ
13 電解用電極
14 補助供給管
15 電解電源
16 切りくず
17 ナノカーボンの被膜層
Claims (6)
- ナノカーボンを含有した水溶性切削液を電解させ、電解した水溶性切削液を、ダイヤモンド切削工具と鉄系被削材との切削点に供給しながら、ダイヤモンド切削工具により鉄系被削材を切削する、ことを特徴とする鉄系被削材の切削方法。
- 電解させた前記水溶性切削液は、鉄系材料に対して腐食作用がある物質を含む請求項1記載の鉄系被削材の切削方法。
- 鉄系材料に対して腐食作用がある物質は塩素イオンである請求項2記載の鉄系被削材の切削方法。
- ナノカーボンを含有した水溶性切削液をダイヤモンド切削工具と鉄系被削材との切削点に供給する切削液供給装置であって、
前記水溶性切削液を電解させる電解手段を備えることを特徴とする切削液供給装置。 - 電解させた前記水溶性切削液は、鉄系材料に対して腐食作用がある物質を含む請求項4記載の切削液供給装置。
- 鉄系材料に対して腐食作用がある物質は塩素イオンである請求項5記載の切削液供給装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008232178A JP5197257B2 (ja) | 2008-09-10 | 2008-09-10 | 鉄系被削材の切削方法及び切削液供給装置 |
| US12/431,135 US20100058906A1 (en) | 2008-09-10 | 2009-04-28 | Method for cutting ferrous material and cutting fluid supply device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008232178A JP5197257B2 (ja) | 2008-09-10 | 2008-09-10 | 鉄系被削材の切削方法及び切削液供給装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010064184A true JP2010064184A (ja) | 2010-03-25 |
| JP5197257B2 JP5197257B2 (ja) | 2013-05-15 |
Family
ID=41798096
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008232178A Active JP5197257B2 (ja) | 2008-09-10 | 2008-09-10 | 鉄系被削材の切削方法及び切削液供給装置 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20100058906A1 (ja) |
| JP (1) | JP5197257B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022510204A (ja) * | 2018-11-29 | 2022-01-26 | ノー スクリュー リミテッド | 工作物に対する切削動作を実行する方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102059349B (zh) * | 2010-11-18 | 2012-07-25 | 哈尔滨工业大学 | 采用金刚石刀具超精密车削模具钢材料的加工方法 |
| CN107000149B (zh) * | 2014-11-27 | 2019-01-25 | 三菱电机株式会社 | 切削加工装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06328082A (ja) * | 1993-05-27 | 1994-11-29 | Hitachi Cable Ltd | 水溶性油剤用防腐剤及びその製造方法 |
| JPH08323501A (ja) * | 1995-06-06 | 1996-12-10 | Goei Seisakusho:Kk | ダイヤモンド工具による鉄鋼材料の切削方法 |
| JPH10235598A (ja) * | 1997-02-25 | 1998-09-08 | Hoden Seimitsu Kako Kenkyusho Ltd | 異形部材の製造方法および製造装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4130493A (en) * | 1976-07-20 | 1978-12-19 | Inoue-Japax Research Incorporated | Machining fluid |
| US20050124504A1 (en) * | 2002-07-26 | 2005-06-09 | Ashland Inc. | Lubricant and additive formulation |
-
2008
- 2008-09-10 JP JP2008232178A patent/JP5197257B2/ja active Active
-
2009
- 2009-04-28 US US12/431,135 patent/US20100058906A1/en not_active Abandoned
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06328082A (ja) * | 1993-05-27 | 1994-11-29 | Hitachi Cable Ltd | 水溶性油剤用防腐剤及びその製造方法 |
| JPH08323501A (ja) * | 1995-06-06 | 1996-12-10 | Goei Seisakusho:Kk | ダイヤモンド工具による鉄鋼材料の切削方法 |
| JPH10235598A (ja) * | 1997-02-25 | 1998-09-08 | Hoden Seimitsu Kako Kenkyusho Ltd | 異形部材の製造方法および製造装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022510204A (ja) * | 2018-11-29 | 2022-01-26 | ノー スクリュー リミテッド | 工作物に対する切削動作を実行する方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5197257B2 (ja) | 2013-05-15 |
| US20100058906A1 (en) | 2010-03-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Hung et al. | Using a helical micro-tool in micro-EDM combined with ultrasonic vibration for micro-hole machining | |
| Li et al. | Fundamental machining characteristics of ultrasonic-assisted electrochemical grinding of Ti–6Al–4V | |
| JP3070499B2 (ja) | 微細切削方法および微細切削装置 | |
| Li et al. | Improving the grindability of titanium alloy Ti–6Al–4V with the assistance of ultrasonic vibration and plasma electrolytic oxidation | |
| Moon et al. | A study on electrochemical micromachining for fabrication of microgrooves in an air-lubricated hydrodynamic bearing | |
| JP5197257B2 (ja) | 鉄系被削材の切削方法及び切削液供給装置 | |
| Wang et al. | Fabrication of micro-rotating structure by micro reciprocated wire-EDM | |
| PS et al. | A review on micro-drilling by electrochemical discharge machining | |
| Wu | Experimental investigation of a new method combining EDM and ECM to cut the workpiece with foil electrode | |
| Katahira et al. | Experimental investigation of machinability and surface quality of sapphire machined with polycrystalline diamond micro-milling tool | |
| Ramasawmy et al. | Investigation of the effect of electrochemical polishing on EDM surfaces | |
| Vopát et al. | Advanced approach of forming cutting edge radii on cemented carbide cutting tools using plasma discharges in electrolyte | |
| Hung et al. | Micro-hole machining using micro-EDM combined with electropolishing | |
| Tak et al. | Anodic dissolution behavior of passive layer during hybrid electrochemical micromachining of Ti6Al4V in NaNO3 solution | |
| Özerkan et al. | Electrochemical small diameter deep hole drilling of powder metal steel | |
| Meng et al. | Experimental investigation on simultaneous machining of EDM and ECM with different electrode materials | |
| Fang et al. | Wire electrochemical trimming of wire-EDMed surface for the manufacture of turbine slots | |
| Wali et al. | Fabrication of microcutting tools by pulsed electrochemical machining (PECM) | |
| Alsoufi et al. | Experimental investigation of wire-EDM process parameters for surface roughness in the machining of carbon steel 1017 and aluminum alloy 6060 | |
| Li et al. | Improving surface quality and machining efficiency of microgrooves by WECMM in H3PO4-C2H5OH solution | |
| Dutta et al. | Hybrid electric discharge machining processes for hard materials: a review | |
| CN118871266A (zh) | 硬质合金制切刀 | |
| Meng et al. | Experimental investigation on simultaneous machining of EDM and ECM of Ti6Al4V with different abrasive materials and particle sizes | |
| Vignesh et al. | Machining of Ti–6Al–4V using diffusion annealed zinc-coated brass wire in WEDHT | |
| Kumar et al. | Hybrid µECDM techniques for machining titanium alloys: a comparative analysis of ultrasonic-assisted and powder-mixed processes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110901 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130128 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130131 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130205 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160215 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5197257 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |