JP2010006900A - Body protector - Google Patents
Body protector Download PDFInfo
- Publication number
- JP2010006900A JP2010006900A JP2008166101A JP2008166101A JP2010006900A JP 2010006900 A JP2010006900 A JP 2010006900A JP 2008166101 A JP2008166101 A JP 2008166101A JP 2008166101 A JP2008166101 A JP 2008166101A JP 2010006900 A JP2010006900 A JP 2010006900A
- Authority
- JP
- Japan
- Prior art keywords
- polycaprolactone
- molecular weight
- protection device
- diphenylmethane diisocyanate
- prepreg
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Abstract
Description
本発明は、高分子量化されたポリカプロラクトンをマトリックス樹脂とする複合材を成形してなる身体保護具に関する。 The present invention relates to a body protection device formed by molding a composite material using polycaprolactone having a high molecular weight as a matrix resin.
身体保護具は保安用、防犯用、警備用、スポーツやバイク等の防具用等として使用されており、ポリプロピレンやポリエチレン等の熱可塑性樹脂が広く使用されている。しかしながら、このようなプラスチックを材料とした場合、強度が不足するため、肉厚の材料を使用したり、材料を褶曲させたりしてリブを設ける等の工夫が必要であった。そのため、保護具が嵩高となり、装着性が悪かったり、外観を損ねたりすることがあった。 Body protectors are used for security, crime prevention, security, and for sports and motorcycles, and thermoplastic resins such as polypropylene and polyethylene are widely used. However, when such a plastic is used as a material, the strength is insufficient, and therefore, it has been necessary to devise such as providing a rib by using a thick material or bending the material. For this reason, the protective equipment becomes bulky, the wearability may be poor, and the appearance may be impaired.
また、従来、熱可塑性樹脂を加熱可塑化するには少なくとも150℃程度、又はそれ以上の加熱が必要であった。従って、保護具を個別の装着者の装着部位に合わせるために装着部位に沿わせて変形させることが困難であった。 Conventionally, heating at least about 150 ° C. or more has been required to heat plasticize a thermoplastic resin. Therefore, it has been difficult to deform the protector along the mounting portion in order to match the mounting portion of the individual wearer.
例えば、特許文献1には、炭素繊維とプラスチック樹脂との複合材料からなる膝装具の製造において、装着者の脚の輪郭に応じた形状に成形するために、およそ200℃の加熱が必要であることが記載されている。一方、加熱をしないで対象の形状に個別成形されることが特許文献2に記載されているが、湿気硬化性樹脂を使用しており、成形後の形状等の調節は困難である。 For example, in Patent Document 1, in manufacturing a knee brace made of a composite material of carbon fiber and plastic resin, heating at about 200 ° C. is required in order to form a shape corresponding to the contour of the wearer's leg. It is described. On the other hand, although it is described in patent document 2 that it shape | molds separately by the shape of object without heating, moisture curable resin is used and adjustment of the shape after shaping | molding etc. is difficult.
一方、特許文献3には、数平均分子量が2万〜10万のポリカプロラクトンをマトリックス樹脂とする繊維強化複合材を用いた装具が開示されている。このものは、比較的低温で軟化するので、可変形性の問題点を改良するものであるが、高分子量のポリカプロラクトンを含浸させて強度を得ることは難しく、強度を必要とする保護具に適用するためにはかならずしも充分ではなかった。 On the other hand, Patent Document 3 discloses a device using a fiber-reinforced composite material using polycaprolactone having a number average molecular weight of 20,000 to 100,000 as a matrix resin. Since this softens at a relatively low temperature, it improves the problem of deformability. However, it is difficult to obtain strength by impregnating with high molecular weight polycaprolactone. It was not always enough to apply.
ポリカプロラクトン複合材の強度を上げる技法として、特許文献4には、架橋されたポリカプロラクトンをマトリックス樹脂として使用することが開示されている。しかし、このようなマトリックス樹脂は自着性が不充分であり、積層材料の接着性に問題がある。一方、強度を上げるために高分子量のポリカプロラクトンを使用することが考えられるが、高分子量化とともに溶融粘度が高くなりすぎて、基材に含浸させることが不可能となる。例えば、特許文献5には、エチレン−酢酸ビニル共重合体とポリカプロラクトンとからなる樹脂組成物が開示され、高分子量のポリカプロラクトンも使用可能とされているが、基材に含浸させることはできない。
上述の現状に鑑みて、本発明の課題は、形状や可撓性、強度等を局所的に変化させて保護具の目的に合わせた機能を付与でき、しかも、成形後にも形状等の調節が容易で、かつ、充分な強度を備えた身体保護具を提供することである。 In view of the above-mentioned present situation, the problem of the present invention is that the shape, flexibility, strength, etc. can be locally changed to provide a function that suits the purpose of the protective equipment, and the shape etc. can be adjusted even after molding. An object of the present invention is to provide a body protection device that is easy and has sufficient strength.
本発明は、(1)数平均分子量0.1万〜3万の両末端に水酸基を1個ずつ有するポリカプロラクトン、及び、
(2)前記ポリカプロラクトンに対してモル比で0.40〜0.99のブロック化されていてもよいジフェニルメタンジイソシアネート
を含有するポリカプロラクトンワニスを強化繊維基材に含浸させた後、乾燥させ、プリプレグを得て、前記プリプレグの複数枚を重ね、加熱・加圧を経て製造した複合材成形体であり、前記ポリカプロラクトンは、ポリカプロラクトンワニスを強化繊維基材に含浸させた後において、鎖伸長反応により数平均分子量5万〜30万に高分子量化されてなることを特徴とする身体保護具である。
The present invention comprises (1) a polycaprolactone having one hydroxyl group at both ends having a number average molecular weight of 10,000 to 30,000, and
(2) A reinforced fiber base material impregnated with polycaprolactone varnish containing diphenylmethane diisocyanate which may be blocked in a molar ratio of 0.40 to 0.99 with respect to the polycaprolactone, and then dried to prepare a prepreg. A composite molded body produced by stacking a plurality of the prepregs and heating and pressing, and the polycaprolactone is subjected to a chain extension reaction after impregnating a reinforcing fiber base material with a polycaprolactone varnish. Is a body protector characterized by having a high molecular weight of 50,000 to 300,000.
本発明は、上述の構成により、下記の効果を発揮する。
(1)本発明の身体保護具は、数平均分子量0.1万〜3万の両末端に水酸基を1個ずつ有するポリカプロラクトン及び前記ポリカプロラクトンに対してモル比で0.40〜0.99のブロック化されていてもよいジフェニルメタンジイソシアネートを含有するポリカプロラクトンワニスを、強化繊維基材に含浸させた後、鎖伸長反応により前記ポリカプロラクトンを数平均分子量5万〜30万に高分子量化させるので、直鎖状に高分子量化されたポリカプロラクトンをマトリックス樹脂として有する。
(2)本発明の身体保護具は、数平均分子量0.1万〜3万の両末端に水酸基を1個ずつ有するポリカプロラクトン及び前記ポリカプロラクトンに対してモル比で0.40〜0.99のブロック化されていてもよいジフェニルメタンジイソシアネートを含有するポリカプロラクトンワニスを含浸させるので、マトリックス樹脂が強化繊維基材に充分含浸されて強化繊維基材と良好に複合化されている。
(3)本発明の身体保護具は、直鎖状に高分子量化されたポリカプロラクトンをマトリックス樹脂として有するので、加熱により自着性を発揮し、しかも、マトリックス樹脂が強化繊維基材に充分含浸されて強化繊維基材と良好に複合化されているので、繊維強化複合材としての高い強度を有する。
(4)本発明の身体保護具は、プリプレグ同士の密着性が充分確保されており、プリプレグ積層時のボイド発生がなく、積層成形板の曲げ強度・弾性率が向上する。
(5)本発明の身体保護具は、ポリカプロラクトンをマトリックス樹脂として有するので、施工後にも熱水や加熱送風機等で比較的低温に加熱することにより形状調節が容易である。
(6)本発明の身体保護具は、高分子量化されたポリカプロラクトンをマトリックス樹脂とするので高い部材強度を有するため、薄く加工することができ、装着部位に適合しやすい形状に施工でき、装着性、意匠性にも優れる。
(7)本発明の身体保護具は、ブロック化されていてもよいジフェニルメタンジイソシアネートが比較的少ない割合で使用され、しかも、ジフェニルメタンジイソシアネートは有害性が低く、未反応のジフェニルメタンジイソシアネートは水と反応して無害化され得るので、皮膚等への影響は最小限に抑えられ、安全衛生にも優れている。
(8)ブロック化したジフェニルメタンジイソシアネートを用いることにより、これを配合したポリカプロラクトンワニスのポットライフの延長、作業環境中に存在する水によるイソシアネート基の失活による鎖伸長機能の喪失を好適に回避することができる。
(9)また、ブロック剤であるアセトキシムの脱離温度および沸点が、プリプレグ製造工程で採用される溶剤の乾燥条件とうまく適合させることができるため、特殊な乾燥条件の採用や、追加工程の導入を全く必要とすることなく、系外に揮発・除去できる。更に、アセトキシムが僅かに残留しても、未反応のジフェニルメタンジイソシアネートを水と反応させて無害化する工程で、簡便に溶出・除去され得る。
(10)本発明の身体保護具は、プリプレグの積層枚数を局所的に増減することにより、形状や可撓性、強度等を局所的に変化させて保護具の目的に合わせた機能を付与でき、しかも、成形後にも形状等の調節が容易で、かつ、充分な強度を備えている。
The present invention exhibits the following effects by the above-described configuration.
(1) The body protector of the present invention has a polycaprolactone having a number average molecular weight of 10,000 to 30,000 and having one hydroxyl group at both ends and a molar ratio of 0.40 to 0.99 with respect to the polycaprolactone. Since the polycaprolactone varnish containing diphenylmethane diisocyanate, which may be blocked, is impregnated into the reinforcing fiber base, the polycaprolactone is polymerized to a number average molecular weight of 50,000 to 300,000 by a chain extension reaction. In addition, a linear high molecular weight polycaprolactone is used as a matrix resin.
(2) The body protector of the present invention has a polycaprolactone having a number average molecular weight of 10,000 to 30,000 and having one hydroxyl group at both ends and a molar ratio of 0.40 to 0.99 with respect to the polycaprolactone. Since the polycaprolactone varnish containing diphenylmethane diisocyanate, which may be blocked, is impregnated, the reinforcing fiber base material is sufficiently impregnated and is well compounded with the reinforcing fiber base material.
(3) Since the body protector of the present invention has a linear high molecular weight polycaprolactone as a matrix resin, it exhibits self-adhesion by heating, and the matrix resin is sufficiently impregnated into the reinforcing fiber base. Since it is well compounded with the reinforcing fiber base material, it has high strength as a fiber-reinforced composite material.
(4) The body protector of the present invention has sufficient adhesion between the prepregs, does not generate voids at the time of prepreg lamination, and improves the bending strength and elastic modulus of the laminated molded plate.
(5) Since the body protector of the present invention has polycaprolactone as a matrix resin, the shape can be easily adjusted by heating to a relatively low temperature with hot water or a heated blower after construction.
(6) Since the body protection device of the present invention uses high molecular weight polycaprolactone as a matrix resin and has a high member strength, it can be processed thinly and can be constructed in a shape suitable for the wearing site and worn. Excellent in design and design.
(7) In the body protection device of the present invention, diphenylmethane diisocyanate, which may be blocked, is used in a relatively small proportion, and diphenylmethane diisocyanate has low toxicity, and unreacted diphenylmethane diisocyanate reacts with water. Since it can be rendered harmless, the effects on the skin and the like are minimized, and it is excellent in safety and health.
(8) By using blocked diphenylmethane diisocyanate, the pot life of polycaprolactone varnish blended with the diphenylmethane diisocyanate is suitably avoided, and the loss of chain extension function due to the deactivation of isocyanate groups by water present in the working environment is preferably avoided. be able to.
(9) Also, the desorption temperature and boiling point of acetoxime, which is a blocking agent, can be matched well with the drying conditions of the solvent used in the prepreg manufacturing process, so adopting special drying conditions and introducing additional processes Can be volatilized / removed outside the system without any need. Furthermore, even if acetoxime remains slightly, it can be easily eluted and removed in the step of detoxifying unreacted diphenylmethane diisocyanate by reacting with water.
(10) The body protection device of the present invention can be provided with a function according to the purpose of the protection device by locally changing the shape, flexibility, strength, etc. by locally increasing or decreasing the number of laminated prepregs. Moreover, it is easy to adjust the shape and the like after molding and has sufficient strength.
本発明における両末端に水酸基を1個ずつ有するポリカプロラクトンは、ε−カプロラクトンの重合体であり、ε−カプロラクトンに重合開始剤を加えて、必要に応じて触媒を使用しつつ、重合することにより得ることができる。反応温度としては、例えば、120〜220℃であり、好ましくは150〜200℃にて数時間、撹拌下に反応させて得ることができる。 The polycaprolactone having one hydroxyl group at both ends in the present invention is a polymer of ε-caprolactone, and a polymerization initiator is added to ε-caprolactone and polymerized while using a catalyst as necessary. Obtainable. As reaction temperature, it is 120-220 degreeC, for example, Preferably it can obtain by making it react under stirring for several hours at 150-200 degreeC.
上記重合開始剤としては、例えば、エチレングリコール、プロピレングリコール、1,4−ブタンジオール、2,3−ブチレングリコール、ペンタメチレングリコール、ヘキサメチレングリコール等のアルキレングリコール;イソフタリルアルコール、テレフタリルアルコール、β,β′−ビスヒドロキシエチルテレフタレート、β,β′−ビスヒドロキシエチルイソフタレート等の芳香族ジオール;シクロヘキサン1,4−ジオール、シクロヘキサン1,4−ジメタノール等の脂環式ジオール;ポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコール、ポリエチレンアジペートジオール、ポリプロピレンアジペートジオール、ポリブチレンアジペートジオール、ポリエチレンセバケートジオール、ポリエチレンプロピレンジオール、ポリエチレンブチレンアジペートジオール等を挙げることができる。 Examples of the polymerization initiator include alkylene glycols such as ethylene glycol, propylene glycol, 1,4-butanediol, 2,3-butylene glycol, pentamethylene glycol, hexamethylene glycol; isophthalyl alcohol, terephthalyl alcohol, β , Β′-bishydroxyethyl terephthalate, β, β′-bishydroxyethyl isophthalate and other aromatic diols; cyclohexane 1,4-diol, cyclohexane 1,4-dimethanol and other alicyclic diols; polyethylene glycol, polypropylene Glycol, polytetramethylene glycol, polyethylene adipate diol, polypropylene adipate diol, polybutylene adipate diol, polyethylene sebacate diol, polyethylene Ropi diol, and polyethylene butylene adipate diol.
上記触媒としては、例えば、テトラブチルチタネート、テトライソプロピルチタネート、テトラエチルチタネート、ジブチルスズオキシド、ジブチルスズラウレート、オクチル酸スズ、塩化第一スズ等を挙げることができる。触媒の使用量は、好ましくは0.5〜500ppmである。 Examples of the catalyst include tetrabutyl titanate, tetraisopropyl titanate, tetraethyl titanate, dibutyltin oxide, dibutyltin laurate, tin octylate, stannous chloride, and the like. The amount of catalyst used is preferably 0.5 to 500 ppm.
本発明において、ワニス中のポリカプロラクトンの数平均分子量は0.1万〜3万であり、下限は好ましくは0.5万、より好ましくは1万であり、上限は好ましくは2.5万である。数平均分子量が0.1万未満であると、ブロック化されていてもよいジフェニルメタンジイソシアネートの配合量が相対的に増加し、強度等の樹脂物性が充分でないおそれがあり、数平均分子量が3万を超えると、たとえ溶剤に溶かしても粘度が高いため基材に充分に含浸しなくなる。数平均分子量の数値は、一般に、測定誤差や測定方法に伴う相違が存在することが知られている。本発明において、ワニスに用いるポリカプロラクトンの数平均分子量は、末端基定量法により求めることができる。 In the present invention, the number average molecular weight of polycaprolactone in the varnish is from 10,000 to 30,000, the lower limit is preferably 50,000, more preferably 10,000, and the upper limit is preferably 25,000. is there. When the number average molecular weight is less than 10,000, the blending amount of diphenylmethane diisocyanate which may be blocked may be relatively increased, and the resin physical properties such as strength may not be sufficient, and the number average molecular weight is 30,000. If it exceeds, even if dissolved in a solvent, the substrate will not be sufficiently impregnated due to its high viscosity. It is known that the numerical value of the number average molecular weight generally has a difference due to a measurement error or a measurement method. In the present invention, the number average molecular weight of the polycaprolactone used for the varnish can be determined by a terminal group quantification method.
ポリカプロラクトンワニスを得るための溶剤としては、例えば、酢酸エチル、酢酸プロピル、酢酸ブチル、テトラヒドロフラン、クロロホルム、セロソルブアセテート、メチルセロソルブ、ブチルセロソルブ、メチルカルビトール、プロピレングリコールメチルエーテルアセテート等を挙げることができる。これらのうち、ポリカプロクラトンの溶解度が高いという観点から酢酸エチルが好ましく、沸点が低くなく作業中の揮発が低く抑えられるという観点からセロソルブアセテートが好ましく、安全性の観点からは、プロピレングリコールメチルエーテルアセテートが好ましい。 Examples of the solvent for obtaining the polycaprolactone varnish include ethyl acetate, propyl acetate, butyl acetate, tetrahydrofuran, chloroform, cellosolve acetate, methyl cellosolve, butyl cellosolve, methyl carbitol, propylene glycol methyl ether acetate and the like. Among these, ethyl acetate is preferable from the viewpoint of high solubility of polycaprocratone, cellosolve acetate is preferable from the viewpoint of low boiling point and low volatilization during work, and propylene glycol methyl ether from the viewpoint of safety. Acetate is preferred.
溶剤の使用量は、ポリカプロラクトンの分子量によるが、ポリカプロラクトン100重量部に対して、20〜300重量部が好ましく、ポリカプロラクトンの数平均分子量が0.5万以上であれば、50重量部以上であることが好ましい。溶剤を300重量部を超えて使用すると、強化繊維基材へのポリカプロラクトンの付着量が低下し、溶剤を乾燥した後の樹脂付着量が減少し、強化繊維基材への複数回の含浸と乾燥工程を繰り返さなければならず、経済的ではない。 The amount of solvent used depends on the molecular weight of polycaprolactone, but is preferably 20 to 300 parts by weight with respect to 100 parts by weight of polycaprolactone, and if the number average molecular weight of polycaprolactone is 50,000 or more, 50 parts by weight or more. It is preferable that If the solvent is used in excess of 300 parts by weight, the amount of polycaprolactone attached to the reinforcing fiber substrate decreases, the amount of resin attached after drying the solvent decreases, and the reinforcing fiber substrate is impregnated multiple times. The drying process must be repeated and is not economical.
ブロック化されていてもよいジフェニルメタンジイソシアネートの含有量は、ポリカプロラクトンに対してモル比で0.40〜0.99である。ブロック化されていてもよいジフェニルメタンジイソシアネートの配合比がこの範囲未満であると、高分子量化が不充分であり、この範囲を超えると、過剰のイソシアネート基が架橋形成に働き、直鎖状構造が破られる可能性が高くなり、不都合である。好ましくはモル比で0.6〜0.98であり、より好ましくは0.80〜0.97である。 The content of diphenylmethane diisocyanate which may be blocked is 0.40 to 0.99 in terms of molar ratio with respect to polycaprolactone. If the blending ratio of diphenylmethane diisocyanate, which may be blocked, is less than this range, high molecular weight is insufficient, and if it exceeds this range, excess isocyanate groups work to form crosslinks, and the linear structure is The possibility of being broken increases, which is inconvenient. The molar ratio is preferably 0.6 to 0.98, more preferably 0.80 to 0.97.
本発明で用いるジフェニルメタンジイソシアネートはブロック化して用いることができる。ジフェニルメタンジイソシアネートの代わりにブロック化したジフェニルメタンジイソシアネートを用いることにより、これを配合したポリカプロラクトンワニスのポットライフの延長、作業環境中に存在する水によるイソシアネート基の失活による鎖伸長機能の喪失を好適に回避することができる。ブロック剤が脱離した後は、ジフェニルメタンジイソシアネートの場合と全く同じ機構で両末端に1個ずつ水酸基を有するポリカプロラクトンと反応し、その効果に本質的な差異は生じない。 The diphenylmethane diisocyanate used in the present invention can be used after being blocked. By using blocked diphenylmethane diisocyanate instead of diphenylmethane diisocyanate, it is possible to extend the pot life of polycaprolactone varnish blended with this, and to lose the chain extension function due to the deactivation of isocyanate groups by water present in the working environment. It can be avoided. After elimination of the blocking agent, it reacts with polycaprolactone having one hydroxyl group at both ends by exactly the same mechanism as in diphenylmethane diisocyanate, and there is no substantial difference in its effect.
ジフェニルメタンジイソシアネートのブロック剤としては、例えば、ε−カプロラクタム、フェノール、メチルエチルケトンオキシムが使用可能であるが、解離温度や安全衛生上の観点から、アセトキシムが好ましい。アセトキシムブロックの解離温度は130〜135℃で、脱離後のアセトキシムの沸点は133℃であり、145℃以下で樹脂中から完全にアセトキシムを脱離、蒸発させることができる。そのため、アセトキシムでブロックしたジフェニルメタンジイソシアネートの使用は、プリプレグ製造工程で採用される溶剤の乾燥条件とうまく適合させることができるため、特殊な乾燥条件の採用や、追加工程の導入を全く必要とすることなく、系外に揮発・除去できる。更に、アセトキシムが僅かに残留したとしても、アセトキシムの水への溶解性が非常に高いため、未反応のジフェニルメタンジイソシアネートを水と反応させて無害化する工程で、簡便に溶出・除去され得る。 As the blocking agent for diphenylmethane diisocyanate, for example, ε-caprolactam, phenol, and methyl ethyl ketone oxime can be used, but acetoxime is preferable from the viewpoint of dissociation temperature and safety and health. The dissociation temperature of the acetoxime block is 130 to 135 ° C, and the boiling point of acetoxime after desorption is 133 ° C. Acetoxime can be completely desorbed and evaporated from the resin at 145 ° C or less. Therefore, the use of acetoxime-blocked diphenylmethane diisocyanate can be well adapted to the drying conditions of the solvent used in the prepreg manufacturing process, thus requiring no special drying conditions or the introduction of additional processes. It can be volatilized and removed outside the system. Furthermore, even if acetoxime remains slightly, since the solubility of acetoxime in water is very high, it can be easily eluted and removed in the step of detoxifying unreacted diphenylmethane diisocyanate with water.
本発明においては、ブロック化されていてもよいジフェニルメタンジイソシアネート(2)としては、ブロック化されたジフェニルメタンジイソシアネートでも、ブロック化されていないジフェニルメタンジイソシアネートでも、これらの併用でもよく、好ましくはブロック化されたジフェニルメタンジイソシアネートであり、より好ましくはアセトキシムでブロック化されたジフェニルメタンジイソシアネートである。 In the present invention, the diphenylmethane diisocyanate (2) which may be blocked may be a blocked diphenylmethane diisocyanate, an unblocked diphenylmethane diisocyanate, or a combination thereof, and preferably a blocked diphenylmethane diisocyanate. Diisocyanate, more preferably diphenylmethane diisocyanate blocked with acetoxime.
本発明における強化繊維基材の素材としては、例えば、アラミド等の有機繊維やガラス繊維、炭素繊維等の無機繊維の他にも、ポリアミド繊維、ポリビニルアルコール繊維、ポリ乳酸繊維等の合成繊維織物;麻(大麻、亜麻、黄麻等)繊維、竹繊維、パルプ、綿繊維、ココヤシ繊維、羊毛、絹、バナナ、ケナフなどの天然繊維、レーヨン等の再生繊維等を挙げることができる。好ましくは、ガラス繊維、炭素繊維又はアラミド繊維である。 Examples of the material of the reinforcing fiber base in the present invention include synthetic fiber fabrics such as polyamide fibers, polyvinyl alcohol fibers, and polylactic acid fibers, in addition to organic fibers such as aramid, inorganic fibers such as glass fibers and carbon fibers; Examples thereof include hemp (cannabis, flax, jute, etc.) fiber, bamboo fiber, pulp, cotton fiber, coconut fiber, natural fiber such as wool, silk, banana and kenaf, and regenerated fiber such as rayon. Preferably, they are glass fiber, carbon fiber, or aramid fiber.
また、強化繊維は、繊維強化ポリカプロラクトンの強度を向上させるために、繊維長は10mm以上であることが好ましく、20mm以上の長繊維や強化繊維基材内で実質的に切断箇所がない連続長繊維であることがより好ましい。また、繊維束の番手は50〜2000texであることが好ましく、また、強化繊維基材が面状体の場合は単重が、100〜600g/m2であることが好ましい。 Further, in order to improve the strength of the fiber-reinforced polycaprolactone, the reinforcing fiber preferably has a fiber length of 10 mm or more, and a continuous length having substantially no cutting portion in a long fiber of 20 mm or more or a reinforcing fiber substrate. More preferably, it is a fiber. Moreover, it is preferable that the count of a fiber bundle is 50-2000 tex, and when a reinforcing fiber base material is a planar body, it is preferable that single weight is 100-600 g / m < 2 >.
本発明において、かかる強化繊維基材の形態としては、例えば、織物、編物、ステッチ基材、組物、繊維糸条が一方向若しくは複数方向に直線状に配置された連続繊維不織布、及びチョップドストランドマット若しくは連続繊維マットのマット基材の群から選ばれたいずれか、又はこれらの組合せである編織物、を挙げることができる。 In the present invention, examples of the form of the reinforcing fiber base include, for example, a woven fabric, a knitted fabric, a stitch base material, a braid, a continuous fiber nonwoven fabric in which fiber yarns are linearly arranged in one direction or a plurality of directions, and chopped strands. Mention may be made of knitted fabrics that are either selected from the group of mat substrates of mats or continuous fiber mats, or combinations thereof.
また、強化繊維基材は、ポリカプロラクトンとの密着性を向上させるために、表面処理されていてもよい。例えば、ガラス繊維であれば、シランカップリング剤で処理してもよい。シランカップリング剤としては、加水分解性基と疎水基(有機基)とを有するシラン化合物であって、例えば、ビニルトリエトキシシラン、ビニルトリメトキシシラン、γ−メタクリロキシプロピルトリメトキシシラン、γ−(メタクリロイルオキシプロピル)トリメトキシシラン等の不飽和二重結合を有するもの;β−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン、γ−グリシジルオキシプロピルトリメトキシシラン、γ−グリシジルオキシプロピルトリエトキシシラン等のエポキシ基を有するもの;γ−アミノプロピルトリエトキシシラン、N−β−アミノエチル−γ−アミノプロピルトリメトキシシラン、N−(2−アミノエチル)−3−アミノプロピルトリメトキシシラン、N−β−(N−ビニルベンジルアミノエチル)−γ−アミノプロピルトリメトキシシラン等のアミノ基を有するアミノシラン化合物等が挙げられる。これらは1種又は2種以上を使用することができる。これらのうち、好ましくはエポキシシラン化合物やアミノシラン化合物である。 In addition, the reinforcing fiber base may be surface-treated in order to improve the adhesion with polycaprolactone. For example, if it is glass fiber, you may process with a silane coupling agent. The silane coupling agent is a silane compound having a hydrolyzable group and a hydrophobic group (organic group), such as vinyltriethoxysilane, vinyltrimethoxysilane, γ-methacryloxypropyltrimethoxysilane, γ- Those having an unsaturated double bond such as (methacryloyloxypropyl) trimethoxysilane; β- (3,4-epoxycyclohexyl) ethyltrimethoxysilane, γ-glycidyloxypropyltrimethoxysilane, γ-glycidyloxypropyltriethoxy Those having an epoxy group such as silane; γ-aminopropyltriethoxysilane, N-β-aminoethyl-γ-aminopropyltrimethoxysilane, N- (2-aminoethyl) -3-aminopropyltrimethoxysilane, N -Β- (N-vinylbenzylaminoethyl Aminosilane compounds having -γ- aminopropyltrimethoxysilane amino group and the like. These can use 1 type (s) or 2 or more types. Of these, epoxysilane compounds and aminosilane compounds are preferred.
本発明におけるプリプレグは、ポリカプロラクトンワニスを強化繊維基材に含浸させた後、例えば、100〜170℃で乾燥し溶剤を揮発させて得ることができる。この際、ジフェニルメタンジイソシアネートの働きで鎖伸長反応により高分子量化したポリカプロラクトンを生成させることができる。ブロック化したジフェニルメタンジイソシアネートを使用した場合、ブロック剤の解離温度未満で乾燥させることにより、伸長反応が進行せず、一方、ブロック剤の解離温度以上で乾燥させることにより、伸長反応を進行させることができる。この場合、170℃超過の温度で溶剤を揮発させると、ポリカプロラクトンの熱劣化が進行してしまい、鎖伸長反応によってせっかく高分子量化しても、分子鎖の切断により分子量が低下してしまうので好ましくない。なお、溶剤を揮発させるための時間は、温度にもよるが、5分〜30分程度が好ましい。 The prepreg in the present invention can be obtained by impregnating a reinforcing fiber base material with a polycaprolactone varnish and then drying at 100 to 170 ° C. to volatilize the solvent. At this time, polycaprolactone having a high molecular weight by a chain extension reaction can be generated by the action of diphenylmethane diisocyanate. When blocked diphenylmethane diisocyanate is used, the extension reaction does not proceed by drying below the dissociation temperature of the blocking agent, while the extension reaction can proceed by drying above the dissociation temperature of the blocking agent. it can. In this case, if the solvent is volatilized at a temperature exceeding 170 ° C., the thermal degradation of polycaprolactone proceeds, and even if the molecular weight is increased by the chain extension reaction, the molecular weight is decreased due to the molecular chain breakage. Absent. In addition, although the time for volatilizing a solvent is based also on temperature, about 5 to 30 minutes are preferable.
上記プリプレグにおいては、強化繊維の1枚又は複数枚(例えば、所望により、2〜3枚)を用いることができる。 In the prepreg, one or a plurality of reinforcing fibers (for example, 2 to 3 as required) can be used.
プリプレグの複数枚を重ね、加熱・加圧して複合材成形体を得るには、プレス成形装置を用いて行うことができる。射出成形においては、強化繊維がマトリックス樹脂と溶融混練され、射出されるので、成形後強化繊維は数ミクロン〜数百ミクロンに細断されるが、プレス成形においては、成形により強化繊維は細断されることがなく、成形品中にほぼそのままの形態で維持される。 In order to obtain a composite material molded body by stacking a plurality of prepregs and heating and pressurizing them, a press molding apparatus can be used. In injection molding, reinforcing fibers are melt-kneaded with the matrix resin and injected, so the reinforcing fibers are chopped to several to several hundred microns after molding. In press molding, the reinforcing fibers are chopped by molding. It is not carried out, but it is maintained with the form as it is in a molded article.
プリプレグの積層枚数は、保護具の種類や必要な強度等により異なるが、一般的に、2〜30枚程度、好ましくは5〜15枚程度である。 The number of laminated prepregs varies depending on the type of protective equipment, required strength, etc., but is generally about 2 to 30, preferably about 5 to 15.
プレス機による成形温度は、130〜200℃が好ましく、より好ましくは150〜180℃である。この際、ジフェニルメタンジイソシアネートの働きで鎖伸長反応により高分子量化したポリカプロラクトンを生成させることができる。ブロック化したジフェニルメタンジイソシアネートを使用した場合、ブロック剤の解離温度以上の温度を使用することにより、伸長反応を進行させることができる。 The molding temperature by the press is preferably 130 to 200 ° C, more preferably 150 to 180 ° C. At this time, polycaprolactone having a high molecular weight by a chain extension reaction can be generated by the action of diphenylmethane diisocyanate. When the blocked diphenylmethane diisocyanate is used, the elongation reaction can be advanced by using a temperature higher than the dissociation temperature of the blocking agent.
成形圧は、一般には、0.5〜5MPa程度である。成形後、冷却して製品を取り出す。 The molding pressure is generally about 0.5 to 5 MPa. After molding, cool and take out the product.
加熱加圧し成形する工程では、プリプレグの複数枚を積層する場合は、強化繊維基材の繊維方向を揃えてもよく、又は、変化させてもよく、繊維方向を変えて積層することにより、耐荷重性を調節することができる。 In the step of heat-pressing and forming, when laminating a plurality of prepregs, the fiber direction of the reinforcing fiber base may be aligned or changed, and by changing the fiber direction and laminating, Loadability can be adjusted.
本発明においては、上述のようにポリカプロラクトンワニスを強化繊維基材に含浸させた後、前記ポリカプロラクトンは、好ましくは、プリプレグを得る工程、及び/又は、プリプレグの複数枚を重ね、加熱・加圧する工程において、鎖伸長反応により高分子量化させる。前者の工程で高分子量化すれば、積層し成形する工程の生産効率を向上させることができ、後者の工程で高分子量化すれば、プリプレグ同士の密着性を向上させることがより容易に行なうことができる。本発明において、鎖伸長反応とは、一つのテレケリックなポリカプロラクトンの末端水酸基と他のテレケリックなポリカプロラクトンの末端水酸基とが、ジフェニルメタンジイソシアネートの1分子によって結合し、ジフェニルメタンジイソシアネート残基を介してポリカプロラクトンが直鎖状に連結して、分子量が元のポリカプロラクトンの2倍になる反応が、添加したジフェニルメタンジイソシアネートを全て消費するまで残りの末端水酸基にも繰り返し起こり、最終的に高分子を形成することをいい、このような高分子を本明細書では高分子量化したポリカプロラクトンと称する。 In the present invention, after the polycaprolactone varnish is impregnated into the reinforcing fiber base as described above, the polycaprolactone is preferably a step of obtaining a prepreg and / or a plurality of prepregs, which are heated and heated. In the pressing step, the molecular weight is increased by a chain extension reaction. If the former process increases the molecular weight, the production efficiency of the lamination and molding process can be improved, and if the latter process increases, the adhesion between the prepregs can be improved more easily. Can do. In the present invention, the chain extension reaction means that the terminal hydroxyl group of one telechelic polycaprolactone and the terminal hydroxyl group of another telechelic polycaprolactone are bonded by one molecule of diphenylmethane diisocyanate, and polycaprolactone is passed through the diphenylmethane diisocyanate residue. Are linked to each other in a straight chain, and the reaction in which the molecular weight is twice that of the original polycaprolactone is repeated in the remaining terminal hydroxyl groups until all of the added diphenylmethane diisocyanate is consumed, eventually forming a polymer. In the present specification, such a polymer is referred to as high molecular weight polycaprolactone.
本発明においては、前記ポリカプロラクトンを分子量5万〜30万に高分子量化する。この鎖伸長反応により数平均分子量を2倍以上にすることが好ましく、4倍以上にすることがより好ましく、5倍以上が更に好ましい。高分子量化したポリカプロラクトンの数平均分子量は、好ましくは下限が5万、より好ましくは5.5万、さらに好ましくは8万、一層好ましくは10万である。上限は、例えば25万、20万であってもよい。これらの下限と上限を組合せた範囲は各種であってよく、例えば10万〜25万の範囲であってよい。鎖伸長反応させた高分子量化ポリカプロラクトンは、数平均分子量が5万未満であると、保護具の強度が充分でなく、30万を超えて鎖伸長しようとすると、ポリカプロラクトンとのモル比をできるだけ1:1に近づける必要があり、部分的に架橋を引き起す危険性が増すため好ましくない。なお、数平均分子量の数値は、測定誤差や測定方法に伴う相違を一般には有していることが知られている。本発明において、プリプレグ又は複合材成形体における高分子量化したポリカプロラクトンの数平均分子量は、クロロホルムを移動相としてポリスチレン標準サンプルを分子量標準にしてゲルパーミエーションクロマトグラフィー(GPC測定)で測定することができる。 In the present invention, the polycaprolactone is increased in molecular weight to 50,000 to 300,000. The number average molecular weight is preferably doubled or more by this chain extension reaction, more preferably 4 times or more, and even more preferably 5 times or more. The lower limit of the number average molecular weight of the high molecular weight polycaprolactone is preferably 50,000, more preferably 55,000, still more preferably 80,000, still more preferably 100,000. The upper limit may be 250,000 or 200,000, for example. The range which combined these lower limits and upper limits may be various, for example, may be the range of 100,000-250,000. When the number average molecular weight of the high molecular weight polycaprolactone subjected to the chain extension reaction is less than 50,000, the strength of the protective equipment is not sufficient, and when the chain extension exceeds 300,000, the molar ratio with the polycaprolactone is increased. It is necessary to make the ratio as close to 1: 1 as possible, and this is not preferable because the risk of causing partial crosslinking increases. In addition, it is known that the numerical value of a number average molecular weight generally has a difference with a measurement error or a measurement method. In the present invention, the number average molecular weight of the high molecular weight polycaprolactone in the prepreg or composite molded article can be measured by gel permeation chromatography (GPC measurement) using chloroform as a mobile phase and a polystyrene standard sample as a molecular weight standard. it can.
また、本発明においては、上述の方法で製造された複合材であれば本発明に使用することができる。従って、プリプレグを得る工程を前工程として加熱・加圧成形する工程を連続して行っても良く、又は、プリプレグを得る工程が別に実施され、例えば、予め製造されたものであってもよく、又は、別の場所で製造されたものであってもよい。プリプレグを得る工程と、該工程で得たプリプレグを使用して加熱・加圧成形する工程とを独立して行ってもよい。 Moreover, in this invention, if it is a composite material manufactured by the above-mentioned method, it can be used for this invention. Accordingly, the step of heating and pressure forming may be continuously performed as a step for obtaining the prepreg, or the step of obtaining the prepreg may be performed separately, for example, may be manufactured in advance. Or it may be manufactured in another place. You may perform independently the process of obtaining a prepreg, and the process of heating and press-molding using the prepreg obtained at the said process.
本発明において、強化繊維基材とポリカプロラクトンの重量割合は、繊維の種類により異なり得るが、例えば、ガラス繊維の場合には、繊維強化ポリカプロラクトン全重量に対して、強化繊維基材10〜80重量%が好ましく、30〜70重量%がより好ましい。強化繊維基材の重量が10重量%未満であると、成形品の物性が低下したり、そりやうねりが大きくなったりする傾向にあり、80重量%を超すと、繊維に樹脂が未含浸となる傾向にある。その他の種類の繊維であっても、上記値を参考にしつつ、適宜配合割合を求めることができる。 In the present invention, the weight ratio between the reinforcing fiber base and the polycaprolactone may vary depending on the type of the fiber. For example, in the case of glass fiber, the reinforcing fiber base 10 to 80 with respect to the total weight of the fiber reinforced polycaprolactone. % By weight is preferable, and 30 to 70% by weight is more preferable. If the weight of the reinforcing fiber base is less than 10% by weight, the physical properties of the molded product tend to be reduced or warpage and undulation tend to increase. If the weight exceeds 80% by weight, the fiber is not impregnated with resin. Tend to be. Even with other types of fibers, the blending ratio can be determined as appropriate with reference to the above values.
本発明において、繊維強化ポリカプロラクトンは、具体的には、例えば、強化繊維基材、好ましくは繊維長10mm以上のガラス繊維を10〜80重量%、更に好ましくは30〜70重量%含有し、数平均分子量5万〜30万に高分子量化したポリカプロラクトンをマトリックス樹脂としてなり、JIS K 7017「繊維強化プラスチック−曲げ特性の求め方」に準拠して測定した複合材の曲げ弾性率が6GPa以上、曲げ強度が70MPa以上であり、かつ、荷重−変位線図において、耐試験荷重率50%を曲げ破壊後10mm以上の変位において維持するものでありうる。 In the present invention, the fiber-reinforced polycaprolactone specifically includes, for example, a reinforcing fiber base, preferably 10 to 80% by weight, more preferably 30 to 70% by weight of glass fiber having a fiber length of 10 mm or more. A polycaprolactone having a high molecular weight of 50,000 to 300,000 as a matrix resin is used as a matrix resin, and the flexural modulus of the composite material measured in accordance with JIS K 7017 “Fiber-Reinforced Plastics—How to Obtain Bending Properties” The bending strength is 70 MPa or more, and in the load-displacement diagram, the test load ratio of 50% can be maintained at a displacement of 10 mm or more after bending fracture.
保護具によっては、身体の広い面積を覆う場合があり、可撓性が必要とされる場合がある。このような場合は、例えば、円形、四角形、帯状等の適宜の形状及び大きさのプリプレグを局所的に、例えば、一層強度を高めたい部位を覆うように、多数を一定又は適宜の間隔で繰り返して凹凸パターン状に積層する等により、凹部(すなわち、プレプレグ積層枚数が少ない部位)による可撓性と凸部(すなわち、プリプレグ積層枚数が多い部位)による保護性を両立させることができる。本発明においては、このような局所的に積層枚数を増減することは、プリプレグの自着性により容易に行うことができる。また、加熱・加圧成形する工程の後、必要に応じて、必要な部材の取り付け、組み立て、形状等の修正、仕上げ等を施すことができる。 Depending on the protective equipment, it may cover a large area of the body, and flexibility may be required. In such a case, for example, a large number of prepregs having an appropriate shape and size such as a circle, a quadrangle, and a belt are locally repeated, for example, at a constant or appropriate interval so as to cover a portion where the strength is to be further increased. For example, by laminating in a concavo-convex pattern, it is possible to achieve both flexibility due to the concave portions (that is, portions where the number of prepreg layers is small) and protection by convex portions (that is, portions where the number of prepreg layers is large). In the present invention, such a local increase / decrease in the number of laminated layers can be easily performed by the self-adhesiveness of the prepreg. Further, after the step of heating and pressure forming, necessary members can be attached, assembled, corrected in shape, and finished as necessary.
本発明の身体保護具は、保安用、防犯用、警備用、運動やバイク等の防具用等に好適に適用することができる。 The body protector of the present invention can be suitably applied to security, crime prevention, security, exercise and motorcycle protection.
以下、実施例により本発明をさらに具体的に説明する。
実施例1〜2、比較例1〜3
1.使用材料
プリプレグ製造用のワニスに用いたポリカプロラクトン樹脂は、末端基定量法により求めた数平均分子量が1万の両末端水酸基のポリカプロラクトンPLACCEL−H1P(ダイセル化学工業社製)(これを樹脂1とする)と、末端基定量法により求めた数平均分子量が5万の両末端水酸基のポリカプロラクトンPLACCEL−H5(ダイセル化学工業社製)(これを樹脂2とする)である。
Hereinafter, the present invention will be described more specifically with reference to examples.
Examples 1-2 and Comparative Examples 1-3
1. Materials Used The polycaprolactone resin used in the varnish for prepreg production was polycaprolactone PLACEL-H1P (made by Daicel Chemical Industries, Ltd.) having a number average molecular weight of 10,000 and a number-average molecular weight determined by a terminal group determination method (Resin 1). And polycaprolactone PLACEL-H5 (produced by Daicel Chemical Industries) having a number average molecular weight of 50,000 determined by a terminal group quantification method (referred to as resin 2).
鎖伸長剤として、ジフェニルメタンジイソシアネートMILLIONATE MT(日本ポリウレタン工業社製)(以下MDIともいう)、及びMDIをアセトキシムでブロックしたアセトキシムブロックMD(以下ACX−MDIともいう)を用いた。これらは少量のメチルエチルケトンに溶解させてから所定量をポリカプロラクトンワニスに添加した。
ワニス調製時の溶剤は、セロソルブアセテートを使用した。
強化繊維基材は、全てガラス繊維織物(日東紡績社製IPC規格7628ガラス繊維織物、エポキシシラン表面処理、単位重量203g/m2)を使用した。
As a chain extender, diphenylmethane diisocyanate MILLIONATE MT (manufactured by Nippon Polyurethane Industry Co., Ltd.) (hereinafter also referred to as MDI) and acetoxime block MD (hereinafter also referred to as ACX-MDI) obtained by blocking MDI with acetoxime were used. These were dissolved in a small amount of methyl ethyl ketone, and then a predetermined amount was added to the polycaprolactone varnish.
Cellosolve acetate was used as the solvent when preparing the varnish.
Reinforcing fiber base material, all glass fiber fabric (Nitto Boseki Co., Ltd. IPC standard 7628 fiberglass fabric, epoxy silane surface treatment, unit weight 203 g / m 2) was used.
2.ワニス調製
(1)実施例1に用いたワニス
樹脂1を80℃で約4時間加熱し、50%濃度になるように溶剤を添加した。その後、十分に攪拌して樹脂中の固形分が完全に溶解したことを確認した。鎖伸長剤としてMDIをポリカプロラクトンに対してモル比0.95になる量を少量のメチルエチルケトンに溶解させてから添加した後、更に攪拌した。高分子量化して高粘度化することを防止するために、樹脂ワニスを約40℃に自然冷却した。
2. Varnish preparation (1) The varnish resin 1 used in Example 1 was heated at 80 ° C. for about 4 hours, and a solvent was added so that the concentration became 50%. Then, it fully stirred and it confirmed that solid content in resin melt | dissolved completely. As a chain extender, MDI was added in an amount such that a molar ratio of 0.95 to polycaprolactone was dissolved in a small amount of methyl ethyl ketone, followed by further stirring. In order to prevent high molecular weight and high viscosity, the resin varnish was naturally cooled to about 40 ° C.
(2)実施例2に用いたワニス
樹脂1を80℃で約4時間加熱し、50%濃度になるように溶剤を添加した。その後、十分に攪拌して樹脂中の固形分が完全に溶解したことを確認した。鎖伸長剤としてACX−MDIをポリカプロラクトンに対してモル比0.95になる量を少量のメチルエチルケトンに溶解させてから添加した後、更に攪拌した。高分子量化して高粘度化することを防止するために、樹脂ワニスを約40℃に自然冷却した。
(2) Varnish Resin 1 used in Example 2 was heated at 80 ° C. for about 4 hours, and a solvent was added to a concentration of 50%. Then, it fully stirred and it confirmed that solid content in resin melt | dissolved completely. As a chain extender, ACX-MDI was added after dissolving in a small amount of methyl ethyl ketone in an amount of a molar ratio of 0.95 with respect to polycaprolactone, followed by further stirring. In order to prevent high molecular weight and high viscosity, the resin varnish was naturally cooled to about 40 ° C.
(3)比較例1に用いたワニス
樹脂2を80℃で約4時間加熱し、42%濃度になるように溶剤を添加した。その後、十分に攪拌して樹脂中の固形分が完全に溶解したことを確認した。鎖伸長剤は添加せず、樹脂ワニスを約40℃に自然冷却した。
(3) Varnish Resin 2 used in Comparative Example 1 was heated at 80 ° C. for about 4 hours, and a solvent was added to a concentration of 42%. Then, it fully stirred and it confirmed that solid content in resin melt | dissolved completely. No chain extender was added, and the resin varnish was naturally cooled to about 40 ° C.
(4)比較例2に用いたワニス
樹脂2を80℃で約4時間加熱し、50%濃度になるように溶剤を添加した。その後、十分に攪拌して樹脂中の固形分が完全に溶解したことを確認した。鎖伸長剤としてMDIをポリカプロラクトンに対してモル比0.19になる量を少量のメチルエチルケトンに溶解させてから添加した後、更に攪拌した。溶剤の揮発を防止するためフタをした後、恒温器中、80℃で24時間保温放置し、次のプリプレグ製造工程に移行する前に完全に鎖伸長反応を終結させ、樹脂を予め高分子量化した。このワニスは、高分子量化により高粘度化したため、45%濃度になるように溶剤を再度添加した。樹脂を恒温器から取り出し、フタをしたまま約40℃に自然冷却した。
(4) Varnish Resin 2 used in Comparative Example 2 was heated at 80 ° C. for about 4 hours, and a solvent was added to a concentration of 50%. Then, it fully stirred and it confirmed that solid content in resin melt | dissolved completely. As a chain extender, MDI was added in an amount of 0.19 molar ratio to polycaprolactone after dissolving in a small amount of methyl ethyl ketone, followed by further stirring. After covering with a lid to prevent the solvent from evaporating, it is allowed to stand at 80 ° C. for 24 hours in a thermostatic chamber to completely terminate the chain extension reaction before proceeding to the next prepreg manufacturing process, so that the resin has a high molecular weight in advance. did. Since this varnish was increased in viscosity by increasing the molecular weight, the solvent was added again so that the concentration became 45%. The resin was removed from the thermostat and naturally cooled to about 40 ° C. with the lid on.
(5)比較例3に用いたワニス
樹脂1を80℃で約4時間加熱し、50%濃度になるように溶剤を添加した。その後、十分に攪拌して樹脂中の固形分が完全に溶解したことを確認した。鎖伸長剤は添加せず、樹脂ワニスを約40℃に自然冷却した。
(5) Varnish Resin 1 used in Comparative Example 3 was heated at 80 ° C. for about 4 hours, and a solvent was added to a concentration of 50%. Then, it fully stirred and it confirmed that solid content in resin melt | dissolved completely. No chain extender was added, and the resin varnish was naturally cooled to about 40 ° C.
3.プリプレグ作製
以下の手順で各プリプレグを作製した。まず、強化繊維基材を300mm×300mmのサイズに裁断した。トレイ上に調製したワニスを均一に撒き、強化繊維基材を1枚置いた後、更に強化繊維基材の上から樹脂を撒いた。脱泡ローラーにて強化繊維基材が透明になるまでローラー掛けを行い、目視で十分に含浸したことを確認後、150℃で15分間放置し、溶剤を除去して各プリプレグを作製した。実施例1〜2については、溶剤の乾燥と同時に高分子量化を行なった。各プリプレグの樹脂付着量を表1示した。
3. Preparation of prepreg Each prepreg was prepared according to the following procedure. First, the reinforcing fiber substrate was cut into a size of 300 mm × 300 mm. The varnish prepared on the tray was evenly spread, and after placing one reinforcing fiber substrate, the resin was further spread over the reinforcing fiber substrate. Rolling with a defoaming roller was carried out until the reinforcing fiber substrate became transparent, and after confirming that it was sufficiently impregnated with the naked eye, it was left at 150 ° C. for 15 minutes, and the solvent was removed to prepare each prepreg. About Examples 1-2, high molecular weight formation was performed simultaneously with drying of the solvent. Table 1 shows the resin adhesion amount of each prepreg.
4.プレス成形
プレス温度170℃で、プレス盤面内に各プリプレグを10枚セットした。プリプレグの両側に2mm厚さのスペーサをセットし、成形圧力2MPaにより材料を加圧した。その後、ヒーター電源を落とし、40℃以下に自然冷却後、圧力を開放し成形板を取り出した。
4). Press molding At a press temperature of 170 ° C., 10 sheets of each prepreg were set in the press panel surface. Spacers with a thickness of 2 mm were set on both sides of the prepreg, and the material was pressurized with a molding pressure of 2 MPa. Thereafter, the heater power was turned off, and after natural cooling to 40 ° C. or lower, the pressure was released and the molded plate was taken out.
評価
(1)成形板の外観評価
実施例1〜2、比較例3の成形板の外観を目視で確認した結果、ボイドの無い良好な繊維強化複合材であることが確認された。比較例1〜2の成形板は、全体的には透明感があり、樹脂が繊維にある程度含浸している様子であるが、層間に若干の白化やボイドが発生していたため、樹脂と繊維との密着性が低いことが確認された。
Evaluation (1) Appearance Evaluation of Molded Plate As a result of visually confirming the appearance of the molded plates of Examples 1 and 2 and Comparative Example 3, it was confirmed that this was a good fiber-reinforced composite material without voids. The molded plates of Comparative Examples 1 and 2 are generally transparent and the resin seems to be impregnated to some extent with fibers, but since some whitening and voids occurred between the layers, the resin and fibers It was confirmed that the adhesion was low.
(2)分子量測定
実施例及び比較例で得た各成形板のマトリックス樹脂の数平均分子量をGPCで下記条件により測定した。結果を表1に示した。
・サンプル調製法:作製した成形板から0.075gの小片を切り出し、ガラス製サンプル瓶に入れ、クロロホルム(特級試薬)を加えて3.0gとした。それを一晩振蘯し続け、樹脂部分を完全に溶解させた。その後メンブランフィルター濾過により、ガラス繊維を濾別し、GPC測定供試用サンプルとした。
・GPC測定条件:Waters社製高速液体クロマトグラム装置Waters600を用い、Polymer Laboratories社製カラムPlgel 5μm Guard 50×7.5mm+Plgel 5μm MIXED−C 300×7.5mm×2本を連結した固定相に、クロロホルムを移動相として、流速1.0mL/min、カラム温度30℃で測定した。検出器はWaters社製RIディテクターWaters2410を用いた。数平均分子量はポリスチレン標準試料を用いて作成した検量線から算出した。
(2) Molecular weight measurement The number average molecular weight of the matrix resin of each molded plate obtained in Examples and Comparative Examples was measured by GPC under the following conditions. The results are shown in Table 1.
Sample preparation method: A small piece of 0.075 g was cut out from the formed molded plate, placed in a glass sample bottle, and chloroform (special grade reagent) was added to make 3.0 g. It was shaken overnight to completely dissolve the resin part. Thereafter, the glass fiber was separated by membrane filter filtration to obtain a sample for GPC measurement test.
GPC measurement conditions: Waters 600 high-performance liquid chromatogram apparatus Waters 600, Polymer Laboratories column Plgel 5 μm Guard 50 × 7.5 mm + Plgel 5 μm MIXED-C 300 × 7.5 mm × 2 stationary phase connected to chloroform Was measured at a flow rate of 1.0 mL / min and a column temperature of 30 ° C. The detector used was a RI detector Waters 2410 manufactured by Waters. The number average molecular weight was calculated from a calibration curve prepared using a polystyrene standard sample.
(3)3点曲げ試験
実施例及び比較例で得た各成形板の3点曲げ試験(JIS K 7017準拠)結果を表1に示した。
(3) Three-point bending test Table 1 shows the results of the three-point bending test (based on JIS K 7017) of each molded plate obtained in Examples and Comparative Examples.
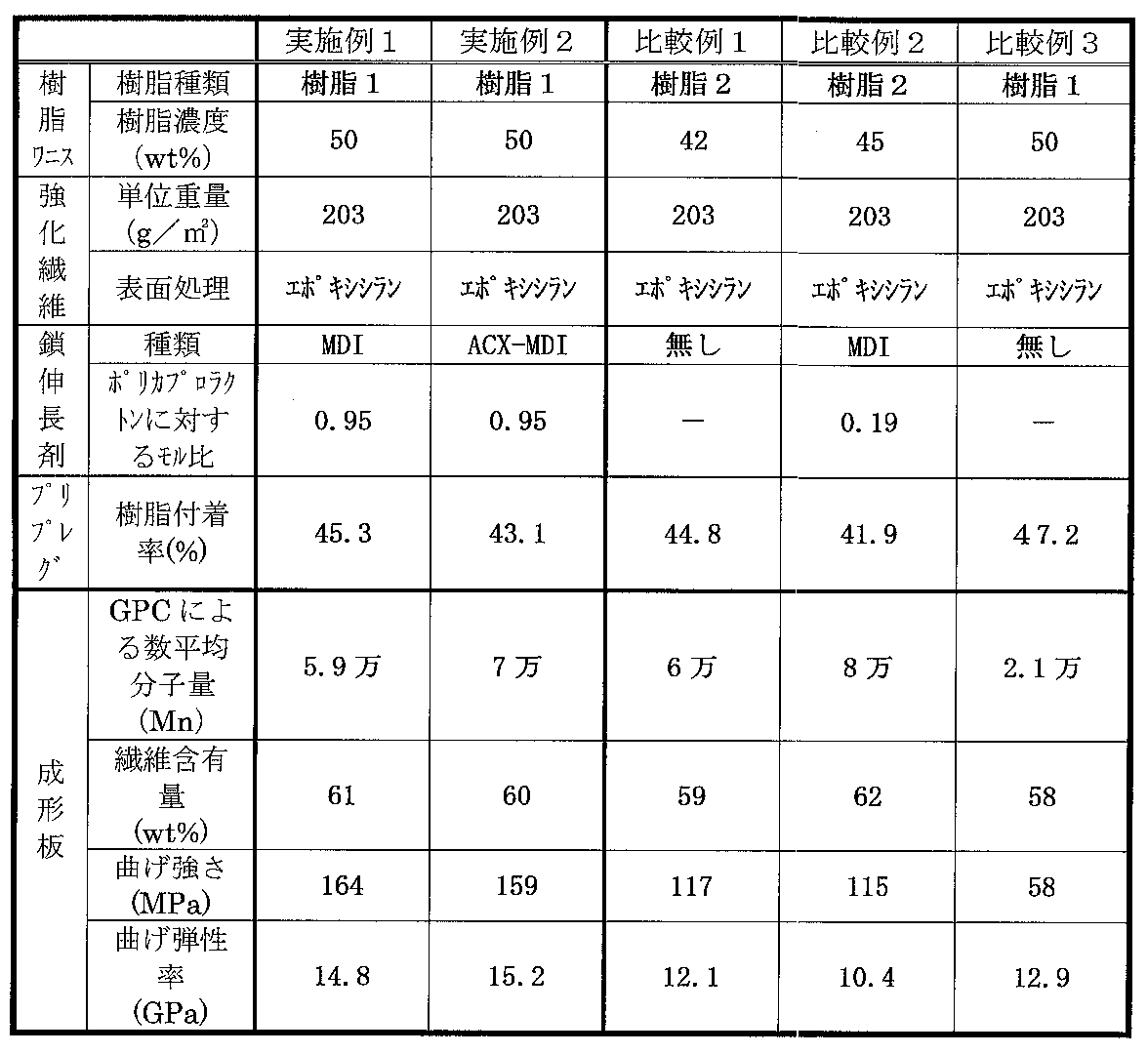
実施例で製作したポリカプロラクトン複合材マトリックスの数平均分子量はワニス調製に用いたポリカプロラクトンの数平均分子量の約6〜7倍に高分子量化していた。実施例1、2で製作したポリカプロラクトン複合材は、比較例1、2で製作したポリカプロラクトン複合材と比較してどちらも数平均分子量が大差ないレベルであったにも関わらず、繊維と樹脂の密着性が高いことで、曲げ強さ及び曲げ弾性率ともに高い値を示したと考えられる。比較例3については、数平均分子量が低いことで、曲げ強さ及び曲げ弾性率ともに低い値を示したと考えられる。 The number average molecular weight of the polycaprolactone composite matrix produced in the examples was increased to about 6 to 7 times the number average molecular weight of the polycaprolactone used for varnish preparation. Although the polycaprolactone composite material produced in Examples 1 and 2 was a level in which the number average molecular weight was not significantly different from that of the polycaprolactone composite material produced in Comparative Examples 1 and 2, both fibers and resins were used. It is considered that both the bending strength and the flexural modulus showed a high value due to the high adhesion of. About the comparative example 3, it is thought that the bending strength and the bending elastic modulus showed the low value because the number average molecular weight was low.
Claims (9)
(2)前記ポリカプロラクトンに対してモル比で0.40〜0.99のブロック化されていてもよいジフェニルメタンジイソシアネート
を含有するポリカプロラクトンワニスを強化繊維基材に含浸させた後、乾燥させ、プリプレグを得て、前記プリプレグの複数枚を重ね、加熱・加圧を経て製造した複合材成形体であり、前記ポリカプロラクトンは、ポリカプロラクトンワニスを強化繊維基材に含浸させた後において、鎖伸長反応により数平均分子量5万〜30万に高分子量化されてなることを特徴とする身体保護具。 (1) polycaprolactone having one hydroxyl group at both ends having a number average molecular weight of 10,000 to 30,000, and
(2) A reinforced fiber base material impregnated with polycaprolactone varnish containing diphenylmethane diisocyanate which may be blocked in a molar ratio of 0.40 to 0.99 with respect to the polycaprolactone, and then dried to prepare a prepreg. A composite molded body produced by stacking a plurality of the prepregs and heating and pressing, and the polycaprolactone is subjected to a chain extension reaction after impregnating a reinforcing fiber base material with a polycaprolactone varnish. A body protector characterized by having a number average molecular weight of 50,000 to 300,000.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008166101A JP5164686B2 (en) | 2008-06-25 | 2008-06-25 | Personal protective equipment |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008166101A JP5164686B2 (en) | 2008-06-25 | 2008-06-25 | Personal protective equipment |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010006900A true JP2010006900A (en) | 2010-01-14 |
| JP5164686B2 JP5164686B2 (en) | 2013-03-21 |
Family
ID=41587750
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008166101A Expired - Fee Related JP5164686B2 (en) | 2008-06-25 | 2008-06-25 | Personal protective equipment |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5164686B2 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012038105A1 (en) * | 2010-09-23 | 2012-03-29 | Evonik Degussa Gmbh | Method for producing storage-stable polyurethane prepregs and molding bodies produced therefrom on the basis of a polyurethane composition in solution |
| JP2015091930A (en) * | 2013-10-01 | 2015-05-14 | 三菱レイヨン株式会社 | Plate material for apparatus, apparatus and manufacturing method of apparatus |
| US10633519B2 (en) | 2011-03-25 | 2020-04-28 | Evonik Operations Gmbh | Storage-stable polyurethane prepregs and mouldings produced therefrom composed of a polyurethane composition with liquid resin components |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4316457A (en) * | 1978-06-19 | 1982-02-23 | Hexcel Corporation | Process for producing orthopedic structures and a thermoplastic linear polyurethane for use in such process |
-
2008
- 2008-06-25 JP JP2008166101A patent/JP5164686B2/en not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4316457A (en) * | 1978-06-19 | 1982-02-23 | Hexcel Corporation | Process for producing orthopedic structures and a thermoplastic linear polyurethane for use in such process |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012038105A1 (en) * | 2010-09-23 | 2012-03-29 | Evonik Degussa Gmbh | Method for producing storage-stable polyurethane prepregs and molding bodies produced therefrom on the basis of a polyurethane composition in solution |
| US10029427B2 (en) | 2010-09-23 | 2018-07-24 | Evonik Degussa Gmbh | Process for the production of storage-stable polyurethane prepregs and mouldings produced therefrom from dissolved polyurethane composition |
| US10633519B2 (en) | 2011-03-25 | 2020-04-28 | Evonik Operations Gmbh | Storage-stable polyurethane prepregs and mouldings produced therefrom composed of a polyurethane composition with liquid resin components |
| JP2015091930A (en) * | 2013-10-01 | 2015-05-14 | 三菱レイヨン株式会社 | Plate material for apparatus, apparatus and manufacturing method of apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5164686B2 (en) | 2013-03-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2344176T3 (en) | LAMINATE CONTAINING FILM AND VELLON BASED THERMOPLASTIC POLYURETHANE | |
| EP1558661B2 (en) | Heat resistant high moisture vapor transmission thermoplastic polyurethane | |
| ES2710598T3 (en) | Compound semi-finished products and molded parts obtained therefrom, as well as molded parts obtained directly based on hydroxy-functionalized (meth) acrylates and uretdiones, which are crosslinked duroplastically | |
| DE112005001163B4 (en) | Composite molding and process for its preparation | |
| KR101879900B1 (en) | Storage-stable polyurethane prepregs and molded parts produced therefrom made of polyurethane composition having liquid resin components | |
| JP5885223B1 (en) | Manufacturing method of mixed yarn, mixed yarn, wound body, and woven fabric | |
| JP5529135B2 (en) | Thermostable biuret- and isocyanurate-based surface modification macromolecules and their use | |
| EP3059340B1 (en) | Commingled yarn, method for producing same, and textile | |
| JP2006505672A5 (en) | ||
| KR20160102578A (en) | Prepregs and molded bodies produced from same | |
| JP5164686B2 (en) | Personal protective equipment | |
| US20170182760A1 (en) | Thermoplastic composite and its manufacturing | |
| EP3251827B1 (en) | Combined carbon- and glass-fiber reinforced thermoplastic polyurethane and polyamide composites and its manufacturing | |
| Sikdar et al. | Polyurethane (PU) based multifunctional materials: Emerging paradigm for functional textiles, smart, and biomedical applications | |
| CN112074561B (en) | Two-part curable composition for forming thermoplastic matrix resin, matrix resin for fiber-reinforced composite material, and fiber-reinforced composite material | |
| KR20180053350A (en) | Heat-responsive materials, and thermal control devices and fibers using heat-responsive materials | |
| JP2010005031A (en) | Bandage for fixation | |
| JP2007070516A (en) | Fiber-reinforced polycaprolactone and method for producing the same | |
| CN104781465A (en) | Treatment of filaments or yarn to improve adhesion to rubber | |
| JPH04370276A (en) | Moisture-permeable water-proof fabric and its production | |
| EP2781348A1 (en) | Rubber laminated resin complex | |
| JP2007070517A (en) | Method for producing fiber-reinforced polycaprolactone | |
| JP5500928B2 (en) | Method for producing polyamide-based moisture-permeable and waterproof fabric | |
| JPH11138727A (en) | Film-laminated unwoven fabric and manufacture thereof | |
| JPH0730297B2 (en) | Hot melt adhesive |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110516 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121120 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121122 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121218 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151228 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |