JP2004291341A - 光学素子用成形金型及び光学素子の成形方法並びに光学素子 - Google Patents
光学素子用成形金型及び光学素子の成形方法並びに光学素子 Download PDFInfo
- Publication number
- JP2004291341A JP2004291341A JP2003085602A JP2003085602A JP2004291341A JP 2004291341 A JP2004291341 A JP 2004291341A JP 2003085602 A JP2003085602 A JP 2003085602A JP 2003085602 A JP2003085602 A JP 2003085602A JP 2004291341 A JP2004291341 A JP 2004291341A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- optical element
- insert
- fixed
- movable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Abstract
【解決手段】インサート金型(1、2)は光学転写面と、光学転写面から連続したストレート部を設けた一体構造であり、各々のインサート金型のストレート部は摺動側金型(3a)と固定側金型(3b)の合わせ面(5)より後退させた所定の位置となるように配置し、光学素子(10)のいずれか一方の面の成形面の外周部に切り欠き形状(6a、6b、6c、6d)を形成し、金型から光学素子成形品を離型させて光学素子を得る。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、DVD、コンピューター用の光記録装置などの光ヘッドに用いられる光学素子等に関する。
【0002】
【従来の技術】
従来、光学素子としてはプラスチックレンズや、光ディスク等の光学記録装置用ピックアップレンズ、CD(コンパクトディスク)またはDVDで知られているように、音楽情報、映像情報の蓄積またはコンピュータデータの保存装置用ピックアップレンズ等がある。
【0003】
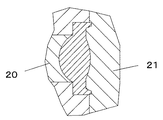
以上のようなレンズの製造方法としては、図5に示すように、成形品を離型させる突き出し機構を備える金型20と、突き出し機構を備えない金型21とで形成される型内に、金型の樹脂注入流路であるスプル、ランナーを通ってゲートからから樹脂を射出し、この後に型開きを行い、突き出し機構を作動させて光学機能部の外周にフランジ部を有するプラスチックレンズの成形品を付きだし離型させるものがある(例えば、特許文献1参照。)。
【0004】
【特許文献1】
特開2002−200652号公報
【0005】
【発明が解決しようとする課題】
このような金型で成形した光学素子には、突き出し機構を備える金型のクリアランス部にバリが発生した場合、光学素子を光ピックアップ装置等に取り付ける際に取り付け面に対して、バリの影響で傾きが生じ、取付け不具合となる可能性がある。また、該ピックアップ装置のレンズホルダーとの接着において、接着不良となる可能性がある。
【0006】
本発明は、上記課題に鑑み、成形後の光学素子において、光ピックアップ装置等に取り付ける際の取り付け面と接触する面にバリ等のない、光学性能に優れた光学素子を提供するものである。
【0007】
【課題を解決するための手段】
前記目的を達成するために、本発明は以下の構成とする。
【0008】
本発明に係る光学素子用成形金型は、摺動可能な可動側インサート金型と、摺動しない固定側インサート金型と前記可動側インサート金型を保持し、光学素子外径の一部を形成するための可動側金型と、前記固定側インサート金型を保持し、光学素子外径の一部を形成するための固定側金型とからなる成形金型であって、インサート金型は光学転写面と、前記光学転写面から連続したストレート部を設けた一体構造であり、各々のインサート金型の前記ストレート部は前記摺動側金型と前記固定側金型の合わせ面より後退させた所定の位置となるように配置したことを特徴とする光学素子用成形金型である。
【0009】
また、本発明の光学素子用成形金型は、摺動可能な可動側インサート金型と、摺動しない固定側インサート金型と前記可動側インサート金型を保持し、光学素子外径の一部を形成するための可動側金型と、前記固定側インサート金型を保持し、光学素子外径の一部を形成するための固定側金型とからなる成形金型であって、光学素子の曲率半径の小さい方の面を形成するインサート金型を固定側としたことを特徴とする光学素子用成形金型である。
【0010】
また、本発明の光学素子用成形金型は、摺動可能な可動側インサート金型と摺動しない固定側インサート金型と前記可動側インサート金型を保持し、光学素子外径の一部を形成するための可動側金型と、前記固定側インサート金型を保持し、光学素子外径の一部を形成するための固定側金型とからなる成形金型であって、前記可動側インサート金型の材料の線膨張係数α1と前記可動側金型の材料の線膨張係数α2の関係が、α1≧α2であり、前記固定側インサート金型の材料の線膨張係数α3と、前記固定側金型の材料の線膨張係数α4の関係が、α3≧α4であることを特徴とする光学素子用成形金型である。
【0011】
また、本発明の光学素子の成形方法は、摺動可能な可動側インサート金型と摺動しない固定側インサート金型と前記可動側インサート金型を保持し、光学素子外径の一部を形成するための可動側金型と、前記固定側インサート金型を保持し、光学素子外径の一部を形成するための固定側金型とからなる成形金型に溶融樹脂を射出し、前記可動側インサート金型かあるいは前記固定側インサートで成形される光学素子のいずれか一方の面の成形面の外周部に切り欠き形状を形成し、金型から光学素子成形品を離型させたことを特徴とする光学素子の成形方法である。
【0012】
【発明の実施の形態】
以下、本発明の光学素子用成形金型及び光学素子の成形方法並びに光学素子について図面を参照しつつさらに具体的に説明する。
【0013】
(実施の形態1)
以下、本発明の一実施の形態について図1を用いて説明する。図1は金型の構成を示す断面図である。摺動可能な可動側インサート金型1と可動側インサート金型1を保持する可動側金型3a、摺動しない固定側インサート金型2と固定側インサート金型2を保持する固定側金型3bで囲まれる空間に、ゲート部4から溶融樹脂を充填して、光学素子10を成形する。パーティング面5は可動側金型3aと固定側金型3bが当接する面である。
【0014】
可動側金型3aには光学素子10の外径部分7と、切り欠き部6c、切り欠き部6dが、固定側金型3bには、切り欠き部6a、切り欠き部6bが配置された構成となっている。可動側金型3aは、光学素子10の最外径部の形状を構成しており、固定側金型3bは光学素子外径部の切り欠き部の形状を構成している。図1に示すように、本実施の形態のインサート金型は光学素子転写面と転写面から連続したストレート部を設けた一体構造であり、各インサート金型のストレート部はパーティング面5より後退させた所定の位置に配置する。
【0015】
以上の構成を有する金型に溶融樹脂を射出成形して得られる光学素子は、可動側金型3a、固定側金型3bを開いた後、可動側インサート金型1を前進させて光学素子を可動側金型3aから離型させて取り出す。その後、ゲート部4をカットして光学素子10が得られる。図3に本実施の形態の成形金型で成形してえられた光学素子の断面図を示す。図3において、9は光学有効面を示す。
【0016】
図2に本実施の形態における光学素子用成形金型の詳細図を示す。図2は図1における点線の位置までの金型の図である。本成形において得られた光学素子の中心厚みHを所定の寸法に調整する際には、インサートの裏面を加工するか、あるいはスペーサを入れて調整をする。調整代は図2に示すように、調整代8a、調整代8bの範囲内で行う。このとき、可動側インサート金型1の位置Xが厚み調整代8aの範囲内を超えないようにする。また、固定側インサート金型2の位置Yが、厚み調整代8bの範囲内を超えないようにする。
【0017】
レンズ厚み調整代を超える位置にインサートが配置された状態で成形して得た光学素子は、図3に示す光学素子断面のコバ部厚み寸法Kが大きくなり、光ディスク装置等のピックアップレンズ性能に影響がでる可能性がある。従って、金型設計においては、レンズ厚み調整代を考慮し、調整代8a、調整代8bの寸法を決定する。
【0018】
本発明の実施の形態の金型では、可動側インサート金型ならびに固定側インサート金型の光学素子転写面と転写面から連続したストレート部を設けた一体構造であるため、本実施の形態の金型で射出成形して得られた光学素子の光学素子転写面と、転写面から連続したストレート部にはバリ等のない光学素子が得られた。合わせ面より後退した位置であるために、外周面に切り欠きができ、レンズ組み立て時にレンズホルダーのレンズ当たり部に凹部等の逃がし部を設ける必要が無くなる。
【0019】
本実施の形態の金型で射出成形して得られる光学素子は、光ディスク装置等に搭載されるピックアプレンズの組立の際にも、レンズホルダーと光学素子との接着の際にもバリ等の影響がなく、組立が可能となる。
【0020】
(実施の形態2)
図4は本実施の形態の基本的な構造であり、実施の形態1と同様である。図4(a)は本実施の形態における金型の実施の形態1における点線までの断面図を示す。
【0021】
実施の形態1と同様に、可動側インサート金型1と可動側金型3a、固定側インサート2と固定側金型3bで囲まれる空間に、ゲート部4から溶融樹脂を充填して、光学素子を成形する。パーティング面5は可動側金型3aと固定側金型3bが当接する面である。可動側金型3aには光学素子の外径部分7と、切り欠き部6c、6dが、固定側金型3bは、切り欠き部6a、6bが配置された構成となっている。以上の構成を有する金型において、本実施の形態における成形金型は、図3に示すような両凸形状の光学素子を射出成形で得る場合、図4に示すように、光学素子の光学有効面の曲率の小さい方の面(R1)を形成するインサート金型を固定側とし、もう一方の光学有効面(R2)を形成するインサート金型を可動側として配置する。
【0022】
以上の構成を有する金型に溶融樹脂を射出成形して得られる光学素子は可動側金型3a、固定側金型3bを開いた後、可動側インサート金型1を前進させて光学素子10を可動側金型3aから離型させて取り出す。その後ゲート部4をカットして光学素子が得られる。光学素子の光学有効面の曲率の小さい方の面は、成形収縮量が大きく、また、光学素子形状全体の精度を決定する重要な箇所であるため、成形途中にできる限り温度分布の発生しない状況にしておく必要がある。
【0023】
成形金型において、可動側インサートは、型開き毎にインサート金型が摺動するため、インサート金型に温度分布が発生し易い。従って、光学素子の光学有効面の曲率の小さい方の面を固定側インサートとすることにより、光学素子の性能を良好にし、量産時に安定した製造が保証される。
【0024】
また、光学素子に回折面を付与した形状の場合、インサート金型の光学転写面2aの仕上げ加工はめっき面に対して切削加工を行うことが多い。図4(b)に示すように、めっき膜(斜線部)はインサート金型の光学転写面から外周部11にかけて成膜する。こういった金型構成の場合には、切削加工したインサート金型を可動側にすると、摺動によりめっき膜が剥がれやすくなり、金型寿命が短くなる可能性がある。また、剥がれためっき膜が光学転写面に入り込んだ状態で射出成形され、光学転写面に傷を付けたり、光学素子の性能を劣化させたりすることになる。切削加工したインサートを固定側とすることにより、以上のような不良の発生を防止することが可能となる。
【0025】
(実施の形態3)
基本的な構造は図1に示す実施の形態1と同様である。
【0026】
可動側インサート金型1と可動側金型3a、固定側インサート金型2と固定側金型3bで囲まれる空間に、ゲート部4から溶融樹脂を充填して、光学素子を成形する。パーティング面5は金型3aと3bが当接する面である。可動側金型3aには光学素子の外径部分7と、切り欠き部6c、6dが、固定側金型3bは、切り欠き部6a、切り欠け6bが配置された構成となっている。
【0027】
本構成の金型の、可動側インサート金型1と固定側インサート金型2の材料は各々の線膨張係数α1、α3が16×10−6であるSUS316(ステンレス鋼)とし、可動側金型3aと固定側金型3bの各々の材料の線膨張係数α2、α4が11.5×10−6であるHPM38(プリハードン鋼)を使用した。インサート金型の外径はφ5、インサート金型と可動側金型及び固定側金型のクリアランスを5μmとした。
【0028】
以上の構成の金型を130℃の温度に調整し、溶融樹脂を射出して成形し、約50sec後に型開きを行い、可動側インサート金型で突き出して光学素子を取り出して、ゲートカットを行い、光学素子を得た。成形途中のクリアランスは、前記の線膨張係数の関係から、膨張量に差がでるために、5μmから約2μmに減少し、可動側と固定側のインサートの同軸精度が向上した状態で成形されることになる。従って、本成形金型において、成形で得られた光学素子の光学性能は、光軸ずれが小さくなり、性能に優れたものとなる。
【0029】
なお、本実施の形態では、可動側インサートと固定側インサート金型の線膨張係数が同じ材質(ステンレス銅)のものを使用し、可動側金型と固定側金型の、膨張係数が同じ材質(プリハードン銅)のものを使用したが、これに限定するものではない。可動側インサート金型の材料の膨張係数α1と可動側金型の材料の膨張係数α2がα1≧α2の関係を満たすものであればよく、可動側インサート型の線膨張係数が可動側金型の線膨張係数よりも大きい材質の金型とすることで、成形時のクリアランスがより小さくなり、摺動による位置ずれ誤差等がなくなり、性能の良好な光学素子が得られる。また、固定型インサート金型の材料の膨張係数α3と固定側金型の材料の膨張係数α4の関係がα3≧α4のものであればよく、摺動しないため、成形中のクリアランスが0となるような材質を選定することも可能である。
【0030】
【発明の効果】
以上説明したように、本発明によれば、光学素子にバリ等が発生せず、光ピックアップ等のボビンに光学素子を載置、接着等が容易に行える。
【0031】
また、光学素子の曲率半径の小さい方の面を形成するインサート金型を固定側としたことにより、光学特性に優れた光学素子を実現できる。
【0032】
また、可動側インサート金型の材料の線膨張係数α1と可動側金型の材料の線膨張係数α2の関係が、α1≧α2であり、該固定側インサート金型の材料の線膨張係数α3、固定側金型の材料の線膨張係数α4の関係が、α3≧α4である金型構成とすることにより、光軸ずれのない光学特性に優れた光学素子が得られる。
【図面の簡単な説明】
【図1】本発明の実施の形態1における光学素子用成形金型の構成を示す断面図
【図2】本発明の実施の形態1における光学素子用成形金型の詳細図
【図3】本発明の実施の形態1における光学素子用成形金型で成形して得られた光学素子の断面図
【図4】(a).(b)は本発明の実施の形態2における光学素子用成形金型の詳細図
【図5】従来の成形金型の断面図
【符号の説明】
1 可動側インサート金型
2 固定側インサート金型
3a 可動側金型
3b 固定側金型
4 ゲート部
5 合わせ面(パーティング)
6a〜6d 切欠き
7 外径部
8a、8b 厚み調整代
9 光学有効面
10 光学素子
Claims (5)
- 摺動可能な可動側インサート金型と、摺動しない固定側インサート金型と、前記可動側インサート金型を保持し、光学素子外径の一部を形成するための可動側金型と、前記固定側インサート金型を保持し、光学素子外径の一部を形成するための固定側金型とを備えた成形金型であって、インサート金型は光学転写面と、前記光学転写面から連続したストレート部を設けた一体構造であり、各々のインサート金型の前記ストレート部は前記摺動側金型と前記固定側金型の合わせ面より後退させた所定の位置となるように配置されていることを特徴とする光学素子用成形金型。
- 摺動可能な可動側インサート金型と、摺動しない固定側インサート金型と、前記可動側インサート金型を保持し、光学素子外径の一部を形成するための可動側金型と、前記固定側インサート金型を保持し、光学素子外径の一部を形成するための固定側金型とを備えた成形金型であって、光学素子の曲率半径の小さい方の面を形成するインサート金型が固定側とされていることを特徴とする光学素子用成形金型。
- 摺動可能な可動側インサート金型と摺動しない固定側インサート金型と、前記可動側インサート金型を保持し、光学素子外径の一部を形成するための可動側金型と、前記固定側インサート金型を保持し、光学素子外径の一部を形成するための固定側金型とを備えた成形金型であって、前記可動側インサート金型の材料の線膨張係数α1と前記可動側金型の材料の線膨張係数α2の関係が、α1≧α2であり、前記固定側インサート金型の材料の線膨張係数α3と、前記固定側金型の材料の線膨張係数α4の関係が、α3≧α4であることを特徴とする光学素子用成形金型。
- 摺動可能な可動側インサート金型と、摺動しない固定側インサート金型と、前記可動側インサート金型を保持し、光学素子外径の一部を形成するための可動側金型と、前記固定側インサート金型を保持し、光学素子外径の一部を形成するための固定側金型とを備えた成形金型に溶融樹脂を射出し、前記可動側インサート金型かあるいは前記固定側インサートで成形される光学素子のいずれか一方の面の成形面の外周部に切り欠き形状を形成し、金型から光学素子成形品を離型させることを特徴とする光学素子の成形方法。
- 請求項1ないし請求項3のいずれかに記載の光学素子用成形金型を用い、請求項4に記載の光学素子の成形方法により形成したことを特徴とする光学素子。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003085602A JP2004291341A (ja) | 2003-03-26 | 2003-03-26 | 光学素子用成形金型及び光学素子の成形方法並びに光学素子 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003085602A JP2004291341A (ja) | 2003-03-26 | 2003-03-26 | 光学素子用成形金型及び光学素子の成形方法並びに光学素子 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004291341A true JP2004291341A (ja) | 2004-10-21 |
| JP2004291341A5 JP2004291341A5 (ja) | 2005-05-26 |
Family
ID=33400484
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003085602A Pending JP2004291341A (ja) | 2003-03-26 | 2003-03-26 | 光学素子用成形金型及び光学素子の成形方法並びに光学素子 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004291341A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006218634A (ja) * | 2005-02-08 | 2006-08-24 | Toho Tenax Co Ltd | 一面が開口したfrp製の中空の直方体の成形方法及び成形用金型 |
| JP2011156870A (ja) * | 2006-11-01 | 2011-08-18 | Konica Minolta Opto Inc | 光学素子及び樹脂成形用金型並びに光学素子製造方法 |
| CN108312430A (zh) * | 2018-01-12 | 2018-07-24 | 福建富兰光学有限公司 | 一种带柱面光学球罩及其模具 |
-
2003
- 2003-03-26 JP JP2003085602A patent/JP2004291341A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006218634A (ja) * | 2005-02-08 | 2006-08-24 | Toho Tenax Co Ltd | 一面が開口したfrp製の中空の直方体の成形方法及び成形用金型 |
| JP4616659B2 (ja) * | 2005-02-08 | 2011-01-19 | 東邦テナックス株式会社 | 一面が開口したfrp製の中空の直方体の成形方法及び成形用金型 |
| JP2011156870A (ja) * | 2006-11-01 | 2011-08-18 | Konica Minolta Opto Inc | 光学素子及び樹脂成形用金型並びに光学素子製造方法 |
| CN108312430A (zh) * | 2018-01-12 | 2018-07-24 | 福建富兰光学有限公司 | 一种带柱面光学球罩及其模具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2010012694A (ja) | 樹脂レンズおよび樹脂レンズの成形方法 | |
| JP2008155577A (ja) | レンズ成形用金型およびレンズの製造方法 | |
| JP2004318055A (ja) | 光学素子及び光学素子成形型及び光学素子成形方法 | |
| JP2004291341A (ja) | 光学素子用成形金型及び光学素子の成形方法並びに光学素子 | |
| EP1192034B1 (en) | Method of forming an optical disk with reduced edge wedge | |
| JP4769654B2 (ja) | ブルーレイディスクの製造方法 | |
| US6881051B2 (en) | Mold for injection molding of disc substrate | |
| JP3401795B2 (ja) | ディスク基板の製造方法 | |
| JP3262987B2 (ja) | 光学部品の成形方法 | |
| JPH1186352A (ja) | 薄物ディスク基板の成形方法およびその成形用金型 | |
| JP2008257261A (ja) | 光学素子及び光学素子成形型及び光学素子成形方法 | |
| JPH09295319A (ja) | ディスク基板の成形用金型 | |
| JP5892993B2 (ja) | 樹脂レンズおよび樹脂レンズの製造方法 | |
| US10527813B2 (en) | Optical part and method for manufacturing optical part | |
| JP2004291341A5 (ja) | ||
| JP2007276440A (ja) | 光記録媒体基板およびその成形金型 | |
| JP4093686B2 (ja) | ディスク基板の成形金型及び成形装置 | |
| JP5416633B2 (ja) | 樹脂レンズおよび樹脂レンズの製造方法 | |
| JP2000263615A (ja) | 光情報記録媒体基板の成形金型 | |
| JP3383387B2 (ja) | 光ディスク用基板及びこの光ディスク用基板の成形用金型 | |
| JP2677432B2 (ja) | 成形用金型 | |
| JP3241446B2 (ja) | 光情報記録媒体基板の製造装置及び製造方法 | |
| JP2005193646A (ja) | 光学素子及び光学素子成形型 | |
| JP4046881B2 (ja) | 光ディスク及びその製造方法 | |
| JPH0831023A (ja) | 中心部に貫通孔を有しないディスクの製造方法及び中心部に小径貫通孔を有するディスクの製造方法並びにディスク |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040803 |
|
| A621 | Written request for application examination |
Effective date: 20040803 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061121 |
|
| A521 | Written amendment |
Effective date: 20070117 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070731 |
|
| A02 | Decision of refusal |
Effective date: 20090106 Free format text: JAPANESE INTERMEDIATE CODE: A02 |