EP2108467B1 - Verfahren zur Herstellung von hochmaßhaltigen Halbschalen - Google Patents
Verfahren zur Herstellung von hochmaßhaltigen Halbschalen Download PDFInfo
- Publication number
- EP2108467B1 EP2108467B1 EP09156326.2A EP09156326A EP2108467B1 EP 2108467 B1 EP2108467 B1 EP 2108467B1 EP 09156326 A EP09156326 A EP 09156326A EP 2108467 B1 EP2108467 B1 EP 2108467B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- blank
- bulges
- punch
- process step
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/201—Work-pieces; preparation of the work-pieces, e.g. lubricating, coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D13/00—Corrugating sheet metal, rods or profiles; Bending sheet metal, rods or profiles into wave form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/22—Deep-drawing with devices for holding the edge of the blanks
Definitions
- the invention relates to a method for forming blanks by drawing in a tool with a punch, a die and a hold-down.
- the dimensional accuracy of half-shell parts which are produced by pulling a board, is regularly subject to quality problems in manufacturing.
- High demands on the dimensional stability are made especially in the automotive industry, since the half-shell parts often interact with other components or half-shell parts or must be joined with them.
- the dimensional stability of formed blanks is significantly influenced by the fact that by forming processes stresses are introduced into the boards, which make themselves felt by a springback of the formed board after forming. This significantly reduces the dimensional accuracy of the reshaped board and greatly complicates the manufacturing process for high precision components. So far, this problem has been solved by making a preform to reshape it into another endform tool. Due to the intermediate step of preforming, on the one hand, the strains introduced per forming step are not so great. On the other hand, however, arise due to the intermediate step of producing an intermediate form relatively high costs. Above all, the forming tools for the preform but also the extension of the production times by two separate steps lead to a cost burden of the entire process to the production of the
- German patent application DE 197 42 818 A1 the production of a structural component for motor vehicles is known, which has a reinforcing plate, which provides a deformation reserve by depressions and elevations in the deformation of the base plate and the reinforcing plate.
- the reinforcing plate provided with elevations and depressions to prevent wrinkling or cracking during the common deformation with the base plate.
- the said German patent application thus deals with the transformation of reinforced or "patched" boards. Although cracks and wrinkles during forming can be prevented by providing deformation reserves in the form of bulges for the reinforcing sheet. However, the dimensional accuracy of the reshaped board outside the reinforced area is not improved.
- the European patent EP 1 708 832 B1 discloses a hydroforming a board with bulges and / or depressions, which is to be increased by the bulges / depressions, the maximum degree of deformation. Hydroforming can only be used in combination with closed hollow sections. Therefore, no half shells are produced by this method. In addition, the active-media-based forming is very complex and relatively expensive compared to conventional thermoforming.
- the object of the present invention is to provide a method for forming blanks by drawing in a tool with a punch, a die and a blank holder provide, with which high-dimensional, formed plates can be produced, which are particularly suitable due to the high dimensional accuracy in the automotive industry.
- the above-described object is achieved for a generic method in that a board with a plurality of introduced bulges in a tool, such as a die is introduced, the hold-down in the flange portions of the board in a first process section in a first position is added, which corresponds to the height of the bulges of the flange portions of the board added to the board thickness, the hold down the flange portions of the board holds down in this position, the board is preformed using the punch in the first process section in the tool and in a second process section of Downholder and the punch are brought into the end positions, so that the board is formed by the punch to the final shape and the hold-down smooths the bulges of the flange portions of the board.
- deformation reserves can be made available by the method according to the invention during the forming of the blanks and the blank can be upset during its deformation over its entire cross-sectional length. Due to the improved deformation reserves due to the provision of material in the bulges, larger degrees of deformation during drawing can be achieved. It can be aligned by the compression of the board over its entire cross-sectional length existing voltages. This leads to particularly dimensionally stable components, since a springback or a reverse deformation of the components then mainly in one Direction takes place. According to the invention, in the first method section, the deformation reserve is utilized, in particular in the transition areas between the punch and the drawing radius, which are provided by the bulges.
- both process sections preferably take place in the same tool, for example in the same die, so that over the previously known preforms significant cost savings and at the same time highly dimensional components can be made available.
- the bulges in the preformed board and in the second process section first the hold-down and then the punch is brought to the end positions, so that first in the region of the blank and then in the remaining area Bumps are smoothed.
- the stresses in the drawn component can be aligned particularly well and reliably.
- the blanks of steel or a higher or highest strength steel alloy are prone to problems in terms of dimensional stability by spring back, so that the inventive method is particularly advantageous for these materials.
- Higher and highest strength steel alloys offer the advantage of providing particularly low wall thicknesses with constant strength, so that weight savings are possible.
- a drawing gap between the blank and the tool greater than or equal to the height of the bulges added to the sheet thickness is provided. This will needed in particular if substantially vertical frames are to be produced while maintaining the bulge structure.
- the surface of the buckled board is 0.1-10% greater than that of a planar board.
- bulges with a circular, elliptical, polygonal and / or elongated opening surface are provided as bulges, which can be arranged one or mutually.
- These can be readily provided in upstream processes for manufacturing the boards, for example by band-wise embossing using rollers.
- the bulges on the board are arranged such that evenly distributed on the board even spaces between the bulges arise. This is particularly important in the case of using, for example, bulges with elliptical and / or elongated opening surfaces.
- Fig. 1 in a perspective view of a board 1, which has a plurality of bulges 2.
- the bulges are regularly arranged and, as in Fig. 1 indicated, provided with a circular opening area. But it can also be provided on the board other bulges, such as FIGS. 2 and 3 demonstrate.
- Fig. 2 a section of a board is shown in a plan view, wherein bulges 2 'are provided with a square base and a regular arrangement.
- Fig. 3 elongated beads 2 "are provided as bulges
- the bulges serve to provide deformation reserves of the board, as they must be provided in a conversion according to the invention in a tool to produce high-dimensional components.
- FIG. 4 An embodiment of the method according to the invention shows Fig. 4 in a schematic sectional view of a die 3 for producing a half-shell from a circuit board by pulling.
- the die 3 has a hold-down 4, a punch 5 and a die 6, wherein the board 1 is pulled into the die 6 using the punch 5.
- the hold-4 is brought in accordance with the first method section according to the invention, in a position which corresponds to the height of the bulges added to the board thickness. In this position, the hold-down 4 on the bulges 2 contact with the board 1, thus keeping the board 1 in position during the first stage of the process.
- the punch 5 now forms the plate 1 provided with the bulges 2 in the region of the depression 7 of the die 6.
- the bulges in the region of the drawing radius between the later frame of the formed blank 1 and held by the hold-4 flange area of the board 1 are maintained or remain, such as Fig. 5 shows.
- Fig. 5 the end of the first method section of the embodiment of the method according to the invention is shown.
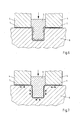
- Fig. 7 shows the die 3 from Fig. 4 at the end of the second process section in the embodiment with a one-piece punch.
- the gap during preforming or drawing for example, by a telescopic punch structure analogous to the punch 5 'can be achieved.
- This has in preference first a corresponding big gap 8 up.
- a transformation to the final shape of the half-shell can also be achieved by a stamp, which has, for example, extendable embossing elements, with which the stamp shapes the board to the final shape.
- a stamp change in the second stage of the procedure is therefore not absolutely necessary. Stamps of this type are not shown in the figures.
- the punch 5 still has extensions 5a and 5b, which encompass the area of the drawing radius between the frame and the flange area.
- a compression over the entire cross section of the component is achieved by the bulges are completely pushed out of the board 1 at the end of the second process section or smoothed.
- the reshaped board, i. Therefore, the present half-shell has a particularly high dimensional stability, since due to the upsetting over the entire cross-sectional area introduced stresses can be substantially completely degraded and targeted, so that almost no springback occur.
- the method according to the invention combines this advantage with the provision of very large degrees of deformation, which are advantageous in particular when using blanks made from higher-strength or very high-strength steels.
Description
- Die Erfindung betrifft ein Verfahren zum Umformen von Platinen durch Ziehen in einem Werkzeug mit einem Stempel, einer Matrize und einem Niederhalter.
- Die Maßhaltigkeit von Halbschalenteilen, welche durch Ziehen einer Platine hergestellt werden, ist regelmäßig Gegenstand von Qualitätsproblemen in der Fertigung. Hohe Anforderungen an die Maßhaltigkeit werden insbesondere im Kraftfahrzeugbau gestellt, da die Halbschalenteile häufig mit anderen Bauteilen oder Halbschalenteilen zusammenwirken oder mit diesen gefügt werden müssen. Die Maßhaltigkeit von umgeformten Platinen wird wesentlich dadurch beeinflusst, dass durch Umformprozesse Spannungen in die Platinen eingebracht werden, welche sich durch eine Rückfederung der umgeformten Platine nach dem Umformen bemerkbar machen. Dies verringert die Maßhaltigkeit der umgeformten Platine deutlich und erschwert den Herstellungsprozess für hoch präzise Bauteile erheblich. Bislang wurde dieses Problem gelöst, indem eine Vorform hergestellt wurde, um diese in einem weiteren Werkzeug zur Endform umzuformen. Durch den Zwischenschritt der Vorformerstellung sind einerseits die pro Umformschritt eingebrachten Dehnungen nicht so groß. Andererseits hingegen entstehen aufgrund des Zwischenschrittes der Herstellung einer Zwischenform relativ hohe Kosten. Vor allem die Umformwerkzeuge für die Vorform aber auch die Verlängerung der Herstellzeiten durch zwei getrennte Arbeitsschritte führen zu einer Kostenbelastung des Gesamtprozesses bis zur Herstellung des fertigen Bauteils.
- Aus der deutschen Offenlegungsschrift
DE 197 42 818 A1 ist daneben die Herstellung eines Strukturbauteils für Kraftfahrzeuge bekannt, welches ein Verstärkungsblech aufweist, das durch Vertiefungen und Erhöhungen eine Verformungsreserve bei der Verformung des Grundblechs und des Verstärkungsblechs bereitstellt. Das mit Erhöhungen und Vertiefungen versehene Verstärkungsblech soll eine Faltenbildung bzw. eine Rissbildung während der gemeinsamen Umformung mit dem Grundblech verhindern. Die genannte deutsche Offenlegungsschrift beschäftigt sich also mit der Umformung verstärkter bzw. "gepatchter" Platinen. Zwar können für das Verstärkungsblech Risse und Faltenbildung während der Umformung durch Bereitstellen von Verformungsreserven in Form der Aufwölbungen verhindert werden. Die Maßhaltigkeit der umgeformten Platine außerhalb des verstärkten Bereichs wird allerdings nicht verbessert. - Die europäische Patentschrift
EP 1 708 832 B1 offenbart ein Innenhochdruckumformen einer Platine mit Aufwölbungen und/oder Vertiefungen, wobei durch die Aufwölbungen/Vertiefungen der maximale Umformgrad erhöht werden soll. Innenhochdruckumformung ist nur in Kombination mit geschlossenen Hohlprofilen anwendbar. Daher werden keine Halbschalen mit diesem Verfahren hergestellt. Zudem ist die wirkmedienbasierte Umformung sehr aufwändig und verhältnismäßig teuer gegenüber dem konventionellen Tiefziehen. - Aus der internationalen Patentanmeldung
WO 2005/053871 A1 ist darüber hinaus ein Verfahren zur Herstellung eines Hohlprofils mit Aufwölbungen bekannt. Ferner ist aus der französischen Patentanmeldung bekannt, Vertiefungen in ein blech einzuwalzen und das Blech anschließend einem Streckziehen zu unterziehen. Schließlich ist aus der britischen PatentschriftGB 808,335 - Von diesem Stand der Technik ausgehend hat sich die vorliegende Erfindung zur Aufgabe gestellt, ein Verfahren zum Umformen von Platinen durch Ziehen in einem Werkzeug mit einem Stempel, einer Matrize und einem Niederhalter zur Verfügung zu stellen, mit welchem hochmaßhaltige, umgeformte Platinen erzeugt werden können, die aufgrund der hohen Maßhaltigkeit besonders gut im Kraftfahrzeugbau verwendbar sind.
- Gemäß einer ersten Lehre der vorliegenden Erfindung wird die oben aufgezeigte Aufgabe für ein gattungsgemäßes Verfahren dadurch gelöst, dass eine Platine mit einer Vielzahl eingebrachter Aufwölbungen in ein Werkzeug, beispielsweise ein Gesenk, eingebracht wird, der Niederhalter in den Flanschbereichen der Platine in einem ersten Verfahrensabschnitt in eine erste Position gebracht wird, welche der Höhe der Aufwölbungen der Flanschbereiche der Platine addiert zur Platinendicke entspricht, der Niederhalter die Flanschbereiche der Platine in dieser Position niederhält, die Platine unter Verwendung des Stempels im ersten Verfahrensabschnitt im Werkzeug vorgeformt wird und in einem zweiten Verfahrensabschnitt der Niederhalter und der Stempel in die Endlagen gebracht werden, so dass die Platine durch den Stempel zur Endform umgeformt wird und der Niederhalter die Aufwölbungen der Flanschbereiche der Platine glättet.
- Es hat sich gezeigt, dass durch das erfindungsgemäße Verfahren beim Umformen der Platinen Verformungsreserven zur Verfügung gestellt werden können und die Platine während des Umformens auf ihrer gesamten Querschnittslänge gestaucht werden kann. Durch die verbesserten Verformungsreserven aufgrund der Materialbereitstellung in den Aufwölbungen, sind größere Umformgrade beim Ziehen erzielbar. Es können durch die Stauchung der Platine auf ihrer gesamten Querschnittslänge vorhandene Spannungen ausgerichtet werden. Dies führt zu besonders maßhaltigen Bauteilen, da eine Rückfederung oder eine Rückumformung der Bauteile dann hauptsächlich in eine Richtung erfolgt. Erfindungsgemäß wird im ersten Verfahrensabschnitt die Verformungsreserve insbesondere in den Übergangsbereichen zwischen Stempel und Ziehradius, welche durch die Aufwölbungen zur Verfügung gestellt werden, genutzt. Im zweiten Verfahrensabschnitt, welcher eher einem Prägen entspricht, erfolgt dann die Stauchung der Aufwölbungen und damit des nahezu fertig geformten Bauteils über seine gesamte Querschnittsfläche. Beide Verfahrensabschnitte finden vorzugsweise im gleichen Werkzeug, beispielsweise im gleichen Gesenk statt, so dass gegenüber dem bisher bekannten Vorformen deutliche Kosteneinsparungen ermöglicht und gleichzeitig hochmaßhaltige Bauteile zur Verfügung gestellt werden können.
- Besonders ausgeprägt ist der Vorteil des erfindungsgemäßen Verfahrens bei der Herstellung von halbschalenförmigen Bauteilen, d.h. bei Bauteilen, die beim konventionellen Herstellverfahren häufig von einer starken Rückfederung betroffen sind. Das erfindungsgemäße Verfahren führt zu einer deutlichen Reduzierung der Rückfederung und damit zu einer wesentlichen Steigerung der Maßhaltigkeit der Halbschalen.
- Gemäß einer ersten Ausgestaltung der vorliegenden Erfindung bleiben während des ersten Verfahrensabschnitts die Aufwölbungen in der vorgeformten Platine bestehen und in dem zweiten Verfahrensabschnitt wird zuerst der Niederhalter und anschließend der Stempel in die Endlagen gebracht, so dass zuerst im Bereich des Niederhalters und dann im restlichen Bereich die Aufwölbungen geglättet werden. Hierdurch können die Spannungen im gezogenen Bauteil besonders gut und prozesssicher ausgerichtet werden.
- Vorzugsweise bestehen gemäß einer weiteren Ausgestaltung der vorliegenden Erfindung die Platinen aus Stahl oder einer höher- oder höchstfesten Stahllegierung. Insbesondere umgeformte Bauteile aus Stahl oder Stahllegierungen neigen zu Problemen im Hinblick auf die Maßhaltigkeit durch Rückfederungen, so dass das erfindungsgemäße Verfahren bei diesen Werkstoffen besonders vorteilhaft ist. Höher- und höchstfeste Stahllegierungen bieten den Vorteil besonders geringe Wanddicken bei gleichbleibender Festigkeit zur Verfügung zu stellen, so dass Gewichtseinsparungen möglich sind.
- Vorzugsweise sind gemäß einer nächsten Ausgestaltung des erfindungsgemäßen Verfahrens am Ende des Ziehvorgangs alle Aufwölbungen der Platine geglättet, so dass die maximale Verformungsreserve der Platine ausgenutzt wird und gleichzeitig eine Reduzierung der Rückfederung erfolgt ist.
- Werden die Aufwölbungen im ersten Verfahrensabschnitt in Einlaufbereichen zwischen Flansch und Zargen gestreckt, sind aufgrund des zusätzlich zur Verfügung gestellten Materials besonders hohe Umformgrade des Ziehradius möglich.
- Weist der Stempel des Werkzeugs eine Erweiterung in Richtung des Ziehradius auf, welche den Ziehradius am Bauteil erzeugt, kann eine unerwünschte Eckenbildung beim zweiten Verfahrensabschnitt verhindert werden.
- Sollen in bevorzugter Weise die Aufwölbungen im Zargenbereich aufrechterhalten werden, wird ein Ziehspalt zwischen Platine und Werkzeug größer oder gleich der Höhe der Aufwölbungen addiert zu der Blechdicke bereitgestellt. Dies wird insbesondere dann benötigt, wenn im Wesentlichen senkrechte Zargen unter Aufrechterhaltung der Aufwölbungsstruktur hergestellt werden sollen.
- Ist der Ziehspalt zwischen Platine und Werkzeug annähernd Null, kann die Glättung aller Aufwölbungen der Platine im zweiten Verfahrensabschnitt erfolgen.
- Ein Kompromiss zwischen guter Verformungsreserve, einfacher Umformbarkeit und einem optimierten Materialfluss kann dadurch erreicht werden, dass gemäß einer nächsten weitergebildeten Ausführungsform des erfindungsgemäßen Verfahrens die Oberfläche der mit Aufwölbungen versehenen Platine 0,1-10% größer ist als die einer ebenen Platine.
- Bevorzugt sind als Aufwölbungen Noppen mit einer kreisförmigen, elliptischen, vieleckigen und/oder lang gestreckten Öffnungsfläche vorgesehen, die ein- oder wechselseitig angeordnet sein können. Diese können einfach in vorgelagerten Prozessen zur Herstellung der Platinen, beispielsweise durch bandweises Prägen unter Verwendung von Walzen, bereitgestellt werden.
- Um einer ungleichmäßigen Verteilung der Verformungsreserven der Platine während der Umformung vorzubeugen, sind die Aufwölbungen auf der Platine derart angeordnet, dass auf der Platine gleichverteilte ebene Zwischenräume zwischen den Aufwölbungen entstehen. Besonders wichtig ist dies im Falle der Verwendung von beispielsweise Aufwölbungen mit elliptischen und/oder langgestreckten Öffnungsflächen.
- Es gibt nun eine Vielzahl von Möglichkeiten, das erfindungsgemäße Verfahren zur Herstellung von umgeformten Platinen auszugestalten und weiterzubilden. Hierzu wird verwiesen auf die dem Patentanspruch 1 nachgeordneten Patentansprüche sowie auf die Beschreibung von Ausführungsbeispielen in Verbindung mit der Zeichnung. Die Zeichnung zeigt in
- Fig. 1
- eine perspektivische Darstellung einer gemäß einem Ausführungsbeispiel des erfindungsgemäßen Verfahrens zu verwendenden Platine mit Aufwölbungen,
- Fig. 2, 3
- schematische Draufsichten auf unterschiedliche Aufwölbungen einer Platine,
- Fig. 4 bis 7
- eine schematische Schnittansicht eines Werkzeugs in Form eines Gesenks während der Durchführung eines Ausführungsbeispiels des erfindungsgemäßen Verfahrens.
- Zunächst zeigt
Fig. 1 in einer perspektivischen Ansicht eine Platine 1, welche eine Vielzahl von Aufwölbungen 2 aufweist. Vorzugsweise sind die Aufwölbungen regelmäßig angeordnet und, wie inFig. 1 angedeutet, mit einer kreisförmigen Öffnungsfläche versehen. Es können aber auch andere Aufwölbungen auf der Platine vorgesehen sein, wie beispielsweiseFig. 2 und 3 zeigen. InFig. 2 ist ein Ausschnitt einer Platine in einer Draufsicht dargestellt, wobei Aufwölbungen 2' mit einer quadratischen Grundfläche und einer regelmäßigen Anordnung vorgesehen sind. InFig. 3 sind langgestreckte Wulste 2" als Aufwölbungen vorgesehen. Die Aufwölbungen dienen zur Bereitstellung von Verformungsreserven der Platine, wie sie bei einer erfindungsgemäßen Umformung in einem Werkzeug bereitgestellt werden müssen, um hochmaßhaltige Bauteile herzustellen. - Ein Ausführungsbeispiel des erfindungsgemäßen Verfahrens zeigt
Fig. 4 in einer schematischen Schnittansicht eines Gesenks 3 zur Herstellung einer Halbschale aus einer Platine durch Ziehen. Das Gesenk 3 weist einen Niederhalter 4, einen Stempel 5 und eine Matrize 6 auf, wobei die Platine 1 in die Matrize 6 unter Verwendung des Stempels 5 gezogen wird. WieFig. 4 zu erkennen ist, wird der Niederhalter 4, entsprechend dem ersten erfindungsgemäßen Verfahrensabschnitt, in eine Position gebracht, die der Höhe der Aufwölbungen addiert zur Platinendicke entspricht. In dieser Position hat der Niederhalter 4 über die Aufwölbungen 2 Kontakt mit der Platine 1 und hält so die Platine 1 während des ersten Verfahrensabschnitts in Position. - Der Stempel 5 formt nun die mit den Aufwölbungen 2 versehene Platine 1 im Bereich der Vertiefung 7 der Matrize 6 um. Durch Einfahren des Stempels 5 in die Matrize 6 werden die Aufwölbungen im Bereich des Ziehradius zwischen der späteren Zarge der umgeformten Platine 1 und dem durch die Niederhalter 4 gehaltenen Flanschbereich der Platine 1 aufrechterhalten bzw. bleiben bestehen, wie
Fig. 5 zeigt. - In
Fig. 5 ist das Ende des ersten Verfahrensabschnitts des Ausführungsbeispiels des erfindungsgemäßen Verfahrens dargestellt. Durch die Wahl der Position der Niederhalter 4 und das Vorsehen eines Ziehspaltes 8, welcher größer oder gleich der Höhe der Aufwölbungen addiert zur Platinendicke ist, wird erreicht, dass die Materialreserven zum Richten der Spannungen durch die Aufwölbungen zu einem großen Teil bis zum Ende des Vorformens erhalten bleiben. - Ein vollständiges Herausdrücken der Aufwölbungen im Bereich des Niederhalters 4, d.h. im Bereich des Flansches der Halbschale, wird dadurch erreicht, dass der Niederhalter weiter heruntergefahren wird, wie in
Fig. 6 zu erkennen ist. -
Fig. 7 zeigt das Gesenk 3 ausFig. 4 am Ende des zweiten Verfahrensabschnitts in der Ausführung mit einem einteiligen Stempel. Im Falle von senkrechten Zargen, wie im vorliegend dargestellte Ausführungsbeispiel, kann der Spalt beim Vorformen bzw. Vorziehen beispielsweise auch durch einen teleskopartigen Stempelaufbau analog zum Stempel 5' erreicht werden. Dieser weist im Vorzug zunächst einen entsprechenden großen Spalt 8 auf. Durch Absenken des teleskopartigen umhüllenden Fertig-Stempels wird letztlich der Spalt beseitigt. Eine Umformung auf die Endform der Halbschale kann aber auch durch einen Stempel erreicht werden, welcher beispielsweise ausfahrbare Prägeelemente aufweist, mit welchen der Stempel die Platine zur Endform formt. Ein Stempelwechsel im zweiten Verfahrensabschnitt ist damit nicht unbedingt notwendig. Stempel dieser Art sind in den Figuren nicht dargestellt. - Der Stempel 5' weist noch Erweiterungen 5a und 5b auf, die den Bereich des Ziehradius zwischen Zarge und Flanschbereich um- bzw. ausformen. Im vorliegenden Ausführungsbeispiel des erfindungsgemäßen Verfahrens wird eine Stauchung über den gesamten Querschnitt des Bauteils erreicht, indem die Aufwölbungen vollständig aus der Platine 1 am Ende des zweiten Verfahrensabschnitts herausgedrückt werden bzw. geglättet sind. Die umgeformte Platine, d.h. die vorliegende Halbschale, weist deshalb eine besonders hohe Maßhaltigkeit auf, da aufgrund des Stauchens über die gesamte Querschnittsfläche eingebrachte Spannungen im Wesentlichen vollständig abgebaut und gezielt gerichtet werden können, so dass nahezu keine Rückfederungen auftreten. Gleichzeitig kombiniert das erfindungsgemäße Verfahren diesen Vorteil mit der Bereitstellung sehr großer Umformgrade, welche insbesondere bei der Verwendung von Platinen aus höher- oder höchstfesten Stählen vorteilhaft sind.
Claims (10)
- Verfahren zum Umformen von Platinen durch Ziehen in einem Werkzeug mit einem Stempel, einer Matrize und einem Niederhalter,
dadurch gekennzeichnet, dass eine Platine mit einer Vielzahl eingebrachter Aufwölbungen in ein Werkzeug eingebracht wird, der Niederhalter in den Flanschbereichen der Platine in einem ersten Verfahrensabschnitt in eine erste Position gebracht wird, welche der Höhe der Aufwölbungen des Flanschbereichs der Platine addiert zur Platinendicke entspricht, der Niederhalter die Flanschbereiche der Platine in dieser Position niederhält, die Platine unter Verwendung des Stempels im ersten Verfahrensabschnitt im Werkzeug vorgeformt wird und in einem zweiten Verfahrensabschnitt der Niederhalter und der Stempel in die Endlagen gebracht werden, so dass die Platine durch den Stempel zur Endform umgeformt wird und der Niederhalter die Aufwölbungen der Flanschbereiche der Platine glättet. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet, dass während des ersten Verfahrensabschnitts die Aufwölbungen in der vorgeformten Platine bestehen bleiben und in dem zweiten Verfahrensabschnitt zuerst der Niederhalter und anschließend der Stempel in die Endlagen gebracht wird, so dass zuerst im Bereich des Niederhalters und dann im restlichen Bereich die Aufwölbungen geglättet werden. - Verfahren nach Anspruch 1 oder 2,
dadurch gekennzeichnet, dass die Platine aus Stahl, vorzugsweise aus einer höher- oder höchstfesten Stahllegierung besteht. - Verfahren nach einem der Ansprüche 1 bis 3,
dadurch gekennzeichnet, dass die Aufwölbungen im ersten Verfahrensabschnitt in Einlaufbereichen des Stempels zwischen Flansch und Zargen gestreckt werden. - Verfahren nach einem der Ansprüche 1 bis 4,
dadurch gekennzeichnet, dass der Stempel des Werkzeugs eine Erweiterung in Richtung des Ziehradius aufweist, welche den Ziehradius am Bauteil im zweiten Verfahrensabschnitt erzeugt. - Verfahren nach einem der Ansprüche 1 bis 5,
dadurch gekennzeichnet, dass im ersten Verfahrensschritt ein Spalt im Bereich der Zargen bereitgestellt wird, welcher größer oder gleich der Höhe der Aufwölbungen addiert zur der Blechdicke ist. - Verfahren nach einem der Ansprüche 1 bis 6,
dadurch gekennzeichnet, dass in der Endformung der Spalt zwischen Platine und Werkzeug annähernd Null ist. - Verfahren nach einem der Ansprüche 1 bis 7,
dadurch gekennzeichnet, dass die Oberfläche der mit Aufwölbungen versehenen Platine 0,1-10% größer ist als die einer ebenen Platine. - Verfahren nach einem der Ansprüche 1 bis 8,
dadurch gekennzeichnet, dass als Aufwölbungen Noppen mit einer kreisförmigen, elliptischen, vieleckigen und/oder langgestreckte Öffnungsfläche vorgesehen sind. - Verfahren nach einem der Ansprüche 1 bis 9,
dadurch gekennzeichnet, dass die Aufwölbungen auf der Platine derart angeordnet sind, dass auf der Platine gleichverteilte, ebene Zwischenräume zwischen den Aufwölbungen entstehen.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008018656A DE102008018656B9 (de) | 2008-04-11 | 2008-04-11 | Verfahren zur Herstellung von hochmaßhaltigen Halbschalen |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2108467A2 EP2108467A2 (de) | 2009-10-14 |
| EP2108467A3 EP2108467A3 (de) | 2013-04-03 |
| EP2108467B1 true EP2108467B1 (de) | 2014-11-26 |
Family
ID=40340332
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09156326.2A Not-in-force EP2108467B1 (de) | 2008-04-11 | 2009-03-26 | Verfahren zur Herstellung von hochmaßhaltigen Halbschalen |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US8240184B2 (de) |
| EP (1) | EP2108467B1 (de) |
| DE (1) | DE102008018656B9 (de) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IL115403A0 (en) | 1995-09-22 | 1995-12-31 | Mul T Lock Technologies Ltd | Locking system for vehicle |
| DE102008037612B4 (de) * | 2008-11-28 | 2014-01-23 | Thyssenkrupp Steel Europe Ag | Verfahren und Werkzeugsatz zur Herstellung von flanschbehafteten, hoch maßhaltigen und tiefgezogenen Halbschalen |
| DE102009003508B4 (de) * | 2009-02-19 | 2013-01-24 | Thyssenkrupp Steel Europe Ag | Verfahren zur Herstellung eines pressgehärteten Metallbauteils |
| CA2685334C (en) * | 2009-10-30 | 2013-03-12 | Honda Motor Co., Ltd. | Scrap shape retention |
| CN105960295B (zh) | 2014-01-28 | 2018-04-24 | 杰富意钢铁株式会社 | 冲压成型方法、冲压成型部件的制造方法以及在这些方法中使用的预成型形状的确定方法 |
| JP6486774B2 (ja) * | 2015-06-12 | 2019-03-20 | 株式会社三井ハイテック | 金属板の成形方法及びこれに用いる成形装置 |
| DE102016118418A1 (de) * | 2016-09-29 | 2018-03-29 | Thyssenkrupp Ag | Verfahren zur Herstellung eines geformten Bauteils mit einem maßhaltigen Zargenbereich |
| EP4018538A1 (de) * | 2019-08-23 | 2022-06-29 | Isel Automation GmbH & Co. KG | Translationsmotor und verfahren zur herstellung eines stators eines solchen translationsmotors |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US662567A (en) * | 1900-04-25 | 1900-11-27 | Isabella Von Lipowska | Metal bearing-plate. |
| US1499985A (en) * | 1924-02-04 | 1924-07-01 | Kirsch Mfg Company | Sheet-steel article and method of making same |
| US1499986A (en) * | 1924-02-04 | 1924-07-01 | Kirsch Mfg Company | Channeled strip such as curtain rods or the like |
| US1823802A (en) * | 1927-12-10 | 1931-09-15 | Humphris Frank | Sheet of metal or material |
| US1856898A (en) * | 1928-03-30 | 1932-05-03 | Alan D Wood | Fabrication of embossed metallic plates |
| US1807141A (en) * | 1928-09-15 | 1931-05-26 | Alan D Wood | Embossing metallic plates |
| US2112653A (en) * | 1934-03-26 | 1938-03-29 | Kelsey Hayes Wheel Co | Method of forming brake drums |
| US2251477A (en) * | 1937-03-09 | 1941-08-05 | Bullard Co | Method of making hats |
| US2214237A (en) * | 1938-12-23 | 1940-09-10 | Stark John | Ornamental material |
| US2405778A (en) * | 1943-12-08 | 1946-08-13 | Crawford Francis | Die structure for bending sheet metal |
| GB808335A (en) * | 1956-07-27 | 1959-02-04 | Opel Adam Ag | Improvements relating to the deep drawing of metal sheets |
| FR1262222A (fr) * | 1960-07-06 | 1961-05-26 | Diamond National Corp | Procédé de fabrication de tamis de formage |
| FR2660220B1 (fr) * | 1990-04-03 | 1995-02-24 | Lorraine Laminage | Procede et dispositif de formage d'une partie en relief sur un flan de tole et produit obtenu selon ce procede. |
| US5532051A (en) * | 1991-12-25 | 1996-07-02 | Nippon Steel Corporation | Steel sheet excellent in coating sharpness, defect-formation resistance and workability |
| DE4294860C2 (de) * | 1992-04-20 | 1998-10-15 | Kanemitsu Akashi Kk | Verfahren zur Herstellung eines U-förmigen Ringkörpers aus einer Metallplatte |
| JP3579936B2 (ja) * | 1994-11-21 | 2004-10-20 | トヨタ自動車株式会社 | 有底筒状製品の成形方法 |
| DE19742818A1 (de) * | 1997-09-27 | 1999-04-01 | Volkswagen Ag | Platine für ein Strukturbauteil, Strukturbauteil und Verfahren zur Herstellung eines Strukturbauteiles für Kraftfahrzeuge |
| IT1297735B1 (it) * | 1997-11-28 | 1999-12-20 | Attrezzeria Mv & C Snc | Stampo di imbutitura e coniatura per la fabbricazione di recipienti metallici e simili |
| US6205831B1 (en) * | 1998-10-08 | 2001-03-27 | Rayovac Corporation | Method for making a cathode can from metal strip |
| DE10215912C1 (de) * | 2002-04-11 | 2003-06-12 | Daimler Chrysler Ag | Verfahren und Prägewerkzeug zur Herstellung eines Karosserie-Bauteils aus einem wölbstrukturierten Blech |
| US6745609B2 (en) * | 2002-11-06 | 2004-06-08 | Daimlerchrysler Corporation | Sheet metal forming die assembly with textured die surfaces |
| JP3983194B2 (ja) * | 2003-04-01 | 2007-09-26 | トヨタ自動車株式会社 | プレス成形用金型 |
| DE10357119B4 (de) * | 2003-12-06 | 2005-11-24 | Daimlerchrysler Ag | Verfahren zur Herstellung eine Hohlprofils |
| JP4476913B2 (ja) * | 2004-12-13 | 2010-06-09 | ジヤトコ株式会社 | カップ状部材の成形方法及びその装置 |
-
2008
- 2008-04-11 DE DE102008018656A patent/DE102008018656B9/de not_active Expired - Fee Related
-
2009
- 2009-03-26 EP EP09156326.2A patent/EP2108467B1/de not_active Not-in-force
- 2009-04-06 US US12/418,957 patent/US8240184B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE102008018656B9 (de) | 2009-07-09 |
| DE102008018656B3 (de) | 2009-03-12 |
| US20090255317A1 (en) | 2009-10-15 |
| EP2108467A3 (de) | 2013-04-03 |
| EP2108467A2 (de) | 2009-10-14 |
| US8240184B2 (en) | 2012-08-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2108467B1 (de) | Verfahren zur Herstellung von hochmaßhaltigen Halbschalen | |
| EP2512702B1 (de) | Verfahren und vorrichtung zur herstellung eines halbschalenteils | |
| EP2217393B1 (de) | HERSTELLVERFAHREN HOCH MAßHALTIGER HALBSCHALEN | |
| EP1954420B1 (de) | Verfahren und vorrichtung zum kernlosen einformen von hohlprofilen | |
| DE10326554B4 (de) | Verfahren zum Herstellen einer Stossstangenverstärkung | |
| DE102008047531B3 (de) | Halterohr für Ausstattungseinrichtungen von Fahrzeuginnenräumen sowie Verfahren und Vorrichtung zum Erzeugen einer Aussparung in einem Halterohr | |
| DE102006025522B4 (de) | Verfahren und Vorrichtung zur Herstellung strukturierter, geschlossener Hohlprofile | |
| DE19820473B4 (de) | Verfahren und Vorrichtung zur Herstellung eines im Querschnitt abgekanteten und in Längsrichtung zumindest teilweise gebogenen Produktes | |
| DE10232098B4 (de) | Vorrichtung zum Herstellen von Rohren aus Blechtafeln | |
| EP2208551B1 (de) | Verfahren zur Herstellung eines komplexen Blechformteils | |
| DE102018124702B4 (de) | Dachreling für ein Kraftfahrzeug | |
| EP2720813B1 (de) | Verfahren zur herstellung geschlitzter hohlprofile | |
| WO2018060360A1 (de) | Verfahren und vorrichtung zum herstellen von bauteilen mit angepasstem bodenbereich | |
| DE10016803B4 (de) | Verfahren zum Herstellen von Bauteilen | |
| DE102004029737B4 (de) | Rollgeformter Dachspriegel und Verfahren zu seiner Herstellung | |
| EP2959985B1 (de) | Profilträger mit einer erhöhten biegefestigkeit aus kaltband sowie verfahren zur herstellung eines solchen | |
| EP1712307B1 (de) | Verfahren zum Herstellen eines Werkstückes in Form eines Bleches mit zumindest einer zumindest teilweise gerollten Kante, sowie derartig hergestelltes Werkstück | |
| DE102011117769A1 (de) | Walzprofilierbiegeverfahren zur Fertigung geometrievariabler Profilbauteile | |
| DE10062495C1 (de) | Hohles Blechteil mit schrägem Boden sowie Verfahren, Presse oder Werkzeug zum Herstellen eines derartigen Blechteils | |
| DD158519A1 (de) | Verfahren und vorrichtung zum formen von sicken mit auslauf in hoeherfeste bleche | |
| EP1531071B1 (de) | Profilrahmen für eine Kraftfahrzeugtür | |
| DE102011118784A1 (de) | Walzprofilierbiegeverfahren zur Fertigung geometrievariabler Profilbauteile | |
| EP2205370A1 (de) | Verfahren und vorrichtung zur herstellung eines hohlkörpers und hohlkörper | |
| DE102009053366A1 (de) | Verfahren zur Herstellung eines Profilbauteils aus einem Blechmaterial | |
| DD287148A7 (de) | Werkzeug zur herstellung eines kegelstumpf-rohrfoermigen blechteiles |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: THYSSENKRUPP STEEL EUROPE AG |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21D 22/22 20060101AFI20130225BHEP |
|
| 17P | Request for examination filed |
Effective date: 20130925 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20140620 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 697874 Country of ref document: AT Kind code of ref document: T Effective date: 20141215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502009010266 Country of ref document: DE Effective date: 20150108 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20141126 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141126 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150326 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141126 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141126 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141126 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150326 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150226 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150227 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141126 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141126 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141126 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141126 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141126 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141126 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141126 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141126 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141126 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009010266 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141126 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150326 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141126 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed |
Effective date: 20150827 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141126 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150331 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150326 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141126 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141126 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20090326 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141126 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141126 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141126 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20200319 Year of fee payment: 12 Ref country code: DE Payment date: 20200319 Year of fee payment: 12 Ref country code: AT Payment date: 20200320 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20200320 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502009010266 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 697874 Country of ref document: AT Kind code of ref document: T Effective date: 20210326 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210326 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210326 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211001 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210326 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210331 |