EP1970461A1 - Turbine part with heat insulation layer - Google Patents
Turbine part with heat insulation layer Download PDFInfo
- Publication number
- EP1970461A1 EP1970461A1 EP07005301A EP07005301A EP1970461A1 EP 1970461 A1 EP1970461 A1 EP 1970461A1 EP 07005301 A EP07005301 A EP 07005301A EP 07005301 A EP07005301 A EP 07005301A EP 1970461 A1 EP1970461 A1 EP 1970461A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- iron
- weight
- based alloy
- layer
- powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/04—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the coating material
- C23C4/06—Metallic material
- C23C4/073—Metallic material containing MCrAl or MCrAlY alloys, where M is nickel, cobalt or iron, with or without non-metal elements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05B—INDEXING SCHEME RELATING TO WIND, SPRING, WEIGHT, INERTIA OR LIKE MOTORS, TO MACHINES OR ENGINES FOR LIQUIDS COVERED BY SUBCLASSES F03B, F03D AND F03G
- F05B2220/00—Application
- F05B2220/30—Application in turbines
- F05B2220/301—Application in turbines in steam turbines
Definitions
- the invention relates to an iron-based alloy according to claim 1, a protective layer according to claim 10, a layer system according to claim 11 and a method for producing the iron-based layer according to claim 16.
- MCrAlY Protective layers for metallic components intended to increase their corrosion resistance and / or oxidation resistance are known in the art in large numbers. Most of these protective layers are known under the collective name MCrAlY, where M stands for at least one of the elements from the group consisting of iron, cobalt and nickel and further components chromium, aluminum and yttrium.
- Thermal barrier coatings that are applied to turbine components, for example, in the EP 1 541 810 A1 described.
- the effort to increase the inlet temperatures of the live steam in steam turbines is of great importance, because to achieve optimum thermal efficiency, the inlet temperature of the live steam is an important determinant.
- Due to the use of specially developed ferritic base materials for thermally highly stressed turbine components steam temperatures of approx. 620 ° C can currently be achieved.
- thermal barrier coatings on these base materials a fresh steam inlet temperature should be increased or the use of cost-effective materials should be made possible at the same steam temperature.
- a protective layer In order to achieve sufficient resistance to oxidation and corrosion of the ferritic base materials, protective coatings must be used. In addition to the sufficient chemical resistance of a protective layer, a protective layer must also be resistant to good mechanical properties Properties, not least in view of the mechanical interaction between the protective layer and the base material, have. In particular, the protective layer must be sufficiently ductile in order to be able to follow any deformations of the base material and not to break, since in this way points of attack for oxidation and corrosion would be created.
- the adhesive layer ensures good adhesion of the thermal barrier coating to the base material and, on the other hand, protection of the base material against oxidation and corrosion.
- top-coating In order to protect the thermal barrier coating against erosion and corrosion, a further protective layer can be arranged on the thermal barrier coating, which is referred to as top-coating.
- Adhesive layers and / or top coatings made of Ni-Cr 80/20 and / or MCrAlY are particularly suitable for the base materials used in steam turbine construction.
- these abovementioned adhesive layers are suitable for base materials such as, for example, Ni-base alloys, where suitability above 700 ° C. appears possible.
- a disadvantage of the use of these adhesive layers and / or top coatings is that their thermal expansion coefficient compared to the base materials or thermal barrier coatings is relatively high, which means that stresses and / or strains can lead to undesirable cracking.
- the object of the invention is therefore to provide a suitable material for the adhesive layer and / or top coatings.
- the object is also achieved by a method for producing a layer according to claim 16 and / or 19.
- the invention is based inter alia on the finding that the proportion of chromium content on the chemical and physical properties of the adhesive layer and / or the topcoat depends substantially on the chromium content, wherein the aluminum content plays an essential role.
- the invention is characterized in that the thermal spraying a spray powder is used with a chromium content of 25 wt .-% to 35 wt .-% chromium, whereby a chromium content of 15 wt .-% - 30 wt. % is achieved in the iron-based layer after the manufacturing process. It has been determined by experiments that the chromium content of the spray powder falls by up to 10% by weight during the manufacturing process.
- an aluminum content of 1% by weight to 5% by weight of aluminum can be added to the sprayed powder.
- the lowest possible silicon content ⁇ 0.2% by weight is used.
- the elements Ce, Y and / or Hf can be used.
- FIG. 1 shows a first embodiment of an inventively designed component.
- the component 1 could, for example, be an inflow region of a turbine, in particular a steam turbine, and has a base material 4 and a thermal insulation layer 7 applied thereto.
- the thermal insulation layer 7 may be formed from a ceramic material.
- the thermal barrier coating 7 may be formed as a ceramic thermal barrier coating of zirconium oxide, wherein the zirconium oxide is unstabilized, partially stabilized or fully stabilized by yttrium oxide and / or magnesium oxide.
- the ceramic thermal barrier coating may be titanium oxide, the thickness being between 0.1 mm and 2 mm.
- the ceramic thermal barrier coating 7 by thermal spraying such as atmospheric plasma spraying (APS) and by chemical or physical coating methods such. As CVD or PVD can be used.
- thermal spraying such as atmospheric plasma spraying (APS)
- APS atmospheric plasma spraying
- CVD or PVD chemical or physical coating methods
- FIG. 2 shows a further embodiment of the inventively constructed component 1.
- the difference between the FIG. 1 and the FIG. 2 is that between the base material 4 and the thermal barrier coating 7 at least one adhesive layer 10, comprising an iron-based alloy is formed.
- the adhesive layer 10 serves firstly to protect against corrosion and / or oxidation of the base material and secondly to better bond the ceramic thermal barrier coating 7 to the base material 4. This is particularly the case when the ceramic thermal barrier coating and the base material consist of a metal.
- the iron-based adhesive layer in this case comprises 15 wt .-% to 30 wt .-% chromium. Furthermore, the iron-based alloy comprises 1.5 wt% to 2.5 wt% aluminum and less than 0.2 wt% silicon.
- the iron-based adhesive layer may comprise the element Y, the element hafnium and the element Cer with the following proportions by weight: 0.1 wt.% To 0.7 wt.% Y 0.1% by weight to 0.5% by weight of cerium 0.1 wt .-% to 0.5 wt .-% hafnium have.
- the thermal expansion coefficients of the base material 4 and the adhesive layer 10 are thereby very well matched or even equal, so that there is no or only low thermal stresses between the base material 4 and the adhesive layer 10, the chipping and / or cracking the adhesive layer 10 or could cause the thermal barrier coating. This is particularly important because in ferritic materials often no heat treatment for diffusion bonding is performed, but the thermal barrier coating 7 largely or only by adhesion to the base material adheres.
- the base material 4 may be a ferritic base alloy, a steel, in particular a 1% CrMoV steel or a 9% -13% chromium steel. Further advantageous ferritic substrates 4 of the component 1 consist of a 1% - 2% chromium steel for waves: such.
- the component 1 is manufactured by thermal spraying, using iron-based powder comprising 25% by weight to 35% by weight of chromium.
- oxygen uptake during the injection process leads to a more or less pronounced formation of Cr oxide, which in turn results in a strong localized Cr depletion up to a fraction below 12%.
- the use of the iron-based powder according to the invention ensures that the iron-based alloy has a proportion of 15% by weight to 30% by weight of chromium after the production process.
- the manufacturing process is improved in that aluminum is added to the powder with 1 wt% to 5 wt% aluminum. After thermal spraying, an aluminum content of 1.5 wt.% To 3 wt.% Aluminum in the iron-based alloy remains.
- the process uses a powder comprising 28% to 30% by weight of chromium, aluminum being added to the powder with 2.5 wt .-% to 3.5 wt .-% aluminum.
- the powder in this case has less than 0.2 wt .-% silicon.
- the method of producing the iron-based layer using thermal spraying can be improved so that the iron-based powder consists of 25 wt% to 35 wt% of chromium.
- the powder may consist of 25 wt% to 35 wt% chromium and 1 wt% to 5 wt% aluminum.
- the iron-based powder may consist of 28% to 30%, 2.5% to 3.5%, by weight, aluminum and silicon less than 0.2% by weight.
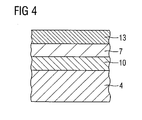
- FIG. 3 shows a further embodiment of the inventively designed component.
- the erosion protection layer 13 can also be referred to as a top coating. It consists in particular of a metal or a metal alloy and protects the component from erosion and / or wear, as is the case in particular in steam turbine power plants which have a scaling in the superheated steam region, where average flow velocities of about 50 m / sec and pressures of up to 350 bar occur.
- the erosion protection layer 13 may have substantially the same chemical elements as the adhesion layer 10. This achieves the advantage that the thermal stresses between a thermal barrier coating and the erosion control layer 13 are minimal.
- an adhesive layer 10 may be present.
Abstract
Description
Die Erfindung betrifft eine eisenbasierte Legierung nach Anspruch 1, eine Schutzschicht nach Anspruch 10, ein Schichtsystem nach Anspruch 11 und ein Verfahren zur Herstellung der eisenbasierten Schicht gemäß Anspruch 16.The invention relates to an iron-based alloy according to claim 1, a protective layer according to
Schutzschichten für metallische Bauteile, die deren Korrosionsbeständigkeit und/oder Oxidationsbeständigkeit erhöhen sollen, sind im Stand der Technik in großer Anzahl bekannt. Die meisten dieser Schutzschichten sind unter dem Sammelnamen MCrAlY bekannt, wobei M für mindestens einer der Elemente aus der Gruppe umfassend Eisen, Kobalt und Nickel steht und weitere Bestandteile Chrom, Aluminium und Yttrium.Protective layers for metallic components intended to increase their corrosion resistance and / or oxidation resistance are known in the art in large numbers. Most of these protective layers are known under the collective name MCrAlY, where M stands for at least one of the elements from the group consisting of iron, cobalt and nickel and further components chromium, aluminum and yttrium.
Wärmedämmschichten, die auf Turbinenbauteilen aufgebracht werden, sind beispielsweise in der
Zur Erzielung einer hinreichenden Beständigkeit gegen Oxidation und Korrosion der ferritischen Grundwerkstoffen muss auf Schutzschichten zurückgegriffen werden. Neben der hinreichenden chemischen Beständigkeit einer Schutzschicht muss eine Schutzschicht auch gegenüber guten mechanischen Eigenschaften, nicht zuletzt im Hinblick auf die mechanische Wechselwirkung zwischen der Schutzschicht und dem Grundwerkstoff, aufweisen. Insbesondere muss die Schutzschicht hinreichend duktil sein, um eventuellen Verformungen des Grundwerkstoffes folgen zu können und nicht zu reißen, da auf diese Weise Angriffspunkte für Oxidation und Korrosion geschaffen würden.In order to achieve sufficient resistance to oxidation and corrosion of the ferritic base materials, protective coatings must be used. In addition to the sufficient chemical resistance of a protective layer, a protective layer must also be resistant to good mechanical properties Properties, not least in view of the mechanical interaction between the protective layer and the base material, have. In particular, the protective layer must be sufficiently ductile in order to be able to follow any deformations of the base material and not to break, since in this way points of attack for oxidation and corrosion would be created.
Es ist von Vorteil, bei der Verwendung von Wärmedämmschichten auf Dampfturbinenkomponenten eine Haftschicht zwischen dem Grundwerkstoff und der Wärmedämmschicht anzuordnen. Die Haftschicht bewirkt zum einen eine gute Haftung der Wärmedämmschicht auf dem Grundwerkstoff und zum anderen einen Schutz des Grundwerkstoffes gegen Oxidation und Korrosion.It is advantageous to arrange an adhesive layer between the base material and the thermal barrier coating when using thermal barrier coatings on steam turbine components. On the one hand, the adhesive layer ensures good adhesion of the thermal barrier coating to the base material and, on the other hand, protection of the base material against oxidation and corrosion.
Um die Wärmedämmschicht gegen Erosion und Korrosion zu schützen kann eine weitere Schutzschicht auf der Wärmedämmschicht angeordnet, die als Top-Coating bezeichnet wird. Haftschichten und/oder Top-Coatings aus Ni-Cr 80/20 und/oder MCrAlY sind besonders gut für die im Dampfturbinenbau verwendeten Grundwerkstoffe einsetzbar. Insbesondere eignen sich diese vorgenannten Haftschichten auf Grundwerkstoffen wie beispielsweise Ni-Basis-Legierungen, wobei eine Eignung über 700°C möglich erscheint.In order to protect the thermal barrier coating against erosion and corrosion, a further protective layer can be arranged on the thermal barrier coating, which is referred to as top-coating. Adhesive layers and / or top coatings made of Ni-Cr 80/20 and / or MCrAlY are particularly suitable for the base materials used in steam turbine construction. In particular, these abovementioned adhesive layers are suitable for base materials such as, for example, Ni-base alloys, where suitability above 700 ° C. appears possible.
Nachteilig bei der Verwendung dieser Haftschichten und/oder Top-Coatings ist, dass deren Wärmeausdehnungskoeffizient im Vergleich zu den Grundwerkstoffen bzw. Wärmedämmschichten vergleichsweise hoch ist, was dazu führt, dass Spannungen und/oder Dehnungen zu einer unerwünschten Rissbildung führen kann.A disadvantage of the use of these adhesive layers and / or top coatings is that their thermal expansion coefficient compared to the base materials or thermal barrier coatings is relatively high, which means that stresses and / or strains can lead to undesirable cracking.
Aufgabe der Erfindung ist es daher, ein geeignetes Material für die Haftschicht und/oder Top-Coatings anzugeben.The object of the invention is therefore to provide a suitable material for the adhesive layer and / or top coatings.
Diese Aufgabe wird gelöst durch eine Legierung gemäß Anspruch 1, einer Schutzschicht gemäß Anspruch 13 und einem Schichtsystem gemäß Anspruch 14.This object is achieved by an alloy according to claim 1, a protective layer according to
Die Aufgabe wird ebenso gelöst durch ein Verfahren zur Herstellung einer Schicht gemäß Anspruch 16 und/oder 19.The object is also achieved by a method for producing a layer according to claim 16 and / or 19.
Die in den Unteransprüchen aufgelisteten Maßnahmen können in vorteilhafter Art und Weise beliebig miteinander kombiniert werden.The measures listed in the dependent claims can be combined in any advantageous manner with each other.
Der Erfindung liegt unter anderem die Erkenntnis zu Grunde, dass der Anteil des Chromgehaltes auf die chemischen und physikalischen Eigenschaften der Haftschicht und/oder des Top-Coatings wesentlich vom Chromgehalt abhängt, wobei auch der Aluminium-Gehalt eine wesentliche Rolle spielt. Durch die in den Ansprüchen beschriebenen Lösungen werden demnach Haftschichttypen und/oder Top-Coatings angegeben, die aufgrund ihrer chemischen Zusammensetzung sowohl die geforderten Eigenschaften hinsichtlich Oxidations- und Korrosionsbeständigkeit erfüllen, als auch einen geeigneten Wärmeausdehnungskoeffizienten aufweisen.The invention is based inter alia on the finding that the proportion of chromium content on the chemical and physical properties of the adhesive layer and / or the topcoat depends substantially on the chromium content, wherein the aluminum content plays an essential role. By the solutions described in the claims accordingly adhesive layer types and / or top coatings are given, which meet both the required properties in terms of oxidation and corrosion resistance due to their chemical composition, as well as have a suitable coefficient of thermal expansion.
Im Wesentlichen zeichnet sich die Erfindung dadurch aus, dass für das thermische Spritzen ein Spritz-Pulver verwendet wird mit einem Chromgehalt von 25 Gew.-% bis 35 Gew.-% Chrom, wodurch ein Chromgehalt von 15 Gew.-% - 30 Gew.-% in der eisenbasierten Schicht nach dem Herstellungsverfahren erzielt wird. Durch Versuche wurde festgestellt, dass der Chromgehalt des Spritz-Pulvers um bis zu 10 Gew.-% während des Herstellungsverfahrens abfällt.In essence, the invention is characterized in that the thermal spraying a spray powder is used with a chromium content of 25 wt .-% to 35 wt .-% chromium, whereby a chromium content of 15 wt .-% - 30 wt. % is achieved in the iron-based layer after the manufacturing process. It has been determined by experiments that the chromium content of the spray powder falls by up to 10% by weight during the manufacturing process.
Damit die Neigung dieser eisenbasierten Legierung gegenüber Versprödung durch Sigma-Phasenbildung reduziert wird, kann dem Spritz-Pulver ein Aluminium-Gehalt von 1 Gew.-% - 5 Gew.-% Aluminium zulegiert werden. Zur weiteren Verminderung von Sigma-Phasenbildung wird ein möglichst geringer SiliziumGehalt < 0,2 Gew.-% angesetzt.In order to reduce the tendency of this iron-based alloy to embrittlement by sigma phase formation, an aluminum content of 1% by weight to 5% by weight of aluminum can be added to the sprayed powder. To further reduce sigma phase formation, the lowest possible silicon content <0.2% by weight is used.
Zur Verbesserung der Oxidationsbeständigkeit können beispielsweise die Elemente Ce, Y und/oder Hf verwendet werden.To improve the oxidation resistance, for example, the elements Ce, Y and / or Hf can be used.
Die Erfindung wird im Folgenden näher erläutert.The invention will be explained in more detail below.
Es zeigen:
Figur 1, 2, 3, 4- Anordnungsmöglichkeiten einer Wärmdämmschicht eines Bauteils.
- Figure 1, 2, 3, 4
- Arrangement possibilities of a thermal insulation layer of a component.
Das Bauteil 1 könnte beispielsweise ein Einströmbereich einer Turbine, insbesondere einer Dampfturbine sein und weist einen Grundwerkstoff 4 auf und einer darauf aufgebrachten Wärmedämmschicht 7. Die Wärmedämmschicht 7 kann aus einem keramischen Material ausgebildet sein. So kann beispielsweise die Wärmedämmschicht 7 als keramische Wärmedämmschicht aus Zirkonoxid ausgebildet sein, wobei das Zirkonoxid unstabilisiert, teilstabilisiert oder vollstabilisiert durch Yttriumoxid und/oder Magnesiumoxid ist. In einer alternativen Ausführungsform kann die keramische Wärmedämmschicht aus Titanoxid bestehen, wobei die Dicke zwischen 0,1 mm und 2 mm liegt.
The component 1 could, for example, be an inflow region of a turbine, in particular a steam turbine, and has a
Zur Herstellung der keramischen Wärmedämmschicht 7 können verschiedene Beschichtungsverfahren angewendet werden. Beispielsweise kann die keramische Wärmedämmschicht 7 durch thermisches Spritzen wie atmosphärisches Plasmaspritzen (APS) sowie durch chemische oder physikalische Beschichtungsmethoden wie z. B. CVD oder PVD verwendet werden.Various coating methods can be used to produce the ceramic
Die
Die Haftschicht 10 dient zum einen zum Schutz vor Korrosion und/oder Oxidation des Grundwerkstoffes und zum anderen zur besseren Anbindung der keramischen Wärmedämmschicht 7 an den Grundwerkstoff 4. Dies ist insbesondere dann der Fall, wenn die keramische Wärmedämmschicht und der Grundwerkstoff aus einem Metall bestehen. Die eisenbasierte Haftschicht umfasst hierbei 15 Gew.-% bis 30 Gew.-% Chrom. Des Weiteren umfasst die eisenbasierte Legierung 1,5 Gew.-% bis 2,5 Gew.-% Aluminium und weniger als 0,2 Gew.-% Silizium.
Des Weiteren kann die eisenbasierte Haftschicht das Element Y das Element Hafnium und das ElementCer mit folgenden Gewichtsanteilen:
0,1 Gew.-% bis 0,7 Gew.-% Y
0,1 Gew.-% bis 0,5 Gew.-% Cer
0,1 Gew.-% bis 0,5 Gew.-% Hafnium aufweisen.The
Furthermore, the iron-based adhesive layer may comprise the element Y, the element hafnium and the element Cer with the following proportions by weight:
0.1 wt.% To 0.7 wt.% Y
0.1% by weight to 0.5% by weight of cerium
0.1 wt .-% to 0.5 wt .-% hafnium have.
Die Haftschicht 10 zum Schutz des Grundwerkstoffes 4 gegen Oxidation und Korrosion und Erosion bei einer hohen Temperatur besteht beispielsweise im Wesentlichen aus folgenden Elementen:
- Ausführungsform I:
- 15 Gew.-% bis 30 Gew.-% Chrom.
- Ausführungsform II:
- 13 Gew.-% bis 15 Gew.-% und 1,5 Gew.-% bis 5 Gew.-% Aluminium.
- Ausführungsform III:
- 15 Gew.-% bis 30 Gew.-% Chrom und 1,5 Gew.-% bis 3 Gew.-% Aluminium und Silizium mit weniger als 0,2 Gew.-%.
- Embodiment I:
- 15 wt .-% to 30 wt .-% chromium.
- Embodiment II:
- 13 wt .-% to 15 wt .-% and 1.5 wt .-% to 5 wt .-% aluminum.
- Embodiment III:
- 15% by weight to 30% by weight of chromium and 1.5% by weight to 3% by weight of aluminum and silicon with less than 0.2% by weight.
Die thermischen Ausdehnungskoeffizienten des Grundwerkstoffes 4 und der Haftschicht 10 sind dadurch sehr gut aneinander angeglichen oder sie sind sogar gleich, so dass es zu keinen oder nur geringen thermischen Spannungen zwischen dem Grundwerkstoff 4 und der Haftschicht 10 kommt, der ein Abplatzen und/oder eine Rissbildung der Haftschicht 10 oder der Wärmedämmschicht verursachen könnte. Dies ist besonders wichtig, da bei ferritischen Werkstoffen oft keine Wärmebehandlung zur Diffusionsanbindung durchgeführt wird, sondern die Wärmedämmschicht 7 größtenteils oder nur durch Adhäsion auf dem Grundwerkstoff haftet. Der Grundwerkstoff 4 kann eine ferritische Basislegierung, ein Stahl, insbesondere ein 1% CrMoV-Stahl oder ein 9% - 13%iger Chromstahl sein. Weitere vorteilhafte ferritische Substrate 4 des Bauteils 1 bestehen aus einem 1% - 2% Chromstahl für Wellen: wie z. B. 30CrMoNiV5-11 oder 23CrMoNiWV8-8,
1% - 2% Chromstahl für Gehäuse:
G17CrMoV5-10 oder G17CrMo9-10,
10% Chromstahl für Wellen:
X12CrMoWVvNbN10-1-1,
10% Cr-Stahl für Gehäuse:
GX12CrMoWVNbN10-1-1 oder GX12CrMoVNbN9-1.The thermal expansion coefficients of the
1% - 2% chrome steel for housing:
G17CrMoV5-10 or G17CrMo9-10,
10% chrome steel for shafts:
X12CrMoWVvNbN10-1-1,
10% Cr-steel for housing:
GX12CrMoWVNbN10-1-1 or GX12CrMoVNbN9-1.
Das Bauteil 1 wird insbesondere durch thermisches Spritzen gefertigt, wobei eisenbasiertes Pulver verwendet wird, das 25 Gew.-% bis 35 Gew.-% Chrom aufweist. Bei solch einem Herstellungsverfahren kommt es durch Sauerstoffaufnahme beim Spritzvorgang zu einer mehr oder minder deutlichen Cr-Oxidbildung, die wiederum eine starke örtliche Cr-Abreicherung bis zum Teil unter 12% zur Folge hat. Durch das erfindungsgemäße Verwenden des eisenbasierten Pulvers wird sichergestellt, dass die eisenbasierte Legierung nach dem Herstellungsverfahren einen Anteil von 15 Gew.-% bis 30 Gew.-% Chrom aufweist.In particular, the component 1 is manufactured by thermal spraying, using iron-based powder comprising 25% by weight to 35% by weight of chromium. In such a production process, oxygen uptake during the injection process leads to a more or less pronounced formation of Cr oxide, which in turn results in a strong localized Cr depletion up to a fraction below 12%. The use of the iron-based powder according to the invention ensures that the iron-based alloy has a proportion of 15% by weight to 30% by weight of chromium after the production process.
Das Herstellungsverfahren wird dahingehend verbessert, in dem Aluminium dem Pulver zugefügt wird mit 1 Gew.-% bis 5 Gew.-% Aluminium. Nach dem thermischen Spritzen bleibt ein Aluminiumgehalt von 1,5 Gew.-% bis 3 Gew.-% Aluminium in der eisenbasierten Legierung zurück.The manufacturing process is improved in that aluminum is added to the powder with 1 wt% to 5 wt% aluminum. After thermal spraying, an aluminum content of 1.5 wt.% To 3 wt.% Aluminum in the iron-based alloy remains.
In einer alternativen Ausführungsform wird bei dem Herstellungsverfahren ein Pulver umfassend 28 Gew.-% bis 30 Gew.-% Chrom verwendet, wobei dem Pulver Aluminium zulegiert wird mit 2,5 Gew.-% bis 3,5 Gew.-% Aluminium. Das Pulver weist hierbei weniger als 0,2 Gew.-% Silizium auf.In an alternative embodiment, the process uses a powder comprising 28% to 30% by weight of chromium, aluminum being added to the powder with 2.5 wt .-% to 3.5 wt .-% aluminum. The powder in this case has less than 0.2 wt .-% silicon.
Das Verfahren zur Herstellung der eisenbasierten Schicht, wobei thermisches Spritzen verwendet wird, kann dahingehend verbessert werden, dass das eisenbasierte Pulver aus 25 Gew.-% bis 35 Gew.-% Chrom besteht.The method of producing the iron-based layer using thermal spraying can be improved so that the iron-based powder consists of 25 wt% to 35 wt% of chromium.
Alternativ dazu kann das Pulver aus 25 Gew.-% bis 35 Gew.-% Chrom und 1 Gew.-% bis 5 Gew.-% Aluminium bestehen.Alternatively, the powder may consist of 25 wt% to 35 wt% chromium and 1 wt% to 5 wt% aluminum.
Alternativ dazu kann das eisenbasierte Pulver aus 28 Gew.-% bis 30 Gew.-%, 2,5 Gew.-% bis 3,5 Gew.-% Aluminium und Silizium mit weniger als 0,2 Gew.-% bestehen.Alternatively, the iron-based powder may consist of 28% to 30%, 2.5% to 3.5%, by weight, aluminum and silicon less than 0.2% by weight.
Die
Auf der keramischen Wärmedämmschicht 7 bildet nun eine Erosionsschutzschicht 13 die äußere Oberfläche. Die Erosionsschutzschicht 13 kann auch als Top-Coating bezeichnet werden. Sie besteht insbesondere aus einem Metall oder einer Metalllegierung und schützt das Bauteil vor Erosion und/oder Verschleiß, wie es insbesondere bei Dampfturbinen-Kraftwerken, die eine Verzunderung im Heißdampfbereich aufweisen, der Fall ist, wo mittlere Strömungsgeschwindigkeiten von etwa 50 m/sec und Drücke von bis zu 350 bar auftreten.On the ceramic
Die Erosionsschutzschicht 13 kann im Wesentlichen die gleichen chemischen Elemente wie die Haftschicht 10 aufweisen. Dadurch erreicht man den Vorteil, dass die thermischen Spannungen zwischen einer Wärmedämmschicht und der Erosionsschutzschicht 13 minimal sind.The
Ebenso kann im Vergleich zu einem Ausführungsbeispiel gemäß
Claims (23)
umfassend
15 Gew.-% bis 30 Gew.-% Cr.Iron-based alloy (10),
full
15% by weight to 30% by weight Cr.
umfassend
1,5 Gew.-% bis 5 Gew.-% Al.Iron-based alloy (10),
full
1.5% by weight to 5% by weight Al.
umfassend Si mit weniger als 0,2 Gew.-% Si.Iron-based alloy (10) according to claim 1,
comprising Si with less than 0.2 wt% Si.
umfassend das Element Y, insbesondere umfassend
0,1 Gew.-% bis 0,7 Gew.-% Y.Iron-based alloy (10) according to one of the preceding claims,
comprising the element Y, in particular comprising
0.1% by weight to 0.7% by weight of Y.
umfassend das Element Ce, insbesondere umfassend
0,1 Gew.-% bis 0,5 Gew.-% Ce.Iron-based alloy (10) according to one of the preceding claims,
comprising the element Ce, in particular comprising
0.1% by weight to 0.5% by weight of Ce.
umfassend-das Element Hf, insbesondere umfassend
0,1 Gew.-% bis 0,5 Gew.-% Hf.Iron-based alloy (10) according to one of the preceding claims,
comprising-the element Hf, in particular comprising
0.1% by weight to 0.5% by weight Hf.
1,5 Gew.-% bis 5 Gew.-% A1.Iron-based alloy (10) according to claim 2 consisting of 15 wt .-% to 30 wt .-% Cr and
1.5% to 5% by weight A1.
1,5 Gew.-% bis 5 Gew.-% Al und
Si mit weniger als 0,2 Gew.-%.Iron-based alloy (10) according to claim 3 consisting of 15 wt .-% to 30 wt .-% Cr and
1.5 wt .-% to 5 wt .-% Al and
Si with less than 0.2 wt .-%.
insbesondere bei hohen Temperaturen,
die die Zusammensetzung der Legierung gemäß einem der Ansprüche 1 bis 9 aufweist.Protective layer for protection of a component (1) against corrosion and / or oxidation,
especially at high temperatures,
which has the composition of the alloy according to any one of claims 1 to 9.
umfassend eine Schutzschicht nach Anspruch 10.Layer system,
comprising a protective layer according to claim 10.
wobei die Wärmedämmschicht (7) Zirkonoxid (ZrO2) umfasst.Layer system according to claim 11,
wherein the thermal barrier coating (7) comprises zirconium oxide (ZrO 2 ).
wobei die Wärmedämmschicht (7) Titanoxid (TiO2) umfasst.Layer system according to claim 11,
wherein the thermal barrier coating (7) comprises titanium oxide (TiO 2 ).
wobei das Substrat(4) aus einer eisenbasierten Legierung gebildet ist.Layer system according to one of claims 7 to 9,
wherein the substrate (4) is formed of an iron-based alloy.
zum Schutz gegen Korrosion, Erosion und Oxidation bei hohen Temperaturen.Layer system according to one of claims 10 to 14, for a component (1) of a steam turbine,
for protection against corrosion, erosion and oxidation at high temperatures.
wobei die Schicht durch thermisches Spritzen aufgebracht und
ein eisenbasiertes Pulver verwendet wird, das 25 Gew.-% bis 35 Gew.-% Cr aufweist.A process for producing an iron-based layer according to claim 10,
the layer being applied by thermal spraying and
an iron-based powder is used, which comprises 25 wt .-% to 35 wt .-% Cr.
wobei das Pulver
1 Gew.-% bis 5 Gew.- A1 aufweist.Method according to claim 16,
the powder
1 wt .-% to 5 parts by weight A1.
wobei das Pulver
28 Gew.-% bis 30 Gew.-% Cr aufweist.Method according to claim 16,
the powder
28 wt .-% to 30 wt .-% Cr.
wobei das Pulver
2,5 Gew.-% bis 3,5 Gew.-% A1 aufweist.Method according to claim 18,
the powder
2.5 wt .-% to 3.5 wt .-% A1.
wobei das Pulver
weniger als 0,2 Gew.-% Si aufweist.Method according to claim 19,
the powder
has less than 0.2 wt .-% Si.
wobei die Schicht durch thermisches Spritzen aufgebracht und
ein eisenbasiertes Pulver verwendet wird, das aus 25 Gew.-% bis 35 Gew.-% Cr besteht.A process for producing an iron-based layer according to any one of claims 1 to 10,
the layer being applied by thermal spraying and
an iron-based powder is used, which consists of 25 wt .-% to 35 wt .-% Cr.
wobei das Pulver aus 25 Gew.-% bis 35 Gew.-% Cr und 1 Gew.-% bis 5 Gew.- A1 besteht.Method according to claim 21,
wherein the powder consists of 25 wt .-% to 35 wt .-% Cr and 1 wt .-% to 5 wt-A1.
wobei ein eisenbasiertes Pulver verwendet wird, das aus 28 Gew.-% bis 30 Gew.-% Cr, 2,5 Gew.-% bis 3,5 Gew.- Al und Si mit weniger als 0,2 Gew.-% besteht.Method according to claim 21,
wherein an iron-based powder is used, which consists of 28 wt .-% to 30 wt .-% Cr, 2.5 wt .-% to 3.5 wt-Al and Si with less than 0.2 wt .-% consists ,
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07005301A EP1970461A1 (en) | 2007-03-14 | 2007-03-14 | Turbine part with heat insulation layer |
| EP08717765A EP2132350A1 (en) | 2007-03-14 | 2008-03-13 | Turbine component with thermal insulation layer |
| PCT/EP2008/053021 WO2008110607A1 (en) | 2007-03-14 | 2008-03-13 | Turbine component with thermal insulation layer |
| CN200880008098A CN101631888A (en) | 2007-03-14 | 2008-03-13 | Turbine component with thermal insulation layer |
| JP2009553149A JP2010522823A (en) | 2007-03-14 | 2008-03-13 | Turbine component with thermal insulation layer |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07005301A EP1970461A1 (en) | 2007-03-14 | 2007-03-14 | Turbine part with heat insulation layer |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1970461A1 true EP1970461A1 (en) | 2008-09-17 |
Family
ID=38050293
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07005301A Withdrawn EP1970461A1 (en) | 2007-03-14 | 2007-03-14 | Turbine part with heat insulation layer |
| EP08717765A Withdrawn EP2132350A1 (en) | 2007-03-14 | 2008-03-13 | Turbine component with thermal insulation layer |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08717765A Withdrawn EP2132350A1 (en) | 2007-03-14 | 2008-03-13 | Turbine component with thermal insulation layer |
Country Status (4)
| Country | Link |
|---|---|
| EP (2) | EP1970461A1 (en) |
| JP (1) | JP2010522823A (en) |
| CN (1) | CN101631888A (en) |
| WO (1) | WO2008110607A1 (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2309017A1 (en) * | 2009-10-09 | 2011-04-13 | Siemens Aktiengesellschaft | Steam turbine component with a protective coating |
| EP2381006A1 (en) * | 2010-04-22 | 2011-10-26 | Siemens Aktiengesellschaft | Coating system for a turbine component |
| EP2381005A1 (en) * | 2010-04-22 | 2011-10-26 | Siemens Aktiengesellschaft | Coating system for turbine components |
| EP2431572A1 (en) * | 2010-09-21 | 2012-03-21 | Siemens Aktiengesellschaft | Thermal barrier coating for a steam turbine component |
| CN109162774A (en) * | 2018-08-30 | 2019-01-08 | 江苏华强新能源科技有限公司 | A kind of inside holding plate for combustion turbine exhaustion diffuser |
| CN113549865A (en) * | 2021-07-27 | 2021-10-26 | 黑龙江省农业机械工程科学研究院 | Iron-based alloy powder, ribbed bionic resistance-reducing wear-resistant structure, and preparation method and application thereof |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9945036B2 (en) * | 2011-03-22 | 2018-04-17 | General Electric Company | Hot corrosion-resistant coatings and components protected therewith |
| EP2650398B8 (en) * | 2012-04-11 | 2015-05-13 | Oerlikon Metco AG, Wohlen | Spray powder with a superferritic iron base compound and a substrate, in particular brake disc with a thermal spray coating |
| CN102676972A (en) * | 2012-05-30 | 2012-09-19 | 重庆国际复合材料有限公司 | Treatment method for platinum rhodium bushing |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4101713A (en) * | 1977-01-14 | 1978-07-18 | General Electric Company | Flame spray oxidation and corrosion resistant superalloys |
| DE10002933C1 (en) * | 2000-01-25 | 2001-07-05 | Krupp Vdm Gmbh | Iron-chromium-aluminum foil production, used e.g. as support material for exhaust gas treatment catalysts, comprises coating one or both sides of supporting strip with aluminum or aluminum alloys, and carrying out homogenizing treatment |
| DE10310865B3 (en) * | 2003-03-11 | 2004-05-27 | Thyssenkrupp Vdm Gmbh | Use of an iron-chromium-aluminum alloy containing additions of hafnium, silicon, yttrium, zirconium and cerium, lanthanum or neodymium for components in Diesel engines and two-stroke engines |
| EP1541810A1 (en) * | 2003-12-11 | 2005-06-15 | Siemens Aktiengesellschaft | Use of a thermal barrier coating for a part of a steam turbine and a steam turbine |
-
2007
- 2007-03-14 EP EP07005301A patent/EP1970461A1/en not_active Withdrawn
-
2008
- 2008-03-13 WO PCT/EP2008/053021 patent/WO2008110607A1/en active Application Filing
- 2008-03-13 CN CN200880008098A patent/CN101631888A/en active Pending
- 2008-03-13 EP EP08717765A patent/EP2132350A1/en not_active Withdrawn
- 2008-03-13 JP JP2009553149A patent/JP2010522823A/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4101713A (en) * | 1977-01-14 | 1978-07-18 | General Electric Company | Flame spray oxidation and corrosion resistant superalloys |
| DE10002933C1 (en) * | 2000-01-25 | 2001-07-05 | Krupp Vdm Gmbh | Iron-chromium-aluminum foil production, used e.g. as support material for exhaust gas treatment catalysts, comprises coating one or both sides of supporting strip with aluminum or aluminum alloys, and carrying out homogenizing treatment |
| DE10310865B3 (en) * | 2003-03-11 | 2004-05-27 | Thyssenkrupp Vdm Gmbh | Use of an iron-chromium-aluminum alloy containing additions of hafnium, silicon, yttrium, zirconium and cerium, lanthanum or neodymium for components in Diesel engines and two-stroke engines |
| EP1541810A1 (en) * | 2003-12-11 | 2005-06-15 | Siemens Aktiengesellschaft | Use of a thermal barrier coating for a part of a steam turbine and a steam turbine |
Non-Patent Citations (3)
| Title |
|---|
| T. B. MASSALSKI: "Binary alloy phase diagrams - volume 1", 1990, ASM INTERNATIONAL, XP002435437 * |
| T.B. MASSALSKI: "Binary alloy phase diagrams - volume 2", 1990, ASM INTERNATIONAL, XP002435436 * |
| Y. TAMARIN: "Protective coatings for turbine blades", 2002, ASM INTERNATIONAL, MATERIALS PARK, OHIO, XP002435435 * |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2309017A1 (en) * | 2009-10-09 | 2011-04-13 | Siemens Aktiengesellschaft | Steam turbine component with a protective coating |
| WO2011042500A1 (en) * | 2009-10-09 | 2011-04-14 | Siemens Aktiengesellschaft | Steam turbine component with a protective coating |
| EP2381006A1 (en) * | 2010-04-22 | 2011-10-26 | Siemens Aktiengesellschaft | Coating system for a turbine component |
| EP2381005A1 (en) * | 2010-04-22 | 2011-10-26 | Siemens Aktiengesellschaft | Coating system for turbine components |
| EP2431572A1 (en) * | 2010-09-21 | 2012-03-21 | Siemens Aktiengesellschaft | Thermal barrier coating for a steam turbine component |
| CN109162774A (en) * | 2018-08-30 | 2019-01-08 | 江苏华强新能源科技有限公司 | A kind of inside holding plate for combustion turbine exhaustion diffuser |
| CN109162774B (en) * | 2018-08-30 | 2021-05-18 | 江苏华强新能源科技有限公司 | Internal insulation board for exhaust diffusion section of gas turbine |
| CN113549865A (en) * | 2021-07-27 | 2021-10-26 | 黑龙江省农业机械工程科学研究院 | Iron-based alloy powder, ribbed bionic resistance-reducing wear-resistant structure, and preparation method and application thereof |
| CN113549865B (en) * | 2021-07-27 | 2023-03-14 | 黑龙江省农业机械工程科学研究院 | Iron-based alloy powder, ribbed bionic resistance-reducing wear-resistant structure, and preparation method and application thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2008110607A1 (en) | 2008-09-18 |
| CN101631888A (en) | 2010-01-20 |
| EP2132350A1 (en) | 2009-12-16 |
| JP2010522823A (en) | 2010-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1969156B1 (en) | Method for coating a blade and blade of a gas turbine | |
| EP1970461A1 (en) | Turbine part with heat insulation layer | |
| DE2657288C2 (en) | Coated superalloy article and its uses | |
| DE602005002334T2 (en) | Superalloy-based workpiece with a gamma prime nickel aluminide coating | |
| EP1891249A1 (en) | Layer system for a component comprising a thermally insulating layer and a metallic anti-erosion layer, method for the production and method for the operation of a steam turbine | |
| DE10056617C2 (en) | Material for temperature-stressed substrates | |
| WO2007054265A2 (en) | Heat-insulating protective layer for a component located within the hot gas zone of a gas turbine | |
| DE10126896A1 (en) | Protective coating used for turbines comprises a mono- or multi-layer sealing layer made from an amorphous material | |
| WO2007006681A1 (en) | Ceramic heat insulating layer | |
| DE3740478C1 (en) | High temperature protective layer | |
| EP2824220B1 (en) | CMAS-inert thermal insulation layer and method for its production | |
| EP1260602B1 (en) | Process for producing a thermally insulating coating system on a metallic substrate | |
| EP3333281B1 (en) | High-temperature protective layer for titanium aluminide alloys | |
| EP0241807A2 (en) | High-temperature-resistant coating | |
| EP0602233B1 (en) | Protective coating for titanium components and process for producing it | |
| CH616960A5 (en) | Components resistant to high-temperature corrosion. | |
| EP1466037A1 (en) | High-temperature protective coating | |
| WO2012163991A1 (en) | Method for applying a protective layer, component coated with a protective layer, and gas turbine comprising such a component | |
| EP3728695A1 (en) | Corrosion- and erosion-resistant coating for turbine blades of gas turbines | |
| DE102007016411A1 (en) | Semi-finished refractory metal product for producing ingot has protective layer giving protection against oxidation during hot deformation of semi-finished product | |
| EP1230429B1 (en) | Method for producing a component with layer | |
| DE69835208T2 (en) | Adhesion coating for heat-insulating coating system | |
| DE3704473A1 (en) | Valve material for charge cycle valves | |
| EP2381005A1 (en) | Coating system for turbine components | |
| EP2381006A1 (en) | Coating system for a turbine component |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| AKX | Designation fees paid | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20090218 |
|
| R18D | Application deemed to be withdrawn (corrected) |
Effective date: 20090318 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |