EP1605129A1 - Plastic Window Frame - Google Patents
Plastic Window Frame Download PDFInfo
- Publication number
- EP1605129A1 EP1605129A1 EP05076376A EP05076376A EP1605129A1 EP 1605129 A1 EP1605129 A1 EP 1605129A1 EP 05076376 A EP05076376 A EP 05076376A EP 05076376 A EP05076376 A EP 05076376A EP 1605129 A1 EP1605129 A1 EP 1605129A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- face
- sill
- jamb
- front face
- profile
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images








Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/96—Corner joints or edge joints for windows, doors, or the like frames or wings
- E06B3/9604—Welded or soldered joints
- E06B3/9608—Mitre joints
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/96—Corner joints or edge joints for windows, doors, or the like frames or wings
- E06B3/9628—Mitre joints concealed to look like butt joints
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/96—Corner joints or edge joints for windows, doors, or the like frames or wings
- E06B3/9632—Corner joints or edge joints for windows, doors, or the like frames or wings between a jamb and the threshold or sill of window or door frames
Definitions
- the invention relates to synthetic frames, i.e. rectangular frames of windows and the like.
- windows are made of wood.
- Wood is a material which is relatively easy to process, and mutually connecting horizontal and vertical frame parts may be done relatively easily by means of conventional techniques such as gluing and/or screwing and/or doweling.
- wood has the disadvantage that it can wear as a result of moisture and sunlight, and therefore has to be protected by means of paint or the like.
- the layer of paint has to be inspected regularly, maintained and sometimes even renewed.
- the top surface of the sill is usually implemented in a bevelled way, with an inclination in the order of 10° - 20°.
- frames of alternative materials such as aluminium or synthetic material.
- the frame parts are not solid, but made of hollow extruded profiles.
- the horizontal parts of the frame are manufactured of the same profile as the vertical parts, sawn to size under 45°, and subsequently attached to each other by means of welding.
- a difference relative to the traditional wooden frames is that a welding seam is visible in each corner of the frame, which makes an angle of 45° with the horizontal and the vertical parts.
- the vertical parts stand on the sill, and a horizontal seam is visible.
- the outer contours of the horizontal and the vertical parts are mutually equal, which is experienced as "unnatural".
- the vertical parts of the outer framework have a square or rectangular cross section; when one would make a synthetic frame in this way, of which the vertical parts of the outer framework have a shape corresponding to the traditional shape of the vertical parts of the outer framework of the traditional wooden frame, the sill also has a square or rectangular contour.
- the sill In the traditional wooden frames, the sill has a bevelled top surface; when one would make a synthetic frame in the usual way, of which the sill has a shape corresponding to the traditional shape of the sill of the traditional wooden frame, the inner surfaces of the vertical parts and of the lintel also have a bevelled contour.
- the present invention aims at cancelling the said differences, at least partly. More particularly, the present invention aims at providing a synthetic frame, as well as a method of manufacturing thereof, which frame has the external design of a traditional wooden frame, with a sill having a bevelled top face, straight jambs and lintel, and a horizontal seam at the connection of the jambs to the sill, wherein the usual welding techniques for connecting synthetic profiles may be used in manufacturing that frame.
- a synthetic profile for the sill has a bevelled top face
- a synthetic profile for the jambs has a straight inner face.
- Each of both profiles is sawn by way of at least two saw faces, which mutually make angles with each other.
- the profiles are welded to each other, so that the front surfaces merge into each other.
- the welding seam of 45° in the front surface which appeared hereby, is removed (polished).
- a horizontal slot may be made, in the line of the top edge of the front surface of the sill; this horizontal slot visually gives the impression of a horizontal seam as is usual in a traditional wooden frame.
- Figure 1 schematically shows a front view of a frame, seen from the outside, generally indicated with the reference number 1.
- the frame 1 comprises a horizontal lintel 2, a horizontal sill 3, and two vertical jambs 4 and 5, connected to each other in the form of a rectangle.
- Glass 7 is mounted in the frame.
- the frame may be provided with horizontal and/or vertical fillets 6, which subdivide the glass surface into smaller segments, but that is not necessary.
- the frame is intended to be mounted in a wall of a building, and has a front side that will be directed to the outside world and a rear side that will be directed towards the interior of the building concerned.
- the four frame parts 2, 3, 4, 5 and the glass 7 are situated in a common vertical plane, which will be indicated as window plane 10.
- FIG. 2 schematically shows a general cross section of a jamb 5, mounted in a wall 8. Since the two jambs 4 and 5 may be mirror symmetrical, it suffices to describe only one jamb.
- the jamb 5 has a first surface 11 which connects to the wall 8 and which is preferably substantially parallel to the window plane 10, which first surface 11 will be indicated as "front face”.
- the jamb 5 further has a second surface 12 directed to the inner side of the rectangle defined by the frame, which second surface connects to the front face 11 and is substantially perpendicular to the window plane 10, which second surface 12 will be indicated as "outer side face”.
- the jamb 5 further has a third surface 13 directed away from the glass 7, which is substantially perpendicular to the front face 11 and to the window plane 10 and which is intended for mounting against the wall 8, as shown, which third surface 13 will be indicated as "wall face”.
- the jamb 5 has a fourth surface 14, which connects to the wall 8 and which is preferably substantially parallel to the window plane 10, which fourth surface 14 will be indicated as "rear face”.
- the jamb 5 further has a substantially rectangular recess 16, bounded by a fifth surface 17 which connects to the rear face 14 and is substantially perpendicular to the window plane 10, and a sixth surface 18 which connects to the outer side face 12 and is substantially parallel to the window plane 10.
- the fifth surface 17 will be indicated as "inner side face”
- the sixth surface 18 will be indicated as "support face”.
- the recess 16 serves for connecting the glass 7, which then supports against the support plane 18, as illustrated.
- the glass 7 may be fixed in the frame 1 (by means of connecting means such as glazing beads and/or cement, which means are not shown for the sake of simplicity), as illustrated, but it is also possible that the glass 7 is accommodated in a framework which is mounted pivotably to the frame 1, as is known per se.
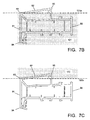
- Figure 3 shows a cross section similar to figure 2 of the lintel 2 and the sill 3.
- the lintel 2 has a contour which is identical to that of the jamb 5, and has a front face 21, which is preferably substantially parallel to the window plane 10. At the outside of the glass 7, the lintel 2 further has a horizontal outer bottom face 22, which connects to the front face 21 and is substantially perpendicular to the front face 21 and to the window plane 10.
- the lintel 2 further has a horizontal wall face 23 directed away from the glass 7, which is substantially perpendicular to the front face 21 and to the window plane 10.
- the lintel 2 has a rear face 24, which is substantially parallel to the window plane 10.
- the lintel 2 further has a substantially rectangular recess 26, bounded by a horizontal inner bottom face 27 which connects to the rear face 24 and is substantially perpendicular to the window plane 10, and a support face 28 which connects to the outer bottom face 22 and is substantially parallel to the window plane 10.
- the sill 3 has a contour which is largely identical to that of the lintel 2, except for the front face 31 and the outer top face 32.
- the front face 31 is substantially parallel to the window plane 10.
- the outer top face 32 of the sill 3, which connects to the front face 31, makes an angle ⁇ with the horizontal, wherein an inner edge 32a of the outer top face 32 directed towards the glass 7 is situated higher than the opposite outer edge 32b, i.e. the connection to the front face 31, so that no water remains on this outer top face 32, as will be known to a person skilled in the art.
- the sill 3 further has a horizontal wall face 33 directed away from the glass 7, which is substantially perpendicular to the window plane 10. At the rear side, the sill 3 has a rear face 34, which is substantially parallel to the window plane 10.
- the sill 3 further has a substantially rectangular recess 36, bounded by a horizontal face 37 which connects to the rear face 34 and is substantially perpendicular to the window plane 10, and a vertical face 38 which connects to the outer top face 32 and is substantially parallel to the window plane 10.
- the horizontal face 37 will be indicated as “inner top face”
- the vertical face 38 will be indicated as "support face” 38.
- Figure 4 schematically shows a cross section of a hollow synthetic extrusion profile 40, suitable to form thereof the jambs 4, 5 and the lintel 2 of the frame 1.
- the outer wall which will then form the front face 11, 21 is indicated as profile front face 41.
- the outer wall which will then form the side face 12, 22 is indicated as profile outer side face 42. It is well visible in the figure that these two outer walls 41 and 42 are substantially perpendicular to each other.
- the recess for connecting glass is indicated at 46.
- the side wall which will form the support face 18, 28 is indicated as profile support face 48. In this profile support face 48, a groove 51 for accommodating a sealing rubber is recognizable.
- the other side wall, which will form the inner side face 17 or the inner bottom face 27, respectively, is indicated as profile side face 47. In this profile side face 47, a connection point 52 is visible, for connecting a glazing bead with which the glass 7 is fixed.
- the outer wall which will form the rear face 14, 24 is indicated as profile rear face 44.
- the outer wall which will form the wall face 13, 23 is indicated as profile wall face 43.
- the extrusion profile 40 is provided with a projecting part 53, which extends the front face 41 to beyond the profile wall face 43, and which is provided with grooves 54, 55 for accommodating sealing rubbers. Alternatively, one single groove may suffice.
- the extrusion profile 40 is provided with internal walls 56, 57, 58, 59, 60, 61, 62, which contribute to the strength of the profile and which subdivide the hollow inner space of the profile 40 into a number of mutually separated chambers.
- metal reinforcement profiles may be attached, which serve for the reinforcement and for the connection of possible window furniture (such as for example hinges).
- FIG 4 such a reinforcement profile is indicated in a dotted way at 64.
- a screw with which the tube 64 may be fixed to the profile 40 is indicated in a dotted way at 65.
- a top corner connection 71 between the lintel 2 and the jamb 4 or 5 is made.
- three profile pieces 72, 77, 80 are sawn (see figure 5A).
- a first profile piece 72 has two ends 73, 74 which are defined, respectively, by two saw cuts 75 and 76 which are perpendicular to the window plane 10 and which make an angle of 45° with the horizontal.
- the two saw cuts 75 and 76 are mutually perpendicular to each other.
- the end faces of the first profile piece 72 resulting from the saw cuts 75 and 76 are indicated with the reference numbers 83 and 84, respectively.
- a second profile piece 77 has an end 78 which is formed by means of a saw cut 79 which is perpendicular to the window plane 10 and which makes an angle of 45° with the horizontal; this saw cut is perpendicular to a corresponding saw cut 75 of the first profile piece 72.
- the end face of the second profile piece 77 resulting from this saw cut 79 is indicated with the reference number 85. Forming the opposite end of the second profile piece 77 will be explained later.
- a third profile piece 80 has an end 81 which is formed by means of a saw cut 82 which is perpendicular to the window plane 10 and which makes an angle of 45° with the horizontal; this saw cut 82 is perpendicular to a corresponding saw cut 76 of the first profile piece 72.
- the end face of the third profile piece 80 resulting from this saw cut 82 is indicated with the reference number 86. Forming the opposite end of the third profile piece 80 will be explained later.
- reinforcement profiles are attached (see 64 in figure 4) and fixed (see 65 in figure 4) in the profile pieces 72, 78, 80.
- the second profile piece 77 is displaced over 90° relative to the first profile piece 72, wherein its end face 85 becomes parallel to the corresponding end face 83 of the first profile piece 72 (figure 5B).
- these two end faces 83 and 85 are welded to each other (figure 5C). Since the welding technique by means of a welding mirror is known per se, this technique is not explained further, and the welding mirror used is not shown. It suffices to remark that hereby a welding seam appears, which in figure 5C is indicated by the reference number 87, and which makes an angle of 45° with the longitudinal direction of the first profile piece 72 as well as with the longitudinal direction of the second profile piece 77.
- the third profile piece 80 is displaced over 90° relative to the first profile piece 72, wherein its end face 86 becomes parallel to the corresponding end face 84 of the first profile piece 72 (figure 5B).
- These two end faces 84 and 86 are welded to each other by means of a welding mirror (figure 5C).
- the welding seam that appears hereby is indicated in figure 5C by the reference number 88, and makes an angle of 45° with the longitudinal direction of the first profile piece 72 as well as with the longitudinal direction of the third profile piece 80.
- the three profile pieces 72, 77, 80 have mutually identical cross sections, their internal walls 56, 57, 58, 59, 60, 61, 62 will fit precisely onto each other, as will be clear to a person skilled in the art.
- the main chamber 63 of the first profile piece 72 i.e. the lintel 2
- Figure 6 schematically shows a cross section of a hollow synthetic extrusion profile 90, suitable to form the sill 3 of the frame 1 thereof.
- the outer wall which will then form the front face 31, is indicated as profile front face 91.
- the outer wall which will then form the outer top face 32, is indicated as profile top face 92.
- the top edge of the profile front face 91, i.e. the transition between the profile front face 91 and the profile top face 92, is indicated by the reference number 93.
- the bottom edge of the profile front face 91 is indicated by the reference number 94.
- the top edge of the profile top face 92 is indicated by the reference number 95.
- the profile top face 92 makes an angle unequal to 90° with the profile front face 91. From comparison of sill profile 90 with jamb profile 40 of figure 4 it will also be seen that the height of the profile front face 91 is smaller than the height of the corresponding profile front face 41. For the remainder, the sill profile 90 is identical to the jamb profile 40, on the understanding that an internal wall (57 in figure 4) connecting to the profile top face 92 has been left out in this exemplary embodiment. This wall may be maintained, but then the length thereof should obviously be smaller than in the jamb profile 40.
- the sill profile 90 has a cross sectional shape which differs from that of the jamb profile 40, it is not possible to connect a sill and a jamb to each other in the simple way explained with reference to figures 5A-C, wherein ends of the profile pieces are defined by a single saw cut under 45°, so that flat ends are obtained which are then welded to each other by means of a flat welding mirror.
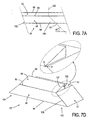
- a method according to the present invention which solves this problem, will now be discussed with reference to the figures 7A-D.
- Figure 7A is a schematic front view of a part of the sill profile 90, according to the arrow P in figure 6, and the figures 7B and 7C are schematic cross sections of the sill profile 90, wherein the sill profile 90 is now shown on smaller scale in the position with the top side up.
- a profile piece 102 is sawn from the sill profile 90, with a first end 103 and a second end 104.
- Figure 7D is a schematic perspective view of that profile piece 102.
- a first saw cut 121 is made, which makes an angle of 45° with the horizontal, and is perpendicular to the window plane 10.
- This first saw cut 121 extends from the bottom edge 94 of the sill profile 90 to the height of the top edge 93 of the profile front face 91. This is shown in figure 7A by a dotted line 121 extending up under 45°from the front face bottom edge 94, which stops at the front face top edge 93.
- a second saw cut 122 is made, which is substantially perpendicular to the longitudinal direction of the sill profile 90, i.e. is directed vertically and is perpendicular to the window plane 10.
- This second saw cut 122 extends from the top edge 95 of the sill profile 90 to the height of the front face top edge 93.
- This is shown in figure 7C by a horizontal dotted line 122a through the front face top edge 93, and by providing the part of the figure situated above this horizontal dotted line 122a with a dotted pattern which represents the second saw cut 122.
- the part of the sill profile 90 situated under this dotted line 122a is not intersected by the second saw cut 122.
- the order of the first and the second saw cut 121, 122 may be exchanged.
- first end 103 of the profile piece 102 has two end faces 131 and 132 which make a mutual angle with each other, as schematically shown in figure 7D.
- a first end face 131, defined by the first saw cut 121 is a 45°-face, which intersects the front face 91 according to a first intersecting line 135.
- a second end face 132, defined by the second saw cut 122 is a 90°-face, which intersects the outer side face 12 according to a second intersecting line 137.
- the sill front face 31 has a height (measured perpendicular to the longitudinal direction of the sill 3) smaller than the width of the jamb front face 11 (measured perpendicular to the longitudinal direction of the jamb 5).
- a reference dotted line 112 is drawn on the jamb front face 11, at such a distance from the jamb inner face 12 that this dotted line 112 subdivides the jamb front face 11 into a first part 113 adjacent to the outer side face 12 and a second part 114 directed away from the outer side face 12, such that the width of this second part 114 is equal to the height of the sill front face 31.
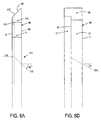
- a first saw cut 123 is made, which makes an angle of 45° with the horizontal, and is perpendicular to the window plane 10.
- This first saw cut 123 extends from the outer edge 66 of the jamb profile piece 80 to the said reference dotted line 112.
- This is shown in figure 8A by a dotted line 123 extending up from the outer edge 66 under 45°, which stops at the said reference dotted line 112.
- This is shown in figure 8B by a horizontal dotted line 123a at the height of the reference dotted line 112, and by providing the part of the figure situated below this horizontal dotted line 123a with a dotted pattern representing the first saw cut 123.
- the part of the jamb profile piece 80 situated above this dotted line 123a is not intersected by the first saw cut 123.
- FIG 8C This is shown in figure 8C by a horizontal dotted line 124a at the height of the reference dotted line 112, and by providing the part of the figure situated above this horizontal dotted line 124a with a dotted pattern which represents the second saw cut 124.
- the part of the sill profile 90 situated below this dotted line 122a is not intersected by the second saw cut 122.
- FIG 8D a schematic view according to the arrow D in figure 6, the second saw cut 124 is illustrated by a dotted line 124b which makes an angle ⁇ with the horizontal.
- the order of the first and the second saw cut 123, 124 may be exchanged.
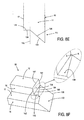
- a first end face 133 defined by the first saw cut 123, is a 45°-face, which intersects the front face 11 according to an intersecting line 136.
- FIG 8F is a schematic perspective view of the bottom end 111 of the jamb profile piece 80, wherein the profile is shown solid for the sake of simplicity.
- a second end face 134 defined by the second saw cut 124, defines a front face bottom edge 144 to the front face 11, defines a side face bottom edge 141 to the outer side face 12, and defines a support face bottom edge 142 to the support face 18.
- the front face bottom edge 144 is substantially perpendicular to the longitudinal direction of the jamb 5.
- the side face bottom edge 141 makes an angle ⁇ with the longitudinal direction of the jamb 5.
- Figure 8F further illustrates that the support face 18 is not completely cut by the two saw cuts 123 and 124.
- a third saw cut 125 serves, which is substantially directed parallel to the side face 12, and which extends from the upper edge 138 of the first end face 133 defined by the first saw cut 123 (i.e. the line 123a in figure 8B) to the bottom edge 148 of the second end face 134 defined by the second saw cut 124 (i.e. the line 124a in figure 8C).
- This third saw cut 125 indicated in figure 8E in a dotted way, defines a saw edge 143 in the support face 18, and defines a vertical saw face 139 parallel to the side face 12.
- the bottom end 111 of the jamb profile piece 80 can be welded to the first end 103 of the sill profile piece 102.
- reinforcement profiles 64 in the figures 4 and 6 are inserted into the respective accommodation chambers 63, and fixed.
- the two profile pieces 80 and 102 are positioned next to each other in the intended position, wherein both 45°-faces 131 and 133 come into contact with each other.
- the said two 45°-faces 131 and 133 can now, in a way known per se, be welded to each other with the help of a flat welding mirror.
- the side face bottom edge 141 of the outer side face 12 of the jamb profile piece 80 comes into contact with the top face 32 of the sill profile piece 102, without it being necessary to weld the jamb inner face 12 to the sill.
- the support face bottom edge 142 comes into contact with the top face 32 of the sill profile piece 102, without it being necessary to weld this bottom edge 142 to the sill.
- the horizontal bottom edge part 144 of the jamb front face 11, formed by the second saw cut 124 comes into contact with the top face 32 of the sill profile piece 102, without it being necessary to weld this bottom edge part 144 to the sill.
- the walls 56, 59, 62, 43 of the sill profile piece 102, surrounding the main chamber 63, are completely welded to the corresponding walls of the jamb profile piece 80.
- the four frame profile pieces 72, 77, 80, 102 together define a ring-shaped main chamber 63, which is completely closed, so that no moisture can enter it, which might lead to rust formation of the reinforcement profiles 64.
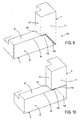
- Figure 9 is a schematic perspective view of the corner connection thus obtained.
- the (open) seam between the outer side face 12 of the jamb 5 and the outer top face 32 of the sill 3 is indicated by the reference number 151.
- the (open) seam between the horizontal bottom edge part 144 of the front face 11 of the jamb 5 and the front face 31 of the sill 3 is indicated by the reference number 152. It can be seen that this seam 152 coincides with the top edge 93 of the front face 31 of the sill 3.
- the closed seam between the front face 11 of the jamb 5 and the front face 31 of the sill 3 is indicated by the reference number 153.
- This seam 153 which makes an angle of 45° with the horizontal and with the vertical, was closed in the step of mirror-welding.
- the two parts to be welded in this case the jamb profile piece 80 and the sill profile piece 102, are pressed together with some force, wherein molten material is pressed outward.
- this seam 153 being shown as a rib projecting above the surface of the front faces 11 and 31.
- this elevated rib may be removed, so that this seam 153 is almost not visible anymore, as illustrated in figure 10, where the seam 153 is now shown as a dotted line. If the frame further receives a layer of paint, the seam 153 really is as good as invisible.
- a horizontal groove 154 may be made in the front face 11 of the jamb 5, in line with the seam 152 and the top edge 93 of the front face 31 of the sill 3, respectively.
- the impression is hereby made that the jamb 5 stands on the sill 3, as one is used to in the case of the traditional wooden frames.
- figure 8F contains an enlarged part which for the jamb profile piece 80 shows that the end face 133 defined by the 45° saw cut 123 is positioned several millimeters outward relative to the end face 134, so that the intersecting line 136 between end face 133 and the front face 11 just does not intersect the end edge 144 of the front face 11 defined by the saw cut 134.
- the intersecting point of the first end face 133 defined by the 45° saw cut 123 with the reference line 112 is indicated at R
- the intersecting point of the end face 134 defined by the saw cut 124 with the reference line 112 is indicated at S: it can be seen that these intersecting points R and S are shifted somewhat relative to each other.
- the outer side face 12 of a jamb 5 makes an angle unequal to 90° with the corresponding front face 11, which angle is unequal to the angle ⁇ which the outer top face 32 of a sill 3 makes with the corresponding front face 31.
- the front faces 11 and 31 are completely or partly not parallel to the window plane 10, but make at least partly equal angles with it and thus define a facet edge.
Landscapes
- Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Joining Of Corner Units Of Frames Or Wings (AREA)
Abstract
Description
- The invention relates to synthetic frames, i.e. rectangular frames of windows and the like.
- Traditionally, windows are made of wood. Wood is a material which is relatively easy to process, and mutually connecting horizontal and vertical frame parts may be done relatively easily by means of conventional techniques such as gluing and/or screwing and/or doweling. However, wood has the disadvantage that it can wear as a result of moisture and sunlight, and therefore has to be protected by means of paint or the like. The layer of paint has to be inspected regularly, maintained and sometimes even renewed. In order to prevent water from remaining on the sill of the frame, the top surface of the sill is usually implemented in a bevelled way, with an inclination in the order of 10° - 20°.
- In order to avoid the disadvantages of wood, it is also known to make frames of alternative materials, such as aluminium or synthetic material. In that case, the frame parts are not solid, but made of hollow extruded profiles. In the case of synthetic material, the horizontal parts of the frame are manufactured of the same profile as the vertical parts, sawn to size under 45°, and subsequently attached to each other by means of welding.
- A difference relative to the traditional wooden frames is that a welding seam is visible in each corner of the frame, which makes an angle of 45° with the horizontal and the vertical parts. In the traditional wooden frames, the vertical parts stand on the sill, and a horizontal seam is visible.
- Another difference is that the outer contours of the horizontal and the vertical parts are mutually equal, which is experienced as "unnatural". In the traditional wooden frames, the vertical parts of the outer framework have a square or rectangular cross section; when one would make a synthetic frame in this way, of which the vertical parts of the outer framework have a shape corresponding to the traditional shape of the vertical parts of the outer framework of the traditional wooden frame, the sill also has a square or rectangular contour. In the traditional wooden frames, the sill has a bevelled top surface; when one would make a synthetic frame in the usual way, of which the sill has a shape corresponding to the traditional shape of the sill of the traditional wooden frame, the inner surfaces of the vertical parts and of the lintel also have a bevelled contour.
- The said differences do not make a synthetic frame inferior, but yet recognizable as being different from a traditional wooden frame. Often a designer (architect), a client, or a regulations committee, only wants to accept a synthetic frame if that has the same appearance as a traditional wooden frame.
- The present invention aims at cancelling the said differences, at least partly. More particularly, the present invention aims at providing a synthetic frame, as well as a method of manufacturing thereof, which frame has the external design of a traditional wooden frame, with a sill having a bevelled top face, straight jambs and lintel, and a horizontal seam at the connection of the jambs to the sill, wherein the usual welding techniques for connecting synthetic profiles may be used in manufacturing that frame.
- According to an important aspect of the present invention, a synthetic profile for the sill has a bevelled top face, and a synthetic profile for the jambs has a straight inner face. Each of both profiles is sawn by way of at least two saw faces, which mutually make angles with each other. The profiles are welded to each other, so that the front surfaces merge into each other. The welding seam of 45° in the front surface which appeared hereby, is removed (polished). In the front surface of the jamb, a horizontal slot may be made, in the line of the top edge of the front surface of the sill; this horizontal slot visually gives the impression of a horizontal seam as is usual in a traditional wooden frame.
- These and other aspects, features and advantages of the present invention will be further explained by the following description with reference to the drawings, in which same reference numbers indicated same or similar parts, and in which:
- figure 1 schematically shows a front view of a frame, seen from the outside;
- figure 2 schematically shows a horizontal cross section of a jamb of a frame;
- figure 3 schematically shows a vertical cross section of a lintel and sill of a frame;
- figure 4 schematically shows a cross section of a synthetic
extrusion profile for manufacturing a lintel and jambs for a
frame;
the figures 5A-C schematically illustrate method steps for forming a connection between jambs and lintel; - figure 6 schematically shows a cross section of a synthetic extrusion profile for manufacturing a sill for a frame;
- the figures 7A-D schematically illustrate how a sill is made from a sill profile;
- the figures 8A-F schematically illustrate how the bottom end of a jamb is formed in preparation of a connection with a sill;
- figure 9 is a schematic perspective view illustrating a corner connection between a jamb and a sill;
- figure 10 is a perspective view similar to figure 9 showing the same corner connection after a finishing step.
-
- Figure 1 schematically shows a front view of a frame, seen from the outside, generally indicated with the
reference number 1. Theframe 1 comprises ahorizontal lintel 2, ahorizontal sill 3, and twovertical jambs Glass 7 is mounted in the frame. The frame may be provided with horizontal and/orvertical fillets 6, which subdivide the glass surface into smaller segments, but that is not necessary. The frame is intended to be mounted in a wall of a building, and has a front side that will be directed to the outside world and a rear side that will be directed towards the interior of the building concerned. - The four
frame parts glass 7 are situated in a common vertical plane, which will be indicated aswindow plane 10. - Figure 2 schematically shows a general cross section of a
jamb 5, mounted in awall 8. Since the twojambs glass 7, thejamb 5 has afirst surface 11 which connects to thewall 8 and which is preferably substantially parallel to thewindow plane 10, whichfirst surface 11 will be indicated as "front face". At the outside of theglass 7, thejamb 5 further has asecond surface 12 directed to the inner side of the rectangle defined by the frame, which second surface connects to thefront face 11 and is substantially perpendicular to thewindow plane 10, whichsecond surface 12 will be indicated as "outer side face". - The
jamb 5 further has athird surface 13 directed away from theglass 7, which is substantially perpendicular to thefront face 11 and to thewindow plane 10 and which is intended for mounting against thewall 8, as shown, whichthird surface 13 will be indicated as "wall face". - At the inside of the
glass 7, thejamb 5 has afourth surface 14, which connects to thewall 8 and which is preferably substantially parallel to thewindow plane 10, whichfourth surface 14 will be indicated as "rear face". At the inside of the glass, thejamb 5 further has a substantiallyrectangular recess 16, bounded by afifth surface 17 which connects to therear face 14 and is substantially perpendicular to thewindow plane 10, and asixth surface 18 which connects to theouter side face 12 and is substantially parallel to thewindow plane 10. Thefifth surface 17 will be indicated as "inner side face", and thesixth surface 18 will be indicated as "support face". Therecess 16 serves for connecting theglass 7, which then supports against thesupport plane 18, as illustrated. It is noted that theglass 7 may be fixed in the frame 1 (by means of connecting means such as glazing beads and/or cement, which means are not shown for the sake of simplicity), as illustrated, but it is also possible that theglass 7 is accommodated in a framework which is mounted pivotably to theframe 1, as is known per se. - Figure 3 shows a cross section similar to figure 2 of the
lintel 2 and thesill 3. - The
lintel 2 has a contour which is identical to that of thejamb 5, and has afront face 21, which is preferably substantially parallel to thewindow plane 10. At the outside of theglass 7, thelintel 2 further has a horizontalouter bottom face 22, which connects to thefront face 21 and is substantially perpendicular to thefront face 21 and to thewindow plane 10. - The
lintel 2 further has ahorizontal wall face 23 directed away from theglass 7, which is substantially perpendicular to thefront face 21 and to thewindow plane 10. - At the inside of the glass, the
lintel 2 has arear face 24, which is substantially parallel to thewindow plane 10. At the inside of theglass 7, thelintel 2 further has a substantiallyrectangular recess 26, bounded by a horizontalinner bottom face 27 which connects to therear face 24 and is substantially perpendicular to thewindow plane 10, and asupport face 28 which connects to theouter bottom face 22 and is substantially parallel to thewindow plane 10. - The
sill 3 has a contour which is largely identical to that of thelintel 2, except for thefront face 31 and theouter top face 32. Thefront face 31 is substantially parallel to thewindow plane 10. Theouter top face 32 of thesill 3, which connects to thefront face 31, makes an angle α with the horizontal, wherein aninner edge 32a of theouter top face 32 directed towards theglass 7 is situated higher than the oppositeouter edge 32b, i.e. the connection to thefront face 31, so that no water remains on this outertop face 32, as will be known to a person skilled in the art. - The
sill 3 further has a horizontal wall face 33 directed away from theglass 7, which is substantially perpendicular to thewindow plane 10. At the rear side, thesill 3 has arear face 34, which is substantially parallel to thewindow plane 10. - At the inside of the
glass 7, thesill 3 further has a substantiallyrectangular recess 36, bounded by ahorizontal face 37 which connects to therear face 34 and is substantially perpendicular to thewindow plane 10, and avertical face 38 which connects to theouter top face 32 and is substantially parallel to thewindow plane 10. Thehorizontal face 37 will be indicated as "inner top face", and thevertical face 38 will be indicated as "support face" 38. - Figure 4 schematically shows a cross section of a hollow
synthetic extrusion profile 40, suitable to form thereof thejambs lintel 2 of theframe 1. The outer wall which will then form thefront face profile front face 41. The outer wall which will then form theside face outer side face 42. It is well visible in the figure that these twoouter walls support face profile support face 48. In thisprofile support face 48, agroove 51 for accommodating a sealing rubber is recognizable. The other side wall, which will form the inner side face 17 or theinner bottom face 27, respectively, is indicated asprofile side face 47. In thisprofile side face 47, aconnection point 52 is visible, for connecting a glazing bead with which theglass 7 is fixed. - The outer wall which will form the
rear face rear face 44. - The outer wall which will form the
wall face profile wall face 43. In this case, theextrusion profile 40 is provided with a projectingpart 53, which extends thefront face 41 to beyond theprofile wall face 43, and which is provided withgrooves - In this case, the
extrusion profile 40 is provided withinternal walls profile 40 into a number of mutually separated chambers. In amain chamber 63, metal reinforcement profiles may be attached, which serve for the reinforcement and for the connection of possible window furniture (such as for example hinges). In figure 4, such a reinforcement profile is indicated in a dotted way at 64. A screw with which thetube 64 may be fixed to theprofile 40 is indicated in a dotted way at 65. - With reference to the figures 5A-C, it will now be explained briefly how a
top corner connection 71 between thelintel 2 and thejamb profile pieces first profile piece 72 has two ends 73, 74 which are defined, respectively, by two sawcuts window plane 10 and which make an angle of 45° with the horizontal. The two sawcuts first profile piece 72 resulting from the saw cuts 75 and 76 are indicated with thereference numbers - A
second profile piece 77 has anend 78 which is formed by means of a saw cut 79 which is perpendicular to thewindow plane 10 and which makes an angle of 45° with the horizontal; this saw cut is perpendicular to a corresponding saw cut 75 of thefirst profile piece 72. The end face of thesecond profile piece 77 resulting from this saw cut 79 is indicated with thereference number 85. Forming the opposite end of thesecond profile piece 77 will be explained later. - A
third profile piece 80 has anend 81 which is formed by means of a saw cut 82 which is perpendicular to thewindow plane 10 and which makes an angle of 45° with the horizontal; this saw cut 82 is perpendicular to a corresponding saw cut 76 of thefirst profile piece 72. The end face of thethird profile piece 80 resulting from this saw cut 82 is indicated with thereference number 86. Forming the opposite end of thethird profile piece 80 will be explained later. - If desired or if needed, reinforcement profiles are attached (see 64 in figure 4) and fixed (see 65 in figure 4) in the
profile pieces - Then, the
second profile piece 77 is displaced over 90° relative to thefirst profile piece 72, wherein itsend face 85 becomes parallel to the corresponding end face 83 of the first profile piece 72 (figure 5B). By means of a welding mirror, these two end faces 83 and 85 are welded to each other (figure 5C). Since the welding technique by means of a welding mirror is known per se, this technique is not explained further, and the welding mirror used is not shown. It suffices to remark that hereby a welding seam appears, which in figure 5C is indicated by thereference number 87, and which makes an angle of 45° with the longitudinal direction of thefirst profile piece 72 as well as with the longitudinal direction of thesecond profile piece 77. - In a similar way, the
third profile piece 80 is displaced over 90° relative to thefirst profile piece 72, wherein itsend face 86 becomes parallel to the corresponding end face 84 of the first profile piece 72 (figure 5B). These two end faces 84 and 86 are welded to each other by means of a welding mirror (figure 5C). The welding seam that appears hereby is indicated in figure 5C by thereference number 88, and makes an angle of 45° with the longitudinal direction of thefirst profile piece 72 as well as with the longitudinal direction of thethird profile piece 80. - Since the three
profile pieces internal walls main chamber 63 of the first profile piece 72 (i.e. the lintel 2) fits precisely onto themain chamber 63 of thesecond profile piece 72 and onto themain chamber 63 of thethird profile piece 80. - Figure 6 schematically shows a cross section of a hollow
synthetic extrusion profile 90, suitable to form thesill 3 of theframe 1 thereof. The outer wall which will then form thefront face 31, is indicated asprofile front face 91. The outer wall which will then form the outertop face 32, is indicated as profiletop face 92. The top edge of theprofile front face 91, i.e. the transition between theprofile front face 91 and the profiletop face 92, is indicated by thereference number 93. The bottom edge of theprofile front face 91 is indicated by thereference number 94. The top edge of the profiletop face 92 is indicated by thereference number 95. - It is well visible in the figure that the profile
top face 92 makes an angle unequal to 90° with theprofile front face 91. From comparison ofsill profile 90 withjamb profile 40 of figure 4 it will also be seen that the height of theprofile front face 91 is smaller than the height of the correspondingprofile front face 41. For the remainder, thesill profile 90 is identical to thejamb profile 40, on the understanding that an internal wall (57 in figure 4) connecting to the profiletop face 92 has been left out in this exemplary embodiment. This wall may be maintained, but then the length thereof should obviously be smaller than in thejamb profile 40. - Since the
sill profile 90 has a cross sectional shape which differs from that of thejamb profile 40, it is not possible to connect a sill and a jamb to each other in the simple way explained with reference to figures 5A-C, wherein ends of the profile pieces are defined by a single saw cut under 45°, so that flat ends are obtained which are then welded to each other by means of a flat welding mirror. A method according to the present invention, which solves this problem, will now be discussed with reference to the figures 7A-D. - With reference to the figures 7-9, it will now be explained briefly how a
bottom corner connection 101 between thesill 3 and thejamb sill profile 90, according to the arrow P in figure 6, and the figures 7B and 7C are schematic cross sections of thesill profile 90, wherein thesill profile 90 is now shown on smaller scale in the position with the top side up. - A
profile piece 102 is sawn from thesill profile 90, with afirst end 103 and asecond end 104. Figure 7D is a schematic perspective view of thatprofile piece 102. In order to form thefirst end 103 of thatprofile piece 102, a first saw cut 121 is made, which makes an angle of 45° with the horizontal, and is perpendicular to thewindow plane 10. This first saw cut 121 extends from thebottom edge 94 of thesill profile 90 to the height of thetop edge 93 of theprofile front face 91. This is shown in figure 7A by a dottedline 121 extending up under 45°from the frontface bottom edge 94, which stops at the front facetop edge 93. This is shown in figure 7B by a horizontal dottedline 121a through the front facetop edge 93, and by providing the part of the figure situated under this horizontal dottedline 121a with a dotted pattern which represents thefirst saw cut 121. Thus, the part of thesill profile 90 situated above this dottedline 121a is not intersected by thefirst saw cut 121. - Subsequently, a second saw cut 122 is made, which is substantially perpendicular to the longitudinal direction of the
sill profile 90, i.e. is directed vertically and is perpendicular to thewindow plane 10. This second saw cut 122 extends from thetop edge 95 of thesill profile 90 to the height of the front facetop edge 93. This is shown in figure 7A by a dottedline 122 extending down under 90° from the top facetop edge 95, which stops at the front facetop edge 93. This is shown in figure 7C by a horizontal dottedline 122a through the front facetop edge 93, and by providing the part of the figure situated above this horizontal dottedline 122a with a dotted pattern which represents thesecond saw cut 122. Thus, the part of thesill profile 90 situated under this dottedline 122a is not intersected by thesecond saw cut 122. - Alternatively, the order of the first and the second saw cut 121, 122 may be exchanged.
- These two saw
cuts first end 103 of theprofile piece 102. More particularly, thefirst end 103 of theprofile piece 102 has two end faces 131 and 132 which make a mutual angle with each other, as schematically shown in figure 7D. Here, afirst end face 131, defined by the first saw cut 121, is a 45°-face, which intersects thefront face 91 according to afirst intersecting line 135. Asecond end face 132, defined by the second saw cut 122, is a 90°-face, which intersects the outer side face 12 according to asecond intersecting line 137. - Since the
second end 104 of theprofile piece 102 is mirror symmetrical with thefirst end 103, a further discussion thereof is not necessary. - Figure 8A is a schematic front view of a part of the
jamb profile 40, according to the arrow Q in figure 4, and the figures 8B and 8C are schematic cross sections of thejamb profile 40, wherein thejamb profile 40 is now shown on smaller scale in a position with thewall face 43 down. For the sake of convenience, it is assumed that atop end 81 has already been made to thisjamb profile 40, as explained with reference to figure 5A-C, so that thisjamb profile 40 will be indicated hereinafter asjamb profile piece 80. Figure 8D is a schematic side view of thejamb profile piece 80, according to the arrow R in figure 4, wherein thejamb profile piece 80 is standing straight up, with itstop end 81 up. Abottom end 111 is now formed to thejamb profile piece 80. However, it is noted that thebottom end 111 may first be formed to thejamb profile piece 80, followed by thetop end 81. - As has already been remarked above, as a result of the bevelled outer
top face 32, thesill front face 31 has a height (measured perpendicular to the longitudinal direction of the sill 3) smaller than the width of the jamb front face 11 (measured perpendicular to the longitudinal direction of the jamb 5). In figure 8A, a reference dottedline 112 is drawn on thejamb front face 11, at such a distance from the jambinner face 12 that this dottedline 112 subdivides the jambfront face 11 into afirst part 113 adjacent to theouter side face 12 and asecond part 114 directed away from theouter side face 12, such that the width of thissecond part 114 is equal to the height of thesill front face 31. - In order to form the
bottom end 111 to thejamb profile piece 80, a first saw cut 123 is made, which makes an angle of 45° with the horizontal, and is perpendicular to thewindow plane 10. This first saw cut 123 extends from theouter edge 66 of thejamb profile piece 80 to the said reference dottedline 112. This is shown in figure 8A by a dottedline 123 extending up from theouter edge 66 under 45°, which stops at the said reference dottedline 112. This is shown in figure 8B by a horizontal dottedline 123a at the height of the reference dottedline 112, and by providing the part of the figure situated below this horizontal dottedline 123a with a dotted pattern representing thefirst saw cut 123. Thus, the part of thejamb profile piece 80 situated above this dottedline 123a is not intersected by thefirst saw cut 123. - Subsequently, a second saw cut 124 is made, according to a plane which intersects the jamb
front face 11 according to a horizontal intersecting line, and which makes an angle α with the longitudinal direction of thejamb profile piece 80, corresponding to the bevelled position of the sillinner face 32. This second saw cut 124 extends from the jambinner face 12 to the said reference dottedline 112. This is shown in figure 8A by a dottedline 124 extending horizontally aside from the jambinner face 12, which stops at the said reference dottedline 112. This is shown in figure 8C by a horizontal dottedline 124a at the height of the reference dottedline 112, and by providing the part of the figure situated above this horizontal dottedline 124a with a dotted pattern which represents thesecond saw cut 124. Thus, the part of thesill profile 90 situated below this dottedline 122a is not intersected by thesecond saw cut 122. In figure 8D, a schematic view according to the arrow D in figure 6, the second saw cut 124 is illustrated by a dottedline 124b which makes an angle α with the horizontal. - Alternatively, the order of the first and the second saw cut 123, 124 may be exchanged.
- These two saw
cuts bottom end 111 of thejamb profile piece 80. More particularly, thebottom end 11 of thejamb profile piece 80 has two end faces 133 and 134 which make a mutual angle with each other, as schematically shown in figure 8E. Here, afirst end face 133, defined by the first saw cut 123, is a 45°-face, which intersects thefront face 11 according to anintersecting line 136. - Figure 8F is a schematic perspective view of the
bottom end 111 of thejamb profile piece 80, wherein the profile is shown solid for the sake of simplicity. This figure illustrates that asecond end face 134, defined by the second saw cut 124, defines a front facebottom edge 144 to thefront face 11, defines a sideface bottom edge 141 to theouter side face 12, and defines a support facebottom edge 142 to thesupport face 18. The front facebottom edge 144 is substantially perpendicular to the longitudinal direction of thejamb 5. The side facebottom edge 141 makes an angle α with the longitudinal direction of thejamb 5. - Figure 8F further illustrates that the
support face 18 is not completely cut by the two sawcuts side face 12, and which extends from theupper edge 138 of thefirst end face 133 defined by the first saw cut 123 (i.e. theline 123a in figure 8B) to thebottom edge 148 of thesecond end face 134 defined by the second saw cut 124 (i.e. theline 124a in figure 8C). This third saw cut 125, indicated in figure 8E in a dotted way, defines asaw edge 143 in thesupport face 18, and defines avertical saw face 139 parallel to theside face 12. - Since the bottom end of the other
jamb profile piece 77 is mirror symmetrical with thebottom end 111 of thejamb profile piece 80, a further discussion thereof is not necessary. - Now, the
bottom end 111 of thejamb profile piece 80 can be welded to thefirst end 103 of thesill profile piece 102. First, if desired, reinforcement profiles (64 in the figures 4 and 6) are inserted into therespective accommodation chambers 63, and fixed. Then, the twoprofile pieces faces faces bottom edge 141 of the outer side face 12 of thejamb profile piece 80 comes into contact with thetop face 32 of thesill profile piece 102, without it being necessary to weld the jambinner face 12 to the sill. Likewise, the support facebottom edge 142 comes into contact with thetop face 32 of thesill profile piece 102, without it being necessary to weld thisbottom edge 142 to the sill. Likewise, the horizontalbottom edge part 144 of the jambfront face 11, formed by the second saw cut 124, comes into contact with thetop face 32 of thesill profile piece 102, without it being necessary to weld thisbottom edge part 144 to the sill. It is important that thewalls sill profile piece 102, surrounding themain chamber 63, are completely welded to the corresponding walls of thejamb profile piece 80. Hereby, the fourframe profile pieces main chamber 63, which is completely closed, so that no moisture can enter it, which might lead to rust formation of the reinforcement profiles 64. - Figure 9 is a schematic perspective view of the corner connection thus obtained. The (open) seam between the outer side face 12 of the
jamb 5 and the outertop face 32 of thesill 3 is indicated by thereference number 151. - The (open) seam between the horizontal
bottom edge part 144 of thefront face 11 of thejamb 5 and thefront face 31 of thesill 3 is indicated by thereference number 152. It can be seen that thisseam 152 coincides with thetop edge 93 of thefront face 31 of thesill 3. - The closed seam between the
front face 11 of thejamb 5 and thefront face 31 of thesill 3 is indicated by thereference number 153. Thisseam 153, which makes an angle of 45° with the horizontal and with the vertical, was closed in the step of mirror-welding. Here, it is usual that the two parts to be welded, in this case thejamb profile piece 80 and thesill profile piece 102, are pressed together with some force, wherein molten material is pressed outward. This is shown in figure 9 by thisseam 153 being shown as a rib projecting above the surface of the front faces 11 and 31. In a finalizing step, for example by means of abrasion, this elevated rib may be removed, so that thisseam 153 is almost not visible anymore, as illustrated in figure 10, where theseam 153 is now shown as a dotted line. If the frame further receives a layer of paint, theseam 153 really is as good as invisible. - According to a further aspect of the invention, in a finalizing step, a
horizontal groove 154 may be made in thefront face 11 of thejamb 5, in line with theseam 152 and thetop edge 93 of thefront face 31 of thesill 3, respectively. Visually, the impression is hereby made that thejamb 5 stands on thesill 3, as one is used to in the case of the traditional wooden frames. - It is noted that the ends of these profile pieces partly melt while welding the
jamb profile piece 80 to thesill profile piece 102, and, are partly pressed away while pressing these profile pieces against each other, as will be clear to a person skilled in the art of synthetic welding. Since the fit in the state after the welding process is of importance, the "disappearing" material must be taken into account while sawing the profile pieces, which material in practice may have a thickness of several millimeters. - This means that in the sawn but not yet welded state, the parts of the profile pieces which correspond to the 45°
welding seam 153 contain somewhat extra material. This is illustrated for thesill profile piece 102 in an enlarged part with figure 7D. It is clearly shown that the outertop face 92 already has the correct size, but that thefirst end face 131 defined by the 45° saw cut is positioned several millimeters outward, so that the intersectingline 135 between thisfirst end face 131 and thefront face 91 just does not intersect theend edge 137 of the outer side face 12 defined by thesaw cut 122. In the enlargement of figure 7D, the intersecting point of thefirst end face 131 defined by the 45° saw cut 121 with the front facetop edge 93 is indicated at P, and the intersecting point of theend face 132 defined by the saw cut 122 with the front facetop edge 93 is indicated at Q: it can be seen that these intersecting points P and Q are shifted somewhat relative to each other. - In a similar way, figure 8F contains an enlarged part which for the
jamb profile piece 80 shows that theend face 133 defined by the 45° saw cut 123 is positioned several millimeters outward relative to theend face 134, so that the intersectingline 136 betweenend face 133 and thefront face 11 just does not intersect theend edge 144 of thefront face 11 defined by thesaw cut 134. In the enlargement of figure 8F, the intersecting point of thefirst end face 133 defined by the 45° saw cut 123 with thereference line 112 is indicated at R, and the intersecting point of theend face 134 defined by the saw cut 124 with thereference line 112 is indicated at S: it can be seen that these intersecting points R and S are shifted somewhat relative to each other. - It may be clear that the
profile pieces seams - It will be clear to a person skilled in the art that the invention is not limited to the exemplary embodiments discussed above, but that several variations and modifications are possible within the protective scope of the invention as defined in the attached claims.
- For example, it is possible that the outer side face 12 of a
jamb 5 makes an angle unequal to 90° with the correspondingfront face 11, which angle is unequal to the angle α which the outertop face 32 of asill 3 makes with the correspondingfront face 31. Further, it is possible that the front faces 11 and 31 are completely or partly not parallel to thewindow plane 10, but make at least partly equal angles with it and thus define a facet edge.
Claims (15)
- Synthetic frame (1), comprising at least one sill (3) and at least one jamb (5) which are attached to each other with a corner connection (101);
wherein the jamb (5) has a front face (11) and an outer side face (12) connecting thereto;
wherein the sill (3) has a front face (31) and an outer top face (32) connecting thereto, wherein the front face (31) and the outer top face (32) meet each other at a sill edge (93);
wherein the sill (3) has an end (103) which is at least partly defined by an end face (131) which makes an angle of substantially approximately 45° with the longitudinal direction of the sill (3), which end face (131) intersects the front face (31) of the sill (3) according to an intersecting line (135);
wherein the jamb (5) has a bottom end (103) which is at least partly defined by an end face (133) which makes an angle of substantially approximately 45° with the longitudinal direction of the jamb (5), which end face (133) intersects the front face (11) of the jamb (5) according to an intersecting line (136);
wherein the outer top face (32) of the sill (3) makes an angle (α) larger than zero with the horizontal;
wherein the front face (31) of the sill (3) has a height which is smaller than the width of the front face (11) of the jamb (5);
wherein the said end faces (131 and 133) of the sill (3) and the jamb (5), respectively, are welded to each other, wherein a welding seam (153) directed according to 45° connects the front face (31) of the sill (3) with the front face (11) of the jamb (5), which welding seam (153) extends over the jamb front face (11) only over a width which corresponds to the height of the sill front face (31), and then continues in a horizontal seam (152) in line with the sill edge (93); and wherein the front face (11) of the jamb (5) is provided with a groove (154) in line with the sill edge (93). - Frame according to claim 1, wherein the front face (11) of the jamb (5) is provided with a groove (154) in line with the sill edge (93).
- Frame according to claim 1 or 2, wherein the said weld (153) is flush with the plane of the front faces (11 and 31) of the jamb (5) and the sill (3), respectively.
- Frame according to any of the preceding claims, wherein the sill (3) and the jamb (5) are hollow profile pieces.
- Frame according to claim 4, wherein metal reinforcement profiles (64) are incorporated in the sill (3) and/or in the jamb (5).
- Frame according to any of the preceding claims, wherein the end (103) of the sill (3) is defined by the said 45° end face (131) and by a second end face (132) which is substantially perpendicular to the longitudinal direction of the sill (3) and intersects the outer top face (32) of the sill (3) according to an intersecting line (137);
wherein the said 45° end face (131) of the sill (3) extends from the bottom side of the sill (3) to the height level of the said sill edge (93);
and wherein the said second end face (132) extends from the top edge (32a) of the outer top face (32) of the sill (3) to the height level of the said sill edge (93). - Frame according to any of the preceding claims, wherein the end (103) of the jamb (5) is at least partly defined by a second end face (134), which makes an angle with the longitudinal direction of the jamb (5) equal to the said angle (α), intersects the front face (11) of the jamb (5) according to an intersecting line (144) which is substantially perpendicular to the longitudinal direction of the jamb (5), and intersects the side face (12) of the jamb (5) according to an intersecting line (141) which makes an angle with the longitudinal direction of the jamb (5) equal to the said angle (α).
- Method for manufacturing a sill profile piece (102), comprising the steps of:wherein the two saw cuts (121, 122) meet each other at the height of the said front face top edge (93) and thus define a profile piece end (103).providing a synthetic sill profile (90) having a front face (91) and a top face (92) connecting thereto, which faces meet each other at a front face top edge (93) under an angle larger than 90°;making a first saw cut (121) under an angle of 45° with the longitudinal direction of the sill profile (90), which first saw cut (121) extends from a bottom edge (94) of the sill profile (90) to the height of the said front face top edge (93), wherein the first saw cut (121) forms a 45° end face (131) of the profile piece (102);making a second saw cut (122) substantially perpendicular to the longitudinal direction of the sill profile (90), which second saw cut (122) extends from a top edge (95) of the sill profile (90) to the height of the said front face top edge (93), wherein the second saw cut (122) forms a second end face (132) of the profile piece (102);
- Method according to claim 8, wherein an intersecting point (P) of the 45° end face (131) with the said front face top edge (93) is shifted somewhat relative to an intersecting point (Q) of the second end face (132) with the said front face top edge (93).
- Method for manufacturing a jamb profile piece (80), comprising the steps of:wherein the two saw cuts (123, 124) meet each other at the height of the said reference level (112) and thus define a profile piece end (111).providing a synthetic jamb profile (40) having a front face (41) and a side face (42) connecting thereto, which faces meet each other under an angle of approximately 90°;making a first saw cut (123) under an angle of 45° with the longitudinal direction of the jamb profile (40), which firstsaw cut (123) extends from an outer edge (66) of the jamb profile (40) to a predetermined reference level (112), wherein the first saw cut (123) forms a 45° end face (133) of the profile piece (80);making a second saw cut (124) which makes an angle (α) with the longitudinal direction of the jamb profile (40), which second saw cut (122) extends from the side face (42) to the said reference level (112), wherein the second saw cut (124) forms a second end face (134) of the profile piece (80);
- Method according to claim 10, further comprising the step of making a third saw cut (125), substantially parallel to the side face (42), which third saw cut (125) extends from a top edge (138) of the 45° end face (133) to a bottom edge (148) of the second end face (134).
- Method according to claim 10 or 11, wherein an intersecting point (R) of the 45° end face (133) with the said reference level (112) is shifted somewhat relative to an intersecting point (S) of the second end face (134) with the said reference level (112).
- Method for manufacturing a synthetic frame (1), comprising the steps of:manufacturing a sill profile piece (102) with a method according to claim 8 or 9;manufacturing a jamb profile piece (80) with a method according to claim 10, 11 or 12, wherein the jamb front face (41) has a width which is larger than the height of the sill front face (91);welding, for example by means of a welding mirror, the 45° end face (133) of the jamb profile piece (80) to the 45° end face (131) of the sill profile piece (102).
- Method according to claim 13, further comprising the step of removing material (153) from the front faces (11, 31) which is pressed outward while welding.
- Method according to claim 13 or 14, further comprising the step of making a groove (154) in the jamb front face (11), in line with the said front face top edge (93).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| NL1026399 | 2004-06-11 | ||
| NL1026399A NL1026399C2 (en) | 2004-06-11 | 2004-06-11 | Plastic frame. |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1605129A1 true EP1605129A1 (en) | 2005-12-14 |
Family
ID=34938339
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05076376A Withdrawn EP1605129A1 (en) | 2004-06-11 | 2005-06-13 | Plastic Window Frame |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1605129A1 (en) |
| NL (1) | NL1026399C2 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2236723A2 (en) | 2009-04-02 | 2010-10-06 | profine GmbH | Method of making a corner connection with hollow plastic profiles |
| DE102009002159A1 (en) | 2009-04-02 | 2010-10-07 | Profine Gmbh | Method for connecting plastic-hollow chamber profiles in corner region of e.g. window, involves covering overleap joint of plastic-hollow chamber profile with overleap joint-notch of another plastic-hollow chamber profile |
| NL2004372A (en) * | 2009-04-09 | 2010-10-12 | Hanssen Beleggingen B V | CORNER CONNECTION FOR A FRAME, DOOR OR WINDOW OF PLASTIC PROFILES AND METHOD FOR MANUFACTURING THEM. |
| JP2022078400A (en) * | 2020-11-13 | 2022-05-25 | Ykk Ap株式会社 | Resin frame manufacturing method, resin frame |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE7519261U (en) * | 1975-10-09 | Hoenerloh K | Plastic window frames | |
| WO1996012863A1 (en) * | 1994-10-19 | 1996-05-02 | Andersen Corporation | Joint structure and method of manufacture |
| US6076314A (en) * | 1994-01-18 | 2000-06-20 | Sli, Inc. | Window frame |
-
2004
- 2004-06-11 NL NL1026399A patent/NL1026399C2/en not_active IP Right Cessation
-
2005
- 2005-06-13 EP EP05076376A patent/EP1605129A1/en not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE7519261U (en) * | 1975-10-09 | Hoenerloh K | Plastic window frames | |
| US6076314A (en) * | 1994-01-18 | 2000-06-20 | Sli, Inc. | Window frame |
| WO1996012863A1 (en) * | 1994-10-19 | 1996-05-02 | Andersen Corporation | Joint structure and method of manufacture |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2236723A2 (en) | 2009-04-02 | 2010-10-06 | profine GmbH | Method of making a corner connection with hollow plastic profiles |
| DE102009002159A1 (en) | 2009-04-02 | 2010-10-07 | Profine Gmbh | Method for connecting plastic-hollow chamber profiles in corner region of e.g. window, involves covering overleap joint of plastic-hollow chamber profile with overleap joint-notch of another plastic-hollow chamber profile |
| EP2236723A3 (en) * | 2009-04-02 | 2011-01-19 | profine GmbH | Method of making a corner connection with hollow plastic profiles |
| EP2236723B1 (en) | 2009-04-02 | 2015-09-02 | profine GmbH | Method of making a corner connection with hollow plastic profiles |
| NL2004372A (en) * | 2009-04-09 | 2010-10-12 | Hanssen Beleggingen B V | CORNER CONNECTION FOR A FRAME, DOOR OR WINDOW OF PLASTIC PROFILES AND METHOD FOR MANUFACTURING THEM. |
| NL2002740C2 (en) * | 2009-04-09 | 2010-10-12 | Hanssen Beleggingen B V | CORNER CONNECTION FOR A FRAME, DOOR OR WINDOW OF PLASTIC PROFILES AND METHOD FOR MANUFACTURING THEM. |
| JP2022078400A (en) * | 2020-11-13 | 2022-05-25 | Ykk Ap株式会社 | Resin frame manufacturing method, resin frame |
Also Published As
| Publication number | Publication date |
|---|---|
| NL1026399C2 (en) | 2005-12-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6250040B1 (en) | Solid core vinyl screen door | |
| US7036283B2 (en) | Corner molding cap system | |
| EP0034157A1 (en) | Manufacture of frames for windows and the like from cored plastics profiles. | |
| EP1605129A1 (en) | Plastic Window Frame | |
| CN112427895A (en) | Production process of aluminum alloy door and window | |
| US20020020121A1 (en) | Wall structure of building | |
| US6155011A (en) | Finish material for window openings | |
| EP0087848A1 (en) | Framework such as a window frame | |
| RU2372455C2 (en) | Profiled panel | |
| EP2236723B1 (en) | Method of making a corner connection with hollow plastic profiles | |
| CN210969256U (en) | Corrosion-resistant super-strength composite wood | |
| CN212054397U (en) | Split fireproof profiles and corresponding embedded aluminum clad steel fireproof windows | |
| CN211081560U (en) | Fast-assembling combination door plant | |
| EP1469156A2 (en) | Frame for casings, doors or windows and the like, and method for producing frames for casings, doors or windows and the like | |
| EP2816187A2 (en) | Wing frame of a window or a door with multilayered glazing | |
| CN111561246B (en) | Connection structure of metal section bar of passive metal wood door and window | |
| GB2610583A (en) | Profile joints and related methods | |
| CN217080195U (en) | Connecting piece capable of combining wood-aluminum door and window sash | |
| RU2386774C1 (en) | Method for manufacturing of finishing profile for window and door openings | |
| CN223523617U (en) | An aluminum profile door frame and door body | |
| CN223676103U (en) | Aluminum profile door body | |
| JP7595450B2 (en) | Manufacturing method of the frame | |
| IE53788B1 (en) | Composite window | |
| WO1985003543A1 (en) | Device for building constructions and method for the realization of the device | |
| KR200499191Y1 (en) | Corner finishing material for window frame |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| 17P | Request for examination filed |
Effective date: 20060426 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| 19U | Interruption of proceedings before grant |
Effective date: 20100126 |
|
| 19W | Proceedings resumed before grant after interruption of proceedings |
Effective date: 20210601 |
|
| PUAJ | Public notification under rule 129 epc |
Free format text: ORIGINAL CODE: 0009425 |
|
| 32PN | Public notification |
Free format text: COMMUNICATION PURSUANT TO RULE 142 EPC (RESUMPTION OF PROCEEDINGS UNDER RULE 142(2) EPC DATED 24.11.2020) |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| PUAJ | Public notification under rule 129 epc |
Free format text: ORIGINAL CODE: 0009425 |
|
| 32PN | Public notification |
Free format text: NOTING OF LOSS OF RIGHTS PURSUANT TO RULE 112(1) EPC (EPO FORM 2524 DATED 28/06/2022) |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20211202 |