EP1520800A1 - Package for animal artificial insemination comprising at least two compartments - Google Patents
Package for animal artificial insemination comprising at least two compartments Download PDFInfo
- Publication number
- EP1520800A1 EP1520800A1 EP04023281A EP04023281A EP1520800A1 EP 1520800 A1 EP1520800 A1 EP 1520800A1 EP 04023281 A EP04023281 A EP 04023281A EP 04023281 A EP04023281 A EP 04023281A EP 1520800 A1 EP1520800 A1 EP 1520800A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bag
- compartment
- welding
- bag according
- peelable joint
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 230000009027 insemination Effects 0.000 title description 8
- 239000007788 liquid Substances 0.000 claims abstract description 33
- 210000000582 semen Anatomy 0.000 claims abstract description 22
- 239000002985 plastic film Substances 0.000 claims abstract description 19
- 229920006255 plastic film Polymers 0.000 claims abstract description 19
- 239000012530 fluid Substances 0.000 claims abstract description 11
- 229920003023 plastic Polymers 0.000 claims abstract description 6
- 239000004033 plastic Substances 0.000 claims abstract description 6
- 238000003466 welding Methods 0.000 claims description 40
- 229920001684 low density polyethylene Polymers 0.000 claims description 8
- 239000004702 low-density polyethylene Substances 0.000 claims description 8
- 229920001903 high density polyethylene Polymers 0.000 claims description 4
- 239000004700 high-density polyethylene Substances 0.000 claims description 4
- 239000002861 polymer material Substances 0.000 claims description 4
- 238000007599 discharging Methods 0.000 abstract description 2
- 239000010410 layer Substances 0.000 description 25
- 239000000463 material Substances 0.000 description 11
- 239000000203 mixture Substances 0.000 description 6
- 229930182555 Penicillin Natural products 0.000 description 4
- JGSARLDLIJGVTE-MBNYWOFBSA-N Penicillin G Chemical compound N([C@H]1[C@H]2SC([C@@H](N2C1=O)C(O)=O)(C)C)C(=O)CC1=CC=CC=C1 JGSARLDLIJGVTE-MBNYWOFBSA-N 0.000 description 4
- 229940049954 penicillin Drugs 0.000 description 4
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 230000001154 acute effect Effects 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000010790 dilution Methods 0.000 description 2
- 239000012895 dilution Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000003755 preservative agent Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 230000003449 preventive effect Effects 0.000 description 1
- 230000035484 reaction time Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images












Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61D—VETERINARY INSTRUMENTS, IMPLEMENTS, TOOLS, OR METHODS
- A61D19/00—Instruments or methods for reproduction or fertilisation
- A61D19/02—Instruments or methods for reproduction or fertilisation for artificial insemination
- A61D19/022—Containers for animal semen, e.g. pouches or vials ; Methods or apparatus for treating or handling animal semen containers, e.g. filling or closing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
- B65D75/5855—Peelable seals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/32—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents for packaging two or more different materials which must be maintained separate prior to use in admixture
- B65D81/3261—Flexible containers having several compartments
- B65D81/3266—Flexible containers having several compartments separated by a common rupturable seal, a clip or other removable fastening device
Definitions
- the present invention concerns a bag for storing fluids/liquids which are only to be mixed in immediate connection with use/discharge from the bag, preferably for storing and injecting animal semen, and which is made of two layers of plastic film, e.g. built up as laminates, of which one laminate on the side facing the other plastic film includes a weldable plastic, and where by a bag edge there is provided a discharge opening at an opening closure, preferably for taking out liquid via a catheter.
- the bag may be produced by welding plastic film.
- a film sheet can be folded and welded on three sides whereby a closed bag appears.
- Two film sheets may correspondingly be welded on four sides whereby a closed bag appears.
- Such bags may be opened by cutting off a welding by breaking a zipper closure with engaging zipper parts at opposite bag sides or by peeling a peelable closure.
- the invention also concerns uses of such a bag.
- a bag of the type mentioned in the introduction is e.g. known from US patent no. 5,725,312.
- a closing arrangement for a film bag where a peelable closure and a reclosing mechanism are provided.
- the materials providing peelable properties are welded on the film material, and the material may be built up from several different types of polymers so that adhesion and peeling properties are provided where desired.
- sealed bags are often used as packing. These bags are to be opened quickly without using sharp instruments, e.g. a pair of scissors. It is a wish that a predetermined edge of the bag is to be opened, and it is achieved by substituting the welding with a gluing with a peeling wax.
- Such wax is usually applied as a web on one of two mutually facing surfaces of a film sheet, and by passing welding rollers, a tight joining is performed which appear as a welding, but which can be separated again by tearing the outermost ends of the film pieces located outside the gluing.
- a bag being peculiar in that the bag is formed with at least two mutually connectable compartments, as the two layers of plastic film are joined by strip-shaped weldings that over a part of their length may be torn up considerably easier than over the remaining part of their length, as first compartment, which communicates with the discharge opening, contains a first liquid, whereas a second liquid is contained in the second compartment, and that in the closing zone there is formed a first peelable joint of the welding, and that in the connection between the at least two compartments there is formed a second peelable joint of the welding.
- the peelable joint of the welding can be provided according to different principles that enable use of different force for peeling the welding. It may thus occur by applying wax layer, by welding in a strip, by modifying the plastic or by controlling the welding temperature and thereby attain greater or lesser strength in the welding in the area where an easier peelability is wanted than in the remaining part.
- compartments of the bag can be dimensioned according to the fluids to be used, it is possible to minimise the amount of fluid to be supplied with preservatives or treating agents, e.g. penicillin.
- the bag is peculiar in that the first and second peelable joints of the welding includes embedded laminates in strip shape in parallel with the bag edge where the mouth is provided, as the first laminate is provided closer to the bag edge than the second laminate.
- the bag is peculiar in that the laminates in the embedded strips consist of three layers, as a first outer layer is a low density polyethylene, the centre layer is a high density polyethylene with greater rigidity, and a second outer layer is a low density polyethylene which is modified for the purpose of peeling after passing a welding station.
- peelability is understood in this connection that the two types of plastic film, e.g. built up as laminates, i.e. several different layers of material, are joined so that when the two plastic films are pulled from each other, the closure is broken in predefined zone without tearing the two films.
- the bag includes a strip consisting of three layers, where a first outer layer is a low density polyethylene, the centre layer is a high density polyethylene with greater rigidity, and the second outer layer is a low density polyethylene which is modified for the purpose of peelability after passing a welding station, a greater stiffness is attained, entailing that the bag is easier to get hold of.
- a first outer layer is a low density polyethylene
- the centre layer is a high density polyethylene with greater rigidity
- the second outer layer is a low density polyethylene which is modified for the purpose of peelability after passing a welding station, a greater stiffness is attained, entailing that the bag is easier to get hold of.
- the plastic film materials are e.g. built up as laminates where the film can have different properties at each side. Furthermore, these films are e.g. made by co-extrusion of polymer materials.
- the bag may advantageously be used for storing fluids/liquids for use with insemination of animal semen, preferably boar semen.
- a first compartment communicating with the discharge opening contains a liquid with a greater part of semen cells than a liquid contained in the second compartment.
- first peelable joint is broken before the second peelable joint, as the contents of the first compartment is discharged before the second peelable joint is torn up.
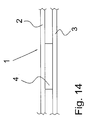
- Fig. 1 illustrates a bag 1 which is made of the two layers of plastic film that are illustrated in Fig. 14.
- Fig. 14 is seen that two layers of plastic film 2, 3 are superposed, and that between the two plastic films 2, 3 there is provided a peelable material 4.
- the bag sides 2, 3 may be provided as a multi-layer films or single-layer films. In all cases, at least the laminate or the bag side facing the other plastic film is to include a weldable plastic.
- the peelable material 4 may be provided in strip form extending from bag side to bag side, or alternatively be provided punctiform in areas between the two layers of plastic film where breaking a weld is desired to be established during use.
- Fig. 1 illustrates that by a bag edge 5 there is provided a discharge opening 6.
- the discharge opening 6 is provided with a duct 7 which has a tapering cross-section from the bag edge 5 towards a first compartment 8 in the bag.
- the duct 7 has funnel-shaped inlet opening 9 that enable easy insertion of a catheter, and the catheter will be disposed with tight fit in the tapering duct 7 which is dimensioned so that the catheter does not penetrate into first chamber 8.
- the two plastic films 2, 3 are joined with a series of strip-shaped weldings 10 so that besides the first compartment 8, a second compartment 8' is formed which is separated from the first chamber.
- the bag can be designed with more than two compartments if the intended use necessitates storing three or more components independently of each other and performing mixing of these only in immediate connection with use of the formed product.
- first and a second strip 11, 12 that provide the weldings 10 becoming peelable within the strip-shaped area.
- the welding 10" located within the strip 11 and covering the discharge opening 6 may thus be broken more easily than the remaining part of the welding 10.
- the welding 10' which is located at a connection between the two compartments 8, 8' within the area of the strip 12, will provide a peelable joint of the welding in this area so that there may be established a communication between the two compartments 8, 8'.
- Such a use is particularly advantageous by an insemination.
- the most semen-rich liquid will be disposed in the first chamber 8 and will be injected first at the insemination. Then liquid from the second chamber 8' can be used as propelling liquid when the second peelable joint of the welding 10' is peeled.
- the bag will be particularly suited for injecting boar semen by insemination of sows.
- the second peelable joint is formed by two largely rectilinear parts 13, 14 that are disposed under an angle 15 in relation to each other so that a point 16 is formed.
- This point will preferably be oriented into the second chamber 8' so that a special force concentration and a beginning breaking of the joint 10" at the point 16 is achieved.
- strip-shaped laminates that run in parallel with the bag edge 5 where the discharge opening 6 is provided.
- the first laminate 11 will thus be provided closer to the bag edge 5 than the second laminate 12.
- Such a disposition of strip-shaped laminates is simple in production.
- the strips 11, 12 will consist of a three-layered construction as one outer layer is a low density polyethylene, and the centre layer is a high density polyethylene with greater rigidity, and the other layer is a low density polyethylene which is modified with regard to peelability after formation of the weldings 10 in a welding station.
- the films for the bag sides and the embedded strip-shaped laminates may consist of co-extruded laminate of polymer materials or polymer materials or of separate layers.
- Fig. 2 shows an embodiment where the rectilinear parts 13, 14 have greater length and extend under a more acute angle 15 than shown in Fig. 1. Hereby is achieved a greater notch effect and greater assurance of breaking at the point 16 when the bag is squeezed.
- Fig. 3 shows an embodiment where between the rectilinear part 13 and a welding 17 between the two chambers, a more acute angle 18 than the one illustrated in Figs. 1 and 2 is formed. Hereby it becomes possible to achieve breaking, either at the point 16 or at point 19 formed between the welding strips 13, 17.
- Fig. 4 illustrates a further embodiment, where the rectilinear part 14 extends perpendicularly to the bag edge 5 and not under an angle in relation to the bag edge as the above mentioned embodiments.
- Fig. 5 shows an embodiment that largely corresponds to the embodiment in Fig. 4, but here embedded laminates 20, 21 are illustrated that only extend in the area where peeling of the weld parts 10' and 10" is desired.
- Fig. 6 shows an embodiment where welding strips 22 at the side edge of the bag have an inwards directed course for providing a better and more secure shape when the bag is gripped for squeezing.
- Fig. 7 illustrates an embodiment corresponding to the one shown in Fig. 6, but the length of the rectilinear part 13 is slightly shorter in this embodiment.
- Fig. 8 illustrates an embodiment that also has a narrowing centre part, and here the rectilinear parts 13, 14 are designed under an angle in relation to the bag edge 5 for forming the point 16.
- Fig. 9 illustrates an embodiment corresponding to the one shown in Fig. 8, but the length of the rectilinear part 13 is slightly longer in this embodiment.
- Fig. 10 shows an embodiment with narrowed centre part of the bag, and where the first rectilinear part 13' is formed by a rectilinear extension of the welding strip 17 and the second rectilinear part 14' extending perpendicularly thereto (in parallel with the bag edge 5). These two rectilinear parts 13', 14' are oriented under an angle 15' and form a point 16' which in this embodiment is directed into the first compartment 8.
- Fig. 11 substantially corresponds to Fig. 10, but is here shown without a narrowing centre part on the bag.
- Fig. 12 illustrates an embodiment corresponding to Fig. 10 but provided with a further weld strip 23 disposed inside the angle 15' with orientation into the second chamber 8'. With this embodiment, a breaking at each side of the weld strip 23 by squeezing the bag may be achieved.
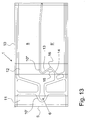
- Fig. 13 is an embodiment that substantially corresponds to the embodiment shown in Fig. 1 but with an angle 15 which is considerably greater than the angle 15 according to Fig. 1.
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Veterinary Medicine (AREA)
- Zoology (AREA)
- Wood Science & Technology (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Reproductive Health (AREA)
- Bag Frames (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
Abstract
Description
- The present invention concerns a bag for storing fluids/liquids which are only to be mixed in immediate connection with use/discharge from the bag, preferably for storing and injecting animal semen, and which is made of two layers of plastic film, e.g. built up as laminates, of which one laminate on the side facing the other plastic film includes a weldable plastic, and where by a bag edge there is provided a discharge opening at an opening closure, preferably for taking out liquid via a catheter.
- The bag may be produced by welding plastic film. A film sheet can be folded and welded on three sides whereby a closed bag appears. Two film sheets may correspondingly be welded on four sides whereby a closed bag appears. Such bags may be opened by cutting off a welding by breaking a zipper closure with engaging zipper parts at opposite bag sides or by peeling a peelable closure.
- The invention also concerns uses of such a bag.
- A bag of the type mentioned in the introduction is e.g. known from US patent no. 5,725,312. Here is described a closing arrangement for a film bag where a peelable closure and a reclosing mechanism are provided. The materials providing peelable properties are welded on the film material, and the material may be built up from several different types of polymers so that adhesion and peeling properties are provided where desired. In the bag formed there is only one storage compartment.
- For dispensable application, e.g. for medical or surgical use, sealed bags are often used as packing. These bags are to be opened quickly without using sharp instruments, e.g. a pair of scissors. It is a wish that a predetermined edge of the bag is to be opened, and it is achieved by substituting the welding with a gluing with a peeling wax. Such wax is usually applied as a web on one of two mutually facing surfaces of a film sheet, and by passing welding rollers, a tight joining is performed which appear as a welding, but which can be separated again by tearing the outermost ends of the film pieces located outside the gluing.
- It is possible for one of the two opposed film layers to use a film that over its entire surface has the desired peelable sealing. This has the production advantage that a roll of plastic film is uniformly cylindric just as a roll of material with the second of the opposed film layers. However, in use it easily happens that not only the desired edge is torn up but also the side edges, whereby the bag becomes unserviceable. In order to avoid this risk, it is desirable just to apply the wax as a web or a strip during the making of the bag, since a preceding web-shaped application provides film rolls that are difficult to work with.
- By some fluid mixtures there is a risk of depreciation of an active part in the one part of the mixture, why there is a wish of performing mixture in immediate connection with use.
- In some situations it is desirable to reduce the use of preservatives or treating agents that are only necessary for one part of the mixture, but which are used in excessive amounts if mixing of fluids occurs during filling of the bag. This is e.g. the case with boar semen, where penicillin is added for preventive reasons to the boar semen when this is filled on insemination bags where the semen liquid is mixed with dilution liquid. There is a wish of separating the mixture in a semen liquid with penicillin and a dilution liquid without penicillin and to store these components in a bag which can also be used by insemination.
- There is also a desire for achieving a bag with at least two chambers, which is easily peeled, and with contents of at least two fluids, e.g. containing animal semen, and which the user can mix by himself when desired in connection with use/discharge.
- According to the invention, this is achieved with a bag being peculiar in that the bag is formed with at least two mutually connectable compartments, as the two layers of plastic film are joined by strip-shaped weldings that over a part of their length may be torn up considerably easier than over the remaining part of their length, as first compartment, which communicates with the discharge opening, contains a first liquid, whereas a second liquid is contained in the second compartment, and that in the closing zone there is formed a first peelable joint of the welding, and that in the connection between the at least two compartments there is formed a second peelable joint of the welding.
- By such a bag is it is possible that the user himself can determine which of the peelable joints that are to be torn up at first, either for mixing the contents of the compartments before discharge or for discharging the two compartments in direct continuation of each other. The peeling of the first peelable joint will commonly occur by pulling two superposed bag sides at the closing zone away from each other. The peeling of the second peelable joint will commonly occur by squeezing around the bag as the content of the second compartment or succeeding compartments hereby press against the second peelable joint. Hereby a pressure is exerted against the joint while at the same time an outwards pull occurs in the joint due to bulging in the bag when the fluid is pressed into the end part of the compartment where the joint is formed.
- It is noted that the peelable joint of the welding can be provided according to different principles that enable use of different force for peeling the welding. It may thus occur by applying wax layer, by welding in a strip, by modifying the plastic or by controlling the welding temperature and thereby attain greater or lesser strength in the welding in the area where an easier peelability is wanted than in the remaining part.
- As the compartments of the bag can be dimensioned according to the fluids to be used, it is possible to minimise the amount of fluid to be supplied with preservatives or treating agents, e.g. penicillin.
- According to a specific embodiment, the bag is peculiar in that the first and second peelable joints of the welding includes embedded laminates in strip shape in parallel with the bag edge where the mouth is provided, as the first laminate is provided closer to the bag edge than the second laminate.
- According to a further embodiment, the bag is peculiar in that the laminates in the embedded strips consist of three layers, as a first outer layer is a low density polyethylene, the centre layer is a high density polyethylene with greater rigidity, and a second outer layer is a low density polyethylene which is modified for the purpose of peeling after passing a welding station.
- By such bag designs there is achieved a closure where one film side is weldable and the other film side is peelable, whereby an efficient closure of the bag is ensured by a traditional welding process which, due to the peelable material properties of the second film, does not effect an actual welding of the two plastic materials.
- By peelability is understood in this connection that the two types of plastic film, e.g. built up as laminates, i.e. several different layers of material, are joined so that when the two plastic films are pulled from each other, the closure is broken in predefined zone without tearing the two films.
- As the bag includes a strip consisting of three layers, where a first outer layer is a low density polyethylene, the centre layer is a high density polyethylene with greater rigidity, and the second outer layer is a low density polyethylene which is modified for the purpose of peelability after passing a welding station, a greater stiffness is attained, entailing that the bag is easier to get hold of. However, it is to be remarked that in one bag side there is only need for two layers: a peelable and a weldable layer.
- The plastic film materials are e.g. built up as laminates where the film can have different properties at each side. Furthermore, these films are e.g. made by co-extrusion of polymer materials.
- According to the invention, the bag may advantageously be used for storing fluids/liquids for use with insemination of animal semen, preferably boar semen. In this situation of use it is preferred that a first compartment communicating with the discharge opening contains a liquid with a greater part of semen cells than a liquid contained in the second compartment.
- Furthermore, it is preferred that the first peelable joint is broken before the second peelable joint, as the contents of the first compartment is discharged before the second peelable joint is torn up.
- Hereby is achieved insertion of the semen in a way corresponding to the natural semen insertion, where a semen rich liquid is inserted at first and a less semen rich propelling liquid is inserted afterwards. The liquid in a second chamber will thus in practice not need to contain semen. This liquid may only contain propelling liquid.
- The invention is to be described more closely in the following with reference to the drawing, where:
- Figs. 1 - 13
- show plane views through different embodiments of a bag according to the invention; and
- Fig. 14
- shows a schematic partial section through a bag according to the invention.
- In the following, identical or corresponding elements of the different embodiments will be designated with the same reference numbers. Therefore, no specific explanation will be given in connection with each single Figure. In the individual Figures, an explanation concerning mutual variation is provided.
- Fig. 1 illustrates a
bag 1 which is made of the two layers of plastic film that are illustrated in Fig. 14. - In Fig. 14 is seen that two layers of
plastic film plastic films peelable material 4. - The
bag sides peelable material 4 may be provided in strip form extending from bag side to bag side, or alternatively be provided punctiform in areas between the two layers of plastic film where breaking a weld is desired to be established during use. - Fig. 1 illustrates that by a
bag edge 5 there is provided adischarge opening 6. Thedischarge opening 6 is provided with aduct 7 which has a tapering cross-section from thebag edge 5 towards afirst compartment 8 in the bag. Theduct 7 has funnel-shaped inlet opening 9 that enable easy insertion of a catheter, and the catheter will be disposed with tight fit in the taperingduct 7 which is dimensioned so that the catheter does not penetrate intofirst chamber 8. - The two
plastic films shaped weldings 10 so that besides thefirst compartment 8, a second compartment 8' is formed which is separated from the first chamber. - It is noted that the bag can be designed with more than two compartments if the intended use necessitates storing three or more components independently of each other and performing mixing of these only in immediate connection with use of the formed product.
- Between the two film layers there is embedded a first and a
second strip weldings 10 becoming peelable within the strip-shaped area. Thewelding 10" located within thestrip 11 and covering thedischarge opening 6 may thus be broken more easily than the remaining part of thewelding 10. Similarly, the welding 10', which is located at a connection between the twocompartments 8, 8' within the area of thestrip 12, will provide a peelable joint of the welding in this area so that there may be established a communication between the twocompartments 8, 8'. - When access is to be established to the interior of the bag, it will thus be possible to break the welding 10' by gripping around the side edges with the
bag edge 5 and to pull these from each other, and then inserting a catheter in theduct 7. Hereby, the content from thefirst compartment 8 may be discharged. When this content has been discharged, one may subsequently squeeze around the bag. The liquid in the second chamber 8' will hereby press against the weldings 10' with such a force that they will be torn up. The liquid from the compartment 8' may then flow out via theduct 7 and the catheter. - Such a use is particularly advantageous by an insemination. In such a situation, the most semen-rich liquid will be disposed in the
first chamber 8 and will be injected first at the insemination. Then liquid from the second chamber 8' can be used as propelling liquid when the second peelable joint of the welding 10' is peeled. - Hereby is achieved insemination of animal semen corresponding to natural injection. The bag will be particularly suited for injecting boar semen by insemination of sows.
- It is also possible to break the second peelable joint 10" first. This is effected by squeezing the bag. Hereby the amount of liquid in the chamber 8' will cause a bulging which not only provide a greater pressure against the joint 10" but will also exert an outwards directed pressure/tension so that breaking of this joint occurs before the breaking of the first joint 10'. Due to the greater length of the second joint 10", it will thus be safeguarded that the liquids in the two
chambers 8, 8' are mixed before discharge occurs. This may e.g. be the case where liquids are to have a certain reaction time before use, e.g. in case of bicomponent glue which then may be injected by using catheter, syringe or the like that is inserted in theduct 7. - In practice, it has appeared that one achieves correct breaking of the
joints 10' and 10", respectively, by having a ratio between 1:2 and 1: 6 between the two lengths. - In order to ensure breaking of the second joint first, it is preferred that the second peelable joint is formed by two largely
rectilinear parts angle 15 in relation to each other so that apoint 16 is formed. This point will preferably be oriented into the second chamber 8' so that a special force concentration and a beginning breaking of the joint 10" at thepoint 16 is achieved. - As material for the
strips bag edge 5 where thedischarge opening 6 is provided. Thefirst laminate 11 will thus be provided closer to thebag edge 5 than thesecond laminate 12. Such a disposition of strip-shaped laminates is simple in production. - In a preferred embodiment, the
strips weldings 10 in a welding station. The films for the bag sides and the embedded strip-shaped laminates may consist of co-extruded laminate of polymer materials or polymer materials or of separate layers. - Fig. 2 shows an embodiment where the
rectilinear parts acute angle 15 than shown in Fig. 1. Hereby is achieved a greater notch effect and greater assurance of breaking at thepoint 16 when the bag is squeezed. - Fig. 3 shows an embodiment where between the
rectilinear part 13 and awelding 17 between the two chambers, a moreacute angle 18 than the one illustrated in Figs. 1 and 2 is formed. Hereby it becomes possible to achieve breaking, either at thepoint 16 or atpoint 19 formed between the welding strips 13, 17. - Fig. 4 illustrates a further embodiment, where the
rectilinear part 14 extends perpendicularly to thebag edge 5 and not under an angle in relation to the bag edge as the above mentioned embodiments. - Fig. 5 shows an embodiment that largely corresponds to the embodiment in Fig. 4, but here embedded
laminates weld parts 10' and 10" is desired. - Fig. 6 shows an embodiment where welding strips 22 at the side edge of the bag have an inwards directed course for providing a better and more secure shape when the bag is gripped for squeezing.
- Fig. 7 illustrates an embodiment corresponding to the one shown in Fig. 6, but the length of the
rectilinear part 13 is slightly shorter in this embodiment. - Fig. 8 illustrates an embodiment that also has a narrowing centre part, and here the
rectilinear parts bag edge 5 for forming thepoint 16. - Fig. 9 illustrates an embodiment corresponding to the one shown in Fig. 8, but the length of the
rectilinear part 13 is slightly longer in this embodiment. - Fig. 10 shows an embodiment with narrowed centre part of the bag, and where the first rectilinear part 13' is formed by a rectilinear extension of the
welding strip 17 and the second rectilinear part 14' extending perpendicularly thereto (in parallel with the bag edge 5). These two rectilinear parts 13', 14' are oriented under an angle 15' and form a point 16' which in this embodiment is directed into thefirst compartment 8. - Fig. 11 substantially corresponds to Fig. 10, but is here shown without a narrowing centre part on the bag.
- Fig. 12 illustrates an embodiment corresponding to Fig. 10 but provided with a
further weld strip 23 disposed inside the angle 15' with orientation into the second chamber 8'. With this embodiment, a breaking at each side of theweld strip 23 by squeezing the bag may be achieved. - Fig. 13 is an embodiment that substantially corresponds to the embodiment shown in Fig. 1 but with an
angle 15 which is considerably greater than theangle 15 according to Fig. 1.
Claims (10)
- Bag for storing fluids/liquids which are only to be mixed in immediate connection with use/discharge from the bag, preferably for storing and injecting animal semen, and which is made of two layers of plastic film, e.g. built up as laminates, of which one laminate on the side facing the other plastic film includes a weldable plastic, and where by a bag edge there is provided a discharge opening at an opening closure, preferably for taking out liquid via a catheter, characterised in that the bag is formed with at least two mutually connectable compartments, as the two layers of plastic film are joined by strip-shaped weldings that over a part of their length may be torn up considerably easier than over the remaining part of their length, as first compartment, which communicates with the discharge opening, contains a first liquid, whereas a second liquid is contained in the second compartment, and that in the closing zone there is formed a first peelable joint of the welding, and that in the connection between the at least two compartments there is formed a second peelable joint of the welding.
- Bag according to claim 1, characterised in that the first and second peelable joint of the welding includes embedded laminates in strip shape in parallel with the bag edge where the mouth is provided, as the first laminate is provided closer to the bag edge than the second laminate.
- Bag according to claim 2, characterised in that the laminates in the embedded strips consist of three layers, as a first outer layer is a low density polyethylene, the centre layer is a high density polyethylene with greater rigidity, and a second outer layer is a low density polyethylene which is modified for the purpose of peeling after passing a welding station.
- Bag according to any preceding claim, characterised in that the films consist of co-extruded laminated polymer materials.
- Bag according to any preceding claim, characterised in that the length of the first peelable joint is substantially less than the length of the second peelable joint, and that the ratio of the lengths between the two joints preferably is between 1:2 and 1:6.
- Bag according to any preceding claim, characterised in that the weldings in the closing zone form a discharge opening in the shape of a duct that has a tapering course in direction towards the first compartment of the bag.
- Bag according to any preceding claim, characterised in that the welding in the second peelable joint is designed with at least two largely rectilinear parts that are mutually oriented under an angle for forming a point which is preferably oriented into the second compartment of the bag.
- Use of a bag according to any preceding claim for storing and injecting animal semen, as a first compartment communicating with the discharge opening contains a liquid with a greater part of semen cells than a liquid contained in the second compartment.
- Use of a bag according to any preceding claim 1 - 7 for storing and injecting animal semen, and where the first peelable joint is broken before the second peelable joint, as the contents of the first compartment are discharged before the second peelable joint is torn up.
- Use of a bag according to any preceding claim 1 - 7 for storing fluids/liquids that are to be mixed only in immediate connection with use/discharge from the bag.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DK200301423A DK200301423A (en) | 2003-09-30 | 2003-09-30 | Bag with at least two chambers and use of such a bag |
| DK200301423 | 2003-09-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1520800A1 true EP1520800A1 (en) | 2005-04-06 |
Family
ID=34306699
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04023281A Withdrawn EP1520800A1 (en) | 2003-09-30 | 2004-09-30 | Package for animal artificial insemination comprising at least two compartments |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1520800A1 (en) |
| DK (1) | DK200301423A (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007142887A1 (en) * | 2006-06-01 | 2007-12-13 | E.I. Du Pont De Nemours And Company | Multiple compartment pouch with frangible seal |
| WO2013184919A1 (en) * | 2012-06-06 | 2013-12-12 | Minitube Of America, Inc. | Multi-compartment container for biological liquids |
| WO2018041797A1 (en) * | 2016-08-30 | 2018-03-08 | i.GLUESYSTEMS GmbH | Multi-chamber bag |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0605406A2 (en) * | 1990-10-09 | 1994-07-06 | Robert Cassou | Insemination probe adaptable to a dose-bag for animal sperm intended for artificial insemination |
| US5725312A (en) * | 1994-04-11 | 1998-03-10 | Reynolds Consumer Products, Inc. | Closure arrangement having a peelable seal |
| US20010047162A1 (en) * | 2000-02-17 | 2001-11-29 | Yasumi Yugari | Injection kit and injection device |
| US20020094141A1 (en) * | 2001-01-16 | 2002-07-18 | Solvex Co. | Easily openable disposable container, and sealing die therefor |
| EP1277454A1 (en) * | 2000-04-24 | 2003-01-22 | Ajinomoto Co., Inc. | Liquid storage bag |
-
2003
- 2003-09-30 DK DK200301423A patent/DK200301423A/en not_active Application Discontinuation
-
2004
- 2004-09-30 EP EP04023281A patent/EP1520800A1/en not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0605406A2 (en) * | 1990-10-09 | 1994-07-06 | Robert Cassou | Insemination probe adaptable to a dose-bag for animal sperm intended for artificial insemination |
| US5725312A (en) * | 1994-04-11 | 1998-03-10 | Reynolds Consumer Products, Inc. | Closure arrangement having a peelable seal |
| US20010047162A1 (en) * | 2000-02-17 | 2001-11-29 | Yasumi Yugari | Injection kit and injection device |
| EP1277454A1 (en) * | 2000-04-24 | 2003-01-22 | Ajinomoto Co., Inc. | Liquid storage bag |
| US20020094141A1 (en) * | 2001-01-16 | 2002-07-18 | Solvex Co. | Easily openable disposable container, and sealing die therefor |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007142887A1 (en) * | 2006-06-01 | 2007-12-13 | E.I. Du Pont De Nemours And Company | Multiple compartment pouch with frangible seal |
| CN101626963B (en) * | 2006-06-01 | 2011-08-10 | 纳幕尔杜邦公司 | multi-chamber container |
| US9061819B2 (en) | 2006-06-01 | 2015-06-23 | E I Du Pont De Nemours And Company | Multiple compartment pouch or container with frangible seal |
| WO2013184919A1 (en) * | 2012-06-06 | 2013-12-12 | Minitube Of America, Inc. | Multi-compartment container for biological liquids |
| US9398941B2 (en) | 2012-06-06 | 2016-07-26 | Mofa Group Llc | Multi-compartment container for biological liquids |
| WO2018041797A1 (en) * | 2016-08-30 | 2018-03-08 | i.GLUESYSTEMS GmbH | Multi-chamber bag |
Also Published As
| Publication number | Publication date |
|---|---|
| DK200301423A (en) | 2005-03-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11655077B2 (en) | Squeezable dispensing package and method | |
| EP0596497B1 (en) | Bag for containing at least two separate substances that are to be mixed | |
| EP2032454B2 (en) | Film bag | |
| CN1180761C (en) | liquid storage bag | |
| US9902528B2 (en) | Mixing pouch with liquid and powder compartments | |
| US20170341821A1 (en) | Multi-compartment flexible package | |
| US11505383B2 (en) | Package having a spout reservoir/retaining feature | |
| CA1099672A (en) | Double-chamber container for administration of two single dosages or two single components and processes of its manufacture | |
| CZ20002528A3 (en) | Bag | |
| WO2008145164A1 (en) | Sheet-material packaging bag | |
| JPH0751342A (en) | Releasable seal and container provided with the seal | |
| JP5173947B2 (en) | Easy tear packaging | |
| JPH09512518A (en) | Bags made of polymers, especially polyolefin fabrics, and their manufacturing process | |
| FR2539713A1 (en) | FLEXIBLE PACKAGING WITH SEVERAL COMPARTMENTS | |
| US20160257470A1 (en) | Applicator package | |
| TWI465368B (en) | Fluid storage bag | |
| KR20100113610A (en) | Squeezing device and packaging bag for viscous liquid | |
| EP1520800A1 (en) | Package for animal artificial insemination comprising at least two compartments | |
| JP2010143621A (en) | Packaging bag | |
| JPH055138U (en) | Infusion bag | |
| EP0074161A2 (en) | An easy open closure | |
| JP3020834B2 (en) | Plastic container with zipper | |
| JP3957235B2 (en) | Packaging bag | |
| JPH09207935A (en) | Easily laterally unsealing paper container | |
| JPH10236491A (en) | Container and its bag making and filling method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20051006 |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20051004 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AXX | Extension fees paid |
Extension state: LV Payment date: 20040930 Extension state: LT Payment date: 20040930 |
|
| 17Q | First examination report despatched |
Effective date: 20060707 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20061120 |