EP1203623B1 - Verfahren zum Strangpressen von Rohrprofilen - Google Patents
Verfahren zum Strangpressen von Rohrprofilen Download PDFInfo
- Publication number
- EP1203623B1 EP1203623B1 EP00810711A EP00810711A EP1203623B1 EP 1203623 B1 EP1203623 B1 EP 1203623B1 EP 00810711 A EP00810711 A EP 00810711A EP 00810711 A EP00810711 A EP 00810711A EP 1203623 B1 EP1203623 B1 EP 1203623B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- mandrel
- extrusion
- arm
- wall
- die orifice
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/02—Making uncoated products
- B21C23/04—Making uncoated products by direct extrusion
- B21C23/08—Making wire, bars, tubes
- B21C23/085—Making tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/15—Making tubes of special shape; Making tube fittings
- B21C37/155—Making tubes with non circular section
Definitions
- the eccentricity of seamlessly extruded, centrically designed tube profiles is very low and is between 0 - 10% of the average wall thickness of the pipe profile.
- the Dornarmlteilsachse M D , the recipient chamber longitudinal axis M R and the Matrizurchbruchlteilsachse M K are parallel to each other.
- the inventive device is particularly suitable for the production of pipe profiles with circular outer and inner circumference, wherein the shaping wall of the mandrel arm, and the shaping wall of the die opening of circular Cross section are.
Description
- Fig. 1a:
- einen Querschnitt eines kreisförmigen zentrischen Rohrprofils;
- Fig. 1b:
- einen Querschnitt eines kreisförmigen exzentrischen Rohrprofils;
- Fig. 2:
- einen schematischen Längsschnitt durch das Presswerkzeug einer erfindungsgemässen Strangpressvorrichtung zur Herstellung kreisförmiger, exzentrischer Rohrprofile;
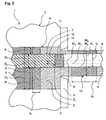
- Fig. 3:
- einen schematischen Querschnitt eines Presswerkzeuges gemäss Fig. 2 entlang der Linie V - V.
Claims (6)
- Strangpressvorrichtung zur Herstellung exzentrischer Rohrprofile (12), insbesondere Rohrprofile mit kreisförmigem Aussen- und Innenumfang, aus Presskörpern (2), insbesondere aus Bolzen, enthaltend einen Rezipienten (3) mit einer den Presskörper aufnehmenden Rezipientenkammer (4) mit einer Rezipientenkammerlängsachse MR, einen in der Rezipientenkammer geführten Pressstempel (5) mit Pressscheibe (6), einen die Rohrprofilinnenwand ausbildenden Dornkörper (7), und eine Matrize (8) mit einem die Rohrprofilaussenwand formenden Matrizendurchbruch (9) mit einer Matrizendurchbruchlängsachse MK, und der Dornkörper (7) in Pressstellung ein aus der Pressscheibe (6) und den Presskörper (2) durchstossend bis an oder in den Matrizendurchbruch (9) reichenden, eine Dornspitze (14) enthaltender Dornarm (16) mit einer Domarmlängsachse MD ist, so dass das Presskörpermaterial nahtlos um den Dornarm (16) durch den Matrizendurchbruch (9) fliessen kann, und der Dornarm (16) querschnittlich gegenüber der Rezipientenkammer (4) und gegenüber dem Matrizendurchbruch (9) und der Matrizendurchbruch (9) querschnittlich gegenüber der Rezipientenkammer (4) exzentrisch angeordnet ist, und die Rezipientenkammerlängsachse MR, die Dornarmlängsachse MD und die Matrizendurchbruchlängsachse MK in einer gemeinsamen Ebene und parallel zueinander liegen und die Matrizendurchbruchlängsachse MK querschnittlich zwischen der Rezipientenkammerlängsachse MR und der Dornarmlängsachse MD liegt,
dadurch gekennzeichnet, dass
das Verhältnis A/B vom kleinsten radialen Abstand A zum grössten radialen Abstand zwischen der Aussenfläche des Domarms (16) und Rezipientenkammerwand dem Verhältnis a/b vom kleinsten radialen Abstand a zum grössten radialen Abstand b zwischen der Aussenfläche des Domarms (16), insbesondere der Domspitze (14), und Matrizendurchbruchwand entspricht. - Strangpressvorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die relative Exzentrizität ER des Domarms (16) bezüglich Rezipientenkammer (4) weniger als 10%, vorzugsweise weniger als 5%, insbesondere weniger als 2% von der relativen Exzentrizität ERm des Dornarms (16), insbesondere der Dornspitze (14), bezüglich dem Matrizendurchbruch (9) abweicht, wobei die Wanddicken zur Ermittlung der relativen Exzentrizitäten den Distanzen zwischen der Aussenfläche des Dornarms (16) und Rezipientenkammerwand und zwischen der Aussenfläche des Dornarms (16), insbesondere der Dornspitze (14), und Matrizendurchbruchwand entsprechen.
- Strangpressvorrichtung nach einem der Ansprüche 1 bis 2, dadurch gekennzeichnet, dass zur Herstellung von Rohrprofilen (12) mit kreisförmigem Aussen- und Innenumfang die formgebende Wandung des Domarms (16) und die formgebende Wandung des Matrizendurchbruchs (9) von kreisförmigem Querschnitt sind.
- Strangpressvorrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass der Dornarm (16) einen Durchmesser DT aufweist und eine Dornspitze (14) mit einem Durchmesser dt enthält, wobei der Durchmesser dt weniger als 10%, insbesondere weniger als 5%, kleiner ist als der Durchmesser DT und der Dornarm (16) in Pressstellung mit der Dornspitze (14) in den Matrizendurchbruch (9) eingreifend angeordnet ist.
- Strangpressverfahren zur Herstellung von exzentrischen Rohrprofilen (12) aus Presskörpem, insbesondere aus Bolzen, unter Verwendung einer Strangpressvorrichtung nach Anspruch 1, wobei
der Presskörper (2) mittels Pressstempel (5) an die Matrizenstirn gestossen wird und der Dornarm (16) aus der Pressscheibe (6) in den Presskörper (2) vorgetrieben und mit der Dornspitze (14) in einer zum Matrizendurchbruch (9) exzentrischen Lage bis an oder in den Matrizendurchbruch (9) vorgefahren wird, wobei der Dornarm (16) den Presskörper (2) in exzentrischer Lage durchdringt und der Presskörper (2) mittels Pressstempel (5) durch die Matrize gepresst wird, dadurch gekennzeichnet, daß das Verhältnis A/B vom kleinsten radialen Abstand A zum grössten radialen Abstand zwischen der Aussenfläche des Domarms (16) und Rezipientenkammerwand dem Verhältnis a/b vom kleinsten radialen Abstand a zum grössten radialen Abstand b zwischen der Aussenfläche des Domarms (16), insbesondere der Domspitze (14), und Matrizendurchbruchwand entspricht, derart dass das Presskörpermaterial über den gesamten Querschnitt mit gleichmässiger Durchflussgeschwindigkeit nahtlos um die Domspitze (14) in den Matrizendurchbruch (9) fliesst. - Strangpressverfahren nach Anspruch 5, dadurch gekennzeichnet, dass der Dornarm (16) in exzentrischer Lage mit einer relativen Exzentrizität ERr zur Rezipientenkammer (4) und in exzentrischen Lage mit einer relativen Exzentrizität ERm zum Matrizendurchbruch (9) vorgefahren wird und die relative Exzentrizität ERr im Wesentlichen, und vorzugsweise genau, der relativen Exzentrizität ERm entspricht, wobei die Matrizendurchbruchlängsachse MK, die Dornarmlängsachse MD und die Rezipientenkammerlängsachse MR querschnittlich in einer Ebene liegen.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE50009928T DE50009928D1 (de) | 2000-08-09 | 2000-08-09 | Verfahren zum Strangpressen von Rohrprofilen |
| EP00810711A EP1203623B1 (de) | 2000-08-09 | 2000-08-09 | Verfahren zum Strangpressen von Rohrprofilen |
| CA002354241A CA2354241A1 (en) | 2000-08-09 | 2001-07-27 | Eccentric pipe sections |
| US09/925,924 US6581431B2 (en) | 2000-08-09 | 2001-08-09 | Eccentric pipe sections |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP00810711A EP1203623B1 (de) | 2000-08-09 | 2000-08-09 | Verfahren zum Strangpressen von Rohrprofilen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1203623A1 EP1203623A1 (de) | 2002-05-08 |
| EP1203623B1 true EP1203623B1 (de) | 2005-03-30 |
Family
ID=8174852
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00810711A Expired - Lifetime EP1203623B1 (de) | 2000-08-09 | 2000-08-09 | Verfahren zum Strangpressen von Rohrprofilen |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6581431B2 (de) |
| EP (1) | EP1203623B1 (de) |
| CA (1) | CA2354241A1 (de) |
| DE (1) | DE50009928D1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015113541A1 (de) | 2014-01-30 | 2015-08-06 | Technische Universität Bergakademie Freiberg | Körper mit einseitiger fester einspannung für bis in den überkritischen drehzahlbereich drehende teile eines systems und verfahren zur herstellung der körper |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1975094B (zh) * | 2001-03-09 | 2011-09-21 | 住友金属工业株式会社 | 埋设扩管用钢管及油井用钢管的埋设方法 |
| US20050092053A1 (en) * | 2003-10-31 | 2005-05-05 | Guoxiang Zhou | Grille and method and apparatuses for manufacturing it |
| US10376809B2 (en) * | 2012-12-20 | 2019-08-13 | Gea Process Engineering A/S | Insert for an atomizer wheel and atomizer wheel comprising a number of such inserts |
| CN113600732B (zh) * | 2021-06-16 | 2023-04-07 | 初冠南 | 一种将管坯局部周长缩短的模具及其使用方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1916645A (en) * | 1932-10-24 | 1933-07-04 | Taylor James Hall | Method of and means for making curved pipe fittings |
| US4137745A (en) * | 1976-03-05 | 1979-02-06 | Muratov Rustem I | Device for extruding hollow articles |
| SU627883A1 (ru) * | 1977-01-10 | 1978-10-15 | Государственный Научно-Исследовательский И Проектный Институт Сплавов И Обработки Цветных Металлов | Прессовый инструмент дл экструдировани полых осесимметричных профилей |
| AU4337785A (en) * | 1984-12-04 | 1986-06-12 | Otis Engineering Corp. | Extruding tubular members with off-centre bores |
| JPS62263823A (ja) * | 1986-05-12 | 1987-11-16 | Showa Alum Corp | 扁心半中空押出材の製造方法 |
| JPH05154539A (ja) * | 1991-12-03 | 1993-06-22 | Nippon Steel Corp | 熱間押出による偏芯管の製造方法および熱間押出用マンドレル |
| NL9200138A (nl) * | 1992-01-24 | 1993-08-16 | Reynolds Aluminium Bv | Extrusiewerkwijze en extrusieinrichting. |
| JP2001191110A (ja) * | 1999-12-28 | 2001-07-17 | Showa Alum Corp | 可変断面押出材の製造方法 |
-
2000
- 2000-08-09 EP EP00810711A patent/EP1203623B1/de not_active Expired - Lifetime
- 2000-08-09 DE DE50009928T patent/DE50009928D1/de not_active Expired - Lifetime
-
2001
- 2001-07-27 CA CA002354241A patent/CA2354241A1/en not_active Abandoned
- 2001-08-09 US US09/925,924 patent/US6581431B2/en not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015113541A1 (de) | 2014-01-30 | 2015-08-06 | Technische Universität Bergakademie Freiberg | Körper mit einseitiger fester einspannung für bis in den überkritischen drehzahlbereich drehende teile eines systems und verfahren zur herstellung der körper |
Also Published As
| Publication number | Publication date |
|---|---|
| US20020038564A1 (en) | 2002-04-04 |
| CA2354241A1 (en) | 2002-02-09 |
| EP1203623A1 (de) | 2002-05-08 |
| DE50009928D1 (de) | 2005-05-04 |
| US6581431B2 (en) | 2003-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102005040276A1 (de) | Verfahren zum Schmieden von Radnaben-Rohlingen auf einer Druckumformmaschine | |
| DE19716292A1 (de) | Strangpreßvorrichtung | |
| DE102005049369B4 (de) | Verfahren zur Herstellung feinkörniger, polykristalliner Werkstoffe oder Werkstücke sowie Strangpressanlage | |
| DE2049889A1 (de) | Hinterachsbrücke für Kraftfahrzeuge sowie Verfahren und Vorrichtung zur Herstellung dieser | |
| EP2877298B1 (de) | Direktes oder indirektes metallrohrstrangpressverfahren, metallrohrstrangpresse sowie stranggepresstes metallrohr | |
| EP1203623B1 (de) | Verfahren zum Strangpressen von Rohrprofilen | |
| DE102005003933B4 (de) | Dorn zum Strangpressen von Gegenständen und Verfahren zur Herstellung eines Strangpressproduktes | |
| EP1252947B1 (de) | Verfahren zur Herstellung eines Achselementes für Kraftfahrzeuge | |
| EP0987068B1 (de) | Verfahren zum Strangpressen eines Hohlprofils od.dgl. Körpers aus einem Barren sowie Vorrichtung dafür | |
| EP0114571A2 (de) | Vorrichtung zum indirekten Strangpressen eines Hohlprofils | |
| WO2004035243A1 (de) | Verfahren und vorrichtung zur herstellung einer luftreifenfelge | |
| EP0114570B1 (de) | Vorrichtung zum Strangpressen eines Hohlprofils | |
| DE19903684B4 (de) | Werkzeug zum Querfließpressen | |
| EP0129010B1 (de) | Verfahren und Vorrichtung zum Strangpressen von Hohlprofilen | |
| DE19727599B4 (de) | Verfahren zur Herstellung von Metallrädern | |
| DE102013017178B4 (de) | Strangpresse zur Herstellung von ebenen Blechen | |
| EP2470345B1 (de) | Verfahren zum herstellen eines verbundbauteils | |
| DE1504323A1 (de) | Hohlprofilierte Gegenstaende aus Kunststoff und Verfahren zu deren Herstellung | |
| DE102019002187B4 (de) | Verfahren und Vorrichtung zum Herstellen eines Bauteils mit Gewinde | |
| DE19842293C2 (de) | Verfahren zum Strangpressen eines Hohlprofils o. dgl. Körpers aus einem Barren sowie Vorrichtung dafür | |
| DE3536154C1 (de) | Vorrichtung zum plastischen Stauchen poroeser rotationssymmetrischer Sintermetallteile | |
| EP1714714B1 (de) | Verfahren zum Formen einer Nut | |
| EP1423217A1 (de) | Verfahren zum strangpressen eines hohlprofils od.dgl. körppers aus einem barren sowie vorrichtung dafür | |
| EP4190461A1 (de) | Verfahren zur herstellung eines kraftfahrzeugstrukturbauteils aus einem stranggepressten mehrkammerhohlprofil | |
| CH667021A5 (de) | Verfahren zur herstellung von durchlaufkokillen fuer stranggussmaschinen. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20021108 |
|
| AKX | Designation fees paid |
Designated state(s): DE FR GB IT |
|
| 17Q | First examination report despatched |
Effective date: 20030902 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20050330 |
|
| REF | Corresponds to: |
Ref document number: 50009928 Country of ref document: DE Date of ref document: 20050504 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| ET | Fr: translation filed | ||
| 26N | No opposition filed |
Effective date: 20060102 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20090817 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20090825 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20090827 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20090826 Year of fee payment: 10 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20100809 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20110502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100809 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50009928 Country of ref document: DE Effective date: 20110301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100831 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100809 |