EP0887121A1 - Device for processing the return of unsold articles - Google Patents
Device for processing the return of unsold articles Download PDFInfo
- Publication number
- EP0887121A1 EP0887121A1 EP98112639A EP98112639A EP0887121A1 EP 0887121 A1 EP0887121 A1 EP 0887121A1 EP 98112639 A EP98112639 A EP 98112639A EP 98112639 A EP98112639 A EP 98112639A EP 0887121 A1 EP0887121 A1 EP 0887121A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- magazine
- endless belt
- return
- processing
- articles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000012545 processing Methods 0.000 title claims description 40
- 230000005693 optoelectronics Effects 0.000 claims abstract description 18
- 230000009471 action Effects 0.000 claims description 18
- 230000000694 effects Effects 0.000 claims description 11
- 230000005484 gravity Effects 0.000 claims description 10
- 238000012937 correction Methods 0.000 claims description 5
- 238000005096 rolling process Methods 0.000 claims description 5
- 230000000295 complement effect Effects 0.000 claims description 4
- 238000012423 maintenance Methods 0.000 claims description 4
- 230000003068 static effect Effects 0.000 claims description 4
- 238000003825 pressing Methods 0.000 claims description 3
- 238000011144 upstream manufacturing Methods 0.000 claims description 3
- 230000005611 electricity Effects 0.000 claims description 2
- 230000000284 resting effect Effects 0.000 claims description 2
- 230000002452 interceptive effect Effects 0.000 claims 1
- 230000033001 locomotion Effects 0.000 abstract description 20
- 238000003860 storage Methods 0.000 abstract description 5
- 230000001276 controlling effect Effects 0.000 description 9
- 230000007246 mechanism Effects 0.000 description 7
- 238000000034 method Methods 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 238000007726 management method Methods 0.000 description 5
- 230000008859 change Effects 0.000 description 4
- 238000006073 displacement reaction Methods 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 238000009434 installation Methods 0.000 description 3
- 230000001737 promoting effect Effects 0.000 description 3
- 238000000926 separation method Methods 0.000 description 3
- 230000001360 synchronised effect Effects 0.000 description 3
- 239000006096 absorbing agent Substances 0.000 description 2
- 230000001174 ascending effect Effects 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 230000000737 periodic effect Effects 0.000 description 2
- 230000035939 shock Effects 0.000 description 2
- 125000006850 spacer group Chemical group 0.000 description 2
- 230000004913 activation Effects 0.000 description 1
- 230000001464 adherent effect Effects 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 229940112822 chewing gum Drugs 0.000 description 1
- 235000015218 chewing gum Nutrition 0.000 description 1
- 210000000078 claw Anatomy 0.000 description 1
- 230000009849 deactivation Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 235000013399 edible fruits Nutrition 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 230000002747 voluntary effect Effects 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H1/00—Supports or magazines for piles from which articles are to be separated
- B65H1/02—Supports or magazines for piles from which articles are to be separated adapted to support articles on edge
- B65H1/025—Supports or magazines for piles from which articles are to be separated adapted to support articles on edge with controlled positively-acting mechanical devices for advancing the pile to present the articles to the separating device
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C3/00—Sorting according to destination
- B07C3/02—Apparatus characterised by the means used for distribution
- B07C3/08—Apparatus characterised by the means used for distribution using arrangements of conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/34—Sorting according to other particular properties
- B07C5/3412—Sorting according to other particular properties according to a code applied to the object which indicates a property of the object, e.g. quality class, contents or incorrect indication
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/08—Separating articles from piles using pneumatic force
- B65H3/0808—Suction grippers
- B65H3/0816—Suction grippers separating from the top of pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H31/00—Pile receivers
- B65H31/30—Arrangements for removing completed piles
- B65H31/309—Arrangements for removing completed piles by acting on one of the outermost articles for moving the pile of articles on edge along a surface, e.g. by pushing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/30—Orientation, displacement, position of the handled material
- B65H2301/32—Orientation of handled material
- B65H2301/324—Inclined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/422—Handling piles, sets or stacks of articles
- B65H2301/4226—Delivering, advancing piles
- B65H2301/42268—Delivering, advancing piles by acting on one of the outermost article for moving pile of articles on edge along a surface, e.g. pushing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/30—Suction means
- B65H2406/34—Suction grippers
- B65H2406/342—Suction grippers being reciprocated in a rectilinear path
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2513/00—Dynamic entities; Timing aspects
- B65H2513/50—Timing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/17—Nature of material
- B65H2701/176—Cardboard
Definitions
- the present invention refers to a device for processing the return of unsold articles, which provides a series of relevant and advantageous characteristics in this industrial sector.
- the device that constitutes the object of the present invention is related with the area or platform for processing articles of a varied nature and shapes (boxes of stickers, chewing gum, trifles, big promotional cartons with recorded videos and tapes, newspapers, magazines, etc.) which is used peripherally with regard to a machine that identifies and classifies exclusively capable of processing publications such as magazines, newspapers and the like; machine whose classic example of use is by distributors of periodic publications, to control the payment of the unsold copies which are returned to it at regular intervals by the retailers.
- the object of this device now proposed is to facilitate the precise, continuous and synchronized control of all the unsold articles, producing a true automatized industrial management process in which human decisions are minimal, and the manpower is optimized.
- These machines preferably handle flat objects such as magazines and the like, for classification thereof which may or may not be preceded by identification of their printed covers or associated code.
- the object of the present invention is particularly destined to improve the effectiveness and functional reliability of a machine that identifies and classifies a huge amount of unsold press that has to be processed to return them to the distributor or publishing firm equipped with such a machine.
- Machines with the capacity to exclusively identify and classify newspapers, magazines and the like, which have a loading area upon which the copies are classified one by one and are conveyed until they are made to pass through an identification station that explores the covers of the same, comparing them with previously "learned" models, are known in the field of this invention. After the station, the copies have access to a classification area in which there is a plurality of selective ejecting gates of the same.
- German patent DE-899174 describes a conveyor and classification system of flat objects in which these objects are conveyed on sliding rails by means of the thrust carried out by pulling pins that are connected jointly to a motorized endless belt; it is also explained that the sliding bed is inclined transversely towards a longitudinal side of conveyance in which there is a sliding edge or section for the bottom edge of the conveyed flat object; it also explains that said conveyed flat objects may me removed or ejected through said longitudinal side of a smaller dimension, using for such purpose pushing means that act transversally to the flat object in question and that are established in correspondence with a plurality of ejecting or exit gates to which the corresponding stacking tanks are associated.
- patent 4.042.113 flat objects or magazines are also conveyed by pulling of an endless belt along a bed inclined towards one of the longitudinal side of conveyance, this side in which there is a sliding edge or section upon which the back of the magazines that are proportioned one by one in an initial receiving or loading area rests.
- these magazines pass through said optoelectronic station and afterwards have access to the classification section, where means that act transversally upon the magazine, separate it from the inclined conveyance bed and, by gravity, it falls selectively in one or the other of the possible multiple stacking tanks.
- patent 4.042.113 considers the replacement of the pulling pins by the rubbing effect of direct contact of the magazine against the transversally inclined endless belt, in combination with some magazine proportioning means that establishes the spacing between successive magazines, as well as for the ejection of the magazines auxiliary deviating means have been included to facilitate the direction of discharge towards the corresponding stacking tank.
- the most common ones proportion the bottom most copy of the stack with an operating principle designed in some cases to take advantage of the characteristics of flexibility of the copy, in others precisely the contrary (cardboard covers), in others the thickness and rigidity of the backs, etc.
- the invention can be used with a processing platform applied as a peripheral of a processing machine of typical periodic publications, is going to allow integral management of unsold ones, including atypical ones, in a precise, continuous, synchronized and automatized manner, with a minimum human participation and taking advantage of the control computer itself of the machine that is connected to the central computer (HOST) of the distributor; in such a way that, the combination of said novel processing station, machine and HOST constitute an integral management system of the return of unsold articles.
- HOST central computer
- the processing station device comprises:
- the new processing device thus constituted operates in the following manner:
- the operator of the unpacking station receives the package of unsold copies with their return invoice coming from a certain retailer (client); the typical copies to be processed by the machine are separated from the atypical ones; the data of the invoice are introduced into the computer of the station; the typical copies are placed in the first conveyor (transversal to the machine) and the atypical articles (with said return invoice) are placed in the second conveyor (parallel to the machine).
- the typical copies end up in the proportioning station, being proportioned over the loading area of the machine and after being subjected to identification, they reach the classification area where they are ejected by a predetermined gate of the multiple gates according to the program established in the control computer of the machine; the copies, that due to damage or other causes, are not identified, are ejected through the gate immediately after the identification station.
- the extemporaneous copies (returned after the established and programmed period of time) will be ejected through the second gate.
- Said unidentified and extemporaneous copies automatically pass to the respective third and fourth conveyors that take them to an auxiliary identification station attended to by the operator, where they converge with the atypical ones that arrive by said second conveyor.
- the copies and atypical articles processed in this auxiliary station are deposited in the fifth conveyor, that conveys them to the carrusel where they will be baled by hand, or to the automatic baling and final storage means.
- the existence of more auxiliary stations along the second conveyor is provided for, as described in more detail hereinafter and as is illustrated in the drawings.
- Said first and second conveyors are preferably integrated by a plurality of sections provided with independent tractions and, except the first section, the other intermediate sections and the final section have associated presence sensors that detect whether or not the section is occupied by articles being processed and are connected to a unit that controls the independent tractions thereof, ordering the activation of a section when the following one is free and keeping the first section activated except when all the successive sections are occupied.
- said third conveyor has three differentiated operating areas or positions: an initial or receiving position of the unidentified copies delivered by said first gate of the classification area of the machine, a center position that is occupied by the group of said copies received in the initial area when the package coming from the same has been processed, and whose center area has associated said printer that includes to said group of unidentified copies an invoice designating an identification code and a final or delivery position to said auxiliary station, which is the following feed of the conveyor is occupied by said group of unidentified copies; said conveyor being combined to said button to feed on each time that the latter is pushed; said printer being controlled by said control computer to operate each time that a group of unidentified copies occupies said center position.
- said optional fourth conveyor for extemporaneous copies has three differentiated successive operative areas or positions: one initial position receiving the copies delivered by said second gate of the classification area of the machine, a center position that, by means of a feed on a unitary basis, is occupied by the group of copies received in said initial position as coming from a specific processed package of unsold copies, and whose center position has associated said printer that includes to this group of extemporaneous copies an invoice designating an identification code, and a final position for delivery to said auxiliary station that is occupied by said group of extemporaneous copies in the following feed on a unitary basis of the conveyor; the traction of this conveyor being connected to advance one position each time that said button of the end of proportioning is pushed; and said printer being controlled by said control computer to operate each time that a group of extemporaneous copies occupies said center position.
- said fifth conveyor has a path coinciding with the one of the conveyor of the atypical articles, it is provided for that the first one has a bottom section that extends underneath aid conveyor and an ascending section that feeds said carrusel; with the particularity that said bottom section will extend longitudinally as required to attend to each and every one of the implanted auxiliary stations and through the respective proportioning ramps of the articles already identified in the same.
- the new created device carries out continuous and through processing of the entire package of unsold articles, one part autonomously by the machine itself, and the rest (atypical, unidentified and extemporaneous articles) in auxiliary identification stations attended to by an operator, but interconnected with the control computer of the machine, obtaining, in short, total management of the unsold articles.
- the classification area of the machine has, the optional use of simple collecting drawers that store by taking advantage of the gravitational action in combination with the doubly inclined bottom, or else, the use of controlled discharge devices formed by a conveyance element that feeds a first container that, when a predetermined number of copies is reached, it is emptied automatically onto a second container from which they are taken for their baling by manual or automatic means.
- magazines The elements to be processed, designated generically as magazines, are conveyed in the handling machine, one by one by action of solidary pushing members of an endless belt and resting on a bed that is inclined towards one of the longitudinal edges thereof, in which there is a sliding section for the back of said magazines, in such a way that each magazine is proportioned on a receiving area of said inclined bed and is conveyed through an optoelectronic identification station of its cover, to end us reaching a classification or ejection area in which there is a plurality of selective discharge gates that have associated ejecting means that push the magazine transversally, separating it from the inclined bed.
- Another object of the invention is a simple and inexpensive support device of the endless belt or transversally inclined bed that facilitates replacement thereof.
- the automatic feeder that may be used in the device for processing the return of unsold articles, just like the ones described above and that may also be used in other different processing installations, comply with the following specifications;
- the automatic feeder built in accordance with the invention in general lines is comprised of a hopper receiving the copies to be proportioned, having an inclined and grooved bottom bed or plate, establishing the support surface of the backs. Sideways the copies are guided in a fixed reference wall and rest on a front wall that is movable and that is related to a pneumatic cylinder as we will see later on.
- the entire stack of copies remains supported on the rear movable wall and the removal on a unitary basis is done by means of a vacuum suction cup, which is provided with a reciprocating motion that is controlled by an electronic device, through which a synchronism is achieved to make the forward movement coincide with the action of the suction cup, as well as the displacement of the movable wall of the hopper in the suitable distance to guarantee the contact of the suction cup with the stack or package of unsold articles.
- vacuum suction cup With regard to the vacuum suction cup, we can emphasize the fact that its structure is formed by a frame connected to the depressor, having an outside grating that enters into contact with the copy to start the suction in a homogeneous manner, optimized by the existence of an elastic tongue that surrounds the suction cup.
- the automatic feeder includes in the movable plate itself a pushing plate that is adapted to the stack of copies with the help of a pneumatic cylinder.
- a sensor detects it and orders the back motion of the movable plate to its initial position previously programmed in accordance with the size of the stacks that are waiting to be processed.
- An electronic device based on a PLC or on a microprocessor plate or the like, carries out the control of all the movements required by the automatic feeder.
- control software By means of control software the state of the different sensors is analyzed so that, from the conditions imposed on the same, the corresponding electric valves that trigger the movements of the pneumatic cylinders responsible for the movements are activated.
- the automatic feeder that can be used together with the claimed invention is especially applicable in proportioning copies with which the automatic machines are fed for the control of the return of unsold publications. These automatic feeders considerably improve the performance of said automatic machines. Inside the loading process of copies the following aspects will have to be taken into account:
- the separation between the last copy of a feeder and the first one of the following one can be programmed in terms of the process that the machine controlling the return uses to carry out the code change.
- the starting order to each feeder is done from the machine controlling the return by means of the same electronic communication.
- Each feeder has a sensor that is activated with the passing of the pushing blocks of the conveyance system of the machine controlling the return, so that the copy removal mechanism is synchronized with the passing of the cited pushing block.
- the proposed device consists of the following:
- the package of unsold goods of each retailer is taken apart in each unpacking station, separating the publication copies from the atypical articles.
- the data identifying the return invoice and each package of unsold articles are introduced in the computer (7) (by the keyboard, car code, etc.), which are passed to the computer (5) at the moment in which the effective processing thereof is going to take place.
- the copies are placed in the initial section (8a) of the conveyor and the atypical articles are placed in the final section (11a) of the conveyor (11).
- Two successive packages can have the same identification and in the processing a stack of codes is created in this computer (7) so that the higher one is that of the package closest to the machine (1) (or station 12).
- the discriminator (10) operates the first recording of the stack passes to the computer (5) so that upon starting a new proportioning the data are already in the machine without keying them in.
- Conveyors (8) and (11) are integrated by several sections (8a, 8b, 8c) and (11a, 11b, 11c) of the continous band type operable independently and provided (except the first one 8a and 11a) of presence sensors (barrier photocell) and an electronic control (PLC), so that each section (8b, 8c) and (11b, 11c) advances as long as the preceding one is not occupied and so that the first section (8a and 11a) is also operating except if the other ones (8b, 8c) and (11b, 11c) are already occupied.
- sections (8a, 8b, 8c) and (11a, 11b, 11c) are integrated by several sections (8a, 8b, 8c) and (11a, 11b, 11c) of the continous band type operable independently and provided (except the first one 8a and 11a) of presence sensors (barrier photocell) and an electronic control (PLC), so that each section (8b, 8c) and (11b, 11c) advances as long
- the atypical articles progress along the conveyor (11) until they reach the auxiliary station (12), where they arrive along with the retailer's invoice so that the operator introduces (by keyboard, bar code, etc.) the corresponding code in its computer (13).
- auxiliary stations (20) and corresponding computers (21) are implanted, preferably at the outside side of the circuit formed, although it is also possible at the inside side, which will operate at their own rate.
- Unidentified and extemporaneous articles also converge in said auxiliary station (12) for their processing.
- the conveyance is, respectively, carried out by conveyors (14) and (15), which have the same function consisting in their span being subdivided into three positions, initial (14a, 15a), center (14b, 15b) and final (14c, 15c) which are successively occupied by copies being processed.
- the copies coming from a package of unsold articles are accumulated until, with the operation of the discriminator (10), it is first produced that the conveyors (14, 15) advance one position making the copies (unidentified and extemporaneous) occupy the center position (14b, 15b); secondly, the computer of the machine (1) reports the package code to the printer (18, 19) and thirdly, the printer (18, 19) issues a ticket with said code and includes it in the group of copies. In the following feedthe copies will reach the final position (14c,.15c) in which they are in a position to be processed in said auxiliary station (12).
- the identified copies they are selectively ejected through the gates (4.3 to 4.n) of said classification area (4).
- the collection may take place in simple drawers (23) with a doubly inclined bottom that favors automatic arranging of the copies; or else, in controlled unloading devices (24) formed by a conveyor element (24a) (of a preferably inclined bed to favor said arrangement) that places the copies in the first container (24b) until a predetermined amount is accumulated, when they are automatically passed to the second container (24c), where they will be collected for baling and storage thereof.
- auxiliary computers (13) and (21) pass on their processed data to the computer in the execution of a single global document of the total return of a client.
- the performance of the device is capable of partial execution and for example, if the user does not need to differentiate atypical articles, this part of the device may be eliminated.
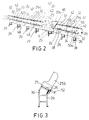
- the magazines (55) are fed one by one on the withdrawal area (25a) of the endless belt (26) inclined transversally, striving to have them fall between two successive transversal blocks (32), but without taking too much care, hence, it must be provided for that the backs (55a) do not remain from the beginning supported on the slinding section (28) and that the magazines (55) remain turned and separated from said section (28), even astride the transversal position of one of said blocks (32).
- said first means which correct the transversal position of the magazine (55) on the inclined bed of the endless belt (26), consist of: this endless belt (26) having its surface slippery; the pushing members (32) solid with said enless belt (26) being transversal blocks (32) that have the particularity that they only extend on a narrow bottom strip whose width is aproximately one part of the width of the endless belt (26), as well as these blocks (32) having on their top surface a beveled edge (32a) which in the top end thereof originates at the level of the surface of the endless belt (26) and extends to approximately the center of said top surface of the block (32). And there are devices that eliminate the static electricity from the surface of the endless belt (26), distributed along the length thereof.
- said second retaining means of the correct transversal position of the magazine (55) consist of a strip (37) located between the slipping section (28) and the bottom edge of the endless belt (26), in order to prevent the transversal sliding of the magazines due to downward slipping of the back (55a).
- said third means correcting the longitudinal position of the magazine (55) on the inclined bed (26) they are overlapped longitudinally over said strip (37) and they are operatively located between the sliding section (28) and the beginning of the belt (26) and they are the following: a concealable lift device (34) of the back (55a) of the magazines (55) that is normally sticking out due to the resisting action of a spring (34a) that elastically gives in due to the weight of the magazine (55), facilitating a combined action of the effects of friction and gravity that causes the automatic regression of the magazine copy (55); a vacuum suction cup (34) of Venturi effect that brakes the feed of the magazine (55) until it is reached by the bevel-edged block (32) that follows it; and a retaining strip (36) that has an intensity adjustment device (36a) and that acts upon the back (55a) of the magazine (55) in a previous and overlapped manner under the start of said strip (37) braking the feed of the magazine (55) due to the increase of the friction, until the pusher or bevel-edge
- said fourth means consist of: a fin (38) overturning said cover; a blower (39) with adjustable intensity that is located after said fin against overturning (38), directed obliquely over the cover and activated by a sensor that detects the beginning of a new copy; an air curtain (40) that extends transversally along the entire width of the endless belt (26) has an adjustable intensity and is located after said oblique blower (39) producing a continous air flow inclined in the feed direction of the copy; and some pressing strips (41) that are located after said air curtain (40) and are applied on the cover in its feed through said electronic station (25b).
- the overturning fin (38) is abutted to the sliding section (28) of the back (55a) and is long and high enough to return to its natural position, covers shich circulated completely open, even flying over said sliding section (28).
- the oblique blower (39) acts on the convers that try to rise the overturning fin (38) being already overcome, and it is activated by an electric signal that comes from said sensor.
- said fifth means which consist of, all along the top edge of said endless belt (26), a longitudinal block (27) being fastened, whose bottom surface remains applied by both the visible and the hidden surfaces of the endless belt (26) upon a plurality of bearings (43) supported in respective supports (42) anchored upon the fixed frame of the machine itself (25), are provided for.
- This support device is to be hidden by a covering section (44) which will be discussed later on, upon dealing with the grate against overturning (46) of the cover.
- the optoelectronic station (25b) At the exit of the optoelectronic station (25b) one enters into the classification area (25c), where the magazines (55) are to be kept circulating in the correct position and without interference of stops.
- said sixth means consist of a grating (46) workable by tilting that is formed by crossbars (46b) that longitudinally extend over the endless belt (26) not very high up, adjustable with regard to said cover, and by projecting crosspieces (46a) whose feet are jointed to the static frame of the machine (25) by means of the corresponding tilting shafts (47). It is provided for that said tilting shafts (47) of the grating (46) are located on a section (44) covering said support means (27, 42, 43) against the drop of the endless belt (26) that correspond to the visible surface of the belt, whose covering section (44) is provided with corresponding supports (45) with regard to said supports (42).
- said seventh means against the rolling up of the back (55a) of the magazine (55) consist of: all along the sliding section (28) in said ejection area (25c), there are withdrawable holding flanges (50), placed one after the other and each one linked to an exit gate (52) whose holding flanges (50) are operatively projected towards the center of the inclined bed (26), remaining overturned over the path of the back (55a), alding over said sliding section (28).
- this eighth means of ejection of the magazine 55 consists of: an ejector shovel 48 in the active part of which there are longitudinal beveled edges 48a, and at the posterior end or upstream, and transversal 48b, on the side turned towards the center of the endless belt 26, a first actuator 49 of that ejector shovel 48 between a non-active concealable position and an active protruding position which notably reaches the limit level of that slipping section 28; a second actuator 51, of combined action with that first actuator 49 and that is associated with this withdrawable holding flange 50 operating between that active protruding position and a withdrawn ejection position of the magazine 55.
- these withdrawable holding flanges 50 have a triangular expansion complement 50a of their turned end and the protruding crown of this complement 50a is left keeping the continuity according to the retaining projection of the next flange 50 downstream.
- the action of these actuators (49, 51) is combined (figures 13 and 14) so that the flange 46 is withdrawn when checking the emergence of the ejector shovel 48.
- the outlet tray 52 corresponding to the next outlet tray or door 28 downstream is extended at the rear in a deflector plate 54 in a downward ramp.
- these trays 52 have ball bearings 53 locked in their bed.
- the invention foresees an easy access to the endless belt 26 from inside the frame of the machine 25, for the purpose of assembly and maintenance jobs.
- This ninth means is accordingly provided for which consists of the legs 29 which hold up the machine, 29, whose height can be adjusted and have at the uppermost side a colllapsible section 30 which surrounds that access.
- identification readings of the copy or object that have been described contain opto-electronic means associated with the identification of the printed image, they can be complemented and/or replaced by code reader means associated with each copy or object (bar codes, magnetic signals, photosensitive impressions, electromagnetic signals, etc.).
- the automatic feeder has the general reference number 56.
- This automatic feeder 56 has a hopper 57 defined by a grooved bed 58, a fixed wall 59 and a movable wall 60.
- the copies will be deposited with their backs supported on the grooved bed 58 and referenced against the fixed wall 59. Because the groove bed has a gradient of 35o, the entire stack of copies will lean against the posterior movable wall 60.
- the copies will be removed from the front of the hopper 57 by a vacuum suction cap 61.
- This cap will be located opposite the angle formed by the grooved bed 58 and the fixed wall 57.
- the ejector suction pad has a reciprocating movement so that when it stands in a feed position, it sucks the copy, during the backward motion it ejects it and when it reaches its most backward position, the suction ends and it drops by gravity.
- This suction cap 61 contains a device which detects whether the copy has or has not been grasped, and the re-try will then begin before it reaches the end of its backward run.
- the entire reciprocating motion is controlled by an electronic synchronism device which causes the moment when the copy is dropped on the conveyor belt 62 to coincide in the suitable place and time.
- the movable wall 60 Whilst the ejection device is working, the movable wall 60 reaches the appropriate distance to guarantee that the copy that is to be ejected is in an optimum position to be removed by the suction cap 61. When the last copy has been proportioned, this wall automatically returns to the initial position, to allow the hopper 57 to be loaded anew.
- the fluted section 64 is fitted right at the edge of the grooved bed. Its special section with two curvature radii retain the backs of the copies (especially those which are bent forwards), until the suction cap overcomes this resistance to remove them.
- the air ejector device 65 sends air at pressure from the bottom of the fixed wall 59 and near the fluted section 64, preventing any possible approximation of the back of the next copy that is to be ejected.
- the posterior end of the spacer strips 66 is secured by a fastening to the grooved bed 58 and the other end is raised to form an angle of 90o with the rest of the strip. They allow a copy to pass when the whole stack is pushed by the movable wall 60 and prevent the first two copies from coming together, when the suction cap pushes the first of them to grasp it.
- the automatic feeder 56 includes a device for removing the copy, which has the general reference number 67, made up of the following elements:
- the particular concave shape of the grate 70 produces a homogeneous and very ample depression area around the center of the grate (that enters into contact with the copy) and to the tongue 71 that surrounds the suction cap. Thanks to this particular shape of the grate 70 an optimum suction is obtained for articles of these characteristics (copies with or without gadget).
- claws 72 which are secured jointly to the bottom of the suction cap 61 (see figure 15) and which are fed in respect of the plane of grate 70, which have the effect of pushing the back of the copy that is to be removed against the strips 66; this effect is particularly important in those cases where the backs are bent forward.
- This sliding tube 74 works as switch of the vacuum of conduit 69, thanks to a mechanism 77 which has a pressure compensation chamber to prevent the sliding tube 74 from suffering dominant forces which increase its friction on the slip guides. This can be schematically be seen in figure 16.
- the device to shift the complete stack of copies consists of different elements which are described below:
- nozzle 85 projects air at pressure so that the backs that are bent upwards adjust to the conveyor cover 86 of the return control machine and contact with the displacement section 84 when slips down.
- FIG 20 we can see a perspective view of the embodiment of the two feeders for the proportioner application of copies to the control machine of return of unsold publications.
- One of these automatic feeders will be the specular image of the other and which will allow the operator who loads, to locate himself between them in order to have access to the loading hoppers on the right and on the left.
- the operation is as follows: the operator loads a package on each of the automatic feeders 56 and presses the button "ready” 90 (also see figure 15).
- the control system receives the package code.
- the feeder starts proportioning.
- the operator loads the other automatic feeder 56 with the next package and presses the button "ready” 90.
- the control system receives this package code.
- the last copy is proportioned from the first feeder, the second one starts automatically.
- the operator loads the first feeder 56, and the cycle is again repeated.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Sorting Of Articles (AREA)
- Branching, Merging, And Special Transfer Between Conveyors (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
- Feeding Of Articles To Conveyors (AREA)
- Specific Conveyance Elements (AREA)
Abstract
Description
- an unpacking station of the unsold articles to be processed;
- a computer for introducing an identification code of each package of unsold articles, that is associated to said unpacking station and connected to said control computer;
- a first conveyor of unsold publications that opens into said machine between said unpacking station and a station that proportions the copies of said publications, adjacent to said loading area of the machine;
- an end of proportioning discriminator, associated to said manual or automatic proportioning station;
- a second conveyor of atypical articles that functionally runs parallel to the machine, from said unpacking station to an auxiliary identification station attended to by an operator and located in transversal operative correspondence with the first gate of said classification area and that is to eject the unidentified copies;
- a third conveyor of unidentified copies that extends transversally to the machine from said first gate to said auxiliary station;
- an optional fourth conveyor of extemporaneous copies that extends transversally to the machine from a second gate provided for this purpose in said classification area up to said auxiliary station;
- associated to said auxiliary station and connected to said control computer, a computer processing the unsold atypical articles, of unidentified copies, and optionally, extemporaneous copies;
- a fifth conveyor that extends between said auxiliary station and some baling and storage means with a prestorage carrusel of unidentified and atypical copies for their classification by hand;
- a printer and, optionally, a printer used to assign an identification code for unidentified and extemporaneous copies that are respectively associated to said conveyors and connected to said control computer.
- it is capable of consecutively feeding copies of different sizes and/or consistency.
- it is capable of feeding copies with gadgets.
- it is capable of feeding homogeneous copies.
- it has synchronism elements with the conveyance system of the control machine of the return (or other type machine).
- it has interface elements with the software of the control machine of the return.
- the return of unsold copies either organized by packages, each one identified by a code indicating its origin.
- each return package is formed by heterogenous copies mixed together.
- the machine controlling the return has to be loaded with copies in a separate manner on a unitary basis, so that the reading system can identify each copy.
- prior to the loading of the copies of a package it is necessary to report to the machine controlling the return the identification code of the package so that it relates its contents with its origin or sender.
- it is normal that the conveyance system of the machines controlling the return has some elements that push or pull each copy. Therefore, the proportioning has to be done in the space between two pushers, which means that there must be synchronization between the load and the conveying element.
- vacuum suction cap 61. This element performs the
approximation, contact, suction, removal and drops the
copy. It is made up of a
frame 68 which holds the tube 69 (see figure 16), and theouter grate 70 which produces the suction of the copy when it comes into contact with this.
- detection of grasped copy. When the sliding tube 74
moves backwards, the suction cap 61 comes up to the copy
and at a given point in its run, it switches the suction
from
conduit 69 towards the grate. At the same time, the suction cap 61 advances until the sensor 78 (see figure 15) is activated by effect of the action of the suction cap on the copy. It is then that the sliding tube 74 reverses its movement when the rod of thecylinder 73 moves forward. At a given point in the run of this advance moment, thegrate 70 loses the suction effect and the copy drops by gravity. - Try-again handling. When suction cap 61 has grasped
the copy and withdraws with it in suction,
sensor 78 must remain activated. When the backward movement starts and this sensor is deactivated, this means that the copy has not been grasped, and straight away and automatically the handling will be retried without waiting for the suction cap to complete the backward motion cycle. - Surplus anti-suction checks. This is a structure in the shape of an inverted "U", whose plane is slightly more advanced than the plane of the grate of the suction cap when this is fully withdrawn. These checks then detach the copy from the suction cap when there is any surplus suction, even though the vacuum has been eliminated, as we can deduce when observing figure 15.
- Synchronism elements in the withdrawal. These are defined by electronic control elements, which apart from co-ordinating and governing the entire process, direct the action of the pneumatic cylinder via its electrovalve. The response of the suction pad to the cylinder movement is thus controlled and allows it to synchronize with events external to the feeder, which will enable it to proportion each copy at the suitable time and place.
- movable wall. The complete stack of copies rests on
the
movable wall 60, which moves along the ruts of thegrooved plate 58 by the action of thecylinder 80, as we can observe from figure 15. The movement of thecylinder 80 in turn responds to the deactivation of anothersensor 79 fitted on the grooved plate, and partly introduced in thefluted section 64. When the sensor is deactivated, this indicates that the copy has now been ejected andcylinder 80 must be worked until another copy is left ready; this happens whensensor 79 again becomes activated. - Elements which compensate the deformation of the
stack. As we have seen above and to prevent the backs of
the copies of the stack from bending forwards, there are
two elements on the same
movable plate 60. On the one hand, a pusher plate 81 (see figure 15) which is what is really in touch with the stack. The special shape of this plate corrects the deformation effect. To help this correction even more, it has been arranged that part of this plate is movable by means of the action of a pneumatic cylinder. This pneumatic cylinder moves forward when there is more than one try again handling. - backward movement of the movable wall. A sensor
which is joined to the
pusher plate 81 shows when the last copy has been removed from the stack. This is whencylinder 80 makes the plate move back to its initial position. This initial position has been programmed previously byswitch 82 so that the cylinder can move back completely, or only to half its run, depending on the size of the stacks which are waiting to be loaded, with the consequent optimization in dead time.
- back conditioner. The tilting
plate 83 prevents copies whose backs have an important thickness, from remaining jammed in thedisplacement section 84 and cannot be conveyed by sliding.
- shock absorber. The
displacement section 84 is interrupted in the collector mechanism area. This new section, which hasreference 87 is not directly attached to the return control machine, as in the ase ofsection 84, but is joined by a simple shock absorber mechanism that consists of twopneumatic cylinders 88 whose rods are joined to thesection 87 by anelastic transmission 89.
Claims (14)
- DEVICE FOR PROCESSING THE RETURN OF UNSOLD ARTICLES, in particular for machines (25) that handle unsold press and other assimilable flat objects, which are in future given the generic name of magazines (55), and on whose machines (25) these magazines (55) are transferred one by one by the action of joint pusher members (32) of an endless belt (26) and resting on a bed which is inclined towards one of the longitudinal edges, where there is a slipping section (28) for the back (55a) of these magazines (55) so that each magazine (55) is proportioned on a reception area (25a) of this inclined bed (26) and is conveyed by an opto-electronic station (25b) for identification, to end up in a classification or ejection (25c) area where there is a plurality of selective discharge gates (52) which have associated ejecting means that push the magazine (55) transversally separating it from the inclined bed (26), characterized because it has the peculiar feature of including some first means prior to the functional entry into said opto-electronic station (25b) and that provide the automatic correction of the transversal position of the magazine (55) by means of its sliding by gravity on the inclined bed (26), until its back (55a) remains stacked on said slipping section (28); some second means retaining said correct transversal position of the magazine (55); some third means, also prior to said entry, facilitating the automatic correction of the longitudinal position of the magazine (55) by means of its regressionto the immediately posterior pushing block (32); some fourth means fixing the flatness of the magazine cover (55) for its processing by said opto-electronic station (25b); some fifth nondescending support means of said inclined endless belt (26); some sixth means in said ejecting area (25c) between said opto-electronic station (25b) and the selective ejection, guarantors against the overturning of the cover of the magazine (55); some seventh means, also in that ejection area (25c) between said station (25b) and the selective ejection, guarantors against the rolling up of the back of the magazine (55); some eighth ejection of the magazine (55) that combine the actions of two independent actuators, with double beveled edge deflecting shape and an exit ramp; and some ninth means of access to the endless belt (26) through the inside of the frame of the machine (25) for the assembly and maintenance thereof.
- DEVICE FOR PROCESSING THE RETURN OF UNSOLD ARTICLES, in accordance with the above claim, characterized because these first corrector measures of the transversal position of the magazine (55) on the inclined bed of the endless belt (26) consist of: this endless belt (26) has a sliding surface; the pusher members (32) are joined to this endless belt (26) and are transversal blocks which have the peculiarity that they only extend in a narrow bottom strip that has a width of approximately one fourth the width of the endless belt (26), and also that these blocks (32) have a beveled edge (32a) at the top surface which in the top end thereof originates at the level of the surface of the endless belt (26) and extends to approximately the center of said top surface of the block (32); and there are devices that eliminate the static electricity from the surface of the endless belt (26), distributed along the length thereof.
- DEVICE FOR PROCESSING THE RETURN OF UNSOLD ARTICLES, in accordance with any of claims 1 and 2, characterized because these second retainer means of the correct transversal position of the magazine (55) consist of a strip (37) located between the slipping section (28) and the bottom edge of the endless belt (26), in order to prevent the transversal sliding of the magazines caused by the back sliding down (55a).
- DEVICE FOR PROCESSING THE RETURN OF UNSOLD ARTICLES, in accordance with any of claims 1 to 3, characterized because these third corrector means for the longitudinal position of the magazine (55) on the inclined bed (26) are overlapped longitudinally over said strip (37) and they are operatively located between the slipping section (28) and the beginning of the belt (26) and are the following: a concealable lifting device (34) of the back (55a) of the magazines (55) that is normally sticking out due to the resisting action of a spring (34a) that elastically gives in due to the weight of the magazine (55), facilitating a combined action of the effects of friction and gravity that causes the automatic regression of the magazine copy (55); a vacuum suction cup (35), of Venturi effect that brakes the feed of the magazine (55) until it is reached by the bevel-edged block (32) that follows it; and a retaining strip (36) that has an intensity adjustment device (36a) and that acts upon the back (55a) of the magazine (55) in a previous and overlapped manner under the start of said strip (37) braking the feed of the magazine (55) due to the increase of the friction, until the pusher or bevel-edged block (8) reaches it.
- DEVICE FOR PROCESSING THE RETURN OF UNSOLD ARTICLES, in accordance with any of claims 1 to 4, characterized because this fourth means of fixing the flatness of the cover of the magazine (55) is formed by a fin against overturning (38) said cover; a blower (39) that has an adjustable intensity and is located after the said fin against overturning (38) and directed obliquely over the cover and activated by a sensor that detects the beginning of a new copy; an air curtain (40) that extends transversely along the entire width of the endless belt (26) has an adjustable intensity and is located after said oblique blower (39) producing a continuous air flow inclined in the feed direction of the copy; and some pressing strips (41) that are located after said air curtain (40) and are applied on the cover in its feed through said opto-electronic station (25b).
- DEVICE FOR PROCESSING THE RETURN OF UNSOLD ARTICLES, in accordance with any of claims 1 to 5, characterized because this fifth means to efficiently counteract the tendency of the endless belt (26) to drop, consists of, all along the top edge of said endless belt (26), a longitudinal block (27) is fastened, whose bottom surface remains applied by both the visible and the hidden surfaces of the endless belt (26) upon a plurality of bearings (43) supported in respective supports (42) anchored upon the fixed frame of the machine itself (25).
- DEVICE FOR THE PROCESSING OF THE RETURN OF UNSOLD ARTICLES, in accordance any of claims 1 to 6, characterized because this sixth means of avoiding the overturning of the cover of the magazine (55), that consists of a grading (46) workable by tilting that is formed by crossbars (46b) that longitudinally extend over the endless belt (26) not very high up, adjustable with regard to said cover, and by projecting crosspieces (46a) whose feet are jointed to the static frame of the machine (25) by means of the corresponding tilting shafts (47).
- DEVICE FOR PROCESSING THE RETURN OF UNSOLD ARTICLES, in accordance with any of claims 1 to 7, characterized because this seventh means to avoid the back (55a) of the magazine (55) from rolling up, consists of: all along the slipping section (28) in said ejection area (28), there are withdrawable holding flanges (50), placed one after the other and each one linked to an exit gate (52) whose holding flanges (50) are operatively projected towards the center of the inclined bed (26), remaining overturned over the path of the back (55a), sliding over said slipping section (28).
- DEVICE FOR PROCESSING THE RETURN OF UNSOLD ARTICLES, in accordance with any of claims 1 to 8, characterized because this eighth ejector means of the magazine (55) consists of: an ejector shovel (48) in whose active surface there are longitudinal beveled edges (48a), and at the posterior end or upstream, and transverse (48b), on the side turned towards the center of the endless belt (26), a first actuator (49) of that ejector shovel (48) between a non-active concealable position and an active position that sticks out which notably reaches the limit level of that sliding section (4); a second actuator (51), of combined action with that first actuator (49) and which is associated with this withdrawable holding flange (50) operating between that active position that sticks out and a withdrawn ejection position of the magazine (55).
- DEVICE FOR PROCESSING THE RETURN OF UNSOLD ARTICLES, in accordance with claim 7, characterized because it is provided for that these tilting shafts (46) of the grate (46) are located on a section (44) covering said support means (27, 42, 43) against the drop of the endless belt (26) that corresponds to the visible surface of the belt, whose covering section (44) is provided with corresponding supports (45) with regard to said supports (42).
- DEVICE FOR PROCESSING THE RETURN OF UNSOLD ARTICLES, in accordance with claims 8 and 9, characterized because these withdrawable holding flanges (50) have a triangular expansion complement (50a) with turned edge, at the downstream end and the protruding crown of this complement (50a) is left keeping the continuity according to the retaining projection of the next flange (50) downstream.
- DEVICE FOR PROCESSING THE RETURN OF UNSOLD ARTICLES, in accordance with any of claims 1 to 11, characterized because this ninth means of access to the endless belt (26) inside the frame of the machine (25) consists of the legs (29) that support the machine (25) whose height can be adjusted, which have at the uppermost side a collapsible section (30) which surrounds that access for assembly and maintenance.
- DEVICE FOR PROCESSING THE RETURN OF UNSOLD ARTICLES, in accordance with any of claims 1 to 12, characterized because the places provided for the ejection of magazines (55) have trays (52) that have ball bearings (53) installed in their bed.
- DEVICE FOR PROCESSING THE RETURN OF UNSOLD ARTICLES, in accordance with any of claims 1 to 13, characterized because the outlet trays or gates (52) are extended partly interfering with the gate (52) immediately downstream, according to a deflector plate (54) in downward ramp.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES9300138 | 1993-01-27 | ||
| ES9300138A ES2085202B1 (en) | 1993-01-27 | 1993-01-27 | DEVICE FOR PROCESSING THE RETURN OF SOLD ITEMS. |
| ES9300422A ES2081244B1 (en) | 1993-03-03 | 1993-03-03 | IMPROVEMENTS FOR HANDLING AND GRADING MACHINES FOR FLAT OBJECTS. |
| ES9300422 | 1993-03-03 | ||
| EP94905110A EP0649685B1 (en) | 1993-01-27 | 1994-01-26 | Device for processing the return of unsold articles |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP94905110A Division EP0649685B1 (en) | 1993-01-27 | 1994-01-26 | Device for processing the return of unsold articles |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0887121A1 true EP0887121A1 (en) | 1998-12-30 |
| EP0887121B1 EP0887121B1 (en) | 2000-09-20 |
Family
ID=26154693
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP94905110A Expired - Lifetime EP0649685B1 (en) | 1993-01-27 | 1994-01-26 | Device for processing the return of unsold articles |
| EP98112638A Withdrawn EP0879777A1 (en) | 1993-01-27 | 1994-01-26 | Automatic feeder for processing the return of unsold articles |
| EP98112639A Expired - Lifetime EP0887121B1 (en) | 1993-01-27 | 1994-01-26 | Device for processing the return of unsold articles |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP94905110A Expired - Lifetime EP0649685B1 (en) | 1993-01-27 | 1994-01-26 | Device for processing the return of unsold articles |
| EP98112638A Withdrawn EP0879777A1 (en) | 1993-01-27 | 1994-01-26 | Automatic feeder for processing the return of unsold articles |
Country Status (3)
| Country | Link |
|---|---|
| EP (3) | EP0649685B1 (en) |
| DE (2) | DE69425988D1 (en) |
| WO (1) | WO1994016830A2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3088340A1 (en) | 2015-04-29 | 2016-11-02 | Stefan Klotzner | System for automatic packing of magazines and newspapers for each individual newsagent |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ATE275444T1 (en) * | 1998-02-05 | 2004-09-15 | Pierau Unternehmensberatung Gm | SYSTEM FOR RECORDING RETURNS |
| DE10356820A1 (en) | 2003-12-05 | 2005-07-07 | Bayer Cropscience Ag | Synergistic insecticidal mixtures |
| CN105129410A (en) * | 2015-08-28 | 2015-12-09 | 天津玛塔德科技有限公司 | Transmission system for preventing repeated barcode scanning |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2157354A5 (en) * | 1971-10-13 | 1973-06-01 | Boewe Boehler & Weber Kg Masch | |
| GB2117019A (en) * | 1982-03-22 | 1983-10-05 | Textima Veb K | Positioning of flat textile articles |
| DE3306175A1 (en) * | 1983-02-23 | 1984-08-23 | Licentia Patent-Verwaltungs-Gmbh, 6000 Frankfurt | METHOD FOR DETECTING AND IDENTIFYING OBJECTS |
| FR2560794A1 (en) * | 1984-03-09 | 1985-09-13 | Hotchkiss Brandt Sogeme | Retractable lid device for a machine |
| EP0450723A2 (en) * | 1990-04-03 | 1991-10-09 | SITMA S.p.A. | Machine for sorting graphic and/or printing products |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3181685A (en) * | 1962-04-26 | 1965-05-04 | Fmc Corp | Article sorting system |
| US3718217A (en) * | 1969-08-22 | 1973-02-27 | A Stobb | Apparatus for feeding signatures |
| US3915284A (en) * | 1973-11-23 | 1975-10-28 | Bendix Corp | Automatic object routing system |
| US4042113A (en) * | 1976-06-18 | 1977-08-16 | Standard Alliance Industries, Inc. | Sorting device for magazine or the like |
| JPS60137475A (en) * | 1983-12-26 | 1985-07-22 | 株式会社東芝 | Sorter for mail |
| DE3515068A1 (en) * | 1985-04-26 | 1986-10-30 | Helmut 7300 Esslingen Staufner | System for separating stacked publications such as newspapers, journals, magazines or the like |
| DE3605037A1 (en) * | 1986-02-18 | 1987-08-20 | Helmut Staufner | System for separating articles such as documents or similar flat material occurring in stack form |
| FR2616556B1 (en) * | 1987-06-11 | 1989-10-06 | Inter Color | INSTALLATION FOR PROCESSING PHOTOGRAPHIC TEST SLEEVES |
| DE3903751A1 (en) * | 1989-02-06 | 1990-09-13 | Vohr Horst | Device for cataloguing and sorting returned books (newspapers) |
| JPH04333416A (en) * | 1991-05-07 | 1992-11-20 | Tsubakimoto Chain Co | Sorting system |
-
1994
- 1994-01-26 EP EP94905110A patent/EP0649685B1/en not_active Expired - Lifetime
- 1994-01-26 EP EP98112638A patent/EP0879777A1/en not_active Withdrawn
- 1994-01-26 EP EP98112639A patent/EP0887121B1/en not_active Expired - Lifetime
- 1994-01-26 DE DE69425988T patent/DE69425988D1/en not_active Expired - Lifetime
- 1994-01-26 DE DE69417144T patent/DE69417144T2/en not_active Expired - Fee Related
- 1994-01-26 WO PCT/ES1994/000008 patent/WO1994016830A2/en not_active Ceased
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2157354A5 (en) * | 1971-10-13 | 1973-06-01 | Boewe Boehler & Weber Kg Masch | |
| GB2117019A (en) * | 1982-03-22 | 1983-10-05 | Textima Veb K | Positioning of flat textile articles |
| DE3306175A1 (en) * | 1983-02-23 | 1984-08-23 | Licentia Patent-Verwaltungs-Gmbh, 6000 Frankfurt | METHOD FOR DETECTING AND IDENTIFYING OBJECTS |
| FR2560794A1 (en) * | 1984-03-09 | 1985-09-13 | Hotchkiss Brandt Sogeme | Retractable lid device for a machine |
| EP0450723A2 (en) * | 1990-04-03 | 1991-10-09 | SITMA S.p.A. | Machine for sorting graphic and/or printing products |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3088340A1 (en) | 2015-04-29 | 2016-11-02 | Stefan Klotzner | System for automatic packing of magazines and newspapers for each individual newsagent |
Also Published As
| Publication number | Publication date |
|---|---|
| DE69417144D1 (en) | 1999-04-22 |
| EP0879777A1 (en) | 1998-11-25 |
| WO1994016830A3 (en) | 1995-03-16 |
| EP0649685B1 (en) | 1999-03-17 |
| WO1994016830A2 (en) | 1994-08-04 |
| EP0649685A1 (en) | 1995-04-26 |
| EP0887121B1 (en) | 2000-09-20 |
| DE69417144T2 (en) | 1999-09-23 |
| DE69425988D1 (en) | 2000-10-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6561339B1 (en) | Automatic tray handling system for sorter | |
| US4527937A (en) | Automatic storage and distribution system | |
| US4830170A (en) | Process and apparatus for feeding packs to a collecting and packaging station | |
| US5375967A (en) | Method and apparatus for palletizing and depalletizing | |
| EP0168548B1 (en) | Product supply system for accumulation packaging machine | |
| US20140054203A1 (en) | Single Pass Mail Sorting System | |
| US4988264A (en) | Apparatus for handling material | |
| US5308052A (en) | Device for feeding a stack of flat articles on edge to de-stacker head of an automatic sorting machine and a method of operating this device | |
| US6652218B1 (en) | Inductor station for sortation conveying system | |
| CA2240157C (en) | Commissioning installation | |
| AU642272B2 (en) | Device and process for unstacking small objects | |
| US4514956A (en) | Vacuum transfer apparatus for packing layers of articles in a container | |
| CN210618688U (en) | Packaging device for articles | |
| US7704037B2 (en) | Device for destacking cubic printed products | |
| JP2001515002A (en) | Feeding device | |
| EP0887121B1 (en) | Device for processing the return of unsold articles | |
| US20050067751A1 (en) | Large capacity bottom feed dispenser | |
| JP2557781B2 (en) | Method and apparatus for collecting goods | |
| US20110315510A1 (en) | Transport device for flat products | |
| US4567712A (en) | Vacuum transfer apparatus for packing layers of articles in a container | |
| JPH10120215A (en) | Method and device for selecting single accumulated flat matter and use thereof in cigarette packing | |
| US4616816A (en) | Apparatus for superposing flexible flat structures, especially sheets and signatures, and method of using such apparatus | |
| US4946157A (en) | Sheet loading and unloading mechanism | |
| JP2841266B2 (en) | Article handling equipment | |
| JPH0784253B2 (en) | Simple depalletizer |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 649685 Country of ref document: EP |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE GB IT |
|
| 17P | Request for examination filed |
Effective date: 19990423 |
|
| 17Q | First examination report despatched |
Effective date: 19990723 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| 17Q | First examination report despatched |
Effective date: 19990723 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 649685 Country of ref document: EP |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE GB IT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20000920 |
|
| REF | Corresponds to: |
Ref document number: 69425988 Country of ref document: DE Date of ref document: 20001026 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20001221 |
|
| EN | Fr: translation not filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20020130 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030126 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |