EP0647582A1 - Vorrichtung zum Oeffnen und Weitertransportieren von Druckereiprodukten - Google Patents
Vorrichtung zum Oeffnen und Weitertransportieren von Druckereiprodukten Download PDFInfo
- Publication number
- EP0647582A1 EP0647582A1 EP94114275A EP94114275A EP0647582A1 EP 0647582 A1 EP0647582 A1 EP 0647582A1 EP 94114275 A EP94114275 A EP 94114275A EP 94114275 A EP94114275 A EP 94114275A EP 0647582 A1 EP0647582 A1 EP 0647582A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- opening
- conveying
- printed products
- product
- printed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000002093 peripheral effect Effects 0.000 claims 1
- 210000002105 tongue Anatomy 0.000 description 7
- ORQBXQOJMQIAOY-UHFFFAOYSA-N nobelium Chemical compound [No] ORQBXQOJMQIAOY-UHFFFAOYSA-N 0.000 description 5
- 238000009423 ventilation Methods 0.000 description 3
- 230000001360 synchronised effect Effects 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 238000013022 venting Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/30—Opening devices for folded sheets or signatures
- B65H5/308—Opening devices for folded sheets or signatures the folded sheets or signatures travelling in hanging position
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/30—Orientation, displacement, position of the handled material
- B65H2301/32—Orientation of handled material
- B65H2301/323—Hanging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4471—Grippers, e.g. moved in paths enclosing an area
- B65H2301/44712—Grippers, e.g. moved in paths enclosing an area carried by chains or bands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/44795—Saddle conveyor with saddle member extending transversally to transport direction
Definitions
- the present invention relates to a device for opening and transporting folded printed products.
- a device of this type is disclosed in the older, subsequently published CH patent application No. 03 724 / 92-1.
- Folded printed products are held during folding by means of transport clamps of a conveyor device, and are transported hanging. With their end region opposite the fold, they come to rest on a support element, as a result of which the end region, as seen in the conveying direction, is bent backwards.
- An opening assembly has a star-shaped support element, on the radial support arms of which grippers are arranged. These have a gripper jaw attached to the support arm and a gripper tongue that cooperates with the gripper tongue and is mounted on the support element. Openings in the gripper jaw and the gripper tongue on the clamping-active side can be connected to a vacuum source.
- a gripper picks up the printed product supported in the edge area from behind, which is then grasped and held by closing the gripper at the edge opposite the fold.
- the gripper tongue is moved into the open position, the two product parts being held on the gripper tongue or gripper jaw and being lifted apart from one another as a result of the openings now connected to the vacuum source.
- By separating the opening of the gripper jaw from the vacuum source the corresponding part of the product below is released.
- This is pushed off the gripper jaw by means of an angle lever mounted on the support element, which carries at its end a puncturing element that is inserted between the printed products that are lifted from one another. This will open the print product further.
- a hold-open element engages between the two product parts lifted from each other, after which the opening of the gripper tongue is also separated from the vacuum source.
- the printed products are only slightly lifted apart from one another by the suction head-like gripper jaws and gripper tongues.
- the actual opening takes place by pushing off one part of the product from the gripper jaw by means of the piercing element and angle lever. After being pushed off, the removed part of the product is no longer held, which can limit the permissible processing speed. Furthermore, the edge opposite the fold is acted upon when pushing off, which could lead to injuries to the printed product.
- the achievable opening of the printed product is limited and the opening is not accessible along the entire edge.
- the printed products are held at their fold by means of transport clamps, transported essentially in a vertical hanging position and supported with their end region bent forward in the conveying direction and opposite the fold, for example pushed in the conveying direction.
- This gives the open edge of the printed products opposite the fold, a defined position stabilizes the printed products by bending and keeps them at a safe distance from one another, so that an opening element from above the supporting element supporting the printed products can be inserted between printed products.
- This also ensures access to the supported edge area from above, so that the opening element in the edge area can lay flat against the product part located above in order to hold it in place.
- the opening element engages between the printed products from above the support element and lies against them and a holding element lies against the printed product from below, the holding of the product parts is possible during the entire opening process, which ensures safe opening at high processing speed. Moreover, there are no parts of the opening assembly in the area of the open edge opposite the fold. A hold-open element can thus intervene anywhere between the product parts lifted off one another. In addition, a large opening stroke can be achieved, since the circulating spell of the holding element and the movement path of the opening element can have an independent shape.
- a particularly preferred embodiment of the device according to the invention is specified in claim 2. Since that If the opening element engages from the side between the printed products, the device can be simple and space-saving.
- the corresponding part of the product is bent around a roller in the direction downwards and optionally backwards.
- the end of the corresponding product part opposite the fold is conveyed in the direction towards the bottom of the hold-open element, whereby at the same time the printed product is stretched while reducing the bend caused by the support element.
- the also preferred embodiment of the device according to the invention according to claim 7 allows a high processing capacity with smooth running of the device.
- the product part held by the opening element is pulled along a curved path in the conveying direction F and in the direction downward.
- the bend in the product part is reduced and quick combing of the hold-open element with the product part is achieved.
- FIG. 1 shows a conveyor device 10 of a known type, which has individually controllable transport clamps 16 which are arranged at a distance from a conveyor chain 14 which is driven in rotation in the conveying direction F and at conveyor speed v f and is guided in a channel 12.
- the swivel position of the transport clamps 16 about an axis running at right angles to the conveying direction F is controlled by means of fixed swivel links 18, which interact with the follow rollers 20, 20 'of the transport clamps 16, in such a way that the clamp jaw 22 in the section of the conveying device 10 shown is essentially vertical Is directed downwards.
- a trigger element is arranged above approximately the center of an indicated processing drum 24 in order to control the opening of the gripping mouth 22.
- Transport clips 16 of this type are known, for example, from EP-A-0 557 680 and the corresponding US patent application No. 08/018 749.
- the clamp mouth 22 of the transport clamps 16 is aligned at right angles to the conveying direction F and is intended in each case to hold a folded printed product 26 in an area adjacent to the fold 28 running approximately in a horizontal direction and approximately at right angles to the conveying direction F.
- the fold connects two product parts 30, 32, the first product part 30, seen in the conveying direction F, trailing with respect to the second product part 32.
- the open edge opposite the fold 28, the so-called flower, of the printed products 26 is designated by 34.
- An opening unit 36 which is to be described in more detail below, is arranged below the section of the conveying device 10 which runs approximately in the horizontal direction.
- a support element 38 which is likewise arranged below the conveyor device 10, is connected directly upstream of the opening unit 36 and has endless support bands 42 guided around deflection rollers 40, the upper support-effective strand 42 'of which, viewed in the conveying direction F, is arranged to rise slightly and is driven in the circumferential direction S at a speed v s , which is larger, preferably twice as large, as the conveying speed V f .
- the printed products 26 come to rest with the edge 34 on the support tape 42 and are bent forward in the course of further transport in the conveying direction F, so that they rest flat on the support tape 42 with their end area 44 adjoining the edge 34 .
- the support bands 42 thus form a conveying plane 38 ′ which pushes the end region 44 of the printed products 26 in the conveying direction F.
- This has a suction roller 46, which is mounted on the same, horizontally and at right angles to the conveying direction F, hollow shaft 48 as the deflection rollers 40 for the support bands 42 at the end of the support element 38 are freely rotatable.
- the suction roller 46 has three suction heads 50 distributed uniformly in the circumferential direction, the orbit of which essentially affects the conveying plane 38 'defined by the upper run 42' of the support bands 42.
- Radial passages 52 connect to the suction heads 50 through the suction roller 46 and interact with openings in the hollow shaft 48 temporarily connect the suction heads 50, depending on the rotational position of the suction roller 46, to the inside of the hollow shaft 48, which is connected to a vacuum source, not shown.
- a tubular control pin 54 engages in the hollow shaft 38 from the end on the opening assembly side, the rotational position of which is adjustable with respect to the hollow shaft 48 and has a ventilation channel 56 in order to immediately after the connection of a radial passage 52 to the inside of the hollow shaft 48 has been separated, the radial passage 52 with the Connect environment and to ventilate the relevant suction head 50. As can be seen in particular from FIGS.
- the suction roller 46 is connected via a toothed belt drive 58 to a drive shaft 60 driven in time with the conveying device 10 such that the suction heads 50 travel a distance in the direction of rotation U (see FIG. 5). which corresponds to approximately 75% of the distance that the transport clips 16 travel in the same time.
- the opening assembly 36 is offset in the direction of the axis of the hollow shaft 48 outside of the support element 38 formed by the support straps 42 outermost support band 42 on this side.
- the opening unit 36 has on the side of the suction roller 46 facing away from the support tapes 42 a disk-like support element 62 which is freely rotatably mounted on an axle 64 fastened to the frame 63.
- the axis 64 runs at right angles to the conveying direction F and in the horizontal direction and is arranged offset with respect to the hollow shaft 48 in an approximately vertical direction towards the bottom.
- bearing blocks 66 are fastened to the support element 62 distributed in the circumferential direction, on the bearing shafts 68 of which, at right angles to the axis 64 and in the tangential direction, a pivotable support arm 70 is pivotally mounted.
- the latter carries an opening element 72 designed as a suction head on one end and a control roller 76 interacting with control links 74 on the other.
- the support arm 70 is moved from a rest position 78 shown in FIGS. 2 and 4 into a working position 78 ′ shown in FIG. 3 by means of the control links 74. and swiveling back again.
- the part of the support arm 70 carrying the opening element 72 runs approximately parallel to the axis 64 and projects from the supporting element 62 in the direction toward the suction roller 46, so that in the working position 78' the opening element 72 moves in the plane in which the suction heads 50 of the suction roller 46 circulate.
- the part of the support arm 70 which carries the opening element 72 runs with respect to the axis 64 and the hollow shaft 48 approximately in the radial direction with the opening element 72 lying outside with respect to the bearing shaft 68.
- a spring 80 acts around the support arm 70 between the support arm 70 and the support element 62 in rest position 78 and working position 78 'to push against these positions defining stops 82.
- the suction head-like opening element 72 communicates in the working position 78 'via a channel 84 in the support arm 70 with a further channel 84' in the bearing block 66.
- the further channel 84 ' is connected via a pipeline 86 to a valve member 88 arranged on the axis 64, for this purpose it is intended to connect the pipeline 86 to a vacuum source (not shown) or to a ventilation passage 90 connected to the environment depending on the rotational position of the support element 62.
- the axis 64 has a cavity 92 which is connected to the vacuum source and into which a radial opening 94 opens.
- the opening 94 comes into temporary connection with the pipeline 86 in order to generate negative pressure in the opening element 72.
- the pipeline 86 comes into connection with the venting passage 90 in order to vent the opening element 72.
- the support element 62 is connected to the drive shaft 60 via a further toothed drive 96 in such a way that in the working position 78 'of the support arms 70 the opening elements 72 cover a path per cycle which corresponds to approximately 80% of the path of the transport clamps 16.
- the radius of that section 97 'of the movement path 97 of the opening elements 72 when the support arms 70 are pivoted into the working position 78' is preferably two to ten times larger than the radius of the orbit 50 'of the suction heads 50 of the suction roller 46.
- the number of opening elements 72 on the support element 62 is fixed in such a way that an opening element 72 is located at a specific point in each work cycle.
- the section 97 'of the movement path 97 of the opening elements 72, in which the support arms 70 are pivoted in the working position 78' approximately affects the conveying plane 38 '.
- endless cam belts 98 are arranged between the support tapes 42 and, if appropriate, between the outermost support tapes 42 facing the opening unit 36 and the suction roller 46, around cam pulleys 100 freely rotatably mounted on the hollow shaft 48 and around on the drive shaft 60 rotatably seated deflection wheels 100 'are guided.
- the drive shaft 60 runs parallel to the hollow shaft 48, between the strands of the support bands 42, so that the cams 98 'of the cam belts 98 between the drive shaft 60 and the hollow shaft 48 penetrate the conveying plane 38' from below and project with their free end over them.
- the cam belts 98 are driven at a speed v n which is greater than or equal to the speed v u of the suction heads 50. It is preferably approximately 80% of the speed v f of the transport clips 16. Accordingly, the distance between the neck 98 'is approximately 80% as large as the distance of the transport clips 16.
- the opening assembly 36 has a helical open element 102, which is driven to rotate about its screw axis 104, which runs approximately parallel to the conveying direction F, in such a way that the section 102 ′ located at the top moves with the transport clamps 16 in the conveying direction F.
- the processing drum 24 driven in rotation in the direction of rotation W is synchronized with the opening unit 36 and thus with the conveyor device 10 in such a way that a saddle-shaped one
- the support 106 engages from below in a turn of the hold-open element 102, moves with it in the conveying direction F and thus pierces from below into the product parts 30, 32 which are lifted off and held open.
- FIG. 6 shows a further embodiment of the opening unit 36 in the same representation as FIG. 5.
- the conveyor device 10, the support element 38 with the support bands 42, the cam belts 98 and the hold-open element 102 are in exactly the same manner as described above, executed.
- the difference is that the support element 62, which is now driven in the direction of rotation V ', is mounted on an axis corresponding to the axis 64, which is arranged approximately in the vertical direction above the hollow shaft 48.
- the support arms 70 are also pivotally mounted on bearing blocks on the support element about bearing shafts 68 which are tangential to their orbit around the axis.
- the part carrying the opening element 72 projects from the support element 62 at approximately a right angle.
- the opening elements 72 come to lie radially on the inside with respect to the bearing shafts 68.
- 108 denotes a return section of the movement path 97, in which the opening elements 72 are in the rest position 78.
- the sections of the movement path 72 in which the opening elements 72 are transferred from the rest position 78 into the working position 78 'and back are designated 108' or 108 ''.
- FIGS. 5 and 6 In these the clamp mouths 22 of six transport clamps 16 are indicated corresponding to six successive cycle intervals. In between, the position of printed products 26, which they occupy in the middle between individual cycles, is indicated by dash-dotted lines. The printed products 26 rest with their edge area 44 on the support tapes 42 with their edge area 44 bent forward. As a result of the frictional entrainment between the support bands 42 driven with greater speed v s with respect to the transport clamps 16 and the printed products 26, these are pushed forward in the conveying direction F and come into contact with their open edge 34 for alignment with cams 98 '.
- the printed products 26 are bent in an S-shape, which gives them stability.
- a support arm 70 is then swiveled in from the side between two printed products 26 in each case, as a result of which the relevant opening element 72 moves along the helical movement path section 108 'onto the overhead second product part 32 in the edge region 44 of the printed product trailing the support arm 70 in the direction of conveyance F 26 lowers.
- the synchronization between the support element 62 and the suction roller 46 is selected such that a suction head 50 of the suction roller 46 and an opening element 72 receive the printed product 26 in the edge region 44 between them.
- the suction head 50 which is brought into contact with the first product part 30 from below, and the corresponding opening element 72 are connected to the vacuum source in order to hold the first and second product parts 30, 32 in place.
- the suction roller 46 By turning the suction roller 46, the first Product part 30 is bent around this and the overhead second product part 32 is moved substantially in the conveying direction F along the movement path section 97 'of the opening element 72.
- the S-shaped bend in the printed product 26 is essentially eliminated.
- the hold-open element 102 pierces between the product parts 30, 32 lifted from one another, after which the suction head 50 and then the opening element 72 are ventilated in order to release the corresponding product parts 30, 32.
- the printed products 26 are kept open by the section 102 ′ of the hold-open element 102 that engages between the product parts 30, 32.
- the relevant support arm 70 is pivoted back into the rest position 78, the opening element 72 following along a helical movement path section 108 ′′.
- a saddle-like support 106 of the processing drum 24 engages between the separated product parts 30, 32 of a printed product 26 from below, whereupon the printed product 26 falls astride the support 106 by opening the corresponding transport clamp 16.
- a support arm 70 is always swiveled in between two successive printed products 26, but in FIGS. 5 and 6 only one support arm 70 in solid lines, in four successive work cycles and in dash-dot lines between two in open lines, for the sake of clarity Working cycles is shown. Since the cams 98 ' revolving at a greater speed v n than the suction heads 50 (v u ), they move away from the edge 34 of the printed products 26 as soon as this is gripped by a suction head 50 and an opening element 72. This ensures that the opening of the printed products 26 is not hindered by the cams 98 '. Even if these are viewed in the direction of conveyance F, they are arranged in the region of the upper directionally active strand inclined backwards in order to provide the edges 34 with secure hold.
- the drive shaft 60 is synchronized with the conveyor 10, its mutual phase position adjustable.
- the support element 38 and the opening unit 36 can be adjusted in height in the vertical direction in order to ensure adaptation to differently sized printed products 26.
- the side edge 110 of the printed products 26 facing the opening unit 36 is arranged between the suction roller 46 and the support element 62, so that this and the one in the rest position 78 located support arms 70 with the opening elements 72 can move past the printed products 26 laterally.
- This also shows that by means of the present opening unit 36, the printed products 26 are opened from corner areas formed by the side edge 110 and the edge 34.
- suction roller 46 would be in the appropriate position to arrange, and to extend the part of the support arm 70 holding the opening element 72 accordingly. It is also conceivable to arrange both the suction heads 50 and the support arms 70 on an endless rotating traction element. It is also possible to arrange the opening elements 72 on support arms which are mounted in a translationally displaceable manner on a corresponding support element.
- the device according to the invention is particularly suitable for opening folded single sheets which form, for example, the title and the back of a magazine, and 2-fold products which have been folded a first time and folded a second time at right angles to them, the last being formed Fold 28 are transported held by the transport clamps and the first fold formed forms the side edge 110 facing the opening unit 36.
Abstract
Description
- Die vorliegende Erfindung betrifft eine Vorrichtung zum Oeffnen und Weitertransportieren von gefalteten Druckereiprodukten.
- Eine Vorrichtung dieser Art ist in der älteren, nachveröffentlichten CH-Patentanmeldung Nr. 03 724/92-1 offenbart. Mittels Transportklammern einer Fördereinrichtung werden gefaltete Druckereiprodukte beim Falz gehalten, hängend transportiert. Mit ihrem dem Falz gegenüberliegenden Endbereich kommen sie auf ein Stützelement zur Anlage, wodurch der Endbereich, in Förderrichtung gesehen, nach hinten gebogen wird. Ein Oeffnungsaggregat weist ein sternradartig ausgebildetes Tragelement auf, an dessen radialen Tragarmen Greifer angeordnet sind. Diese weisen eine am Tragarm befestigte Greiferbacke und eine mit dieser zusammenwirkende, am Tragelement gelagerte Greiferzunge auf. Oeffnungen in der Greiferbacke und der Greiferzunge auf der klemmaktiven Seite sind mit einer Unterdruckquelle verbindbar. Ein Greifer holt das im Randbereich abgestützte Druckereiprodukt von hinten auf, welches dann durch Schliessen des Greifers bei der dem Falz gegenüberliegenden Kante erfasst und gehalten wird. Nachdem der mit dem Druckereiprodukt mitbewegte Greifer sich aus dem Bereich des Stützelements wegbewegt hat, wird die Greiferzunge in Offenstellung überführt, wobei infolge der nun mit der Unterdruckquelle verbundenen Oeffnungen die beiden Produkteteile an der Greiferzunge bzw. Greiferbacke festgehalten und voneinander abgehoben werden. Durch Abtrennen der Oeffnung der Greiferbacke von der Unterdruckquelle wird der entsprechende, untenliegende Produkteteil freigegeben. Dieser wird mittels eines am Tragelement gelagerten Winkelhebels, der an seinem Ende ein zwischen die voneinander abgehobenen Druckereiprodukte einstechendes Einstechelement trägt, ab der Greiferbacke abgeschoben. Dadurch wird das Druckereiprodukt weiter geöffnet. Ein Offenhalteelement greift zwischen die beiden voneinander abgehobenen Produkteteile ein, wonach auch die Oeffnung der Greiferzunge von der Unterdruckquelle getrennt wird. In dieser Schrift ist auch erwähnt, dass es denkbar sei, Druckereiprodukte mit vorlaufendem Endbereich mittels eines derartigen Oeffnungsaggregates zu öffnen.
- Bei dieser bekannten Einrichtung werden die Druckereiprodukte durch die saugkopfartig wirkenden Greiferbacken und Greiferzungen nur geringfügig voneinander abgehoben, vorgeöffnet. Das eigentliche Oeffnen erfolgt durch Abschieben des einen Produkteteils ab der Greiferbacke mittels des Einstechelements und Winkelhebels. Nach dem Abschieben ist somit der abgeschobene Produkteteil nicht mehr gehalten, was die zulässige Verarbeitungsgeschwindigkeit begrenzen kann. Weiter wird beim Abschieben die dem Falz gegenüberliegende Kante beaufschlagt, was zu Verletzungen des Druckereiprodukts führen könnte. Ueberdies ist die erzielbare Oeffnung des Druckereiprodukts beschränkt und die Oeffnung ist nicht entlang der gesamten Kante zugänglich.
- Es ist eine Aufgabe der vorliegenden Erfindung, eine Vorrichtung zum Oeffnen und Weitertransportieren von gefalteten Druckereiprodukten zu schaffen, welche bei grosser Verarbeitungsgeschwindigkeit ein sicheres und die Druckereiprodukte schonendes Oeffnen erlaubt und das Einführen eines Offenhalteelements zwischen die voneinander abgehobenen Produkteteile an beliebiger Stelle ermöglicht.
- Diese Aufgabe wird durch eine Vorrichtung gelöst, die die Merkmale des Anspruchs 1 aufweist.
- Erfindungsgemäss werden die Druckereiprodukte mittels Transportklammern bei ihrem Falz gehalten, im wesentlichen in vertikaler Hängelage transportiert und mit ihrem in Förderrichtung nach vorne gebogenen, dem Falz gegenüberliegenden Endbereich abgestützt, etwa in Förderrichtung geschoben. Dies vermittelt der dem Falz gegenüberliegenden offenen Kante der Druckereiprodukte eine definierte Lage, stabilisiert durch das Biegen die Druckereiprodukte und hält diese in sicherem Abstand zueinander, so dass ein Oeffnungselement von oberhalb dem die Druckereiprodukte stützenden Stützelement zwischen Druckereiprodukte eingefahren werden kann. Dadurch ist auch die Zugänglichkeit zum abgestützten Randbereich von oben sichergestellt, so dass sich das Oeffnungselement im Randbereich an den obenliegenden Produktteil flach anlegen kann, um diesen festzuhalten. Da das Oeffnungselement von oberhalb des Stützelements zwischen die Druckereiprodukte eingreift und sich an diese anlegt und ein Halteelement sich von unten an das Druckereiprodukt anlegt, ist das Festhalten der Produkteteile während des gesamten Oeffnungsvorgangs ermöglicht, was ein sicheres Oeffnen bei hoher Verarbeitungsgeschwindigkeit gewährleistet. Ueberdies befinden sich keine Teile des Oeffnungsaggregates im Bereich der dem Falz gegenüberliegenden offenen Kante. Ein Offenhalteelement kann somit an beliebiger Stelle zwischen die voneinander abgehobenen Produkteteile eingreifen. Ueberdies ist ein grosser Oeffnungshub erzielbar, da die Umlaufbann des Halteelements und Bewegungsbahn des Oeffnungselements voneinander unabhängige Form aufweisen können.
- Eine besonders bevorzugte Ausbildungsform der erfindungsgemässen Vorrichtung ist im Anspruch 2 angegeben. Da das Oeffnungselement von der Seite her zwischen die Druckereiprodukte eingreift, kann die Vorrichtung einfach und raumsparend ausgebildet sein.
- Bei einer weiteren ebenfalls besonders bevorzugten Ausbildungsform gemäss Anspruch 4 wird der entsprechende Produkteteil um eine Walze in Richtung gegen unten und gegebenenfalls gegen hinten gebogen. Dadurch wird das dem Falz gegenüberliegende Ende des entsprechenden Produkteteils in Richtung gegen unten dem Offenhalteelement entgegengefördert, wodurch gleichzeitig das Druckereiprodukt unter Verkleinerung der durch das Stützelement hervorgerufenen Biegung gestreckt wird. Dies führt zu erhöhter Stabilität im Druckereiprodukt und einem schnellen sicheren Kämmen des Offenhalteelementes und des Produkteteiles.
- Eine besonders einfache und bevorzugte Ausbildungsform der erfindungsgemässen Vorrichtung ist im Anspruch 6 angegeben.
- Die ebenfalls bevorzugte Ausbildungsform der erfindungsgemässen Vorrichtung gemäss Anspruch 7 erlaubt eine hohe Verarbeitungskapazität bei ruhigem Lauf der Vorrichtung.
- Bei einer weiteren bevorzugten Ausbildungsform gemäss Anspruch 8 wird der vom Oeffnungselement gehaltene Produkteteil entlang einer gekrümmten Bahn in Förderrichtung F, sowie in Richtung gegen unten gezogen. Dadurch wird die Biegung im Produkteteil verringert und ein schnelles Kämmen des Offenhalteelements mit dem Produkteteil erreicht.
- Weitere besonders bevorzugte Ausbildungsformen der erfindungsgemässen Vorrichtung sind in den weiteren abhängigen Ansprüchen angegeben.
- Die vorliegende Erfindung wird nun anhand der Zeichnung näher erläutert. Es zeigen rein schematisch:
- Fig. 1
- in Ansicht eine Ausbildungsform der erfindungsgemässen Vorrichtung mit einer Fördereinrichtung zum hängenden Transportieren von Druckereiprodukten, einem unterhalb dieser angeordneten Oeffnungsaggregat zum Oeffnen der Druckereiprodukte, sowie einer angedeuteten Verarbeitungstrommel, auf deren Auflagen die geöffneten Druckereiprodukte zur Weiterverarbeitung abgelegt werden;
- Fig. 2
- in Draufsicht gemäss dem Pfeil II der Fig. 1 und zum Teil geschnitten einen Teil des Oeffnungsaggregates und Stützelements;
- Fig. 3
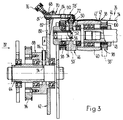
- in Seitenansicht entsprechend dem Pfeil III der Fig. 2 und zum Teil geschnitten das Oeffnungsaggregat;
- Fig. 4
- in Seitenansicht entsprechend dem Pfeil IV der Fig. 3 und ebenfalls teilweise geschnitten einen Ausschnitt aus dem Oeffnungsaggregat;
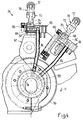
- Fig. 5
- in Ansicht und gegenüber Fig. 1 vergrössert einen Ausschnitt der dort gezeigten Vorrichtung zur Illustration der Funktionsweise; und
- Fig. 6
- in gleicher Darstellung wie in Fig. 5 eine weitere Ausbildungsform der erfindungsgemässen Vorrichtung.
- In der Fig. 1 ist eine Fördereinrichtung 10 bekannter Art gezeigt, die im Abstand an einer in Förderrichtung F und mit Fördergeschwindigkeit vf umlaufend angetriebenen, in einem Kanal 12 geführten Förderkette 14 angeordnete, einzeln steuerbare Transportklammern 16 aufweist. Die Schwenklage der Transportklammern 16 um eine jeweils rechtwinklig zur Förderrichtung F verlaufende Achse ist mittels ortsfesten Schwenkkulissen 18, die mit den Folgerollen 20,20' der Transportklammern 16 zusammenwirken, derart gesteuert, dass das Klammermaul 22 im gezeigten Abschnitt der Fördereinrichtung 10 im wesentlichen in vertikaler Richtung nach unten gerichtet ist. Es sei auch erwähnt, dass oberhalb ungefähr der Mitte einer angedeuteten Verarbeitungstrommel 24 ein Auslöseorgan angeordnet ist, um das Oeffnen des Greifmauls 22 zu steuern. Transportklammern 16 dieser Art sind beispielsweise aus der EP-A-0 557 680 und der entsprechenden US-Patentanmeldung Nr. 08/018 749 bekannt.
- Weiter ist das Klammermaul 22 der Transportklammern 16 rechtwinklig zur Förderrichtung F ausgerichtet und dazu bestimmt, jeweils ein gefaltetes Druckereiprodukt 26 in einem Bereich benachbart zum in etwa in horizontaler Richtung und etwa rechtwinklig zur Förderrichtung F verlaufenden Falz 28 hängend zu halten. Der Falz verbindet zwei Produkteteile 30,32, wobei in Förderrichtung F gesehen der erste Produkteteil 30 bezüglich dem zweiten Produkteteil 32 nachlaufend ist. Mit 34 ist die dem Falz 28 gegenüberliegende offene Kante, die sogenannte Blume, der Druckereiprodukte 26 bezeichnet.
- Unterhalb des in etwa in horizontaler Richtung verlaufenden Abschnitts der Fördereinrichtung 10 ist ein Oeffnungsaggregat 36 angeordnet, das weiter unten genauer zu beschreiben ist. Dem Oeffnungsaggregat 36 ist ein ebenfalls unterhalb der Fördereinrichtung 10 angeordnetes Stützelement 38 unmittelbar vorgeschaltet, das endlose um Umlenkwalzen 40 geführte Stützbändchen 42 aufweist, deren oberer stützwirksamer Trum 42' in Förderrichtung F gesehen leicht ansteigend angeordnet und in Umlaufrichtung S mit einer Geschwindigkeit vs angetrieben ist, die grösser, vorzugsweise doppelt so gross ist, wie die Fördergeschwindigkeit Vf. Im Anfangsbereich des Stützelements 38 kommen die Druckereiprodukte 26 mit ihrer Kante 34 auf die Stützbändchen 42 zur Anlage und werden im Zuge des Weitertransports in Förderrichtung F nach vorne gebogen, so dass sie mit ihrem an die Kante 34 anschliessenden Endbereich 44 auf dem Stützbändchen 42 flach aufliegen. Die Stützbandchen 42 bilden somit eine Förderebene 38', die den Endbereich 44 der Druckereiprodukte 26 in Förderrichtung F schiebt.
- Anhand der Fig. 1, in Zusammenschau mit den Fig. 2 bis 4, wird nun das Oeffnungsaggregat 36 näher beschrieben. Dieses weist eine Saugwalze 46 auf, die auf derselben, horizontal und rechtwinklig zur Förderrichtung F angeordneten Hohlwelle 48 wie die Umlenkwalzen 40 für die Stützbändchen 42 am Ende des Stützelements 38 frei drehbar gelagert ist. Die Saugwalze 46 weist in Umfangsrichtung gleichmässig verteilt drei Saugköpfe 50 auf, deren Umlaufbahn die vom oberen Trum 42' der Stützbändchen 42 definierten Förderebene 38' im wesentlichen tangiert. An die Saugköpfe 50 schliessen Radialdurchlässe 52 durch die Saugwalze 46 an, die mit Oeffnungen in der Hohlwelle 48 zusammenwirken um die Saugköpfe 50 in Abhängigkeit von der Drehlage der Saugwalze 46 vorübergehend mit dem Innern der Hohlwelle 48 zu verbinden, die mit einer nicht gezeigten Unterdruckquelle verbunden ist. In die Hohlwelle 38 greift vom öffnungsaggregatseitigen Ende her ein rohrartiger Steuerzapfen 54 ein, dessen Drehlage bezüglich der Hohlwelle 48 verstellbar ist und einen Entlüftungskanal 56 aufweist, um sofort nach dem Trennen der Verbindung eines Radialdurchlasses 52 mit dem Innern der Hohlwelle 48 den Radialdurchlass 52 mit der Umgebung zu verbinden und den betreffenden Saugkopf 50 zu belüften. Wie dies insbesondere aus den Fig. 2 und 3 hervorgeht, ist die Saugwalze 46 über einen Zahnriementrieb 58 mit einer im Takt der Fördereinrichtung 10 angetriebenen Antriebswelle 60 derart verbunden, dass die Saugköpfe 50 in Drehrichtung U (vergleiche Fig. 5) einen Weg zurücklegen, der in etwa 75 % des Weges entspricht, den die Transportklammern 16 in derselben Zeit zurücklegen.
- Wie dies insbesondere aus den Fig. 2 und 3 hervorgeht, ist das Oeffnungsaggregat 36 in Richtung der Achse der Hohlwelle 48 versetzt ausserhalb des durch die Stützbändchen 42 gebildeten Stützelements 38 angeordnet In der gezeigten Ausbildungsform befindet sich das Oeffnungsaggregat 36 in Förderrichtung F gesehen rechts bezüglich des äussersten diesseitigen Stützbändchens 42.
- In Richtung der Hohlwelle 48 gesehen, weist das Oeffnungsaggregat 36 auf der bezüglich den Stützbändchen 42 abgewandten Seite der Saugwalze 46 ein scheibenartig ausgebildetes Tragelement 62 auf, das an einer am Gestell 63 befestigten Achse 64 frei drehbar gelagert ist. Die Achse 64 verläuft rechtwinklig zur Förderrichtung F und in horizontaler Richtung und ist bezüglich der Hohlwelle 48 in etwa vertikaler Richtung gegen unten versetzt angeordnet. Radial aussen sind am Tragelement 62 in Umfangsrichtung verteilt Lagerböcke 66 befestigt, an deren rechtwinklig zur Achse 64 und in tangentialer Richtung verlaufenden Lagerschäften 68 jeweils ein doppelhebelartiger Tragarm 70 schwenkbar gelagert ist. Dieser trägt einerends ein als Saugkopf ausgebildetes Oeffnungselement 72 und andernends eine mit Steuerkulissen 74 zusammenwirkende Steuerrolle 76. Der Tragarm 70 ist mittels der Steuerkulissen 74 aus einer in den Fig. 2 und 4 gezeigten Ruhelage 78 in eine in der Fig. 3 dargestellte Arbeitslage 78' und wieder zurück verschwenkbar. In Arbeitslage 78' verläuft der das Oeffnungselement 72 tragende Teil des Tragarms 70 in etwa parallel zur Achse 64 und steht vom Tragelement 62 in Richtung gegen die Saugwalze 46 vor, so dass sich in Arbeitslage 78' das Oeffnungselement 72 in jener Ebene bewegt, in welcher die Saugköpfe 50 der Saugwalze 46 umlaufen. In Ruhelage 78 verläuft der das Oeffnungselement 72 tragende Teil des Tragarms 70 bezüglich der Achse 64 und Hohlwelle 48 etwa in radialer Richtung mit bezüglich dem Lagerschaft 68 aussen liegendem Oeffnungselement 72. Zwischen dem Tragarm 70 und dem Tragelement 62 wirkt eine Feder 80 um den Tragarm 70 in Ruhelage 78 und Arbeitslage 78' gegen diese Lagen definierende Anschläge 82 zu drängen.
- Das saugkopfartige Oeffnungselement 72 kommuniziert in Arbeitslage 78' über einen Kanal 84 im Tragarm 70 mit einem weiteren Kanal 84' im Lagerbock 66. Der weitere Kanal 84' ist über eine Rohrleitung 86 mit einem auf der Achse 64 angeordneten Ventilorgan 88 verbunden, das dazu bestimmt ist, die Rohrleitung 86 in Abhängigkeit von der Drehlage des Tragelements 62 mit einer nicht gezeigten Unterdruckquelle bzw. mit einem mit der Umgebung verbundenen Entlüftungsdurchlass 90 zu verbinden. Zu diesem Zweck weist die Achse 64 einen mit der Unterdruckquelle verbundenen Hohlraum 92 auf, in den eine radiale Oeffnung 94 mündet. Beim Drehen des Tragelements 62 in Drehrichtung V, die der Drehrichtung U der Saugwalze 46 gleichgerichtet ist kommt die Oeffnung 94 mit der Rohrleitung 86 vorübergehend in Verbindung, um im Oeffnungselement 72 Unterdruck zu erzeugen. In Drehrichtung V der Oeffnung 94 folgend kommt beim Weiterdrehen die Rohrleitung 86 mit dem Entlüftungsdurchlass 90 in Verbindung, um das Oeffnungselement 72 zu lüften.
- Das Tragelement 62 ist über einen weiteren Zahntrieb 96 mit der Antriebswelle 60 derart verbunden, dass die Oeffnungselemente 72 in Arbeitslage 78' der Tragarme 70 pro Takt einen Weg zurücklegen, der in etwa 80 % des Weges der Transportklammern 16 entspricht. Ueberdies sei erwähnt, dass der Radius jenes Abschnitts 97' der Bewegungsbahn 97 der Oeffnungselemente 72 bei in Arbeitslage 78' verschwenkten Tragarmen 70 grösser, vorzugsweise zwei bis zehnmal grösser ist als der Radius der Umlaufbahn 50' der Saugköpfe 50 der Saugwalze 46. Die Anzahl Oeffnungselemente 72 am Tragelement 62 ist derart festgelegt, dass sich bei jedem Arbeitstakt jeweils ein Oeffnungselement 72 an einer bestimmten Stelle befindet. Weiter sei erwähnt, dass der Abschnitt 97' der Bewegungsbahn 97 der Oeffnungselemente 72 in dem die Tragarme 70 in Arbeitslage 78' verschwenkt sind, die Förderebene 38' in etwa tangiert.
- Weiter sind in Richtung der Hohlwelle 48 gesehen, zwischen den Stützbändchen 42 und gegebenenfalls zwischen dem äussersten, dem Oeffnungsaggregat 36 zugewandten Stützbändchen 42 und der Saugwalze 46 endlose Nockenbänder 98 angeordnet, die um auf der Hohlwelle 48 frei drehbar gelagerte Umlenkräder 100 und um auf der Antriebswelle 60 drehfest sitzende Umlenkräder 100' geführt sind. Die Antriebswelle 60 verläuft parallel zur Hohlwelle 48, zwischen den Trumen der Stützbändchen 42 hindurch, so dass die Nocken 98' der Nockenbänder 98 zwischen der Antriebswelle 60 und Hohlwelle 48 von unten die Förderebene 38' durchstossen und mit ihrem freien Ende über diese vorstehen. Die Nockenbänder 98 sind mit einer Geschwindigkeit vn angetrieben, die grösser oder gleich der Geschwindigkeit vu der Saugköpfe 50 ist. Sie beträgt vorzugsweise etwa 80 % der Geschwindigkeit vf der Transportklammern 16. Entsprechend ist der Abstand zwischen den Nacken 98' in etwa 80 % so gross wie der Abstand der Transportklammern 16.
- Weiter weist das Oeffnungsaggregat 36 ein schraubenlinienartig geformtes Offenhalteelement 102 auf, das um seine in etwa parallel zur Förderrichtung F verlaufende Schraubenachse 104 derart drehend angetrieben ist, dass der jeweils obenliegende Abschnitt 102' sich mit den Transportklammern 16 in Förderrichtung F mitbewegt. Diese Abschnitte 102' greifen jeweils zwischen die beim Oeffnen voneinander abgehobenen Produkteteile 30,32 ein, um diese beim Weitertransport offen zu halten. Wie Fig. 1 zeigt, ist die in Drehrichtung W umlaufend angetriebene Bearbeitungstrommel 24 mit dem Oeffnungsaggregat 36 und somit der Fördereinrichtung 10 derart synchronisiert, dass eine sattelförmige Auflage 106 jeweils von unten in eine Windung des Offenhalteelements 102 eingreift, sich mit dieser in Förderrichtung F bewegt und somit von unten in die voneinander abgehobenen und offengehaltenen Produkteteile 30,32 einsticht.
- Fig. 6 zeigt in gleicher Darstellung wie Fig. 5 eine weitere Ausbildungsform des Oeffnungsaggregates 36. Die Fördereinrichtung 10, das Stützelement 38 mit den Stützbändchen 42, die Nockenbänder 98 sowie das Offenhalteelement 102 sind in genau gleicher Art und Weise, wie weiter oben beschrieben, ausgeführt. Der Unterschied besteht darin, dass das nun in Drehrichtung V' angetriebene Tragelement 62 an einer der Achse 64 entsprechenden Achse gelagert ist, die etwa in vertikaler Richtung oberhalb der Hohlwelle 48 angeordnet ist. Die Tragarme 70 sind ebenfalls über Lagerböcke am Tragelement um Lagerschäfte 68 schwenkbar gelagert, die tangential zu ihrer Umlaufbahn um die Achse verlaufen. In Arbeitslage 78' der Tragarme 70 steht dessen das Oeffnungselement 72 tragender Teil vom Tragelement 62 in etwa rechtwinklig ab. Beim Zurückverschwenken in die Ruhelage 78 kommen die Oeffnungselemente 72 bezüglich der Lagerschäfte 68 radial innen zu liegen.
- In den Fig. 5 und 6 ist mit 108 ein Rückführabschnitt der Bewegungsbahn 97 bezeichnet, in dem sich die Oeffnungselemente 72 in Ruhelage 78 befinden. Die Abschnitte der Bewegungsbahn 72, in der die Oeffnungselemente 72 von der Ruhelage 78 in die Arbeitslage 78' und zurück überführt werden, sind mit 108' bzw. 108'' bezeichnet.
- Die Funktionsweise der beschriebenen Vorrichtungen wird nun insbesondere anhand der Fig. 5 und 6 näher beschrieben. In diesen sind die Klammermäuler 22 von sechs Transportklammern 16 entsprechend sechs aufeinanderfolgenden Taktabständen angedeutet. Dazwischen ist strichpunktiert die Lage von Druckereiprodukten 26 angedeutet, die sie mittig zwischen einzelnen Takten einnehmen. Die Druckereiprodukte 26 liegen mit ihrem Randbereich 44 auf den Stützbändchen 42 mit ihrem nach vorne gebogenen Randbereich 44 auf. Infolge Reibungsmitnahme zwischen den bezüglich der Transportklammern 16 mit grösserer Geschwindigkeit vs angetriebenen Stützbändchen 42 und den Druckereiprodukten 26 werden diese in Förderrichtung F nach vorne gedrängt und kommen mit ihrer offenen Kante 34 zum Ausrichten an Nocken 98' zur Anlage. Da diese mit geringerer Geschwindigkeit vn als die Transportklammern 16 umlaufen, werden die Druckereiprodukte 26 S-förmig gebogen, was diesen Stabilität vermittelt. Es wird dann von der Seite her ein Tragarm 70 zwischen jeweils zwei Druckereiprodukte 26 eingeschwenkt, wodurch sich das betreffende Oeffnungselement 72 entlang dem schraubenlinienartigen Bewegungsbahnabschnitt 108' auf den obenliegenden zweiten Produkteteil 32 im Randbereich 44 des, in Förderrichtung F gesehen, dem Tragarm 70 nachlaufenden Druckereiprodukts 26 absenkt. Die Synchronisation zwischen dem Tragelement 62 und der Saugwalze 46 ist derart gewählt, dass jeweils ein Saugkopf 50 der Saugwalze 46 und ein Oeffnungselement 72 das Druckereiprodukt 26 im Randbereich 44 zwischen sich aufnehmen. Der von unten an den ersten Produkteteil 30 in Anlage gebrachte Saugkopf 50 und das entsprechende Oeffnungselement 72 werden mit der Unterdruckquelle verbunden, um den ersten bzw. zweiten Produkteteil 30,32 festzuhalten. Durch das Drehen der Saugwalze 46 wird nun der erste Produkteteil 30 um diese gebogen und der obenliegende zweite Produkteteil 32 im wesentlichen in Förderrichtung F entlang dem Bewegungsbahnabschnitt 97' des Oeffnungselements 72 weiterbewegt. Infolge des Umbiegens des ersten Produkteteils 30 um die Saugwalze 46 und die Bewegung des betreffenden Oeffnungselements 72 wird die S-förmige Biegung im Druckereiprodukt 26 im wesentlichen aufgehoben. Zwischen die voneinander abgehobenen Produkteteile 30,32 sticht von unten das Offenhalteelement 102 ein, wonach zuerst der Saugkopf 50 und dann das Oeffnungselement 72 belüftet wird, um die entsprechenden Produkteteile 30,32 freizugeben. Beim Weitertransport werden durch den jeweils zwischen die Produkteteile 30,32 eingreifenden Abschnitt 102' des Offenhaltelements 102 die Druckereiprodukte 26 offengehalten. Nach dem Belüften des Oeffnungselements 72 wird der betreffende Tragarm 70 in die Ruhelage 78 zurückverschwenkt, wobei das Oeffnungselement 72 entlang einem schraubenlinienartigen Bewegungsbahnabschnitt 108'' folgt. Wie Fig. 1 zeigt, greift jeweils von unten eine sattelartige Auflage 106 der Verarbeitungstrommel 24 zwischen die voneinander abgehobenen Produkteteile 30,32 eines Druckereiproduktes 26 ein, worauf durch Oeffnen der entsprechenden Transportklammer 16 das Druckereiprodukt 26 rittlings auf die Auflage 106 fällt.
- Es sei erwähnt, dass selbstverständlich immer zwischen zwei aufeinanderfolgende Druckereiprodukte 26 ein Tragarm 70 eingeschwenkt wird, in den Fig. 5 und 6 aber der besseren Uebersichtlichkeit halber jeweils nur ein Tragarm 70 in ausgezogenen Linien, in vier aufeinanderfolgenden Arbeitstakten und strichpunktiert beim Oeffnen mittig zwischen zwei Arbeitstakten gezeigt ist. Da die Nocken 98' mit grösserer Geschwindigkeit vn umlaufen als die Saugköpfe 50 (vu), entfernen sich jene von der Kante 34 der Druckereiprodukte 26, sobald dieses von einem Saugkopf 50 und einem Oeffnungselement 72 erfasst ist. Dadurch ist sichergestellt, dass das Oeffnen der Druckereiprodukte 26 durch die Nocken 98' nicht behindert wird. Auch wenn diese in Förderrichtung F gesehen, im Bereich des oberen richtaktiven Trums nach rückwärts geneigt angeordnet sind, um den Kanten 34 gesicherten Halt zu vermitteln.
- Selbstverständlich ist die Antriebswelle 60 zur Fördereinrichtung 10 synchronisiert, ihre gegenseitige Phasenlage einstellbar. Weiter ist das Stützelement 38 und das Oeffnungsaggregat 36 in vertikaler Richtung höhenverstellbar, um eine Anpassung an unterschiedlich formatige Druckereiprodukte 26 zu gewährleisten.
- Wie dies insbesondere aus den Fig. 2 und 3 hervorgeht, ist der dem Oeffnungsaggregat 36 zugewandte Seitenrand 110 der Druckereiprodukte 26, in Richtung der Hohlwelle 48 gesehen, zwischen der Saugwalze 46 und dem Tragelement 62 angeordnet, so dass sich dieses und die sich in Ruhelage 78 befindenden Tragarme 70 mit den Oeffnungselementen 72 an den Druckereiprodukten 26 seitlich vorbeibewegen können. Daraus geht auch hervor, dass mittels dem vorliegenden Oeffnungsaggregat 36 die Druckereiprodukte 26 von durch den Seitenrand 110 und die Kante 34 gebildeten Eckbereiche her geöffnet werden.
- Es ist selbstverständlich auch denkbar, Druckereiprodukte 26 etwa von der Mitte der offener Kante 34 her zu öffnen. In diesem Fall wäre die Saugwalze 46 in entsprechender Position anzuordnen, sowie der das Oeffnungselement 72 haltende Teil des Tragarms 70 entsprechend zu verlängern. Es ist auch denkbar, sowohl die Saugköpfe 50 als auch die Tragarme 70 an einem endlosen umlaufenden Zugorgan anzuordnen. Ebenso ist es möglich, die Oeffnungselemente 72 an Tragarmen anzuordnen, die an einem entsprechenden Tragelement translatorisch verschiebbar gelagert sind.
- Die erfindungsgemässe Vorrichtung eignet sich insbesondere zum Oeffnen von gefalteten Einzelbogen, die beispielsweise die Titel- und die Rückseite einer Zeitschrift bilden, und von 2-Falzprodukten, die ein erstes Mal gefaltet und rechtwinklig dazu ein zweites Mal gefaltet worden sind, wobei sie beim zuletzt gebildeten Falz 28 von den Transportklammern gehalten transportiert werden und der erstgebildete Falz den dem Oeffnungsaggregat 36 zugewandten Seitenrand 110 bildet.
Claims (13)
- Vorrichtung zum Oeffnen und Weitertransportieren von gefalteten Druckereiprodukten, mit einer Fördereinrichtung (10) mit in Förderrichtung (F) angetriebenen, im Abstand hintereinander angeordneten Transportklammern (16), die dazu ausgebildet sind, die Druckereiprodukte (26) an ihrem quer zur Förderrichtung (F) verlaufenden, zwei Produkteteile (30,32) miteinander verbindenden Falz (28) hängend zu halten, einem unterhalb der Fördereinrichtung (10) angeordneten, eine im wesentlichen in Förderrichtung (F) wirkende Förderebene (38') bildendes Stützelement (38) zum Abstützen der Druckereiprodukte (26) an ihrem dem Falz (28) gegenüberliegenden, in Förderrichtung (F) gegen vorne gebogenen Randbereich (44), und einem ebenfalls unterhalb der Fördereinrichtung (10) angeordneten, im Takt der Fördereinrichtung (10) angetriebenen Oeffnungsaggregat (36) mit einem entlang einer geschlossenen Bewegungsbahn (97) umlaufenden Oeffnungselement (72), das dazu bestimmt ist, oberhalb des Stützelements (38) zwischen aufeinanderfolgende Druckereiprodukte (26) einzugreifen und sich, mit dem hinteren dieser Druckereiprodukte (26) mitlaufend, von oben an dessen obenliegenden Produkteteil (32) im Randbereich (44) anzulegen und diesen festzuhalten, einem entlang einer geschlossenen Umlaufbahn (50') bewegten Halteelement (50), das dazu bestimmt ist, mit dem jeweiligen Druckereiprodukt (26) mitlaufend, sich von unter an den am Stützelement (38) im Randbereich (44) anliegenden untenliegenden Produkteteil (30) anzulegen und diesen festzuhalten, mit dem Stützelement (38) nachgelagerten Oeffnungsabschnitten der Bewegungsbahn (97) und Umlaufbahn (50') in welchen sich das umlaufende Oeffnungselement (72) und Halteelement (50) zum voneinander Abheben der Produkteteile (30,32) voneinander entfernen, und einem etwa in Förderrichtung (F) mitlaufenden Offenhalteelement (102), wobei das Oeffnungs- und das Halteelement (50,72) die Produkteteile (30,32) freigeben, wenn das Offenhalteelement (102) zwischen diese eingefahren ist um das geöffnete Druckereiprodukt (26) beim Weitertransport offenzuhalten.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Bewegungsbann (97) des Oeffnungselements (72) einen bezüglich den Oeffnungsabschnitten, in Förderrichtung (F) gesehen, seitlich versetzten Rückführabschnitt (108) aufweist, dem ein Einfahrabschnitt (108') folgt in welchem das Oeffnungselement (72), in Förderrichtung (F) gesehen, von der Seite her zwischen die zwei aufeinanderfolgenden Druckereiprodukte (26) eingreift, und die Transportklammern (16) dazu bestimmt sind, die Druckereiprodukte (26) derart zu halten, dass ihr dem Oeffnungsaggregat (36) zugewandter Seitenrand (110), in Richtung rechtwinklig zur Förderrichtung (F), zwischen den Oeffnungsabschnitten und dem Rückführabschnitt (108') durchläuft.
- Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass das Halteelement (50) und das Oeffnungselement (72) Saugköpfe aufweisen, die zum Festhalten der Produkteteile (30,32) mit einer Unterdruckquelle verbunden sind.
- Vorrichtung nach einem der Ansprüch 1 bis 3, dadurch gekennzeichnet, dass das Halteelement (50) an einer um eine mindestens annähernd rechtwinklig zur Förderrichtung (F) und parallel zur Förderebene (38') verlaufende Achse (48) drehenden Walze (46) angeordnet ist.
- Vorrichtung nach Anspruch 4, dadurch gekennzeichnet, dass mehrere Halteelemente (50) an der Walze (46) in Umfangsrichtung hintereinander angeordnet sind, und die Walze (46) derart angetrieben ist, dass sich im Takt jeweils ein Halteelement (50) an ein Druckereiprodukt (26) anlegt.
- Vorrichtung nach einem der Ansprüche 1 bis 5, gekennzeichnet durch ein um eine etwa rechtwinklig zur Förderrichtung (F) und parallel zur Förderebene (38') verlaufende Drehachse (64) drehend angetriebenes Tragelement (62), an dem ein das Oeffnungselement (72) tragender Arm (70) angeordnet ist, der in Abhängigkeit von der Drehlage des Tragelements (62) aus einer Ruhelage (78) in eine Arbeitslage (78') und zurück verbringbar ist.
- Vorrichtung nach Anspruch 6, dadurch gekennzeichnet, dass das Tragelement (62) radartig ausgebildet ist, an ihm, in Umfangsrichtung hintereinander, an im wesentlichen in tangentialer Richtung verlaufenden Schwenkzapfen (68) Arme (70) gelagert sind, die an ihrem freien Endbereich jeweils ein Oeffnungselement (72) tragen und in Abhängigkeit von der Drehlage des Tragelements (62) von einer Ruhelage (78) mit etwa in radialer Richtung verlaufender Längserstreckung in eine Arbeitslage (78') mit etwa parallel zur Drehachse verlaufender Längserstreckung und wieder zurück verschwenkbar sind.
- Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, dass die Drehachse (64) unterhalb der Förderebene (38') angeordnet ist und die Arme (70) sich in Ruhelage (78) von den Schwenkzapfen (68) in radialer Richtung gegen aussen erstrecken.
- Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, dass die Drehachse oberhalb der Förderebene (38') angeordnet ist und die Arme (72) sich in Ruhelage (78) von den Schwenkzapfen in radialer Richtung gegen innen erstrecken.
- Vorrichtung nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass das Stützelement (38) mit bezüglich der Fördergeschwindigkeit (vf) der Fördereinrichtung (10) mit grösserer Geschwindigkeit (vs) umlaufend angetriebene Stützbändchen (42) aufweist, auf denen die Druckereiprodukte (26) mit ihrem nach vorne gebogenen Endbereich (44) aufliegen.
- Vorrichtung nach Asnpruch 10, gekennzeichnet durch ein im Takt umlaufend angetriebenes Nockenband (98), von dem Richtnocken (98') abstehen, die im Bereich des oberen Trums des Nockenbandes (98) über die Stützbändchen (42) vorstehen und sich in diesem Bereich mit einer Geschwindigkeit (vn) bewegen, die kleiner oder gleich der Fördergeschwindigkeit (vf) ist, und gegen die die Druckereiprodukte (26) mit ihrer dem Falz (28) gegenüberliegenden Kante (34) zum Ausrichten in Anlage gedrängt werden.
- Vorrichtung nach Anspruch 11, dadurch gekennzeichnet, dass die Halteelemente (50) mit einer Geschwindigkeit (vu) umlaufen, die kleiner oder gleich der Geschwindigkeit (Vn) der Richtnocken (98') ist, und die Geschwindigkeit der Oeffnungselemente (72) im Oeffnungsabschnitt (97') grösser als die Geschwindigkeit (vu) der Halteelemente (50) und kleiner als die Fördergeschwindigkeit (vf) ist.
- Vorrichtung nach einem der Ansprüche 1 bis 12, gekennzeichnet durch eine dem Oeffnungsaggregat (36) nachgeschaltete Verarbeitungseinrichtung (24) mit umlaufenden sattelartigen Auflagen (106), die jeweils zwischen die Produkteteile (30,32) der geöffneten und offengehaltenen Druckereiprodukte (26) einfahren und auf welche die Druckereiprodukte (26) nach dem Oeffnen der Transportklammern (16) rittlings zur Anlage kommen.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH3034/93 | 1993-10-08 | ||
| CH303493 | 1993-10-08 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0647582A1 true EP0647582A1 (de) | 1995-04-12 |
| EP0647582B1 EP0647582B1 (de) | 1998-05-06 |
Family
ID=4247144
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP94114275A Expired - Lifetime EP0647582B1 (de) | 1993-10-08 | 1994-09-10 | Vorrichtung zum Oeffnen und Weitertransportieren von Druckereiprodukten |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US5474285A (de) |
| EP (1) | EP0647582B1 (de) |
| JP (1) | JP3446071B2 (de) |
| AT (1) | ATE165791T1 (de) |
| AU (1) | AU678042B2 (de) |
| CA (1) | CA2133280C (de) |
| DE (1) | DE59405887D1 (de) |
| DK (1) | DK0647582T3 (de) |
| ES (1) | ES2115831T3 (de) |
| FI (1) | FI114310B (de) |
| NO (1) | NO179278C (de) |
| RU (1) | RU2132298C1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19603040B4 (de) * | 1995-03-31 | 2006-05-24 | Ferag Ag | Saugorgan |
| CH701468A1 (de) * | 2009-07-13 | 2011-01-14 | Ferag Ag | Verfahren und Vorrichtung zum Öffnen von Druckereiprodukten. |
| EP2390210A2 (de) | 2010-05-31 | 2011-11-30 | Ferag AG | Vorrichtung und Verfahren zum öffnen von Druckereiprodukten |
| US8378829B2 (en) | 2007-05-29 | 2013-02-19 | Ferag Ag | Method for monitoring and/or controlling a transport device, transport device for carrying out said method and clamp for detachably holding and transporting |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4753831A (en) * | 1986-02-10 | 1988-06-28 | Otsuka Foods Co., Ltd. | Cardboard container with anti-slip property |
| DE59503157D1 (de) * | 1995-01-13 | 1998-09-17 | Ferag Ag | Vorrichtung zum Öffnen von Druckereiprodukten und Einrichtung zum Verarbeiten von Druckereiprodukten |
| EP0831045B1 (de) * | 1996-09-06 | 2001-11-28 | Ferag AG | Verfahren und Vorrichtung zum Öffnen von flexiblen, flächigen Erzeugnissen |
| US5758871A (en) * | 1996-09-25 | 1998-06-02 | Heidelberg Finishing Systems, Inc. | Signature collating apparatus |
| EP1834911B1 (de) * | 2006-03-14 | 2009-09-09 | Müller Martini Holding AG | Einrichtung zur Überführung von Druckprodukten |
| CA2630138C (en) * | 2007-05-16 | 2015-12-01 | Ferag Ag | Method and device for opening printed products |
| KR102536553B1 (ko) * | 2021-06-14 | 2023-05-26 | 주식회사 에스에프에이 | 이차전지 셀 이재장치 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2508194A1 (de) * | 1975-02-26 | 1976-09-09 | Guenther Dr Ing Schick | Vorrichtung zum oeffnen schuppenfoermig transportierter gefalzter lagen, vorzugsweise zeitungen oder zeitschriften |
| EP0208081A1 (de) * | 1985-07-01 | 1987-01-14 | Ferag AG | Verfahren und Vorrichtung zum Öffnen von ausserhalb der Mitte gefalteten Druckprodukten |
| EP0518064A1 (de) * | 1991-06-10 | 1992-12-16 | Ferag AG | Verfahren und Vorrichtung zum Bearbeiten von Druckereiprodukten |
| EP0522319A1 (de) * | 1991-07-11 | 1993-01-13 | Ferag AG | Verfahren und Vorrichtung zum Oeffnen von flexiblen, aussermittig gefalteten Erzeugnissen |
Family Cites Families (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB512870A (en) * | 1938-03-24 | 1939-09-27 | Brehmer Geb | Improvements in and relating to the feeding of folded signatures to book-stitching and like machines |
| US2817513A (en) * | 1954-06-29 | 1957-12-24 | Kenneth T Moser | Sheet separating means for collating machine |
| US2969981A (en) * | 1958-06-13 | 1961-01-31 | Time Inc | Signature handling apparatus |
| AT296932B (de) * | 1965-11-24 | 1972-03-10 | Ferag Ag | Vorrichtung zum Einführen von Beilagen in gefaltete Druckereierzeugnisse |
| US3481594A (en) * | 1967-07-10 | 1969-12-02 | Chicago Machinery Lab Inc | Signature feeding apparatus |
| CH461547A (de) * | 1968-02-02 | 1968-08-31 | Ferag Ag | Einrichtung zum Öffnen von mehrblättrigen, gefalteten Druckereierzeugnissen, insbesondere Zeitungen |
| DE1817648A1 (de) * | 1968-12-23 | 1970-07-16 | Rudolf Hepp | Verfahren zur mittigen OEffnung von zwei ineinandersteckenden gefalzten Bogen und Vorrichtung zu seiner Durchfuehrung |
| US3601388A (en) * | 1969-02-03 | 1971-08-24 | Jack M Hilliard | Infeed method and mechanism for book-sewing machine |
| CH498729A (it) * | 1969-05-26 | 1970-11-15 | Dolfini Leonardo | Procedimento ed apparecchiatura per aprire ad alta velocità le segnature da alimentare a macchine da legatoria |
| CH521911A (de) * | 1970-01-09 | 1972-04-30 | Fehr & Reist Ag | Einrichtung zum Öffnen von gefalteten, gebundenen oder gehefteten, mehrblättrigen Papiererzeugnissen |
| US3623386A (en) * | 1970-03-20 | 1971-11-30 | Ibm | High throughput on-the-fly card cutting apparatus |
| CH591382A5 (de) * | 1974-05-28 | 1977-09-15 | Ferag Ag | |
| SE413007B (sv) * | 1977-04-12 | 1980-03-31 | Wifag Maschf | Anordning for att bilda en strom av overlappade falsade tryckprodukter |
| US4126390A (en) * | 1977-05-02 | 1978-11-21 | Eastman Kodak Company | Job stream programmer apparatus |
| CH618398A5 (de) * | 1977-06-06 | 1980-07-31 | Ferag Ag | |
| CH630583A5 (de) * | 1978-06-30 | 1982-06-30 | Ferag Ag | Vorrichtung zum wegfoerdern von in einem schuppenstrom anfallenden flaechigen erzeugnissen, insbesondere druckprodukten. |
| CH637091A5 (de) * | 1979-01-29 | 1983-07-15 | Ferag Ag | Vorrichtung zum zufuehren von in einem schuppenstrom anfallenden flaechigen erzeugnissen, insbesondere druckprodukten, zu einem transporteur. |
| CH644814A5 (de) * | 1980-01-08 | 1984-08-31 | Ferag Ag | Verfahren und vorrichtung zum oeffnen von gefalteten, gebundenen oder gehefteten mehrblaettrigen erzeugnissen, insbesondere druckprodukten. |
| CH644816A5 (de) * | 1980-02-08 | 1984-08-31 | Ferag Ag | Foerdereinrichtung, inbesondere fuer druckprodukte, mit an einem umlaufenden zugorgan verankerten greifzangen. |
| IT1174693B (it) * | 1981-07-03 | 1987-07-01 | Omg Pessina Perobelli | Dispositivo per l'apertura simmetrica di segnature composte da parecchi fogli e per la loro disposizione su una sella di trasporto |
| ATE18530T1 (de) * | 1982-06-01 | 1986-03-15 | Ferag Ag | Einrichtung zum sammeln von gefalteten druckbogen. |
| US4555101A (en) * | 1984-03-13 | 1985-11-26 | Stobb, Inc. | Method and apparatus for separating signatures from a stack |
| DE3427558A1 (de) * | 1984-07-26 | 1986-02-06 | M.A.N.- Roland Druckmaschinen AG, 6050 Offenbach | Vorrichtung zum weiterverarbeiten von falzprodukten |
| CH665411A5 (de) * | 1985-02-07 | 1988-05-13 | Grapha Holding Ag | Zusammentragmaschine. |
| US4641825A (en) * | 1985-05-22 | 1987-02-10 | Harris Graphics Corporation | Collator with moveable stitcher over saddle conveyor system |
| CH667620A5 (de) * | 1985-07-01 | 1988-10-31 | Ferag Ag | Verfahren und vorrichtung zum sammeln von gefalzten druckbogen. |
| CH667859A5 (en) * | 1985-07-19 | 1988-11-15 | Ferag Ag | Folded printed item opening mechanism - has holders securing items at position along fold to prevent turning |
| CH669171A5 (de) * | 1985-08-29 | 1989-02-28 | Ferag Ag | Vorrichtung zum uebernehmen und wegfuehren von gefalzten druckbogen von einer foerdereinrichtung. |
| EP0241634B1 (de) * | 1986-02-14 | 1989-05-10 | Ferag AG | Vorrichtung zum Verarbeiten von Druckprodukten |
| EP0237701B1 (de) * | 1986-02-14 | 1989-05-17 | Ferag AG | Verfahren und Vorrichtung zum Einbringen von wenigstens einer Einlage in vorzugsweise gefaltete Druckprodukte |
| CH684086A5 (de) * | 1987-08-28 | 1994-07-15 | Ferag Ag | Transporteinrichtung für Druckprodukte und Verwendung derselben. |
| ES2037312T3 (es) * | 1988-05-11 | 1993-06-16 | Ferag Ag | Dispositivo para agrupar pliegos impresos plegados. |
| EP0346578B1 (de) * | 1988-06-14 | 1992-03-04 | Ferag AG | Einrichtung zum Sammeln, Zusammentragen und Einstecken von Druckereiprodukten |
| EP0379879A3 (de) * | 1989-01-23 | 1991-04-17 | R. R. Donnelley & Sons Company | Vorrichtung und Verfahren zum individuellen Bedrucken von Signaturen während der Zufuhr zu einer Bindestrasse |
| US5137409A (en) * | 1989-07-21 | 1992-08-11 | Ferag Ag | Joining together of printed partial products |
| EP0481914B1 (de) * | 1990-10-19 | 1995-05-10 | Ferag AG | Stabilisierung und Positionierung von Druckprodukten während ihrer Förderung |
| DE59200946D1 (de) * | 1991-06-10 | 1995-01-26 | Ferag Ag | Verfahren und Vorrichtung zum Öffnen und auf eine sattelförmige Auflage Ablegen von gefalteten Druckereiprodukten. |
| US5188349A (en) * | 1991-10-07 | 1993-02-23 | Ferag Ag | Method and apparatus for inserting printed products in a folded main product |
| ES2075581T3 (es) * | 1992-01-10 | 1995-10-01 | Ferag Ag | Procedimiento y dispositivo para elaborar articulos de imprenta. |
| ATE153628T1 (de) * | 1992-04-06 | 1997-06-15 | Ferag Ag | Verfahren und vorrichtung zum öffnen von gefalteten druckereiprodukten |
-
1994
- 1994-09-10 ES ES94114275T patent/ES2115831T3/es not_active Expired - Lifetime
- 1994-09-10 AT AT94114275T patent/ATE165791T1/de not_active IP Right Cessation
- 1994-09-10 DK DK94114275T patent/DK0647582T3/da active
- 1994-09-10 DE DE59405887T patent/DE59405887D1/de not_active Expired - Lifetime
- 1994-09-10 EP EP94114275A patent/EP0647582B1/de not_active Expired - Lifetime
- 1994-09-26 US US08/312,222 patent/US5474285A/en not_active Expired - Lifetime
- 1994-09-29 CA CA002133280A patent/CA2133280C/en not_active Expired - Fee Related
- 1994-09-30 AU AU74392/94A patent/AU678042B2/en not_active Expired
- 1994-10-05 NO NO943745A patent/NO179278C/no not_active IP Right Cessation
- 1994-10-07 FI FI944698A patent/FI114310B/fi not_active IP Right Cessation
- 1994-10-07 RU RU94036763A patent/RU2132298C1/ru not_active IP Right Cessation
- 1994-10-11 JP JP27172994A patent/JP3446071B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2508194A1 (de) * | 1975-02-26 | 1976-09-09 | Guenther Dr Ing Schick | Vorrichtung zum oeffnen schuppenfoermig transportierter gefalzter lagen, vorzugsweise zeitungen oder zeitschriften |
| EP0208081A1 (de) * | 1985-07-01 | 1987-01-14 | Ferag AG | Verfahren und Vorrichtung zum Öffnen von ausserhalb der Mitte gefalteten Druckprodukten |
| EP0518064A1 (de) * | 1991-06-10 | 1992-12-16 | Ferag AG | Verfahren und Vorrichtung zum Bearbeiten von Druckereiprodukten |
| EP0522319A1 (de) * | 1991-07-11 | 1993-01-13 | Ferag AG | Verfahren und Vorrichtung zum Oeffnen von flexiblen, aussermittig gefalteten Erzeugnissen |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19603040B4 (de) * | 1995-03-31 | 2006-05-24 | Ferag Ag | Saugorgan |
| DE19603040C5 (de) * | 1995-03-31 | 2012-09-13 | Ferag Ag | Saugorgan |
| US8378829B2 (en) | 2007-05-29 | 2013-02-19 | Ferag Ag | Method for monitoring and/or controlling a transport device, transport device for carrying out said method and clamp for detachably holding and transporting |
| CH701468A1 (de) * | 2009-07-13 | 2011-01-14 | Ferag Ag | Verfahren und Vorrichtung zum Öffnen von Druckereiprodukten. |
| EP2275370A1 (de) | 2009-07-13 | 2011-01-19 | Ferag AG | Verfahren und Vorrichtung zum Öffnen von Druckereiprodukten |
| US8328001B2 (en) | 2009-07-13 | 2012-12-11 | Ferag Ag | Method and device for opening printed products |
| EP2390210A2 (de) | 2010-05-31 | 2011-11-30 | Ferag AG | Vorrichtung und Verfahren zum öffnen von Druckereiprodukten |
| US8376123B2 (en) | 2010-05-31 | 2013-02-19 | Ferag Ag | Device and method for opening printed products |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH0826524A (ja) | 1996-01-30 |
| AU678042B2 (en) | 1997-05-15 |
| FI114310B (fi) | 2004-09-30 |
| FI944698A0 (fi) | 1994-10-07 |
| JP3446071B2 (ja) | 2003-09-16 |
| NO943745L (no) | 1995-04-10 |
| EP0647582B1 (de) | 1998-05-06 |
| ES2115831T3 (es) | 1998-07-01 |
| DE59405887D1 (de) | 1998-06-10 |
| CA2133280A1 (en) | 1995-04-09 |
| AU7439294A (en) | 1995-04-27 |
| NO943745D0 (no) | 1994-10-05 |
| FI944698A (fi) | 1995-04-09 |
| DK0647582T3 (da) | 1998-10-07 |
| RU2132298C1 (ru) | 1999-06-27 |
| CA2133280C (en) | 2005-03-29 |
| ATE165791T1 (de) | 1998-05-15 |
| US5474285A (en) | 1995-12-12 |
| RU94036763A (ru) | 1996-12-10 |
| NO179278B (no) | 1996-06-03 |
| NO179278C (no) | 1996-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3508416C2 (de) | ||
| EP0346578B1 (de) | Einrichtung zum Sammeln, Zusammentragen und Einstecken von Druckereiprodukten | |
| DE3620945C2 (de) | Vorrichtung zum Sammeln von gefalzten Druckbogen | |
| EP0208081B1 (de) | Verfahren und Vorrichtung zum Öffnen von ausserhalb der Mitte gefalteten Druckprodukten | |
| DE3145491C2 (de) | ||
| EP0606550B1 (de) | Vorrichtung zum Zubringen von flächigen Erzeugnissen zu einer Verarbeitungseinrichtung für Druckereiprodukte | |
| DE19906202B4 (de) | Vorrichtung zum Verarbeiten von flexiblen, flächigen Erzeugnissen | |
| EP0243582B1 (de) | Vorrichtung zum Erfassen, Transportieren und Freigeben von Druckereierzeugnissen | |
| DE3306815C2 (de) | Vorrichtung zum transportieren von in einer schuppenformation anfallenden flaechigen erzeugnissen, insbesondere druckprodukten | |
| DE3221001A1 (de) | Foerdervorrichtungen fuer zeitungen und dergleichen | |
| EP0564812B1 (de) | Verfahren und Vorrichtung zum Öffnen von gefalteten Druckereiprodukten | |
| EP0600216B1 (de) | Verfahren und Vorrichtung zum Oeffnen von gefalteten Druckereiprodukten | |
| EP0647582B1 (de) | Vorrichtung zum Oeffnen und Weitertransportieren von Druckereiprodukten | |
| EP0522319A1 (de) | Verfahren und Vorrichtung zum Oeffnen von flexiblen, aussermittig gefalteten Erzeugnissen | |
| EP1943173B1 (de) | Verfahren und vorrichtung zum umlagern von flächigen erzeugnissen von einem erzeugnisstapel auf ein förderband | |
| EP0897890B1 (de) | Verfahren und Vorrichtung zur Erstellung eines gedrehten Produktstromes mit einem Eckengreifer | |
| EP0407763B1 (de) | Vorrichtung zum Übernehmen von Druckereierzeugnissen von einem drehend angetriebenen Schaufelrad einer Druckereimaschine | |
| EP0300171B1 (de) | Transporteur für flächige Erzeugnisse, insbesondere Druckprodukte | |
| EP0218804B1 (de) | Vorrichtung zum Übernehmen und Wegführen von gefalzten Druckbogen von einer Fördereinrichtung | |
| EP0242702A1 (de) | Verfahren und Vorrichtung zum Wenden kontinuierlich geförderter Flächengebilde | |
| EP0518064B1 (de) | Verfahren und Vorrichtung zum Bearbeiten von Druckereiprodukten | |
| EP0210494A1 (de) | Vorrichtung zum Sammeln von gefalzten Druckbogen | |
| DE2109709A1 (de) | Verfahren und Vorrichtung zum Übergeben von Werk stucken von einem Forderer an einen folgenden, insbeson dere von Packmaterialzuschmtten bei Packmaschinen | |
| EP0699611A1 (de) | Fördereinrichtung zum Zubringen von flächigen Druckereiprodukten zu einer Verarbeitungsmaschine | |
| DE19623307A1 (de) | Vorrichtung zum Verarbeiten von Druckereiprodukten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19950306 |
|
| 17Q | First examination report despatched |
Effective date: 19960404 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| ITF | It: translation for a ep patent filed |
Owner name: SOCIETA' ITALIANA BREVETTI S.P.A. |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 165791 Country of ref document: AT Date of ref document: 19980515 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59405887 Country of ref document: DE Date of ref document: 19980610 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2115831 Country of ref document: ES Kind code of ref document: T3 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19980616 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20030829 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20031001 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040910 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040930 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: FERAG AG Free format text: FERAG AG##CH-8340 HINWIL (CH) -TRANSFER TO- FERAG AG#PATENTABTEILUNG Z. H. MARKUS FELIX ZUERICHSTRASSE 74#8340 HINWIL (CH) |
|
| BERE | Be: lapsed |
Owner name: *FERAG A.G. Effective date: 20040930 |
|
| BERE | Be: lapsed |
Owner name: *FERAG A.G. Effective date: 20040930 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20100927 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20110926 Year of fee payment: 18 Ref country code: FR Payment date: 20110928 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20110929 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20130401 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20130531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120910 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121001 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130401 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20131021 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120911 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20130919 Year of fee payment: 20 Ref country code: SE Payment date: 20130919 Year of fee payment: 20 Ref country code: DK Payment date: 20130918 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20130919 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20131204 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59405887 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59405887 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL Ref country code: DK Ref legal event code: EUP Effective date: 20140910 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20140909 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20140911 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20140909 |