EP0048112A1 - A die assembly for forming thermoplastic tubing - Google Patents
A die assembly for forming thermoplastic tubing Download PDFInfo
- Publication number
- EP0048112A1 EP0048112A1 EP81304028A EP81304028A EP0048112A1 EP 0048112 A1 EP0048112 A1 EP 0048112A1 EP 81304028 A EP81304028 A EP 81304028A EP 81304028 A EP81304028 A EP 81304028A EP 0048112 A1 EP0048112 A1 EP 0048112A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- mandrel
- defining
- die
- passage
- nozzle member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/0015—Making articles of indefinite length, e.g. corrugated tubes
- B29C49/0021—Making articles of indefinite length, e.g. corrugated tubes using moulds or mould parts movable in a closed path, e.g. mounted on movable endless supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0013—Extrusion moulding in several steps, i.e. components merging outside the die
- B29C48/0015—Extrusion moulding in several steps, i.e. components merging outside the die producing hollow articles having components brought in contact outside the extrusion die
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/13—Articles with a cross-section varying in the longitudinal direction, e.g. corrugated pipes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/303—Extrusion nozzles or dies using dies or die parts movable in a closed circuit, e.g. mounted on movable endless support
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/32—Extrusion nozzles or dies with annular openings, e.g. for forming tubular articles
- B29C48/335—Multiple annular extrusion nozzles in coaxial arrangement, e.g. for making multi-layered tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/04—Extrusion blow-moulding
- B29C49/04116—Extrusion blow-moulding characterised by the die
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/22—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor using multilayered preforms or parisons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2016/00—Articles with corrugations or pleats
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2023/00—Tubular articles
- B29L2023/18—Pleated or corrugated hoses
- B29L2023/186—Pleated or corrugated hoses having a smooth internal wall
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2024/00—Articles with hollow walls
- B29L2024/003—Articles with hollow walls comprising corrugated cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/60—Multitubular or multicompartmented articles, e.g. honeycomb
- B29L2031/601—Multi-tubular articles, i.e. composed of a plurality of tubes
Definitions
- This invention relates to die assemblies for use in the production of thermoplastic tubing, wherein the tubing is continuously extruded and concurrently moulded to a required configuration, the mould typically being a recirculating bipartite mould of the general type disclosed in United States Patent No. 3 981 663 to G.P.H. Lupke dated September 21, 1976.
- the invention is more particularly concerned with die assemblies for use in the production of multiple-walled tubing wherein tubes of thermoplastic material are continuously extruded from concentric dies and concurrently moulded to the required composite configuration.
- the invention is not restricted to such die assemblies and in one aspect provides an improved die construction which may be used for a single-walled tube.
- an annular extrusion die comprises a nozzle member adapted for attachment to an extrusion head, the nozzle member having a die lip at its delivery end, and a mandrel which is located within the nozzle member coaxially therewith, the mandrel defining with the die lip an annular extrusion orifice.
- the mandrel is usually supported within the nozzle member by a spider or equivalent radially extending means.
- This manner of support has the serious disadvantage that the stream of thermoplastic material is interrupted, or divided, in its passage to the annular die orifice, since the support means extends across the flow path. The result of this division of flow is that the material is imperfectly distributed at the die orifice and weaknesses may result in the extruded product.
- the nozzle member includes a longitudinally extending cylindrical stem terminating in a sleeve portion, the sleeve portion providing an outer die lip, and the mandrel is located coaxially within the sleeve portion to define an annular die orifice therewith, the mandrel being operatively mounted in the sleeve portion by axially extending coupling means on the stem portion.
- the mandrel includes an internal flow passage having an inlet positioned to receive thermoplastic material from a supply passage extending along the nozzle siem portion, and an outlet positioned to communicate with an annular distribution chamber forced betwen the mandrel and the interior of the sleeve.
- the annular distribution chamber defines an uninterrupted annular flow path extending from said outlet to the die orifice, thereby enhancing the distribution of flow of the thermoplastic material.
- the mandrel may provide one or more internal air passages positioned to communicate with air supply passages extending along the stem of the nozzle.
- Such a construction may also be used in a composite die assembly for the production cf multiple-walled tubing, each die orifice being formed by a respective nozzle member and mandrel, the die components being located coaxially with one another by axially extending coupling means which do not interrupt the annular flow paths.
- the die components, other than the mandrel for the innermost tube will include additional flow passages for the flow of thermoplastic material to the succeeding stages of the die assembly.
- the die assemblies shown in the drawings by way of example are all intended for use in the production of double-walled tubing wherein tubes of thermoplastic material are continuously extruded, concentrically one within the other, from coaxial die orifices.
- the tubes are extruded into a mould cavity formed by a bipartite mould of the recirculating mould block type, that is a mould formed by a pair of complementary mould trains each comprising an endless train of articulately interconnected mould blocks, each mould block being complementary to a mould block of the other train, and the mould blccks cooperating in pairs to form an axially extending mould cavity.
- Moulds of this type are well known in the art, one such mould being shown in the above-identified United States patent.
- the present invention is specifically concerned with the die assemblies, and to simplify the illustrations the mould themselves are shown diagrammatically.
- a die assembly for extruding thermoplastic tubing into the cavity comprises an elongate nozzle member 11, the nozzle member 11 being adapted for attachment to an extrusion head 12 in the conventional manner.
- the extrusion head 12 is arranged to deliver two separate streams of thermoplastic material A, B, which may be the same material or different materials according to the specification of the end product.
- the nozzle member 11 provides two longitudinally extending supply passages 13, 14 which are positioned to receive the streams of thermoplastic material A, B from the extrusion head for delivering the materials to the delivery end of the nozzle member.
- Also provided in the nozzle member is a longitudinally extending internal air passage 15 for receiving pressurized air from a supply pipe 16 via a coupling 17.
- the nozzle member 11 has a longitudinally extending cylindrical stem 18, which terminates in a cylindrical sleeve portion 19.
- the end of the sleeve portion is chamfered, forming a peripheral lip 20.
- the sleeve portion 19 encloses a recess 21 of circular cross-section extending axially inwards from the lip 20 and being formed with an annular step 22 at its base.
- the step 22 defines an axially extending internally threaded socket 23 forming one member of a two-part coupling.
- a die mandrel 24 is located within the recess 21 coaxially with the sleeve portion 19.
- This mandrel has a cylindrical stem or plug 24 terminating in a slightly flared sleeve portion 25.
- One end of the stem 24 is formed with an axially extending, externally threaded spigot 26 which is engageable in the socket 23 for locating the mandrel operatively within the recess 21.
- the flared sleeve portion of the mandrel 24 similarly defines a peripheral lip 28 at its end, and further defines a second recess or circular cross-section in which a second mandrel 29 is coaxially located, the second mandrel 29 being coupled to the first mandrel 24 by means of an axially extending externally threaded spigot 30 at the base of the latter which engages in an axially extending internally threaded socket 31 provided in the stem 24 at the base of the second recess.
- the lip 28 of the mandrel 24 defines with the lip 20 of the sleeve portion 19 a first annular die orifice from which an outer tube of thermoplastic material 32 is extruded.
- the mandrel 29 has a flared portion 33 terminating in a peripheral lip 34 which defines with the mandrel lip 28 a second annular die orifice from which an inner tube of thermoplastic material 35 is extruded.
- the stem portion 24' of the mandrel 24 is formed with a first internal flow passage 36 having an inlet positioned to communicate with the supply passage 13 to receive thermoplastic material therefrom, and an outlet 37 positioned to communicate with the annular distribution chamber 27.
- a second flow passage 38 is provided in the stem portion 24', this flow passage having an inlet positioned to communicate with the supply passage 14 in the nozzle member and an outlet positioned to deliver thermoplastic material to the inlet of a flow passage 40 provided in the second mandrel 29.
- the flow passage 40 similarly has an outlet 41 communicating with the annular distribution chamber defined by the opposed surfaces of the mandrel 29 and the sleeve 25.
- thermoplastic material A is delivered via the supply passage 13, the flow passage 36 and outlet 37, to the annular distribution chamber 27 of the first die, where it finds an uninterrupted annular flow path extending from the outlet 37 to the outer die orifice.
- thermoplastic material B is delivered via the supply passage 14, flow passage 38, flow passage 40 and outlet 41 to the annular distribution chamber of the second die, where it finds an uninterrupted annular flow path extending from the outlet 41 to the inner die orifice formed by the lips 28 and 34.
- the stem portions of the mandrels 24 and 29 are formed with helical or spiral grooves to induce a spiral component of flow to the thermoplastic materials as they are delivered along the respective distribution chambers.
- pressurized air from the supply pipe 16 is delivered via the air passage 15 and serially connected air passages 42, 43 extending through the stem portions of the mandrels 24 and 29.
- the air is delivered interiorly of the inner die orifice via an outlet 44, that is, to the interior of the tube 35.
- a set of annular baffles 45 is provided, this set of baffles being mounted on a rod 46 extending axially forwards from the mandrel 29.
- the second die assembly shown in Figures 2 and 3 is basically similar to the first shown in Figure 1, and the same reference numerals are used to denote corresponding parts.
- this die assembly is specifically designed for use in the production of tubing having a corrugated outer wall and a smooth inner wall. Accordingly, the mould blocks 10 are appropriately contoured for moulding the outer wall, and two pressurized air supplies are required for moulding the two extruded tubes.
- the outer wall could, of course, alternatively be moulded by external vacuum rather than internal pressure.
- the nozzle member 11 is essentially the same as the nozzle member 11 shown in Figure 1 but it includes a second air passage 47 for delivering air at a second pressure received from an air supply pipe 48 connected to the nozzle member 11 by a coupling 49.
- the first die stage of this assembly includes a first mandrel 50 which, instead of being formed with a sleeve portion, provides a peripheral lip 51 which cooperates with the lip 20 to define a first annular die orifice.
- the mandrel 50 has an axially extending externally threaded spigot 52 which engages in the threaded socket 23 of the nozzle member 11 to locate the mandrel coaxially within the sleeve portion 19.
- a second nozzle member 53 is coupled to the mandrel 50 coaxially therewith, the second nozzle member 53 including a generally cylindrical stem terminating in a sleeve portion 5 1 1 , this sleeve portion providing a peripheral lip 55 and defining a second internal recess 56 of circular cross-section extending coaxially therefrom.
- a second mandrel 57 is coupled to the second nozzle member 53 coaxially therewith, this mandrel defining with the lip 55 a second annular die orifice.
- the nozzle member 53 and the mandrel 57 are respectively coupled to the mandrel 50 and the stem portion of the nozzle member 53 by respective axially extending screw threaded couplings which are substantially identical with the coupling 23, 52.
- the first mandrel 50 provides an internal flow passage 58 having an inlet positioned to receive thermoplastic material A from the supply passage 13 and an outlet positioned to deliver the material to the annular chamber 21 of the first die stage.
- This mandrel also provides internal through-passages positioned to communicate with the passages 14, 15 and 47 of the nozzle member 11 for delivering thermoplastic material B and pressurized air to the next die stage.
- the second nozzle member 53 provides an air passage 59 for delivering air from the passage 15 to the interior of the outer tube formed from material A for moulding this against the wall of the mould cavity.
- the stem portion of this nozzle member includes a second air flow passare 60 and a flow passage 61 for delivering air and thermoplastic material to respective passages 62 and 61 in the second mandrel 57.
- the flow passage 63 has an inlet positioned to communicate with the flow passage 61 to receive thermoplastic material B therefrom and an outlet for delivering the material to the distribution chamber 56 of the second die stage.
- the internal air passage 62 receives air from the supply pipe 48 and delivers it to the interior of the inner tube of thermoplastic material B.
- Auxiliary means may be provided for assisting the joining of the two extruded tubes while they are plastic.
- a baffle arrangement similar to the baffle arrangement 45 of Figure 1 may be arranged in a similar manner.
- the distribution chambers 21 and 56 of the two die stages each define an uninterrupted annular flow path extending from the respective outlet into the chamber to the respective die orifice at the end of the chamber.
- the stem portions of the mandrels may be formed with helical or spiral grooves to assist the distribution of material by inducing a spiral component of flow thereto.
- the third die assembly shown in Figure 4 is identical to the die assembly shown in Figures 2 and 3 and corresponding parts are denoted by the same reference numerals.
- the essential difference between this assembly and the previous one is that the mould blocks 10 have smooth interior walls defining a smooth-walled cavity.
- This die assembly is designed specifically for use in the production of smooth-walled double-ply tubing.
- each of the thermoplastic materials is delivered into a respective distribution chamber which provides an uninterrupted annular flow path extending from the outlet into the changer to the respective annular die orifice.
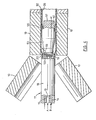
- Figure 5 shows a detail of a fourth die assembly which is identical in construction to the die assembly shown in Figure 1, the same reference numerals being used to denote corresponding parts.
- the essential difference between this embodiment of the invention and the first embodiment of the invention is that the mould blocks 10 have contoured interior surfaces appropriate to the moulding of corrugated tubing.
Abstract
Description
- This invention relates to die assemblies for use in the production of thermoplastic tubing, wherein the tubing is continuously extruded and concurrently moulded to a required configuration, the mould typically being a recirculating bipartite mould of the general type disclosed in United States Patent No. 3 981 663 to G.P.H. Lupke dated September 21, 1976.
- The invention is more particularly concerned with die assemblies for use in the production of multiple-walled tubing wherein tubes of thermoplastic material are continuously extruded from concentric dies and concurrently moulded to the required composite configuration. However, the invention is not restricted to such die assemblies and in one aspect provides an improved die construction which may be used for a single-walled tube.
- Typically, an annular extrusion die comprises a nozzle member adapted for attachment to an extrusion head, the nozzle member having a die lip at its delivery end, and a mandrel which is located within the nozzle member coaxially therewith, the mandrel defining with the die lip an annular extrusion orifice. The mandrel is usually supported within the nozzle member by a spider or equivalent radially extending means. This manner of support has the serious disadvantage that the stream of thermoplastic material is interrupted, or divided, in its passage to the annular die orifice, since the support means extends across the flow path. The result of this division of flow is that the material is imperfectly distributed at the die orifice and weaknesses may result in the extruded product. The disadvantage is all the more pronounced in the case of multiple die assemblies, wherein a plurality of coaxial dies are mounted in axially spaced relation along the path of flow. Another disadvantage of conventional die arrangements becomes apparent in cases where it is necessary to supply air for moulding and/or cooling the extruded tubing as it is formed, for the air ducts must somehow be mounted within the nozzles and must inevitably interfere with the distribution of flow.
- According to the present invention these disadvantages are avoided by providing a die assembly wherein the nozzle member includes a longitudinally extending cylindrical stem terminating in a sleeve portion, the sleeve portion providing an outer die lip, and the mandrel is located coaxially within the sleeve portion to define an annular die orifice therewith, the mandrel being operatively mounted in the sleeve portion by axially extending coupling means on the stem portion. The mandrel includes an internal flow passage having an inlet positioned to receive thermoplastic material from a supply passage extending along the nozzle siem portion, and an outlet positioned to communicate with an annular distribution chamber forced betwen the mandrel and the interior of the sleeve. In this way the annular distribution chamber defines an uninterrupted annular flow path extending from said outlet to the die orifice, thereby enhancing the distribution of flow of the thermoplastic material. The mandrel may provide one or more internal air passages positioned to communicate with air supply passages extending along the stem of the nozzle. Such a construction may also be used in a composite die assembly for the production cf multiple-walled tubing, each die orifice being formed by a respective nozzle member and mandrel, the die components being located coaxially with one another by axially extending coupling means which do not interrupt the annular flow paths. In this case the die components, other than the mandrel for the innermost tube, will include additional flow passages for the flow of thermoplastic material to the succeeding stages of the die assembly.
- In order that the invention may be readily understood, several embodiments thereof will now be described, by way of example, with reference to the accompanying drawings, in which:-
- Figure 1 is a sectional elevation of a die assembly used in the production of double-walled thermoplastic tubing;
- Figure 2 is a sectional elevation of a second die assembly used in the production of double-walled thermoplastic tubing wherein the outer wall is corrugated and the inner wall is smooth;
- Figure 3 is a section on line 3-3 in Figure 2;
- Figure 4 is a partly sectioned view of a third composite die assembly; and
- Figure 5 is a partly sectioned view of yet another die assembly used in the production of two-ply corrugated thermoplastic tubing.
- The die assemblies shown in the drawings by way of example are all intended for use in the production of double-walled tubing wherein tubes of thermoplastic material are continuously extruded, concentrically one within the other, from coaxial die orifices. The tubes are extruded into a mould cavity formed by a bipartite mould of the recirculating mould block type, that is a mould formed by a pair of complementary mould trains each comprising an endless train of articulately interconnected mould blocks, each mould block being complementary to a mould block of the other train, and the mould blccks cooperating in pairs to form an axially extending mould cavity. Moulds of this type are well known in the art, one such mould being shown in the above-identified United States patent. However, the present invention is specifically concerned with the die assemblies, and to simplify the illustrations the mould themselves are shown diagrammatically.
- Referring to Figure 1, just two mould blocks of a bipartite mould of the rccirculating type are illustrated at 10. These mould blocks have smooth interior surfaces defining a cylindrical mould cavity. A die assembly for extruding thermoplastic tubing into the cavity comprises an
elongate nozzle member 11, thenozzle member 11 being adapted for attachment to anextrusion head 12 in the conventional manner. In the present example theextrusion head 12 is arranged to deliver two separate streams of thermoplastic material A, B, which may be the same material or different materials according to the specification of the end product. Thenozzle member 11 provides two longitudinally extendingsupply passages internal air passage 15 for receiving pressurized air from asupply pipe 16 via acoupling 17. - The
nozzle member 11 has a longitudinally extendingcylindrical stem 18, which terminates in acylindrical sleeve portion 19. The end of the sleeve portion is chamfered, forming aperipheral lip 20. Thesleeve portion 19 encloses arecess 21 of circular cross-section extending axially inwards from thelip 20 and being formed with anannular step 22 at its base. Thestep 22 defines an axially extending internally threadedsocket 23 forming one member of a two-part coupling. - A
die mandrel 24 is located within therecess 21 coaxially with thesleeve portion 19. This mandrel has a cylindrical stem or plug 24 terminating in a slightlyflared sleeve portion 25. One end of thestem 24 is formed with an axially extending, externally threadedspigot 26 which is engageable in thesocket 23 for locating the mandrel operatively within therecess 21. When the mandrel is so located, its external surface is spaced from the internal surface of thesleeve portion 19 to define therewith anannular distribution chamber 27. - The flared sleeve portion of the
mandrel 24 similarly defines aperipheral lip 28 at its end, and further defines a second recess or circular cross-section in which asecond mandrel 29 is coaxially located, thesecond mandrel 29 being coupled to thefirst mandrel 24 by means of an axially extending externally threadedspigot 30 at the base of the latter which engages in an axially extending internally threadedsocket 31 provided in thestem 24 at the base of the second recess. Thelip 28 of themandrel 24 defines with thelip 20 of the sleeve portion 19 a first annular die orifice from which an outer tube ofthermoplastic material 32 is extruded. Themandrel 29 has a flared portion 33 terminating in aperipheral lip 34 which defines with the mandrel lip 28 a second annular die orifice from which an inner tube ofthermoplastic material 35 is extruded. - Now the stem portion 24' of the
mandrel 24 is formed with a firstinternal flow passage 36 having an inlet positioned to communicate with thesupply passage 13 to receive thermoplastic material therefrom, and anoutlet 37 positioned to communicate with theannular distribution chamber 27. Asecond flow passage 38 is provided in the stem portion 24', this flow passage having an inlet positioned to communicate with thesupply passage 14 in the nozzle member and an outlet positioned to deliver thermoplastic material to the inlet of aflow passage 40 provided in thesecond mandrel 29. Theflow passage 40 similarly has anoutlet 41 communicating with the annular distribution chamber defined by the opposed surfaces of themandrel 29 and thesleeve 25. Thus, in operation of the device, the thermoplastic material A is delivered via thesupply passage 13, theflow passage 36 andoutlet 37, to theannular distribution chamber 27 of the first die, where it finds an uninterrupted annular flow path extending from theoutlet 37 to the outer die orifice. Similarly, the thermoplastic material B is delivered via thesupply passage 14,flow passage 38,flow passage 40 andoutlet 41 to the annular distribution chamber of the second die, where it finds an uninterrupted annular flow path extending from theoutlet 41 to the inner die orifice formed by thelips - In the present example the stem portions of the
mandrels - For the purpose of moulding the tubing within the mould cavity, pressurized air from the
supply pipe 16 is delivered via theair passage 15 and serially connectedair passages mandrels tube 35. To maintain an air pressure suitable for moulding the tubing within the mould cavity, a set ofannular baffles 45 is provided, this set of baffles being mounted on arod 46 extending axially forwards from themandrel 29. - Although this embodiment of the invention has been described with particular reference to the production of double-walled tubing, it could obviously be adapted to the production of single-walled tubing by providing a single die stage, or to the production of multiple-walled tubing by providing additional die stages.
- The second die assembly shown in Figures 2 and 3 is basically similar to the first shown in Figure 1, and the same reference numerals are used to denote corresponding parts. However, this die assembly is specifically designed for use in the production of tubing having a corrugated outer wall and a smooth inner wall. Accordingly, the
mould blocks 10 are appropriately contoured for moulding the outer wall, and two pressurized air supplies are required for moulding the two extruded tubes. The outer wall could, of course, alternatively be moulded by external vacuum rather than internal pressure. - The
nozzle member 11 is essentially the same as thenozzle member 11 shown in Figure 1 but it includes asecond air passage 47 for delivering air at a second pressure received from anair supply pipe 48 connected to thenozzle member 11 by acoupling 49. The first die stage of this assembly includes afirst mandrel 50 which, instead of being formed with a sleeve portion, provides aperipheral lip 51 which cooperates with thelip 20 to define a first annular die orifice. Themandrel 50 has an axially extending externally threaded spigot 52 which engages in the threadedsocket 23 of thenozzle member 11 to locate the mandrel coaxially within thesleeve portion 19. Asecond nozzle member 53 is coupled to themandrel 50 coaxially therewith, thesecond nozzle member 53 including a generally cylindrical stem terminating in a sleeve portion 51 1, this sleeve portion providing aperipheral lip 55 and defining a secondinternal recess 56 of circular cross-section extending coaxially therefrom. Asecond mandrel 57 is coupled to thesecond nozzle member 53 coaxially therewith, this mandrel defining with the lip 55 a second annular die orifice. Thenozzle member 53 and themandrel 57 are respectively coupled to themandrel 50 and the stem portion of thenozzle member 53 by respective axially extending screw threaded couplings which are substantially identical with thecoupling 23, 52. - The
first mandrel 50 provides aninternal flow passage 58 having an inlet positioned to receive thermoplastic material A from thesupply passage 13 and an outlet positioned to deliver the material to theannular chamber 21 of the first die stage. This mandrel also provides internal through-passages positioned to communicate with thepassages nozzle member 11 for delivering thermoplastic material B and pressurized air to the next die stage. Thesecond nozzle member 53 provides anair passage 59 for delivering air from thepassage 15 to the interior of the outer tube formed from material A for moulding this against the wall of the mould cavity. The stem portion of this nozzle member includes a second air flow passare 60 and aflow passage 61 for delivering air and thermoplastic material torespective passages second mandrel 57. As is evident from Figure 2, theflow passage 63 has an inlet positioned to communicate with theflow passage 61 to receive thermoplastic material B therefrom and an outlet for delivering the material to thedistribution chamber 56 of the second die stage. Theinternal air passage 62 receives air from thesupply pipe 48 and delivers it to the interior of the inner tube of thermoplastic material B. - Auxiliary means may be provided for assisting the joining of the two extruded tubes while they are plastic. In order to maintain the air pressure within the inner tube, a baffle arrangement similar to the
baffle arrangement 45 of Figure 1 may be arranged in a similar manner. - As in the first embodiment of the invention shown in Figure 1, the
distribution chambers - The third die assembly shown in Figure 4 is identical to the die assembly shown in Figures 2 and 3 and corresponding parts are denoted by the same reference numerals. The essential difference between this assembly and the previous one is that the mould blocks 10 have smooth interior walls defining a smooth-walled cavity. This die assembly is designed specifically for use in the production of smooth-walled double-ply tubing. As in the preceding embodiments, by reason of the fact that the die components are coupled together in coaxial relationship by axially extending coupling means, each of the thermoplastic materials is delivered into a respective distribution chamber which provides an uninterrupted annular flow path extending from the outlet into the changer to the respective annular die orifice.
- Figure 5 shows a detail of a fourth die assembly which is ident ical in construction to the die assembly shown in Figure 1, the same reference numerals being used to denote corresponding parts. The essential difference between this embodiment of the invention and the first embodiment of the invention is that the mould blocks 10 have contoured interior surfaces appropriate to the moulding of corrugated tubing.
Claims (16)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT81304028T ATE9294T1 (en) | 1980-09-12 | 1981-09-03 | EXTRUSION HEAD ASSEMBLY FOR THERMOPLASTIC HOSE. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US06/186,627 US4305703A (en) | 1980-09-12 | 1980-09-12 | Composite die assembly for use in the production of thermoplastic tubing |
| US186627 | 1988-04-27 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0048112A1 true EP0048112A1 (en) | 1982-03-24 |
| EP0048112B1 EP0048112B1 (en) | 1984-09-12 |
Family
ID=22685681
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP81304028A Expired EP0048112B1 (en) | 1980-09-12 | 1981-09-03 | A die assembly for forming thermoplastic tubing |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US4305703A (en) |
| EP (1) | EP0048112B1 (en) |
| JP (1) | JPS57142326A (en) |
| AT (1) | ATE9294T1 (en) |
| CA (1) | CA1166415A (en) |
| DE (1) | DE3166040D1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4238605A1 (en) * | 1992-11-17 | 1994-05-19 | Rasmussen Gmbh | Flexible rugged tubing e.g. for petrol pumps or tankers - consists of innermost corrugated thermoplastic liner, reinforcing layer and outermost thermoplastic covering including e.g. fluoropolymer |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4402898A (en) * | 1981-09-28 | 1983-09-06 | Hancor, Inc. | Coextrusion die assembly |
| CA1172813A (en) * | 1982-06-16 | 1984-08-21 | Lupke, Manfred A. A. | Apparatus for producing multi-walled thermoplastic tubing |
| US4655987A (en) * | 1982-10-12 | 1987-04-07 | Guillermo Zertuche | Method and apparatus for extruding tubular articles having several conduits |
| CA1187258A (en) * | 1982-12-02 | 1985-05-21 | Lupke, Manfred A. A. | Method and apparatus for forming a double walled thermoplastic tube with integral bells |
| SE449456B (en) * | 1983-11-15 | 1987-05-04 | Uponor Ab | PROCEDURE AND DEVICE FOR MANUFACTURE OF RODS WHERE THE FORM BACK PARTS ARE DIVIDED IN THE LONG DIRECTION OF THE FORM |
| US5124109A (en) * | 1984-07-18 | 1992-06-23 | Contech Construction Products Inc. | Method for producing a double wall pipe |
| US4846660A (en) * | 1984-07-18 | 1989-07-11 | Contech Construction Products Inc. | Apparatus for producing double wall pipe |
| US4598457A (en) * | 1985-08-26 | 1986-07-08 | Allied Corporation | Method of constructing a brake pedal |
| US4770618A (en) * | 1986-01-15 | 1988-09-13 | Lupke Manfred Arno Alfred | Extrusion die for two-ply plastic tubing |
| FI77405C (en) * | 1986-03-20 | 1989-03-10 | Uponor Nv | Method and apparatus for producing cam flange tubes. |
| US4936768A (en) * | 1986-03-25 | 1990-06-26 | Lupke Manfred Arno Alfred | Extrusion die for externally ribbed plastic tubing |
| US4712993A (en) * | 1986-03-25 | 1987-12-15 | Lupke Manfred Arno Alfred | Extrusion die for externally ribbed plastic tubing |
| US4723902A (en) * | 1986-08-21 | 1988-02-09 | Wheeling Stamping Company | Balanced flow extrusion crosshead and die assembly |
| US4789327B1 (en) * | 1988-02-25 | 2000-07-18 | Corma Inc | Adjustable pipe extrusion die with internal cooling |
| CA1308531C (en) * | 1988-10-11 | 1992-10-13 | Manfred A. A. Lupke | Extrusion die assembly |
| US5324557A (en) * | 1991-06-06 | 1994-06-28 | Lupke Manfred Arno Alfred | Multi-skin annularly ribbed tube |
| ATA53792A (en) * | 1992-03-17 | 1995-02-15 | Chemiefaser Lenzing Ag | METHOD FOR PRODUCING CELLULOSIC MOLDED BODIES, DEVICE FOR IMPLEMENTING THE METHOD AND USE OF A SPINNING DEVICE |
| US5489201A (en) * | 1993-04-15 | 1996-02-06 | Cullom Machine Tool & Die, Inc. | Plastic tile corrugator and mold blocks |
| AT402738B (en) * | 1993-07-28 | 1997-08-25 | Chemiefaser Lenzing Ag | SPIDER NOZZLE |
| JPH07171882A (en) * | 1993-10-28 | 1995-07-11 | Tigers Polymer Corp | Manufacture of flexible hose and flexible hose |
| US5518036A (en) * | 1994-09-29 | 1996-05-21 | Phillips Petroleum Company | Multi-layer plastic pipe and method and apparatus for extrusion thereof |
| US5695789A (en) * | 1995-06-07 | 1997-12-09 | Harrel, Inc. | Apparatus for extrusion of an article of varying content |
| US5725814A (en) * | 1995-06-07 | 1998-03-10 | Harrel, Inc. | Extrusion of an article of varying content |
| EP0927099A1 (en) * | 1997-05-20 | 1999-07-07 | Manfred Arno Alfred Lupke | Method and apparatus for making plastic pipe without mechanical pressure on inner pipe wall |
| US7060209B2 (en) * | 2001-09-10 | 2006-06-13 | Pirelli & C. S.P.A. | Extrusion method and apparatus for producing a cable |
| US20030080462A1 (en) * | 2001-10-25 | 2003-05-01 | Nordgren Douglas S. | Extrusion die with horizontal and vertical extrudate opening adjustment |
| WO2004013526A2 (en) * | 2002-05-31 | 2004-02-12 | Federal-Mogul Powertrain, Inc. | Monolayer foamed corrugated sleeve |
| JP4592351B2 (en) * | 2004-08-10 | 2010-12-01 | 因幡電機産業株式会社 | Corrugated flexible tube |
| US8936460B2 (en) * | 2009-09-22 | 2015-01-20 | American Maplan Corporation | Extrusion head with high volume reservoir |
| CN111989205B (en) * | 2018-02-28 | 2022-09-30 | 曼夫瑞德·A·A·鲁波克 | Die head and die chuck with curved deflector and with chuck holder |
| AT522497B1 (en) * | 2019-02-14 | 2021-10-15 | Agru Kunststofftechnik Ges M B H | Method for producing a pipe and device for carrying out the method |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1028325B (en) * | 1954-11-13 | 1958-04-17 | Lissmann Alkor Werk | Method and device for the production of tubular films |
| US3538209A (en) * | 1967-02-27 | 1970-11-03 | Wilhelm Hegler | Method of producing plastic tubing having a corrugated outer wall |
| US3689192A (en) * | 1970-03-03 | 1972-09-05 | Windmoeller & Hoelscher | Manufacture of film from thermoplastic material that is blown by a blowhead |
| DE2333488A1 (en) * | 1972-07-03 | 1974-01-24 | Dayco Corp | SINGLE-PIECE HOSE AND EQUIPMENT AND METHOD FOR MANUFACTURING IT |
| US3976414A (en) * | 1974-03-22 | 1976-08-24 | Wilhelm Hegler | Apparatus for the production of double-walled synthetic plastic tubes having a transversely corrugated outer wall and a smooth inner wall |
| US3994644A (en) * | 1974-03-22 | 1976-11-30 | Wilhelm Hegler | Extruder head for extruding an outer tube or sheath about an inner tube or cable |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3024494A (en) * | 1958-07-21 | 1962-03-13 | Porter Co Inc H K | Plastic pipe extrusion head |
| DE1199971B (en) * | 1963-07-30 | 1965-09-02 | Lissmann Alkor Werk | Press head for the production of a multi-layer plastic hose |
| US3241503A (en) * | 1963-08-21 | 1966-03-22 | Schafer Leonhard | Concentric pastry die |
| DE1930987A1 (en) * | 1969-06-19 | 1970-12-23 | Barmag Barmer Maschf | Extrusion tool for the production of multilayer blown films |
| US3743456A (en) * | 1971-08-20 | 1973-07-03 | Acme Hamilton Mfg Corp | Adjustable die heads for extruders and the like |
| US3981663A (en) * | 1973-09-10 | 1976-09-21 | Lupke Gerd Paul Heinrich | Apparatus for making high speed corrugated plastic tubing |
| US3994646A (en) * | 1974-01-25 | 1976-11-30 | Frankische Isolierrohr-Und Metallwaren Werke Gebr. Kirchner | Apparatus for producing double-walled tubes of plastic material |
| JPS51147556A (en) * | 1975-06-13 | 1976-12-17 | Toyo Soda Mfg Co Ltd | Multiilayer rotary circular die |
| US4047868A (en) * | 1975-08-12 | 1977-09-13 | Toppan Printing Co., Ltd. | Multilayer parison extrusion molding machine for blow molding |
| JPS5814294B2 (en) * | 1976-04-26 | 1983-03-18 | 呉羽化学工業株式会社 | Molding method and die structure of synthetic resin composite tubular body |
| CA1083765A (en) * | 1976-12-01 | 1980-08-19 | Gerd P. H. Lupke | Apparatus for producing thermoplastic tubing |
| US4185954A (en) * | 1977-08-23 | 1980-01-29 | Kabushiki Kaisha Plastic Kogaku Kenkyusho | Die for extruding tubes composed of a plurality of layers |
| US4182603A (en) * | 1978-03-27 | 1980-01-08 | Egan Machinery Company | Multilayer tubular extrusion die |
-
1980
- 1980-09-12 US US06/186,627 patent/US4305703A/en not_active Expired - Lifetime
-
1981
- 1981-08-21 CA CA000384407A patent/CA1166415A/en not_active Expired
- 1981-09-03 AT AT81304028T patent/ATE9294T1/en not_active IP Right Cessation
- 1981-09-03 EP EP81304028A patent/EP0048112B1/en not_active Expired
- 1981-09-03 DE DE8181304028T patent/DE3166040D1/en not_active Expired
- 1981-09-11 JP JP56142559A patent/JPS57142326A/en active Granted
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1028325B (en) * | 1954-11-13 | 1958-04-17 | Lissmann Alkor Werk | Method and device for the production of tubular films |
| US3538209A (en) * | 1967-02-27 | 1970-11-03 | Wilhelm Hegler | Method of producing plastic tubing having a corrugated outer wall |
| US3689192A (en) * | 1970-03-03 | 1972-09-05 | Windmoeller & Hoelscher | Manufacture of film from thermoplastic material that is blown by a blowhead |
| DE2009914B2 (en) * | 1970-03-03 | 1973-05-30 | Windmoller & Holscher, 4540 Len gench | FILM BLOW HEAD FOR THE PRODUCTION OF PLASTIC TUBE FILMS |
| DE2333488A1 (en) * | 1972-07-03 | 1974-01-24 | Dayco Corp | SINGLE-PIECE HOSE AND EQUIPMENT AND METHOD FOR MANUFACTURING IT |
| GB1431796A (en) * | 1972-07-03 | 1976-04-14 | Dayco Corp | Method for making a hose construction |
| US3976414A (en) * | 1974-03-22 | 1976-08-24 | Wilhelm Hegler | Apparatus for the production of double-walled synthetic plastic tubes having a transversely corrugated outer wall and a smooth inner wall |
| US3994644A (en) * | 1974-03-22 | 1976-11-30 | Wilhelm Hegler | Extruder head for extruding an outer tube or sheath about an inner tube or cable |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4238605A1 (en) * | 1992-11-17 | 1994-05-19 | Rasmussen Gmbh | Flexible rugged tubing e.g. for petrol pumps or tankers - consists of innermost corrugated thermoplastic liner, reinforcing layer and outermost thermoplastic covering including e.g. fluoropolymer |
Also Published As
| Publication number | Publication date |
|---|---|
| JPS57142326A (en) | 1982-09-03 |
| EP0048112B1 (en) | 1984-09-12 |
| DE3166040D1 (en) | 1984-10-18 |
| US4305703A (en) | 1981-12-15 |
| ATE9294T1 (en) | 1984-09-15 |
| CA1166415A (en) | 1984-05-01 |
| JPH031140B2 (en) | 1991-01-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4305703A (en) | Composite die assembly for use in the production of thermoplastic tubing | |
| US4808098A (en) | Pipe extrusion die with a cooled and vacuumed additional mandrel | |
| KR900004432B1 (en) | Extrusion dic for two-ply plastic tubing | |
| CA1172813A (en) | Apparatus for producing multi-walled thermoplastic tubing | |
| US3677676A (en) | Apparatus for forming plastic tubing having a smooth inner wall and a corrugated outer wall | |
| RU2367571C2 (en) | Method of producing connecting pipe with coupling, connecting pipe and device to produce connecting pipe | |
| US4832589A (en) | Head for the circular coextrusion of a plurality of thermo-plastic material layers | |
| EP2261003B1 (en) | Die tooling for extruding tubular product | |
| CA1309564C (en) | Adjustable pipe extrusion die with internal cooling | |
| CN86106753A (en) | Extrusion head | |
| JPH1110759A (en) | Composite pipe with integral socket and manufacture of composite pipe | |
| US3966377A (en) | Blowhead for tubular film | |
| US4995800A (en) | Extrusion die assembly | |
| US5123827A (en) | Extrusion die having elongated extrusion nozzle with facilitates tool changes | |
| EP0483153B1 (en) | Method for forming tubing utilizing suction and pneumatic pressure at the surface of the cooling plug | |
| US4509907A (en) | Extrusion head for tubular bodies and hollow profiles | |
| EP0381938B1 (en) | Cooling plugs in thermoplastic pipe forming apparatus | |
| BR8601635A (en) | PROCESS AND EQUIPMENT FOR THE PRODUCTION OF DOUBLE WALL TUBES | |
| US2788543A (en) | Apparatus for producing plastic pipe | |
| US1933212A (en) | Tubing machine | |
| US20040131716A1 (en) | Device for producing double-walled corrugated pipes | |
| JP3222890B2 (en) | Extrusion die with replaceable extrusion nozzle | |
| KR950005723B1 (en) | Molding apparatus for synthetic resin dual pipe and molding method the asme | |
| RU2438870C2 (en) | Moulding head for plastic tube corrugators | |
| CN214773894U (en) | Silicon core pipe die equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19820318 |
|
| ITF | It: translation for a ep patent filed |
Owner name: ST. ASSOC. MARIETTI & PIPPARELLI |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19840912 Ref country code: NL Effective date: 19840912 Ref country code: LI Effective date: 19840912 Ref country code: CH Effective date: 19840912 Ref country code: BE Effective date: 19840912 Ref country code: AT Effective date: 19840912 |
|
| REF | Corresponds to: |
Ref document number: 9294 Country of ref document: AT Date of ref document: 19840915 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3166040 Country of ref document: DE Date of ref document: 19841018 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19850930 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19890825 Year of fee payment: 9 |
|
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19891026 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19910530 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19910601 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19940902 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19950903 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19950903 |