EP0009765A1 - Process of dyeing of synthetic polymeric thermoplastic yarns and product produced by the process - Google Patents
Process of dyeing of synthetic polymeric thermoplastic yarns and product produced by the process Download PDFInfo
- Publication number
- EP0009765A1 EP0009765A1 EP79103656A EP79103656A EP0009765A1 EP 0009765 A1 EP0009765 A1 EP 0009765A1 EP 79103656 A EP79103656 A EP 79103656A EP 79103656 A EP79103656 A EP 79103656A EP 0009765 A1 EP0009765 A1 EP 0009765A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- yarn
- dye
- dyed
- dyeing
- conditioning agent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06P—DYEING OR PRINTING TEXTILES; DYEING LEATHER, FURS OR SOLID MACROMOLECULAR SUBSTANCES IN ANY FORM
- D06P7/00—Dyeing or printing processes combined with mechanical treatment
- D06P7/005—Dyeing combined with texturising or drawing treatments
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B21/00—Successive treatments of textile materials by liquids, gases or vapours
Definitions
- the invention concerns the continuous conditioning and textur;- zing of synthetic yarns to produce a product possessing substantial latent shrinkage.
- conditioning means applying various liquid conditioners to the yarn such as dyes, fire retardants, optical brighteners, soil release agents, bonding agents, lubricants, antioxidants, delusterants, and antistatic agents.
- U.S. Patent 3,434,189 (Buck et al.) discloses a method of continuously.dyeing and stretching undrawn yarn.
- the patent discusses the well known process of making synthetic yarn from thermoplastic polymers by first extruding continuous filaments, drawing the extruded filaments to orient the molecules in the filament and to improve the tensile strength, and then dyeing and texturizing the yarn, the latter step accomplished, for example, by stuffer box or false twist crimping.
- the patent discloses and claims a process for continuously applying dye to "undrawn yarn” followed by drawing and texturizing the dyed yarn.
- the term "undrawn yarn” refers to yarn produced by conventional thermoplastic filament extruders.
- the specification states that, in some instances, the "undrawn yarn” may in fact be slightly drawn after extrusion and before being applied.to the drawing and texturizing apparatus. However, even though “slightly” drawn to provide a small degree of orientation of yarn filament molecules, this slightly drawn yarn is generally referred to in the art as “undrawn yarn”.
- the patent states that before such yarns can be supplied to texturizing apparatus and later made up into finished garments, it is necessary to draw the yarn and extend its length by at least two times.
- the meaning of the term "undrawn yarn” includes yarn with a small degree of orientation of its molecules which yarn has been drawn to a degree considerably less than two times.
- U.S. Patent 3,751,778 discloses a process for the simultaneous texturizing and dyeing or finishing of synthetic thermoplastic yarns.
- the process comprises packing and compressing the yarns into a confined space through introduction of a flow of a compressed fluid heated to a temperature sufficient to set the yarns, allowing a portion of the compressed fluid to provide movement of the yarns axially in the confined space with the remainder of the fluid escaping laterally from the confined space into a further annular space under a pressure lower than the pressure of the first confined space but higher than atmospheric pressure, and simultaneously introducing a dyeing solution or finishing agent into the confined space and over the compressed yarns.
- This process is characterized in that the compressed yarn is continuously passed through at least one expansion zone and then through at least one expansion zone and then through at least one zone in which an additional fluid is introduced under pressure. This process is said to provide simultaneous dyeing or finishing of thermoplastic yarns in a'high speed texturizing process.
- U.S. Patent 3,751,778 also describes in some detail the background art concerning the high speed texturizing and dyeing of synthetic, thermoplastic yarns. Specifically, it is noted therein that a high speeds the absorption of dyes by the thermoplastic yarns is often not sufficiently fast, and therefore the simultaneous texturizing and dyeing of such yarns has disadvantages. The reference further states that, until the development of patentees' process, no process for the successful simultaneous high speed texturizing and dyeing of thermoplastic yarns had been proposed. The reference discloses such simultaneous dyeing and texturizing by a process of injecting dye directly into a specially designed stuffer box crimper.
- U.S. Patent 3,602,966 discloses, like the first above- mentioned reference, a process for dyeing undrawn tow filaments, particularly polyester filaments, prior to drawing. The improvement therein is concisely set forth .in claim 1 of that reference and is said to comprise providing drawing means in front of a washing unit, thereby removing at least part of the unfixed dyestuffs and auxiliary finishing agent in the drawing unit rather than in the washing unit.
- U.S.Patent 3,919,749 discloses a method for producing space-dyed textured yarn.
- U.S. Patent 3,955,254 discloses methods and apparatus for treating yarn with fluid materials, including dyes and conditioning agents.
- U.S. Patent 3,579, 764 discloses a knit-deknit process for producing textured' yarns, and a dyeing step is included in the process disclosed.
- U.S.Patent 3,137,056 discloses a method for dyeing and treating synthetic yarns
- U.S. Patent 3,892,020 discloses a method of dyeing a texturized yarn package.
- a process for producing, in a continuous operation, conditioned and textured synthetic polymeric yarn.
- the process comprises continuously feeding at least one end of partially oriented synthetic thermoplastic feed yarn to and through a bath of a liquid conditioning agent, wiping any excess conditioning agent from the yarn, directing the yarn to and around a first heated predraw roller and thence to and around a second heated draw roller rotating at a faster peripheral speed than the first roller to impart draw to the yarn, then feeding the conditioned and drawn yarn to a texturizer and accumulating the conditioned and texturized yarn on a takeup roller, the product obtained thereby possessing latent shrinkage in the range of about 12% to about 30%.
- the conditioning agent may be a dye, a fire retardant, an optical brightener, a soil release agent, a bonding agent, a lubricant, an antioxidant, a delusterant, an antistatic agent, or other yarn conditioning agent.
- the conditioning agent is a dye
- a sublimatable dye pigment is preferred.
- the synthetic thermoplastic feed yarns may be polyester, polyamide, cellulose acetate, polyvinyl chloride, polypropylene or similar yarns.
- a novel method of dyeing undrawn, partially drawn or fully drawn synthetic polymeric thermoplastic yarns using sublimatable dye pigments is also provided.
- Figs. 1 through 6 show the apparatus used in performing the process of this invention.
- feed yarn ends 3 and 4 are shown being withdrawn from feed yarn packages 1 and 2 and gathered at eyelet 5.
- the yarn ends then pass through trough 7 containing a conditioning agent such as a dye, the yarn ends being immersed in the dye by means of roller 6, and then wiped by yarn wiper 8.
- a conditioning agent such as a dye
- the yarn ends are directed to and around heated predraw roll 9, thence to and around heated draw roll 10 which is rotating at a faster peripheral speed than the predraw roll.
- Optional treating roller 11 may be used to apply finishing agent or lubricant to the yarn bundle before it passes to crimp texturizer 12, and finally to product yarn takeup 14.
- Fig.2 shows in detail a wiping device 8, including rubber pads 8a, support means 8b and wing-nut clamps 8c.
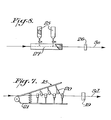
- Fig.3 is a side view of wiping device 8. Another preferred wiping device is shown in Fig.7. This is a standard gate tension device 18 and countercurrent air jet 19. Yarn 3d is passed through-the annular ceramic guides 20 of gate tension device 18 and then to air jet 19 where excess dye is removed.
- Fig.4 illustrates the dyeing process utilized when it is desired to produce a dyed product having a heather-like appearance.
- feed yarn 3a is white and is not dyed.
- Feed yarn 4a is fed to and through the dye bath 7., wiped, and both yarns are then processed as in Fig.1.
- Fig.5 illustrates the dyeing process utilized when it is desired to produce a dyed product having a heather-like appearance in which feed yarn end 3b is dyed one color and feed yarn end 4b is dyed a different color by passage through the two dye baths 7b and 7a respectively, following which the yarns are processed as in Fig.1.
- Fig.6 illustrates the configuration of dye bath 7 and the rollers employed when a space dyeing effect is desired.
- Dye roller 6a picks up dye from dye bath 7 and dye is transferred to the raised portions of gravure roll 6b, then to yarn 3c which is passed between gravure roller 6b and press roll 6c as shown. In this manner,dye is intermittently applied to the yarn at desired, predetermined intervals along the length of the yarn.
- FIG.8 An alternative method for achieving space dyeing is shown in Fig.8 wherein yarn 3e is guided through stainless steel trough 27 as shown and different color dyes are caused to drip intermittently upon yarn 3e from dye reservoirs 25. Air jet 26 effectively removes any excess dye.
- thermoplastic synthetic polymer yarn filaments which have been partially oriented are continuously dyed and textured.
- the synthetic yarns suitable for use in this process include the yarns obtained by spinning or extrusion of polymers, copolymers, graft copolymers and mixtures thereof, including polyesters, polyamides, cellulose acetate, polyvinyl chloride, polypropylene and similar thermoplastic polymers. Tne process is especially suited for continous dyeing and texturizing polyester yarns.
- multiple ends of partially oriented feed yarns are fed from multiple feed roll packages to and through a gathering eyelet and then to and through a bath containing a liquid conditioning agent such as a dye, then to a first heated predraw roller (called a “Godet” in the art), then to a second heated draw roller (“Godet”) to draw the yarn, then to a texturizer and then to a takeup roll, all in one continuous operation, to produce a conditioned and texturized product yarn possessing substantial latent shrinkage.
- a liquid conditioning agent such as a dye
- partially oriented as used herein means yarn which has been drawn from its as-spun undrawn condition to an extent of at least two (2) times its undrawn length. Such yarns are commercially available and sold, for example, by E.I. duPont de Nemours and Co., Inc., under the product designation DACRON(R) polyester yarn. * This yarn is partially oriented by the manufacturer by drawing about 3X, i.e. from about 750 denier as-spun to about 250 denier as obtained commercially.
- latent shrinkage means that the product yarn obtained by the process of this invention, when placed into water at about 82 0 C , shrinks to a length shorter than its length as produces.
- the amount of this shrinkage for all the products made according to the process herein ranges between about 12% and about 30%.
- the bath containing liquid finishing agents is typically a small trough containing a small roller around which the feed yarn is guided to submerse it into the conditioning or finishing agent.
- the conditioning or finishing * "DACRON" is a registered trademark of DuPont agent may include any of those discussed hereinabove. The process is especially suited for continuously dyeing and texturizing yarn and further discussion herein will be limited to dyes being used as the conditioning agent.
- inks are made primarily for printing applications. Insofar as is known, they consist of direct dyes ground to a very fine particle size, and suspended in a water solution with the aid of suitable dispersing agents. They are intended for use where the ink is first applied to a printing paper and then transferred to a fabric being dyed by means of sublimation of the pigment and trans- ferral to the fabric in the vapor phase. To satisfy various applications, these inks are available commercially in three general energy levels. Energy level indicates the degree of heat required to vaporize the dyestuff so that it will transfer to the medium being printed. The lower the energy level, the easier it is to transfer the ink. However, the lower energy inks may produce printings which are deficient in light and wash fastness. The high energy inks are more difficult to transfer but generally give printed fabrics having outstanding levels of light and wash fastness.
- Preferred dyes include dyes manufactured by Ault and Wiborg, Ltd., London, England, including:
- these dye pigments are sublimatable anthroquinone, azo and methine dyestuffs.
- the yarn ends are sent to and through a wiping device to remove excess dye and carrier liquid.
- a suitable wiping device is shown in Figs. 2 and 3, and comprises two rubber wiping members held by brackets and adjusted for pressure by wing-nuts as shown.
- this first roll typically may be 139,7 mm in diameter, heated to a temperature of about 93°C , rotating at 375-750 rpm, and has seven wraps of yarn.
- this second roller typically may be 139,7 mm in diameter, heated to a temperature of about 218°C, rotating at 600-1200 rpm, and has fourteen wraps of yarn. Such conditions would result in a draw ratio of 1.6, i.e. 250 denier yarn would be * "Aultran” is a trademark of Ault and Wiborg drawn down to 150 denier yarn.
- the yarn may optionally be treated with lubricant or other finishing agent as shown in Fig.1, following which it is directed to the texturizer, and finally to a takeup roll.
- the texturizer is of the stuffer box type, although any texturization process involving yarn deformation (crimping) under application of heat could be utilized. False twist texturizing for example, is also contemplated.
- the yarn produced possesses substantial latent shrinkage, being generally in the range of about 12% to about 30%.
- Example 7 The examples which follow are intended to be illustrative of the process of this invention, but not to limit the scope of the invention in any way. The best mode presently contemplated for carrying out the process of this invention is illustrated below in Example 7.
- Three ends of partially oriented polyester yarn (DuPont 235/34, "DACRON" polyester, type T56T) were fed at 342,5 m/min. from separate packages and gathered by an eyelet and fed through a dye bath comprising 30% Resolin Red dye (Sandoz Co.) and 70% Lurol 75 solvent (G.A. Goulston Co.) by passing the yarn bundle under a guide immersed in the dye liquor, and then the yarn was passed over a sponge to remove excess dye.
- the yarn passed over and around a first predraw roller (76,2 mm in diameter, rotating at 1430 rpm, 4 wraps, and heated to177°C ) and then to a second draw roller (88,9 mm in diameter, rotating at 1965 rpm, 3 wraps, and heated to177°C , draw ratio 1.57X) and then to an FCJ crimper (manufactured by Techniservice Corp.) and thence to a takeup. Temperature in the crimper was maintained atl49 0 C.
- the yarn was continuously dyed and crimped. Some spattering of the dye occured requiring improved wiping means. Approximately one pound of yarn was processed continuously with no breaks. No variation in depth of shade of the dye from inside to outside of the takeup package was observed.
- the dyed yarn was knitted into fabric which was uniform in shade with no defects noted other than those due to poor texturing of the base yarn.
- Three ends of partially oriented polyester feed yarn were drawn from three sparate feed packages and directed through an eyelet to the first predraw Godet roll (139,7 mm in diameter, rotating at 120-240 rpm, 7 wraps) and then to a dye bath located between first and second Godet rolls.
- the yarns passed over a sponge upon exit from the dye to remove excess dye.
- the yarn passed to the secon3heated Godet roller (139,7 mm in diameter, rotating at 220-440 rpm, 14 wraps, draw ratio 1.83), then to the stuffer box crimper and finally to the takeup.
- the latent shrinkages shown represent the percent shrinkage of a skein of yarn when loaded with a weight of 0.005 grams per denier and immersed in a water bath maintained at 8 2- 88°C.
- Example 2 Unless otherwise indicated, this example and those that follow were performed as in Example 2 except that the dye bath was located prior to the first Godet, i.e. between gathering eyelet and predraw Godet.
- Tubes were knitted using each of the yarns so produced and scoured as in Example 2. Results of these tests are shown in Table 4.
- Example 3 Unless otherwise indicated, this example and those that follow were performed as in Example 3 except that the dye wiper shown in Figs. 2 and 3 was located between the dye bath and the predraw Godet in order to wipe excess dy from the yarn bundle.
- Tubes were knitted using these yarns as before and scoured. Results are shown in Table 6.
- Tubes knit from these product yarns were scoured as before and the results of these tests are shown in Table 9.
- the Type 56 yarn dyed perceptibly lighter than the Type 242.
- the Type 56 yarn was stronger than the Type 242.
Abstract
A process is provided in which partially oriented synthetic yarn such as partially oriented polyester yarn is fed continuously first to and through a bath of a liquid conditioning agent such as a dye, then to a first heated roll 9 and then to a second heated draw roll 10 to draw the partially oriented yarn, then to a texturizer 12 and then to a takeup roll 14, all in one continuous operation, to produce a conditioned and texturized yarn product possessing about 12% to about 30% latent shrinkage. Also provided is a novel process for dyeing undrawn, partially drawn or fully drawn synthetic yarn.
Description
- The invention concerns the continuous conditioning and textur;- zing of synthetic yarns to produce a product possessing substantial latent shrinkage.
- By "conditioning" the yarn, as used herein, means applying various liquid conditioners to the yarn such as dyes, fire retardants, optical brighteners, soil release agents, bonding agents, lubricants, antioxidants, delusterants, and antistatic agents.
- U.S. Patent 3,434,189 (Buck et al.) discloses a method of continuously.dyeing and stretching undrawn yarn. The patent discusses the well known process of making synthetic yarn from thermoplastic polymers by first extruding continuous filaments, drawing the extruded filaments to orient the molecules in the filament and to improve the tensile strength, and then dyeing and texturizing the yarn, the latter step accomplished, for example, by stuffer box or false twist crimping. The patent discloses and claims a process for continuously applying dye to "undrawn yarn" followed by drawing and texturizing the dyed yarn.
- As used in U.S. Patent 3,434,189,the term "undrawn yarn" refers to yarn produced by conventional thermoplastic filament extruders. The specification states that, in some instances, the "undrawn yarn" may in fact be slightly drawn after extrusion and before being applied.to the drawing and texturizing apparatus. However, even though "slightly" drawn to provide a small degree of orientation of yarn filament molecules, this slightly drawn yarn is generally referred to in the art as "undrawn yarn". The patent states that before such yarns can be supplied to texturizing apparatus and later made up into finished garments, it is necessary to draw the yarn and extend its length by at least two times. Thus, the meaning of the term "undrawn yarn",by implication, includes yarn with a small degree of orientation of its molecules which yarn has been drawn to a degree considerably less than two times.
- The specification and all claims of U.S. Patent 3,434,189 are limited by express language to "undrawn yarn". Nowhere in the reference is a product disclosed having substantial latent shrinkage.
- U.S. Patent 3,751,778 (Grosjean et al.) discloses a process for the simultaneous texturizing and dyeing or finishing of synthetic thermoplastic yarns. The process comprises packing and compressing the yarns into a confined space through introduction of a flow of a compressed fluid heated to a temperature sufficient to set the yarns, allowing a portion of the compressed fluid to provide movement of the yarns axially in the confined space with the remainder of the fluid escaping laterally from the confined space into a further annular space under a pressure lower than the pressure of the first confined space but higher than atmospheric pressure, and simultaneously introducing a dyeing solution or finishing agent into the confined space and over the compressed yarns. This process is characterized in that the compressed yarn is continuously passed through at least one expansion zone and then through at least one expansion zone and then through at least one zone in which an additional fluid is introduced under pressure. This process is said to provide simultaneous dyeing or finishing of thermoplastic yarns in a'high speed texturizing process.
- U.S. Patent 3,751,778 also describes in some detail the background art concerning the high speed texturizing and dyeing of synthetic, thermoplastic yarns. Specifically, it is noted therein that a high speeds the absorption of dyes by the thermoplastic yarns is often not sufficiently fast, and therefore the simultaneous texturizing and dyeing of such yarns has disadvantages. The reference further states that, until the development of patentees' process, no process for the successful simultaneous high speed texturizing and dyeing of thermoplastic yarns had been proposed. The reference discloses such simultaneous dyeing and texturizing by a process of injecting dye directly into a specially designed stuffer box crimper.
- U.S. Patent 3,602,966 discloses, like the first above- mentioned reference, a process for dyeing undrawn tow filaments, particularly polyester filaments, prior to drawing. The improvement therein is concisely set forth .in claim 1 of that reference and is said to comprise providing drawing means in front of a washing unit, thereby removing at least part of the unfixed dyestuffs and auxiliary finishing agent in the drawing unit rather than in the washing unit.
- U.S.Patent 3,919,749 discloses a method for producing space-dyed textured yarn. U.S. Patent 3,955,254 discloses methods and apparatus for treating yarn with fluid materials, including dyes and conditioning agents. U.S. Patent 3,579, 764 discloses a knit-deknit process for producing textured' yarns, and a dyeing step is included in the process disclosed. U.S.Patent 3,137,056 discloses a method for dyeing and treating synthetic yarns, and U.S. Patent 3,892,020 discloses a method of dyeing a texturized yarn package. These latter references are deemed to be not as pertinent to the process disclosed and claimed herein as are the first three references described in detail herein-above.
- According to the invention a process is provided for producing, in a continuous operation, conditioned and textured synthetic polymeric yarn. The process comprises continuously feeding at least one end of partially oriented synthetic thermoplastic feed yarn to and through a bath of a liquid conditioning agent, wiping any excess conditioning agent from the yarn, directing the yarn to and around a first heated predraw roller and thence to and around a second heated draw roller rotating at a faster peripheral speed than the first roller to impart draw to the yarn, then feeding the conditioned and drawn yarn to a texturizer and accumulating the conditioned and texturized yarn on a takeup roller, the product obtained thereby possessing latent shrinkage in the range of about 12% to about 30%. The conditioning agent may be a dye, a fire retardant, an optical brightener, a soil release agent, a bonding agent, a lubricant, an antioxidant, a delusterant, an antistatic agent, or other yarn conditioning agent.
- When the conditioning agent is a dye, a sublimatable dye pigment is preferred.
- The synthetic thermoplastic feed yarns may be polyester, polyamide, cellulose acetate, polyvinyl chloride, polypropylene or similar yarns.
- Methods for producing heather-like qualities and space dyed effects to yarn bundles produced according to the above process are also provided.
- A novel method of dyeing undrawn, partially drawn or fully drawn synthetic polymeric thermoplastic yarns using sublimatable dye pigments is also provided.
- Other aspects, concepts, objects and advantages of the invention are apparent from the following description of embodiments of the invention in connection with the drawings.
- Figs. 1 through 6 show the apparatus used in performing the process of this invention.
- In Fig.1,
feed yarn ends 3 and 4 are shown being withdrawn from feed yarn packages 1 and 2 and gathered at eyelet 5. The yarn ends then pass through trough 7 containing a conditioning agent such as a dye, the yarn ends being immersed in the dye by means ofroller 6, and then wiped byyarn wiper 8. Fromwiper 8, the yarn ends are directed to and around heated predraw roll 9, thence to and around heated draw roll 10 which is rotating at a faster peripheral speed than the predraw roll. Optional treatingroller 11 may be used to apply finishing agent or lubricant to the yarn bundle before it passes to crimp texturizer 12, and finally to product yarn takeup 14. - Fig.2 shows in detail a
wiping device 8, including rubber pads 8a, support means 8b and wing-nut clamps 8c. Fig.3 is a side view ofwiping device 8. Another preferred wiping device is shown in Fig.7. This is a standard gate tension device 18 andcountercurrent air jet 19.Yarn 3d is passed through-the annular ceramic guides 20 of gate tension device 18 and then toair jet 19 where excess dye is removed. - Fig.4 illustrates the dyeing process utilized when it is desired to produce a dyed product having a heather-like appearance. For such process, feed yarn 3a is white and is not dyed. Feed yarn 4a is fed to and through the dye bath 7., wiped, and both yarns are then processed as in Fig.1.
- Fig.5 illustrates the dyeing process utilized when it is desired to produce a dyed product having a heather-like appearance in which feed yarn end 3b is dyed one color and feed yarn end 4b is dyed a different color by passage through the two dye baths 7b and 7a respectively, following which the yarns are processed as in Fig.1.
- Fig.6 illustrates the configuration of dye bath 7 and the rollers employed when a space dyeing effect is desired. Dye roller 6a picks up dye from dye bath 7 and dye is transferred to the raised portions of gravure roll 6b, then to
yarn 3c which is passed between gravure roller 6b and press roll 6c as shown. In this manner,dye is intermittently applied to the yarn at desired, predetermined intervals along the length of the yarn. - An alternative method for achieving space dyeing is shown in Fig.8 wherein
yarn 3e is guided throughstainless steel trough 27 as shown and different color dyes are caused to drip intermittently uponyarn 3e fromdye reservoirs 25.Air jet 26 effectively removes any excess dye. - According to the process of this invention, continuous thermoplastic synthetic polymer yarn filaments which have been partially oriented are continuously dyed and textured. The synthetic yarns suitable for use in this process include the yarns obtained by spinning or extrusion of polymers, copolymers, graft copolymers and mixtures thereof, including polyesters, polyamides, cellulose acetate, polyvinyl chloride, polypropylene and similar thermoplastic polymers. Tne process is especially suited for continous dyeing and texturizing polyester yarns.
- In usual operation according to this invention, multiple ends of partially oriented feed yarns are fed from multiple feed roll packages to and through a gathering eyelet and then to and through a bath containing a liquid conditioning agent such as a dye, then to a first heated predraw roller (called a "Godet" in the art), then to a second heated draw roller ("Godet") to draw the yarn, then to a texturizer and then to a takeup roll, all in one continuous operation, to produce a conditioned and texturized product yarn possessing substantial latent shrinkage.
- The term "partially oriented" as used herein means yarn which has been drawn from its as-spun undrawn condition to an extent of at least two (2) times its undrawn length. Such yarns are commercially available and sold, for example, by E.I. duPont de Nemours and Co., Inc., under the product designation DACRON(R) polyester yarn.* This yarn is partially oriented by the manufacturer by drawing about 3X, i.e. from about 750 denier as-spun to about 250 denier as obtained commercially.
- The term "latent shrinkage" as used herein means that the product yarn obtained by the process of this invention, when placed into water at about 820C , shrinks to a length shorter than its length as produces. The amount of this shrinkage for all the products made according to the process herein ranges between about 12% and about 30%.
- The bath containing liquid finishing agents is typically a small trough containing a small roller around which the feed yarn is guided to submerse it into the conditioning or finishing agent. The conditioning or finishing * "DACRON" is a registered trademark of DuPont agent may include any of those discussed hereinabove. The process is especially suited for continuously dyeing and texturizing yarn and further discussion herein will be limited to dyes being used as the conditioning agent.
- The dyeing process described herein has been successfully demonstrated using so-called direct dyes obtained from a number of manufactureres including DuPont, Eastman Chemical Co. and Imperial Chemicals Industries. The best results, insofar as ease of preparation, evenness of application, sunlight fading resistance, and washfastness have been obtained when using printing inks containing sublimatable pigments.
- These inks are made primarily for printing applications. Insofar as is known, they consist of direct dyes ground to a very fine particle size, and suspended in a water solution with the aid of suitable dispersing agents. They are intended for use where the ink is first applied to a printing paper and then transferred to a fabric being dyed by means of sublimation of the pigment and trans- ferral to the fabric in the vapor phase. To satisfy various applications, these inks are available commercially in three general energy levels. Energy level indicates the degree of heat required to vaporize the dyestuff so that it will transfer to the medium being printed. The lower the energy level, the easier it is to transfer the ink. However, the lower energy inks may produce printings which are deficient in light and wash fastness. The high energy inks are more difficult to transfer but generally give printed fabrics having outstanding levels of light and wash fastness.
- Preferred dyes include dyes manufactured by Ault and Wiborg, Ltd., London, England, including:

- It is believed that these dye pigments are sublimatable anthroquinone, azo and methine dyestuffs.
- Upon leaving the dye bath according to the process of this invention, the yarn ends are sent to and through a wiping device to remove excess dye and carrier liquid. A suitable wiping device is shown in Figs. 2 and 3, and comprises two rubber wiping members held by brackets and adjusted for pressure by wing-nuts as shown.
- From the wiping device, the yarn ends are guided to the first heated Godet. Heat to this first roll is supplied by conventional means such as by internal resistance heaters. The yarn ends are wrapped around this first roller a multiplicity of times to provide the required time at temperature to heat the yarn. For 250 denier polyester yarn, this first roll typically may be 139,7 mm in diameter, heated to a temperature of about 93°C , rotating at 375-750 rpm, and has seven wraps of yarn.
- From the first Godet, the yarn is sent to the second Godet which is also heated by conventional means. The yarn ends are wrapped around this roller a multiplicity of times also to fully heat the yarn, and this roll revolves faster than the first roller in order to draw the yarn. For 250 denier polyester yarn, this second roller typically may be 139,7 mm in diameter, heated to a temperature of about 218°C, rotating at 600-1200 rpm, and has fourteen wraps of yarn. Such conditions would result in a draw ratio of 1.6, i.e. 250 denier yarn would be * "Aultran" is a trademark of Ault and Wiborg drawn down to 150 denier yarn.
- From the second draw roll, the yarn may optionally be treated with lubricant or other finishing agent as shown in Fig.1, following which it is directed to the texturizer, and finally to a takeup roll. Preferably the texturizer is of the stuffer box type, although any texturization process involving yarn deformation (crimping) under application of heat could be utilized. False twist texturizing for example, is also contemplated.
- By the process of this invention, the yarn produced possesses substantial latent shrinkage, being generally in the range of about 12% to about 30%.
- In additon to once-through dyeing using a single dye bath, it will be clear to one skilled in the art that multiple color effects may be obtained using multiple dye baths containing different color dyes as shown in Figs.4 and 5. Also, space dyeing is possible using conventional methods as shown in Fig.6.
- The above discussion has been confined to the continuous process of dyeing and texturizing partially drawn yarn. Also contemplated and deemed to fall within the scope of this invention is the new dyeing process for dyeing undrawn, partially drawn and fully dranw filaments of synthetic yarn using the above-described sublimatable dye pigments. In addition, these dyestuffs may be used to dye, in addition to continuous filaments, synthetic staple and tow, for example, falling within the above-described class of synthetic polymers.
- While the invention has been described above and in the examples which follow in connection with certain specific details and embodiments, it will be clear to one skilled in the art that changes of modifications deviating from these specific embodiments may be made without deviating from the gist of this invention, and such changes and modifications are deemed to fall within the scope of the claims below.
- The examples which follow are intended to be illustrative of the process of this invention, but not to limit the scope of the invention in any way. The best mode presently contemplated for carrying out the process of this invention is illustrated below in Example 7.
- Three ends of partially oriented polyester yarn (DuPont 235/34, "DACRON" polyester, type T56T) were fed at 342,5 m/min. from separate packages and gathered by an eyelet and fed through a dye bath comprising 30% Resolin Red dye (Sandoz Co.) and 70% Lurol 75 solvent (G.A. Goulston Co.) by passing the yarn bundle under a guide immersed in the dye liquor, and then the yarn was passed over a sponge to remove excess dye. From the sponge, the yarn passed over and around a first predraw roller (76,2 mm in diameter, rotating at 1430 rpm, 4 wraps, and heated to177°C ) and then to a second draw roller (88,9 mm in diameter, rotating at 1965 rpm, 3 wraps, and heated to177°C , draw ratio 1.57X) and then to an FCJ crimper (manufactured by Techniservice Corp.) and thence to a takeup. Temperature in the crimper was maintained atl490C.
- By this process, the yarn was continuously dyed and crimped. Some spattering of the dye occured requiring improved wiping means. Approximately one pound of yarn was processed continuously with no breaks. No variation in depth of shade of the dye from inside to outside of the takeup package was observed.
- The dyed yarn was knitted into fabric which was uniform in shade with no defects noted other than those due to poor texturing of the base yarn.
- When scoured in 71°C water for 30 minutes, however, the knitted fabric lost approximately one-third of its color strength indicating relatively ppor penetration of dye into the yarn bundle.
- In this example and those which follow, an M-600 stuffer box crimper (manufactured by Techniservice Corp.) was employed. This apparatus was equipped with internally heated predraw and draw rolls having variable speed drives.
- Three ends of partially oriented polyester feed yarn (duPont "DACRON" polyester, 255/34, Type 242) were drawn from three sparate feed packages and directed through an eyelet to the first predraw Godet roll (139,7 mm in diameter, rotating at 120-240 rpm, 7 wraps) and then to a dye bath located between first and second Godet rolls. The yarns passed over a sponge upon exit from the dye to remove excess dye.
- Various runs were made using different dye baths. Dyes used included Aultran DP Red, Aultran DP Blue and Aultran DP Yellow (supplied by Ault and Wiborg, Ltd., London, England).
- From the dye bath, the yarn passed to the secon3heated Godet roller (139,7 mm in diameter, rotating at 220-440 rpm, 14 wraps, draw ratio 1.83), then to the stuffer box crimper and finally to the takeup.
- The various experimental conditions are listed in Table 1.

- The latent shrinkages shown represent the percent shrinkage of a skein of yarn when loaded with a weight of 0.005 grams per denier and immersed in a water bath maintained at 82- 88°C.
- Following these trials, fabric tubes were knitted using each of the yarns produced. One-half of each tube was scoured in water at 710C with detergent for 30 minutes and then tumble dried. The dried tube sections were visually compared with the unscoured sections, and estimates of color loss are shwon in Table 2.
- * Total dyestuff concentration was 5% in water

- From these trials, it was evident that the dye solution was not being evenly applied and that the slower yarn speeds improved dye penetration and color fastness. Higher temperatures also appeared to improve dye fixation.
- Unless otherwise indicated, this example and those that follow were performed as in Example 2 except that the dye bath was located prior to the first Godet, i.e. between gathering eyelet and predraw Godet.
- Three ends of partially oriented polyester yarn (DuPont "DACRON" polyester 235/34, Type 242) were fed to the appa- raturs as described above. The experimental conditions are shown in Table 3. The draw ratio in all trials was 1.83.

- Tubes were knitted using each of the yarns so produced and scoured as in Example 2. Results of these tests are shown in Table 4.

- Unless otherwise indicated, this example and those that follow were performed as in Example 3 except that the dye wiper shown in Figs. 2 and 3 was located between the dye bath and the predraw Godet in order to wipe excess dy from the yarn bundle.
- The conditions under which these trials were run are shown in Table 5.

- Tubes were knitted using these yarns as before and scoured. Results are shown in Table 6.

- It was apparent from these trials that the use of Lurol 75 mineral oil inhibited the pickup of dye by the yarn.
- It was concluded that a major portion of the color loss upon scouring was due simply to excessive dye pickup. For the remaining trials, additional wiping of the yarn prior to reaching the predraw Godet was employed.
- These trials were conducted under the experimental conditions of Example 4. Results after scouring the knitted tubes made from the yarns produced are shown in Table 7. The feed yarn used in these trials was partially oriented DuPont "DACRON" polyester, 255/34, Type 242.

- These knitted sample cloths were of commercial quality insofar as color penetration, evenness and wetfastness properties are concerned.
- Two different types of partially oriented polyester yarns were compared in these trials. In both trials, the dye bath composition was 2.5% Aultran Black in 97.5% Water.
- In each trial, three ends of feed yarn were processed as in the preceding examples. Experimental conditions are shown in Table 8. In all cases, a draw ratio of 1.83 was employed.
-

- Tubes knit from these product yarns were scoured as before and the results of these tests are shown in Table 9.

- The Type 56 yarn dyed perceptibly lighter than the Type 242. The Type 56 yarn was stronger than the Type 242.
- These trials were conducted under the experimental conditions of Example 4 except that feed yarn speed was increased to '366 m /min, and six (6) ends of DuPont "DACRON" polyester yarn, 255/34, Type 242T were fed to the apparatus. The dyes used were all sublimatable pigment inks obtained from Ault and Wiborg. Dye bath compositions, resultant color of finished yarn and latent shrinkage of finished yarn are shown in Table 10. The dye bath compositions shown in the table indicate percentages by weight of dyes only. For each trial, the dyes were diluted to three separate baths containing 2, 4 and 8% dye in 98, 94 and 92% water respectively.




Claims (10)
1. The process of dyeing of synthetic polymeric thermoplastic yarns characterized in that the dye used in said process is a sublimatable ink.
2. The process of claim 1 for producing, in a continuous operation, conditioned and textured synthetic polymeric yarn, comprising:
a) continuously feeding at least one end of synthetic thermoplastic feed yarn to and through a bath of a liquid conditioning agent,
b) wiping excess conditioning agent from said yarn,
c) drawing said yarn,
d) feeding said conditioned and drawn yarn to a texturizer, and
e) accumulating said conditioned and texturized yarn on a take-up device, characterized in that said synthetic thermoplastic feed yarn is partially oriented yarn, said liquid conditioning agent is a sublimatable ink, and, after the wiping step, said yarn is directed to and around a first rotating, heated predraw roller (9) and thence to and around a second rotating, heated draw roller (10) rotating at a faster peripheral speed than said first roller to impart draw to said yarn, the product obtained thereby possessing latent shrinkage in the range of about 12% to about 30%.
3. The process of claim 2 in which a multiplicity of feed yarn ends (3, 4) are processed.
4. The process of claim 2 in which the said partially oriented synthetic thermoplastic feed yarn is selected from the class consisting of polyesters, polyamides, cellulose acetates, polyvinyl chlorides and polypropylenes.
5. The process of claim 4 in which said partially oriented synthetic thermoplastic feed yarn is a polyester yarn and said conditioning agent is a sublimatable dye.
6. The process of claim 2 wherein at least one feed yarn end (3a) is white and is not dyed during passage through said process and wherein at least one other yarn end (4a) is dyed to a desired color, to produce a product yarn bundle having a white/color heather effect.
7. The process of claim 2 wherein at least one feed yarn end (3b) is dyed one color during passage through said process and at least one other yarn end (4b) is dyed another color during passage through said process to produce a product yarn bundle having a color/color heather effect.
8. The process of claim 2 in which said conditioning agent is a dye and is applied intermittently along the length of said yarn to produce a space dyed effect.
9. The product produced by the process of claim 1.
10. The product produced by the process of claim 2.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US94660778A | 1978-09-28 | 1978-09-28 | |
| US946607 | 1978-09-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0009765A1 true EP0009765A1 (en) | 1980-04-16 |
Family
ID=25484723
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP79103656A Withdrawn EP0009765A1 (en) | 1978-09-28 | 1979-09-26 | Process of dyeing of synthetic polymeric thermoplastic yarns and product produced by the process |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP0009765A1 (en) |
| JP (1) | JPS5562262A (en) |
| AU (1) | AU5099779A (en) |
| CA (1) | CA1142712A (en) |
| DK (1) | DK407179A (en) |
| NZ (1) | NZ191582A (en) |
| ZA (1) | ZA795091B (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2429288A1 (en) * | 1978-06-19 | 1980-01-18 | Chevron Res | POLYAMIDE YARN DYEING PROCESS AND DYEING, DRAWING AND TEXTURIZING APPARATUS THEREOF |
| NL1000581C2 (en) * | 1995-06-16 | 1996-12-17 | Dsm Nv | Method for dyeing a highly oriented high molecular weight polyethylene molded parts and articles. |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6065169A (en) * | 1983-09-19 | 1985-04-13 | ユニチカ株式会社 | Resin apply method to yarn |
| CN111648005B (en) * | 2020-05-19 | 2021-09-24 | 温州佳远生物科技有限公司 | Multi-component fiber blended fabric and preparation method thereof |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB937798A (en) * | 1961-03-21 | 1963-09-25 | Monsanto Chemicals | Method for introducing colorants into polyamide fibers |
| FR1425965A (en) * | 1964-03-05 | 1966-01-24 | Hoechst Ag | Continuous dyeing process for yarns and cords of fibers based on high molecular weight linear polyesters |
| FR1532903A (en) * | 1966-08-02 | 1968-07-12 | Klinger Mfg Co Ltd | Method and apparatus for treating yarns |
| US3434189A (en) * | 1966-08-02 | 1969-03-25 | Klinger Mfg Co Ltd | Method of continuously dyeing and stretching undrawn yarn |
| DE2026646A1 (en) * | 1969-06-03 | 1970-12-10 | Elitex Zavody textilnlho strojirenstvt generalni reditelstvi, Reichenberg (Tschechoslowakei) | Texturizing and dyeing yarn |
| FR2076149A1 (en) * | 1970-01-16 | 1971-10-15 | Sublistatic Holding Sa | |
| NL7212497A (en) * | 1972-07-21 | 1974-01-23 |
-
1979
- 1979-09-14 NZ NZ191582A patent/NZ191582A/en unknown
- 1979-09-18 CA CA000335820A patent/CA1142712A/en not_active Expired
- 1979-09-20 AU AU50997/79A patent/AU5099779A/en not_active Abandoned
- 1979-09-25 ZA ZA00795091A patent/ZA795091B/en unknown
- 1979-09-26 EP EP79103656A patent/EP0009765A1/en not_active Withdrawn
- 1979-09-28 JP JP12424479A patent/JPS5562262A/en active Pending
- 1979-09-28 DK DK407179A patent/DK407179A/en not_active Application Discontinuation
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB937798A (en) * | 1961-03-21 | 1963-09-25 | Monsanto Chemicals | Method for introducing colorants into polyamide fibers |
| FR1425965A (en) * | 1964-03-05 | 1966-01-24 | Hoechst Ag | Continuous dyeing process for yarns and cords of fibers based on high molecular weight linear polyesters |
| FR1532903A (en) * | 1966-08-02 | 1968-07-12 | Klinger Mfg Co Ltd | Method and apparatus for treating yarns |
| US3434189A (en) * | 1966-08-02 | 1969-03-25 | Klinger Mfg Co Ltd | Method of continuously dyeing and stretching undrawn yarn |
| DE2026646A1 (en) * | 1969-06-03 | 1970-12-10 | Elitex Zavody textilnlho strojirenstvt generalni reditelstvi, Reichenberg (Tschechoslowakei) | Texturizing and dyeing yarn |
| FR2076149A1 (en) * | 1970-01-16 | 1971-10-15 | Sublistatic Holding Sa | |
| NL7212497A (en) * | 1972-07-21 | 1974-01-23 | ||
| DE2247671A1 (en) * | 1972-07-21 | 1974-02-07 | Manufactura Forti S A C I A F | Dyeing amorphous or semi-orientated filaments - by extrusion into dyebath |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2429288A1 (en) * | 1978-06-19 | 1980-01-18 | Chevron Res | POLYAMIDE YARN DYEING PROCESS AND DYEING, DRAWING AND TEXTURIZING APPARATUS THEREOF |
| NL1000581C2 (en) * | 1995-06-16 | 1996-12-17 | Dsm Nv | Method for dyeing a highly oriented high molecular weight polyethylene molded parts and articles. |
| WO1997000353A1 (en) * | 1995-06-16 | 1997-01-03 | Dsm N.V. | Process for dyeing of highly oriented highmolecular-weight polyethylene moulded articles and articles |
Also Published As
| Publication number | Publication date |
|---|---|
| DK407179A (en) | 1980-03-29 |
| CA1142712A (en) | 1983-03-15 |
| JPS5562262A (en) | 1980-05-10 |
| AU5099779A (en) | 1980-04-03 |
| ZA795091B (en) | 1980-11-26 |
| NZ191582A (en) | 1982-03-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4299015A (en) | Process for space dyeing and texturing synthetic yarns | |
| CN101365834B (en) | Dyed polyolefin yarn and textile fabrics using such yarns | |
| EP0600331B1 (en) | Moisture transport fiber | |
| CA1159241A (en) | Cobulked continuous filament heather yarn method and product | |
| CA1234519A (en) | Chenille woven or knitted fabric and process for producing the same | |
| EP0095712A2 (en) | Easily dyeable polyethylene terephtalate fibre and process for preparing the same | |
| US4586934A (en) | Process and apparatus for coloring textile yarns | |
| US3534540A (en) | Composite multi-color or colorable yarn structures | |
| US5445653A (en) | Method of dyeing nylon to produce colorfast fiber which resists further dyeing | |
| US4791026A (en) | Synthetic polymer multifilament yarn useful for bulky yarn and process for producing the same | |
| EP0009765A1 (en) | Process of dyeing of synthetic polymeric thermoplastic yarns and product produced by the process | |
| CA1244635A (en) | Method for the simultaneous sizing and drafting of a series of continuous thermoplastic yarns with substantially parallel filaments, for use in fabric production | |
| US5344708A (en) | Bulked random copolyamide yarns of nylon 6 and nylon 6,6 having enhanced dyeability | |
| WO2004072358A1 (en) | An effectively printable polyamide yarn, process for making the same, and fabric produced therefrom | |
| US5028369A (en) | Process for the production of hydrophilic acrylic fibers | |
| JPS6115168B2 (en) | ||
| CA2270263A1 (en) | Wool-like rugs and processes for making the same | |
| DE1660363A1 (en) | Method for drawing threads and yarns | |
| JP4073578B2 (en) | Method for producing polyester composite false twisted yarn | |
| KR880000293B1 (en) | Textured nylon-6 filament | |
| JP4461592B2 (en) | Crimp yarns and carpets for carpets | |
| Chowdhury | Effluent-Free Yarn Dyeing | |
| GB2051163A (en) | Opacified Polyester Textile Material | |
| JPS6088130A (en) | Production of colored fiber | |
| EP0157558A1 (en) | Process and apparatus for coloring textile yarns |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LU NL SE |
|
| 17P | Request for examination filed | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19820915 |