CN216330338U - 一种新型纸盒成型生产线 - Google Patents
一种新型纸盒成型生产线 Download PDFInfo
- Publication number
- CN216330338U CN216330338U CN202122862660.9U CN202122862660U CN216330338U CN 216330338 U CN216330338 U CN 216330338U CN 202122862660 U CN202122862660 U CN 202122862660U CN 216330338 U CN216330338 U CN 216330338U
- Authority
- CN
- China
- Prior art keywords
- transmission
- station
- swing arm
- paper
- cam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Abstract
本实用新型涉及一种新型纸盒成型生产线,包括纸张供纸装置、纸张上胶装置、主输送带装置、纸板与面纸贴合的定位机构和纸盒成型机,纸盒成型机包括模具、供料台、输送机械手以及抱合机构,模具连接在中心回转轴上,模具呈卧式设置,模具配置在抱合机构的上方,抱合机构包括顶板和侧折面翻板,供料台位于抱合机构的前侧,输送机械手衔接在抱合机构与供料台之间,输送机械手包括升降架和气动吸嘴,气动吸嘴安装在升降架上,升降架与前后移动传动装置连接。其结构布局合理,既满足常规尺寸纸盒成型,也能适用小尺寸纸盒成型需求。小尺寸时物料较窄,可制作纸盒的深度较浅。
Description
技术领域
本实用新型涉及一种新型纸盒成型生产线。
背景技术
如抽屉式纸盒、天地盖纸盒、酒盒等这些纸盒具有四方(长方或正方)筒身并配有盒底(对应底板)的盒身。酒盒纸盒则后续盒身还可进一步装配内托和连接盒盖(翻盖)等。其中,目前这些纸盒在制作成型时,受制于工位和结构布局,对一些小尺寸纸盒无法机械化制作成型。在纸盒成型中,将纸板制作成纸盒,纸盒具有底板和四侧板,放置在卧式模具上进行成型,比如CN204640902U纸盒成型机,其三口包边机构含将送进来的纸板对应纸盒三个开口的位置的面纸进行向内包边的三口包边装置,其转盘模具机构含模具,模具由动力源传动间歇转动并且通过转动使模具依次通过上底板机构、成型机构和出盒机构,模具外侧面具有气孔,模具内具有气道,气孔与气道连通,气道与气源控制装置连通,其上底板机构含将底板送至模具外侧面上的上底板装置,其纸板移送机构含将完成三口包边的纸板移送至纸盒成型机构中的纸板移送装置,其纸盒成型机构含将纸板在模具上进行纸盒成型的成型装置,其出盒机构含将成型后的纸盒从模具上取出的出盒装置;使纸盒成型机械化,提高生产效率和合格率,配合光电眼及控制器控制能实现自动化生产;其中,纸盒成型机构含将纸板在模具上进行纸盒成型的成型装置,所述成型装置含将纸板向上顶在模具下侧面上的顶纸定位装置,将纸板向模具左右两侧面翻折的侧折面装置,即抱合机构;顶纸定位装置含用于向上顶纸板的顶板,顶板可上下升降动作;侧折面装置含用于翻折纸板的侧折面板(即侧折面翻板),侧折面板可来回转动。纸盒成型机还具有底板面纸包边装置对底板的四周面纸进行包边成型,一般先左右侧或左右的一侧与下侧。
在纸盒成型中,纸板经过开槽分为四部分的侧板,纸板再与面纸错位贴合,再在成型过程中将带面纸的纸板上到模具上进行一系列成型。比如CN204640926U,纸盒成型机的侧面成型机构,其顶纸定位装置含设在工作台上的顶板,顶板由动力源传动上下升降,顶板位于成型工位处模具的正下方,其侧折面装置含设在工作台上的侧折面板,侧折面板位于顶板的两侧,侧折面翻板由动力源传动来回转动,工作时侧折面板将纸板分别翻折到模具左右两侧面上,顶板和侧折面板低于工作台的工作平面或顶板和侧折面板与工作台的工作平面处于同一平面内;通过纸盒成型机的侧面成型机构先将纸板的一个侧面顶在模具下侧面,然后再通过侧折面装置将侧面左右两侧的纸板翻折到模具的左右侧面上,然后将纸板的最有一个侧面翻折到模具顶面上并贴上面纸,是纸盒成型机整机全机械化、全自动化的前提。
对于制作深度较浅的纸盒,相应的纸板较窄,其在模具底下时,由顶板向上顶送以及由侧折面板翻转的抱合结构(即抱合机构)配合输送至模具,配合进行抱合,成型过程中还需对底板(在卧式模具上朝前)进行面纸包边;由于纸板较窄,又需要输送装置配合输送至模具的下方,还需要安装顶板和侧折面板配合进行抱合,其空间难以布局,无法确保较窄纸板的输送结构与抱合结构的布局,无法确保较窄纸板的输送和抱合在模具上。
实用新型内容
鉴于背景技术中存在的技术问题,本实用新型所解决的技术问题旨在提供一种新型纸盒成型生产线。为解决上述技术问题,本实用新型采用如下的技术方案:一种新型纸盒成型生产线,含纸张供纸装置、纸张上胶装置、主输送带装置、纸板与面纸贴合的定位机构和纸盒成型机,其特征在于:纸张供纸装置与纸张上胶装置衔接,纸张供纸装置含升降供纸平台,纸张上胶装置含上胶辊,主输送带装置含主输送带,主输送带横向设置,纸张上胶装置与主输送带衔接,定位机构含转运机械手,转运机械手与主输送带衔接,纸盒成型机含模具、供料台、输送机械手以及抱合机构,模具连在中心回转轴上,模具在中心回转轴上等分设置四个,模具呈卧式设置,模具配在抱合机构的上方,抱合机构含顶板和侧折面翻板,供料台位于抱合机构的前侧,输送机械手衔接在抱合机构与供料台之间,输送机械手含升降架和气动吸嘴,气动吸嘴安装在升降架上,升降架与前后移动传动装置连接;供料台与主输送带衔接或供料台为主输送带的一部分。在上述技术方案上还可进行以下优化或补充说明。
供料台配有输送装置;输送装置含输送带或输送夹具或输送吸嘴;供料台上设后推板,后推板配有推料传动装置;纸盒成型机还含底板侧边包边机构,底板侧边包边机构含右侧边包边装置,右侧边包边装置配置抱合工位处模具的前侧,右侧边包边装置含第一包边组件,第一包边组件含第一包边部件和第一包边传动装置,第一包边部件与第一包边传动装置传动连接,右侧边包边装置的下方留有输送机械手配合空间;第一包边部件配在斜向轨道上;底板侧边包边机构还含下侧边包边装置,下侧边包边装置配置抱合工位处模具的前侧,下侧边包边装置含第二包边组件,第二包边组件含第二包边部件和第二包边传动装置,第二包边部件与第二包边传动装置传动连接,下侧边包边装置的上方留有输送机械手配合空间;中心回转轴竖直设置,模具的轴线水平横向设置,模具随中心回转轴回转设置,模具回转至抱合机构正上方时模具对应纸盒底板的外侧面朝向前侧;升降架与升降气缸传动连接,升降气缸安装在前后移动传动装置的活动座上;活动座配在前后走向的纵向轨道上,活动座与前后移动传动装置的驱动动力源传动连接,前后移动传动装置和输送机械手配在供料台的上方;升降架含主梁,主梁上设朝后侧悬出的悬臂,气动吸嘴安装在悬臂上。
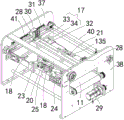
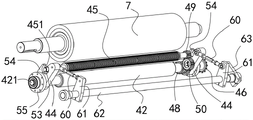
纸张上胶装置还含送料辊、送料托板和第一摆臂,送料辊位于上胶辊的后侧,送料托板位于送料辊与上胶辊之间;第一摆臂的摆动支撑轴线与送料辊同轴设置,第一摆臂上设喂料辊,喂料辊与送料辊传动连接,送料辊上传动连有动力输入装置,送料托板设在第一摆臂上,喂料辊衔接在送料托板的前端,喂料辊配在上胶辊的下侧,送料托板的后端与送料辊衔接,送料辊、喂料辊以及上胶辊相互平行设置设置。
送料辊上设第一传动轮,喂料辊上设第二传动轮,第一传动轮与第二传动轮传动连接,动力输入装置含动力输入轮,动力输入轮设在送料辊的轴端部分上;第一摆臂上设传动介轮,第一传动轮与第二传动轮通过传动介轮传动连接,第一传动轮、第二传动轮以及传动介轮均采用齿轮;送料辊、送料托板拆装式安装在两侧的第一摆臂上,第一摆臂上设第一连接孔,送料托板上设第二连接孔,第一连接孔与第二连接孔通过连接件相连接,第一摆臂上设凹口,凹口的入口朝上,凹口配有盖板,盖板连在第一摆臂上,喂料辊的端部上配有第一轴承,喂料辊的端部配在凹口内;第一摆臂分设在送料辊的两端处,第一摆臂具有套圈,套圈套设在支承套上,支承套具有安装孔,送料辊的轴端部分穿过安装孔,送料辊的轴端部分设第二轴承,第二轴承设在支承套和/或机架上,支承套安装在机架上;
第一摆臂传动连有摆臂驱动装置,摆臂驱动装置含驱动气缸,驱动气缸的缸体铰接在安装座上;安装座在机架上位置调节设置;安装座位于机架的外侧,第一摆臂位于机架的内侧,第一摆臂铰接有连接杆,连接杆铰接在第二摆臂上,第二摆臂设在同步转轴上,同步转轴与上胶辊平行设在机架上,第二摆臂位于机架的内侧,同步转轴上还设第三摆臂,第三摆臂位于机架的外侧,第三摆臂与驱动气缸传动连接。
纸板与面纸贴合的定位机构含纸板库工位、等待取走工位以及上胶工位,纸板库工位设为第一工位,上胶工位设为第二工位,等待被取工位设为第三工位,第一工位衔接第二工位,第二工位衔接第三工位,第一工位、第二工位、第三工位沿纵向方向排列设置。
机架上设托料部件,托料部件从第一工位至第二工位至第三工位布置;上胶工位处配有喷胶枪,喷胶枪位于托料部件的上方,喷胶枪设在横向移动架上,且横向移动架与横向移动驱动装置传动连接;或,喷胶枪在机架上横向位置调节设置;或,喷胶枪在机架上横向移动设置和/或纵向移动设置;或,喷胶枪至少设两组,其中一组喷胶枪在机架上横向移动设置,另一组喷胶枪在机架上纵向移动设置;托料部件采用托料纵轨,托料纵轨纵向设置,机架上还设置有纸板库,纸板库含侧挡板和前挡板,侧挡板配在前挡板的左右两侧,纸板库配在第一工位处,侧挡板连在托料纵轨上,前挡板与下方的托料纵轨之间留有过料间隙;前挡板升降调节设在支撑架上,托料纵轨的前后两端分别配置相应的横向轨道上,托料纵轨还配有位置锁紧装置;等待被取工位的两侧还配有侧挡规,等待被取工位的前侧还配有前挡规;上胶工位处配有物料阻挡定位装置或配有物料阻尼部件;物料阻挡定位装置含阻挡定位部件,阻挡定位部件配在上胶工位处的物料前侧进行阻挡和避让移动设置;物料阻尼部件配在上胶工位处的托料部件的上方,物料阻尼部件含压轮或压辊或毛刷;机架上还设将物料从第一工位经第二工位输送至第三工位的送料装置;送料装置含推头,推头与纵向移动驱动装置传动连接;送料装置还含升降座和纵向移动架,升降座设在纵向移动架上,升降座与纵向移动架之间连有升降驱动装置,推头连在升降座上,纵向移动驱动装置含纵向移动驱动电机,该纵向移动驱动电机与纵向移动架传动连接;推头设置前后两组;两组推头设在升降座上;推头横向位置和/或纵向位置调节设置;第三工位的前侧为横向设置的主输送带,第三工位与主输送带之间通过转运机械手衔接。
顶板连在升降导杆上,升降导杆配在支架上,侧折面翻板通过翻转轴配在支架上,侧折面翻板配在顶板的外侧,侧折面翻板传动连有第一连杆,升降导杆及第一连杆均与凸轮装置传动连接,凸轮装置配有凸轮驱动电机,凸轮驱动电机与凸轮装置传动连接。
凸轮装置含凸轮,该凸轮上具有第一工作部和第二工作部,第一工作部与第一连杆传动连接,第二工作部与升降导杆传动连接;第一工作部采用偏心销或凸轮曲面或沟槽,第二工作部采用偏心销或凸轮曲面或沟槽;如第一工作部选偏心销,第二工作部选凸轮曲面;
第一连杆与凸轮装置之间还通过第一摆动臂、第二连杆传动连接,第一摆动臂设在支架上,第一连杆的一端与侧折面翻板传动连接,第一连杆的另一端与第一摆动臂传动连接,第二连杆传动连在第一摆动臂与作为第一工作部的偏心销之间;第一摆动臂设在支架的第一摆动支撑轴上,第二连杆与第一摆动臂的铰接点靠内,第一连杆与第一摆动臂的铰接点靠外;第一摆动臂位于侧折面翻板的下方,凸轮装置位于第一摆动臂的下方;第一连杆的一端与侧折面翻板传动连接,第一连杆的另一端与作为第一工作部的偏心销传动连接;支架上还设第二摆动臂,支架上设第二摆动支撑轴,第二摆动臂配在第二摆动支撑轴上,第二摆动臂上设传动部件,传动部件与作为第二工作部的凸轮曲面靠设配合,第二摆动臂与升降导杆之间传动连有第三连杆,第三连杆分别与第二摆动臂、升降导杆传动连接,第二摆动臂和/或升降导杆配有复位部件,支架配在机架的左右走向的横轨上,支架在横轨上设置左右两组,左侧的那组支架上设置相应的顶板、侧折面翻板、升降导杆、第一连杆以及凸轮装置,左侧的那组支架上的侧折面翻板配在对应的顶板的左外侧,右侧的那组支架上设置相应的顶板、侧折面翻板、升降导杆、第一连杆以及凸轮装置,右侧的那组支架上的侧折面翻板配在对应的顶板的右外侧;凸轮装置位于侧折面翻板的下方;凸轮装置与凸轮驱动电机一一对应传动连接,各组支架上设置凸轮驱动电机;凸轮驱动电机设置机架上,凸轮驱动电机传动连有动力转轴,动力转轴设在机架上,动力转轴与横轨平行设置;左侧的那组支架上的凸轮装置的凸轮设在左传动轴上,左传动轴纵向设在左侧的那组支架上,左传动轴上设置有第一左传动轮,第一左传动轮传动连有第二左传动轮,第二左传动轮设在左支撑座上,左支撑座设在左侧的那组支架上,第二左传动轮将传动套设在动力转轴上,第二左传动轮相对动力转轴可轴向移动设置;右侧的那组支架上的凸轮装置的凸轮设在右传动轴上,右传动轴纵向设在右侧的那组支架上,右传动轴上设第一右传动轮,第一右传动轮传动连有第二右传动轮,第二右传动轮设在右支撑座上,右支撑座设在右侧的那组支架上,第二右传动轮将传动套设在动力转轴上,第二右传动轮相对动力转轴可轴向移动设置。
纸盒成型机含盒底裱糊机构,盒底裱糊机构含盒底裱糊的模具工位,模具工位的前侧配有盒底侧裱糊装置,盒底侧裱糊装置含左右移动设置的右侧裱糊部件,右侧裱糊部件与动力源传动连接,其特征在于:模具工位处还配有侧压装置,侧压装置含用于侧压模具右侧壁的侧压板,侧压板来回移动设置,侧压板与动力源传动连接。
模具工位的上方还配有上压装置,上压装置含上压板,上压板升降设置;模具工位的下方还配有下压装置,下压装置含下压板,下压板升降设置;侧压板采用侧压板条,侧压板条对应模具右侧壁的前沿部分;上压板和/或下压板的前沿设供侧压板活动的凹进缺口;侧压板设在旋转轴上,与侧压板传动连接的动力源采用第一气缸或第一电机;侧压板以及与侧压板传动连接的动力源设在支承架上,旋转轴设置支承架上,支承架在机架上位置调节设置;支承架位于模具工位的上方或下方,支承架在机架上位置调节设置含上下位置调节设置和/或左右位置调节设置;盒底侧裱糊装置还含上下移动设置的上侧裱糊部件,上侧裱糊部件与动力源传动连接;与右侧裱糊部件传动连接的动力源采用第二气缸或第二电机,与上侧裱糊部件传动连接的动力源采用第三气缸或第三电机;上侧裱糊部件以及右侧裱糊部件采用转辊或压条或刷条;侧压板设在左右移动架上。
有益效果为,新型纸盒成型生产线中纸盒成型机其结构布局合理优化,既能满足常规尺寸纸盒成型,也能适用小尺寸纸盒成型需求。小尺寸时物料较窄,可制作纸盒的深度较浅。可用于制作天地盖纸盒、酒盒、抽屉盒等类型纸盒,纸盒具有底板和四侧板,纸盒呈方形筒状。该新型纸盒成型机物料输送稳定较高,并且能避免小尺寸物料输送与抱合机构干涉的问题。特别是后续供料台配置输送装置配合时,在小尺寸物料情况下也能顺利输送到位供输送机械手取走,再由输送机械手将供料台的物料转送至后侧的抱合机构处。
另外,纸张上胶设备能在纸张供应过来后,通过送料辊、喂料辊的主动转动配合输送纸张,纸张将由送料辊承接向后(上胶辊方向)输送,接着纸张由送料托板配合承接托住并向后引导,之后纸张再由喂料辊向上胶辊主动喂送,配合完成上胶,确保纸张稳定、顺利通过,避免纸张出现卡纸的情况,纸张前进过程中被送料辊、喂料辊主动转动输送不易刮伤、划伤,特别适用经过印刷或压痕后的纸张(其表面凹凸不平)。
其中,纸张上胶装置(即上胶机)能在纸张供应过来后,通过送料辊、喂料辊的主动转动配合输送纸张,纸张将由送料辊承接向后(上胶辊方向)输送,接着纸张由送料托板配合承接托住并向后引导,之后纸张再由喂料辊向上胶辊主动喂送,配合完成上胶,确保纸张稳定、顺利通过,避免纸张出现卡纸的情况,纸张前进过程中被送料辊、喂料辊主动转动输送不易刮伤、划伤,特别适用经过印刷或压痕后的纸张(其表面凹凸不平)。
其中,纸板与面纸贴合的定位机构(即定位机)通过优化工位布局,在纸板库工位与等待被取工位之间增设上胶工位,以便在上胶工位安排对纸板进行上胶,且三个工位排列在一直线上,以便纸板从纸板库工位被输送至等待被取工位的过程中进行上胶,其效率更高,结构合理,效率更高,速度更块,不仅仅完成纸板输送(为与上胶的面纸贴合定位作准备),还能完成纸板上胶,功能更丰富,让后续纸盒成型更顺利,纸盒成型后更牢固。而且根据需求,能在纸板纵向边缘和/或横向边缘位置上胶,让纸板后续成型中围成四方筒身和/或四方筒身与底板之间连接更牢固。
其中,纸盒成型的抱合机构能将放置在上方的纸板向上顶送并抱合在模具的两侧,其结构更优化,稳定性增强,并且运行速度可更快,可使纸盒成型进一步提速,结构紧凑能更适用于小尺寸物料,以及在抱合工位从模具的前侧将物料送入。
其中,该纸盒成型机中的盒底裱糊机构其侧压板能配合压住模具上的半成品纸盒的右侧壁,以便右侧裱糊部件从右往左进行右侧裱糊时避免产生瑕疵,避免纸盒右侧壁前沿部分产生空隙或鼓包的情况,让纸盒成型质量、效果更好,更实用。
附图说明
下面结合附图描述本实用新型的实施方式及实施例的有关细节及工作原理。
图1为本实用新型生产线的结构示意图。
图2为图1另一角度的结构示意图。
图3为图1中纸盒成型机的结构示意图。
图4为图3另一角度的结构示意图。
图5为图3另一角度的立体结构示意图。
图6为图3中一实施例的输送机械手的结构示意图。
图7为图6另一角度的结构示意图。
图8为另一实施例的输送机械手的结构示意图。
图9为图8另一角度的结构示意图。
图10为图3中三口包边机构另一角度的结构示意图。
图11为图1中纸张上胶装置省略部分结构的示意图。
图12为图11中省略部分结构的示意图。
图13为图12另一角度的结构示意图。
图14为图2中定位机构省略部分结构的示意图。
图15为图14中省略部分结构并另一角度的结构示意图。
图16为图15另一角度的结构示意图。
图17为本实用新型一实施例的结构示意图。
图18为图17中另一角度的结构示意图。
图19为另一实施例的结构示意图。
图20为图19中省略部分结构的示意图。
图21为图19另一角度结构示意图。
图22为图3中盒底裱糊的模具工位处部分结构示意图。
图23为图22另一角度的结构示意图,并隐藏部分结构。
图中:1、纸张供纸装置;2、纸张上胶装置;3、主输送带装置;4、定位机构;5、纸盒成型机;6、升降供纸平台;8、主输送带;9、转运机械手;10、模具;11、供料台;13、抱合机构;14、中心回转轴;15、顶板;16、侧折面翻板;17、升降架;18、气动吸嘴;19、前后移动传动装置;20、后推板;21、推料传动装置;23、第一包边部件;24、第一包边传动装置;25、斜向轨道;26、第二包边部件;27、第二包边传动装置;28、升降气缸;30、活动座;31、纵向轨道;32、驱动动力源;33、悬臂;34、主梁;35、安装板;36、联接板;37、左墙板;38、右墙板;39、传动带;40、同步传动轴;41、同步带;135、推杆;7、上胶辊;42、送料辊;43、送料托板;44、第一摆臂;45、喂料辊;46、动力输入装置;47、飞达送纸装置;48、第一传动轮;49、第二传动轮;50、传动介轮;53、凹口;54、盖板;55、支承套;56、摆臂驱动装置;57、安装座;58、通孔槽;59、螺杆;60、连接杆;61、第二摆臂;62、同步转轴;63、第三摆臂;65、纸板库工位;66、等待取走工位;67、上胶工位;68、托料部件;71、横向移动架;72、横向移动驱动装置;73、侧挡板;74、前挡板;76、支撑架;77、横向轨道;78、侧挡规;79、前挡规;80、物料阻尼部件;82、推头;83、纵向移动驱动装置;84、升降座;85、纵向移动架;86、升降驱动装置;87、纵向滑轨;89、升降导杆;90、支架;91、翻转轴;92、第一连杆;93、凸轮装置;94、凸轮驱动电机;95、凸轮;96、偏心销;97、凸轮曲面;98、第一摆动臂;99、第二连杆;100、第一摆动支撑轴;101、第二摆动臂;102、传动部件;103、第三连杆;104、复位部件;106、横轨;107、动力转轴;108、左传动轴;109、第一左传动轮;110、第二左传动轮;112、右传动轴;113、第一右传动轮;114、第二右传动轮;115、右支撑座;136、拉板;10、模具;116、左侧裱糊部件;117、侧压板;118、凹进缺口;119、旋转轴;120、第一气缸;121、齿条;122、导轮;123、过渡轮;124、支承架;125、装配座;126、上侧裱糊部件;127、下压板;129、上压板;130、物料输送带;131、烘箱;132、滚压装置;133、摆动侧推纠位装置;134、三口包边机构。
具体实施方式
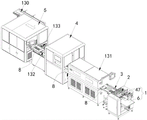
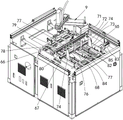
参见附图,本实施方式的实施例中一种新型纸盒成型生产线,含纸张供纸装置1、纸张上胶装置2、主输送带装置3、纸板与面纸贴合的定位机构4和纸盒成型机5。纸张供纸装置1与纸张上胶装置2衔接。纸张供纸装置1含升降供纸平台6,其配置电机进行升降,另具有飞达送纸装置47将升降供纸平台6上的纸张输送给纸张上胶装置2。纸张上胶装置2(如上胶机)含上胶辊7,配合将纸张上胶,完成面纸上胶。主输送带装置3含主输送带8,主输送带8横向设置,主输送带8可一条或多条串联,一般采用吸风输送带,吸住面纸、纸板,输送效果较好。纸张上胶装置2与主输送带8衔接,完成上胶的面纸被剥离进入到主输送带8上输送。定位机构4含转运机械手9,转运机械手9与主输送带8衔接,由转运机械手9配合将定位机构4中的纸板转运至主输送带8上,主输送带8上的面纸表面已经上胶,将纸板与面纸对位贴合裱糊。
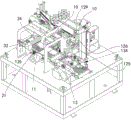
参见附图,实施例中新型纸盒成型机5,含模具10、供料台11、输送机械手、抱合机构13。模具10连在中心回转轴14上,模具10呈卧式设置,模具10配在抱合机构13的上方,模具10将随中心回转轴14进行回转,在各个工位进行停留配合成型工作,模具10位于抱合机构13的上方进行回转,当模具10停留的抱合机构13正上方时,抱合机构13将配合将物料(如具有面纸的纸板等)抱合在模具10上。抱合机构13含顶板15和侧折面翻板16,由顶板15向上顶送、由侧折面翻板16的翻转配合输送至模具10,配合抱合。
本实施例中,供料台11位于抱合机构13的前侧,供料台11用于放置物料(如纸板与面纸贴合的半成品),供料台11供应物料给输送机械手,输送机械手衔接在抱合机构13与供料台11之间,输送机械手将物料从供料台11处取走,转送至抱合机构13,再由抱合机构13配合对物料进行抱合。其中,输送机械手含升降架17和气动吸嘴18,升降架17将配合进行升降动作,气动吸嘴18安装在升降架17上,气动吸嘴18随升降架17进行升降动作,气动吸嘴18可配合吸住和释放物料,升降架17与前后移动传动装置19连接,前后移动传动装置19将带动升降架17进行前后移动,前后是指抱合机构13与供料台11之间的方向,抱合机构13在后,供料台11在前。当升降架17前后移动以及升降动作,配合气动吸嘴18,将前侧的供料台11处的物料吸住提起,并移动至抱合机构13上,释放物料,然后可由抱合机构13的顶板15向上顶送以及侧折面翻板16的翻转配合输送至模具10,配合将物料抱合在模具10上。供料台11与主输送带8衔接或供料台11为主输送带8的一部分,以便主输送带8将生产线进行串联。
新型纸盒成型生产线中纸盒成型机5其结构布局合理优化,既能满足常规尺寸纸盒成型,也能适用小尺寸纸盒成型需求。小尺寸时物料较窄,可制作纸盒的深度较浅。可用于制作天地盖纸盒、酒盒、抽屉盒等类型纸盒,纸盒具有底板和四侧板,纸盒呈方形筒状。该新型纸盒成型机5物料输送稳定较高,并且能避免小尺寸物料输送与抱合机构13干涉的问题。特别是后续供料台11配置输送装置配合时,在小尺寸物料情况下也能顺利输送到位供输送机械手取走,再由输送机械手将供料台11的物料转送至后侧的抱合机构13处。
该生产线中在纸盒成型机5通过物料输送带130还可额外衔接压泡机,之后还可附加衔接内托组装机,之后还可附加衔接盒盖组装机等。另外,在纸张上胶装置2与定位机构4之间的主输送带8上还可额外设置烘箱131,以便可采用白胶胶水。另外,在定位机构4与纸盒成型机5之间可额外设置滚压装置132和升降施压装置以及摆动侧推纠位装置133。
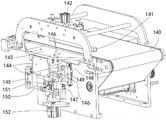
其中,纸盒成型机5的三口包边机构134的可基于供料台11或主输送带8作为托料平台。三口包边机构134可采用现有成熟技术,也可采用图中结构,其具有输送皮带140(可为吸风输送带结构),输送皮带与托料平台以及主输送带8衔接,输送皮带呈横向设置,输送皮带140上设升降压板141,升降压板配有第一动力气缸142带动升降,输送皮带旁侧配有包边板143,包边板连接平行传动臂组144,平行传动臂组144上下分别配有联接转轴146,平行传动臂组通过上端的联接转轴146与包边板连接,通过在下的联接转轴146与升降滑板149连接,升降滑板设在竖向滑轨148上,平行传动臂组144与驱动臂145传动连接(可通过一联接转轴146),驱动臂145与第二动力气缸147传动连接,驱动臂145与第二动力气缸的活塞杆通过传动杆150传动连接,第二动力气缸的缸体铰接在缸体座151上,升降滑板149有第三动力气缸152带动升降。
在实施例基础上进一步优化,供料台11配有输送装置,使供料台11通过输送装置直接将物料输送供应在抱合机构13的前侧。比如,输送装置含输送带或输送夹具或输送吸嘴,图中采用输送带的形式,输送带(如采用吸风输送带)由电机29驱动进行物料输送。
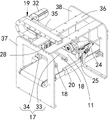
供料台11上设后推板20,后推板20配在供料台11上,后推板20配有推料传动装置21(如电机或气缸等),由推料传动装置21带动后推板20进行前后动作,供料台11比如采用输送带或平台等,当供料台11托住物料时,后推板20可调整物料的位置,让物料边缘不要歪掉,让抱合机构13配合抱合时更稳定,成型时纸盒盒口不会歪。图中推料传动装置21采用气缸配合推杆135的方式。进一步优化,该新型纸盒成型机5还含底板侧边包边机构,底板侧边包边机构对卧式设置的模具10上的纸盒的底板进行包边裱糊,底板对应纸盒的盒底,对具有面纸的纸板,需要将纸盒侧板(即侧壁)底部的多出来的面纸折向底板外面,完成底板侧边包边裱糊,配合让底板与纸盒侧板连接。底板侧边包边机构将分别在多个工位,由中心回转轴14带动模具10转动至不同工位,在不同工位进行底板侧边包边。
底板侧边包边机构含右侧边包边装置。俯视下,中心回转轴14带动模具10逆时针转动。右侧边包边装置对卧式状态下的模具10的底板右侧包边。右侧边包边装置含第一包边组件,第一包边组件含第一包边部件23(如包边块、包边毛刷或包边辊等)、第一包边传动装置24(如电机或气缸等),第一包边部件23与第一包边传动装置24传动连接,通过第一包边传动装置24带动第一包边部件23动作,实现相应包边,右侧边包边装置配置抱合工位处模具10的前侧,在抱合工位抱合机构13配合进行抱合工作。中心回转轴14将带动模具10转动至抱合工位,下方的抱合机构13配合抱合工作,相应的右侧边包边装置配合进行底板右侧边包边。右侧边包边装置的下方留有输送机械手配合空间,避免发生干涉。图中,第一包边部件23在第一包边传动装置24的带动下在右侧往复移动,实现右侧包边和回位。进一步优化,第一包边部件23配在斜向轨道25上,斜向移动效果更好,第一包边部件23向模具10方向前进时斜向伸出进行包边,回退后分开的距离更能避让其他零部件。
底板侧边包边机构还含下侧边包边装置,下侧边包边装置配置抱合工位处模具10的前侧,下侧边包边装置含第二包边组件(如包边块、包边毛刷或包边辊等),第二包边组件含第二包边部件26和第二包边传动装置27(如电机或气缸等),第二包边部件26与第二包边传动装置27传动连接,通过第二包边传动装置27带动第二包边部件26动作,实现相应包边,下侧边包边装置的上方留有输送机械手配合空间,避免发生干涉。图中,第二包边部件26在第二包边传动装置27的带动下从下方往上往返移动,实现下侧包边和回位。
本实施例进一步说明,中心回转轴14竖直设置,中心回转轴14的回转可分度转动,比如四分度回转,模具10的轴线水平横向设置,即模具10的轴线与中心回转轴14的轴线呈正交关系,模具10随中心回转轴14回转设置,模具10设置四个,四个模具10等分分布,四个模具10将依次随中心回转轴14回转至抱合机构13正上方。模具10回转至抱合机构13正上方时模具10对应纸盒底板的外侧面朝向前侧。
四个模具10分别处于四个工位中,比如第一个工位进行上底板,将底板(对应纸盒底盒)上到卧式的模具10的前侧面;第二个工位由抱合机构13进行抱合,由上侧面成型机构完成上侧面成型,由右侧边包边装置、下侧边包边装置完成包边;第三个工位由第四口包边机构完成第四口包边,由左侧边包边装置、上侧边包边装置(下文中分别对应盒底侧裱糊装置的左侧裱糊部件116和右侧裱糊部件)完成包边,对应盒底裱糊的模具工位;第四个工位由出盒机构完成脱模,可额外连接物料输送带130与其他设备联机,为成熟技术不赘述。
另外,升降架17的升降传动驱动方式较多,比如采用电机或气缸等,图中升降架17与升降气缸28传动连接,由升降气缸28带动升降架17进行升降。升降气缸28安装在前后移动传动装置19的活动座30上。活动座30配在前后走向的纵向轨道31上,以便活动座30在纵向轨道31上稳定前后移动。活动座30与前后移动传动装置19的驱动动力源32(如电机或气缸等,图中采用电机配带传动方式)传动连接。升降架17的结构方式较多,如采用杆或板等组合;还可在实施例基础上进一步优化,如升降架17含主梁34,主梁34上设朝后侧悬出的悬臂33,气动吸嘴18安装在悬臂33上,结构更合理,更方便伸入到模具10与抱合机构13之间的空间内。
输送机械手具有两实施例,实施例一中纵向轨道31安装在安装板35上,安装板35设在联接板36上,联接板36架设在左墙板37与右墙板38上,活动座30由传动带39(配相应传动轮)带动在纵向轨道31上前进和后退,传动带39由作为驱动动力源32的电机带动;实施例二中纵向轨道31分别设在左墙板37和右墙板38上,各纵向轨道31上配置的活动座30分别通过升降气缸28与升降架17连接,左墙板37和右墙板38上设同步传动轴40,同步传动轴40由作为驱动动力源32的电机带动转动,同步传动轴40带动两侧的同步带41,两同步带41(配相应传动轮)分别传动两侧纵向轨道31上的活动座30前后移动。
比如关于纸张上胶装置2(即上胶机),除采用现有上胶机外,还可进行优化。
纸张上胶装置2用于纸张(为单张纸)过胶,纸张的前端贴在上胶辊7后,纸张随上胶辊7转动,转动过程中纸张的表面过程上胶,并且上胶辊7前侧的剥离部件将纸张从上胶辊7上剥离刮下,完成上胶的纸张被剥离后可由主输送带8进行衔接输送。
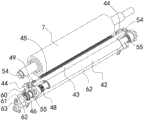
一些纸张在走纸输送过程中出现卡纸问题;特别是一些纸张经过印刷、烫印或压痕等处理后,纸张的表面会有一些凹凸起伏,导致上胶过程中极易出现卡纸的问题。为了让纸张输送稳定、顺利,避免卡纸情况;优化时,纸张上胶装置2还含送料辊42、送料托板43和第一摆臂44,送料辊42位于上胶辊7的后侧,送料托板43位于送料辊42与上胶辊7之间;第一摆臂44的摆动支撑轴线与送料辊42同轴设置,第一摆臂44将绕送料辊42的轴线上下摆动,以便送料辊42与第一摆臂44上的送料托板43、喂料辊45相衔接,摆动调整位置仍能顺利衔接输送纸张;第一摆臂44上设置喂料辊45和送料托板43,喂料辊45以及送料托板43将随第一摆臂44摆动调整位置;其中,喂料辊45与送料辊42传动连接,送料辊42上传动连有动力输入装置46,由动力输入装置46带动送料辊42转动,送料辊42在转动过程带动喂料辊45转动,送料辊42、喂料辊45主动转动配合输送纸张;喂料辊45衔接在送料托板43的前端,喂料辊45配在上胶辊7的下侧,送料托板43的后端与送料辊42衔接,送料辊42、喂料辊45以及上胶辊7平行设置。
纸张供应过来后,一般由飞达送纸装置47输送供应过来后,由送料辊42承接向后输送,再由送料托板43托住引导,纸张顺着送料托板43前进,送料托板43可为一整块(拆装更方便,引导输送效果更好),也可分成多块,纸张前进接着由喂料辊45承接输送并向上胶辊7上喂送,通过送料辊42、喂料辊45的主动转动配合输送纸张,纸张前进更稳定,能顺利进入到上胶辊7上配合完成上胶,确保纸张稳定、顺利通过,避免纸张卡纸的情况,纸张前进过程中被送料辊42、喂料辊45主动转动输送不易刮伤、划伤;另第一摆臂44可在不同状态切换,甚至后续还可进行位置微调,更实用。
送料辊42与喂料辊45传动连接方式较多,如链条或带或齿轮等。如,送料辊42上设第一传动轮48,喂料辊45上设第二传动轮49,第一传动轮48与第二传动轮49传动连接,当送料辊42转动时通过第一传动轮48带动第二传动轮49转动,从而让喂料辊45转动。动力输入装置46传动送料辊42转动方式也较多,可直连或通过传动结构传动,图中动力输入装置46含动力输入轮,动力输入轮设在送料辊42的轴端部分421上,动力输入后将动力输入轮将转动,从而让送料辊42转动。送料辊42与喂料辊45传动配合,结构布局合理,相对更紧凑,能在狭窄空间布局;采用各个传动轮配合,传动装配方便,稳定性较高。
优化,第一摆臂44上设传动介轮50,第一传动轮48与第二传动轮49通过传动介轮50传动连接,第一传动轮48、第二传动轮49以及传动介轮50均采用齿轮。第一传动轮48与第二传动轮49之间通过传动介轮50过渡衔接传动,齿轮啮合传动,齿轮传动技术成熟,加工装配方便,喂料辊45拆装时传动结构拆装衔接方便,以便后续拆卸清理,更实用。
再比如,送料辊42、送料托板43拆装式安装在第一摆臂44上。拆装方式以便拆卸清理,更实用。拆装连接的方式较多,可用紧固件或盖板54或钩块或卡扣等方式。
例如,第一摆臂44上设第一连接孔,送料托板43上设第二连接孔,第一连接孔与第二连接孔通过连接件(如螺丝)相连接,可将送料托板43固定在第一摆臂44上;第一摆臂44上设凹口53,凹口53的入口朝上,方便喂料辊45从凹口53中取放,凹口53配有盖板54,盖板54连在第一摆臂44上(可用紧固件进行连接),喂料辊45的端部上配有第一轴承,以便喂料辊45由第一轴承支撑进行转动,喂料辊45的端部451(可配有第一轴承,图未示出)配在凹口53内,再用盖板54压住固定。拆装结构较为合理,较为实用。
还可优化,第一摆臂44分设在送料辊42的两端处,第一摆臂44具有套圈,套圈将套设在支承套55上,由支承套55支撑第一摆臂44摆动,支承套55具有安装孔,送料辊42的轴端部分穿过安装孔,送料辊42的轴端部分设第二轴承,第二轴承设在支承套55和/或机架上,由第二轴承支撑送料辊42转动,支承套55安装在机架上;第一摆臂44的摆动支撑轴线与送料辊42同轴设置的方式,安装方便,支撑效果好,运行稳定。也可用其他方式,如直接第一摆臂44的套圈内设置轴承,轴承套在送料辊42上。另送料辊42、喂料辊45可用各自辊筒相对中心轴转动(可配置轴承形成转动),也可如图中送料辊42、喂料辊45各自滚筒与中心轴(可为两分开的轴)固定,中心轴轴端部分由相应轴承支撑转动。
其中,第一摆臂44传动连有摆臂驱动装置56,由摆臂驱动装置56带动第一摆臂44进行摆动。第一摆臂44摆动则能在让喂料辊45与上胶辊7分离和靠近,以便在不同状态之间切换,比如工作状态(即上胶工作)和待机停机状态。摆臂驱动装置56可用气缸或电机等作为动力驱动,例如摆臂驱动装置56含驱动气缸,驱动气缸的缸体铰接在安装座57上。
再优化,安装座57在机架上位置调节设置。通过调整安装座57的位置,让驱动气缸带动第一摆臂44的摆动的初始位置进行调整,通过调整能适配不同规格(如厚度)的纸张,通过调整还能进行调试,确保调整到位后纸张能顺利通过配合上胶。安装座57在机架上的位置调节设置的结构可采用直线或摆动结构,安装座57的位置调节方式较多,比如图中采用摆动方式,将安装座57铰接在机架上,安装座57上设置通孔槽58,通过螺杆59在机架上旋转调整位置,螺杆59还将穿过通孔槽58,在螺杆59上设置第一螺母和第二螺母,第一螺母和第二螺母分设在通孔槽58的两侧,将安装座57夹住中间。
另外优化,安装座57位于机架的外侧,第一摆臂44位于机架的内侧,第一摆臂44铰接有连接杆60,连接杆60铰接在第二摆臂61上,第二摆臂61设在同步转轴62上,同步转轴62与上胶辊7平行设在机架上,第二摆臂61位于机架的内侧,同步转轴62上还设第三摆臂63,第三摆臂63位于机架的外侧,第三摆臂63与驱动气缸传动连接,通过驱动气缸传动带39动第三摆臂63来回摆动,从而让同步转轴62来回转动,同步转轴62来回转动其上的第二摆臂61将通过连接杆60带动第一摆臂44来回摆动调整位置。空间布局相对更合理,后续调整位置以及后续维护拆装较为方便。
关于纸板与面纸贴合的定位机构4(即定位机),除采用现有定位机外,如CN202439369U一种封面机,如CN206857790U纸板封面机构中机械手或如CN213261351U纸张贴片机和纸盒成型生产线中机械手(如机械手臂机器人)等,其中通过光电眼或视觉工业相机等对面纸进行位置检测,以便机械手能将纸板与面纸对应贴合裱糊,还可进行优化。
参见附图,本实施方式的实施例中纸板与面纸贴合的定位机构4,其可作为定位机用于纸盒成型生产设备(生产线)中,其将堆叠在纸板库中的纸板输送出来后,并运行至主输送带8上,与主输送带8上的面纸进行对位后贴合。
该定位机构4的机架上设置有纸板库工位65以及等待取走工位66,机架上还设置有上胶工位67。将纸板库工位65设为第一工位,上胶工位67设为第二工位,等待被取工位设为第三工位,形成主要的三工位布局结构;其中,第一工位衔接第二工位,第二工位衔接第三工位,第一工位、第二工位、第三工位沿纵向方向排列设置,即排列呈纵向直线。
该纸板与面纸贴合的定位机构4,优化工位布局,在纸板库工位65与等待被取工位之间增设上胶工位67,形成主要三工位结构布局,以便在上胶工位67安排对纸板进行上胶,优化工位布局,纸板库工位65、上胶工位67以及等待被取工位排列在纵向方向上,三个工位排列在一直线上,以便纸板从纸板库工位65被输送至等待被取工位的过程中进行上胶,其效率更高,结构合理,速度更快,不仅仅完成纸板输送(为与上胶的面纸贴合定位作准备),还能完成纸板上胶,功能更丰富,为后续纸盒成型便利,让后续纸盒成型更顺利,纸盒成型后更牢固。而且根据需求,能在纸板纵向边缘和/或横向边缘位置上胶,让纸板后续成型中围成四方筒身和/或四方筒身与底板之间连接更牢固。
优化,机架上设托料部件68,让纸板物料被托料部件68托住输送,托料部件68从第一工位至第二工位至第三工位布置。以便纸板(即物料)被托料部件68托住以及输送。以便纸板被托住输送,纸板从第一工位被输送至第二工位,最后被输送至第三工位。托料部件68可采用托料板、托料杆、托料带或托料轨,本实施方式将以托料纵轨为例进行说明。
优化,上胶工位67处配有喷胶枪,喷胶枪位于托料部件68的上方。由喷胶枪对纸板物料进行上胶,在纸板的上侧表面上喷胶,喷胶的方式上胶效果较好、稳定性和效率高。
当纸板被输送至上胶工位67处时,纸板沿纵向方向前进,可设置喷胶枪对准纸板上侧表面的左侧或右侧边缘处,纸板前进过程中可进行喷胶,在纸板上侧表面的左侧或右侧边缘处形成纵向胶水条;当然也可当纸板输送停留在上胶工位67时,喷胶枪纵向移动对准纸板上侧表面的左侧或右侧边缘处上胶,形成纵向胶水条。另外,喷胶枪如果横向移动,当纸板停留在上胶工位67处时,喷胶枪可对纸板上侧表面的前沿或后沿边缘处进行喷胶形成横向胶水条。喷胶枪的上下位置可调整设置,另外如果喷胶枪横向移动可配置压纸部件。调整喷胶枪的位置,对不同规格纸板的左或右边缘位置上胶。
在纸盒成型围成四方筒身时(可参考CN204640902U),除了采用错位的面纸进行连接外,还能由纵向胶水条让纸板厚度方向的边粘贴在纸板表面上,更牢固。在筒身与底板(对应纸盒底)连接时(可参考CN204640902U),除了采用面纸包边折边粘合外,还能由横向胶水条让纸板与底板的四侧厚度方向的边粘贴,更牢固。
例如,喷胶枪设在横向移动架71上,且横向移动架71与横向移动驱动装置72传动连接,由横向移动驱动装置72带动横向移动架71进行横向移动(即左右移动),本实用新型中横向与纵向呈正交关系,喷胶枪将随横向移动架71进行横向移动,可改变横向位置或横向移动,当纸板停留在上胶工位67时,通过横向移动能让喷胶枪在纸板上布置横向胶水条,一般让喷胶枪对着纸板上侧表面的前沿或后沿边缘处进行喷胶形成横向胶水条。横向移动驱动装置72可采用电机或气缸等动力驱动,如采用电机(如伺服电机)通过丝杆丝母机构或带传动机构或齿条齿轮传动机构等带动横向移动架71,图中采用电机配合模组驱动。可通过让喷胶枪横向移动停留在设定位置,让喷胶枪对准相应规格纸板上侧表面的左侧或右侧边缘处,在纸板纵向前进过程中喷胶形成纵向胶水条;纸板前进到位后喷胶枪再横向移动,在纸板上形成横向胶水条。
或,喷胶枪在机架上横向位置调节设置,通过横向位置调节,横向位置调节设置的结构方式较多,比如采用锁紧连在横向设置的长条形槽孔或横向布置的不同位置安装孔上,可满足不同规格纸板,在相应规格纸板的上侧表面左或右边缘处上胶形成纵向胶水条。
或,喷胶枪在机架上横向移动设置和/或纵向移动设置,横向移动或纵向移动均可配置相应的动力(如电机或气缸)驱动移动,技术成熟不赘述。喷胶枪可横向和/或纵向移动,纸板停留在上胶工位67处时,在纸板相应位置喷胶形成横向胶水条和/或纵向胶水条。
或,喷胶枪至少设置两组,其中一组喷胶枪在机架上横向移动设置,另一组喷胶枪在机架上纵向移动设置。横向移动、纵向移动均可配置相应的动力(如电机或气缸)驱动进行移动,技术成熟,不再赘述。当纸板停留在上胶工位67处时,在纸板相应位置喷胶,其中一组喷胶枪进行横向喷胶,另一组喷胶枪进行纵向喷胶,形成横向胶水条、纵向胶水条。
另外,托料部件68可采用托料纵轨,托料纵轨纵向设置。机架上还设置有纸板库,纸板库含侧挡板73和前挡板74,侧挡板73配在前挡板74的左右两侧,纸板库配在第一工位处,侧挡板73连在托料纵轨上,前挡板74与下方的托料纵轨之间留有过料间隙,过料间隙刚好供一张纸板通过。纸板可堆叠在纸板库内,堆叠的纸板前侧由前挡板74挡住,堆叠的纸板左右两侧分别由侧挡板73挡住,堆叠的纸板可由托料部件68托住,将纸板匹配堆叠在纸板库内,以便最底层的纸板被向前输送,从过料间隙处通过输出,输出的纸板可由托料纵轨托住前进。结构布局相对合理,纸板库中堆叠的纸板最下层(即最底层)的那张从过料间隙中出来,由托料纵轨托着前进。
还可进一步设置,前挡板74升降调节设在支撑架76上,以便调整过料间隙的大小,满足不同规格纸板需求,上下升降调节位置的结构角度,比如通过竖向长孔与紧固件连接方式,支撑架76将安装在机架上,为机架的一部分。前挡板74也可进行左右位置调整。
还可进一步设置,托料纵轨的前后两端分别配置相应的横向轨道77上,可调整各个托料纵轨的横向位置,满足不同规格纸板需求,调整时可采用手动推动各个托料纵轨,或各个托料纵轨利用各锁紧结构(如活动夹块)锁紧在皮带上,皮带由动力驱动进行横向移动,锁紧时随皮带调整,调整到位松开,等全部调整到位后再锁紧保持位置。另,托料纵轨还配有位置锁紧装置(如紧固件),调整后可锁紧固定,保持位置稳定,松开则进行位置调整。还可进一步设置,等待被取工位的两侧(即左右侧)还配有侧挡规78(内还可额外配置弹片来预紧纸板),等待被取工位的前侧还配有前挡规79,让纸板物料被输送至等待被取工位时能得到限位,让各个纸板在等待被取工位的位置处于校准、稳定、设定的位置,以便与主输送带8上的面纸对应贴合。甚至可将侧挡板73从第一工位至第三工位布置。
可再优化,上胶工位67处配有物料阻挡定位装置或配有物料阻尼部件80,当物料纸板被输送至上胶工位67处时,可被阻挡定位或阻尼摩擦,让输送至上胶工位67处时的纸板处于确定、稳定的位置,不易晃动移位,以便上胶,特别是横向上胶,上胶位置更精确。
如,物料阻挡定位装置含阻挡定位部件,阻挡定位部件配在上胶工位67处的物料前侧,阻挡定位部件在前侧处进行阻挡和避让移动设置,通过阻挡定位部件移动进行阻挡和避让,阻挡定位部件(如挡块等)可上下直线升降或摆动升降或左右移动等方式进行移动。
再如,物料阻尼部件80配在上胶工位67处的托料部件68的上方,物料阻尼部件80含压轮或压辊或毛刷等,通过物料阻尼部件80在纸板被输送前进至上胶工位67处时,物料阻尼部件80作用在纸板上,起到摩擦阻尼的作用,让纸板从运动状态变到停留状态时,纸板能处于稳定状态,确保纸板在上胶工位67处时位置稳定,避免纸板移位、晃动。
此外,机架上还设送料装置,送料装置将物料(即纸板)从第一工位经第二工位输送至第三工位,即送料装置将物料朝前沿纵向方向输送。通过送料装置输送纸板前进,将纸板库中的纸板从第一工位经过第二工位后输送至第三工位。
例如,送料装置含推头82,推头82与纵向移动驱动装置83传动连接。由纵向移动驱动装置83带动推头82纵向移动,由推头82配合推送纸板物料前进。纵向移动驱动装置83可采用电机或气缸等动力驱动。推头82从纸板库的下方将最底层的纸板向前推处,并推送至第二工位,以及推送至第三工位。采用推头82推送纸板稳定性高,纸板容易到位。可设置一组推头82,完成纸板从第一工位推送至第二工位、第三工位;也可两组推头82,前后各一组,其中一组推头82完成纸板由第一工位推送至第二工位,另一组推头82则完成纸板由第二工位推送至第三工位,推头82设置前后两组效率更高,速度更快。推头82可处于托料纵轨相互之间的间距内活动。推头82完成推送后,回位等待下次推送。推头82可采用单向推送结构的推头82,如推头82顶部为倒斜面或弧面回位顺利,不受上方纸板影响。
为了效率以及纸板输送稳定性,还可再进一步优化,送料装置还含升降座84和纵向移动架85,升降座84设在纵向移动架85上,以便升降座84在纵向移动架85上升降动作,并且升降座84将随纵向移动架85纵向移动;升降座84与纵向移动架85之间连有升降驱动装置86,通过升降驱动装置86带动升降座84在纵向移动架85上升降,升降驱动装置86可采用气缸或电机驱动;推头82连在升降座84上,推头82将随升降座84同纵向移动架85一并纵向移动,纵向前进配合进行推送纸板,纵向后退回位,并且推头82随升降座84在纵向移动架85上一并升降,配合推头82回位。推头82设置前后两组;两组推头82设在升降座84上,前后两组推头82设在升降座84进行动作,其中一组推头82完成纸板由第一工位推送至第二工位,另一组推头82则完成纸板由第二工位推送至第三工。当推头82设在升降座84上,并随纵向移动架85纵向移动时,推头82上升到位,再纵向前进,将纸板向前推送,推送到位后下降纵向回退,回退到位后,推头82再次上升到位,如此循环动作。图中,纵向移动驱动装置83含纵向移动驱动电机,该纵向移动驱动电机(如伺服电机)与纵向移动架85传动连接,纵向移动架85配在纵向滑轨87上,然后通过带传动结构与纵向移动架85传动连接,带传动结构将与纵向移动驱动电机传动连接。
再优化改进,推头82横向位置和/或纵向位置调节设置,推头82横向位置和/或纵向位置调整后以便稳定推送以及输送到位,满足不同规格尺寸需求;比如调整安装杆81(供两组推头82安装,安装杆装在升降座84)或推头82等位置。
其中,第三工位的前侧为主输送带8,第三工位与主输送带8之间通过转运机械手9衔接。主输送带8为纸盒成型设备中的结构,用于衔接前道工序的上胶机(如纸张上胶装置2)和后续工序,上胶机完成面纸上胶后,由主输送带8承接输送,一般为吸风输送带。由转运机械手9将输送到位的纸板转运到主输送带8上,与主输送带8上已经上胶的面纸对位贴合裱糊,转运机械手9例如CN206857790U纸板封面机构中机械手或如CN213261351U纸张贴片机和纸盒成型生产线中机械手(如机械手臂机器人)等,其中通过光电眼或视觉工业相机等对面纸进行位置检测,以便机械手能将纸板与面纸对应贴合裱糊,不再赘述。
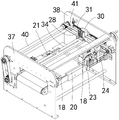
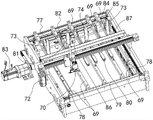
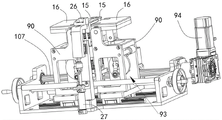
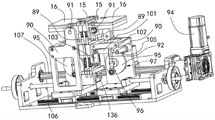
关于抱合机构13,除采用CN204640926U结构外,还可用优化结构。抱合机构13含顶板15和侧折面翻板16,顶板15连在升降导杆89上,升降导杆89配在支架90上,升降导杆89可在支架90上升降,能带动顶板15升降,可在支架90上配置一些导套供升降导杆89使用,以便升降更顺利。侧折面翻板16通过翻转轴91配在支架90上,侧折面翻板16位于(配在)顶板15的外侧,左右两侧的侧折面翻板16位于中间的顶板15的两侧,侧折面翻板16能在支架90上绕翻转轴91翻转,翻转轴91在支架90上可转动或固定设置,顶板15、侧折面翻板16相互配合,能将贴有面纸的纸盒抱合在模具10上。将纸板的一个侧面(称之为A侧面)顶在模具10下侧面,将纸板的A侧面左右两侧的纸板翻折到模具10的左右侧面上,是纸盒成型机5整机全机械化、全自动化的前提,以便后续进一步成型。
其中,侧折面翻板16传动连有第一连杆92,升降导杆89以及第一连杆92均与凸轮装置93传动连接,凸轮装置93传动第一连杆92带动侧折面翻板16往复转动,凸轮装置93还将配合传动升降导杆89升降。通过凸轮装置93配合带动升降导杆89升降以及带动第一连杆92动作。凸轮装置93配有凸轮驱动电机94,凸轮驱动电机94与凸轮装置93传动连接,由凸轮驱动电机94作为动力带动凸轮装置93运行,凸轮驱动电机94能带动凸轮装置93中的凸轮95运行。该实施例中,凸轮驱动电机94可配置一个,也可配置两个。
本实施方式的实施例中,该纸盒成型抱合机构13能配合将放置于顶板15和侧折面翻板16上方的物料(例如,贴有面纸的纸板,纸板分为经过开槽的四块)进行抱合,通过抱合将物料转移到模具10上进一步成型,顶板15上升、侧折面翻板16翻转完成抱合,顶板15下降、侧折面翻板16回翻复位,由凸轮驱动电机94(如伺服电机或步进电机等)和凸轮装置93配合传动升降导杆89升降以及配合传动第一连杆92动作,其结构更优化,通过凸轮95机械结构配合传动,故障率低,并配合电机驱动速度可更块,使稳定性增强,并且运行速度可更快,可使纸盒成型进一步提速。
其中,凸轮装置93含凸轮95,该凸轮95上具有第一工作部和第二工作部,第一工作部与第一连杆92传动连接,第二工作部与升降导杆89传动连接;第一工作部采用偏心销96或凸轮曲面97(如边缘面)或沟槽,第二工作部采用偏心销96或凸轮曲面97(如边缘面)或沟槽。凸轮95可采用单凸轮95、双凸轮95、双面凸轮95、双曲线凸轮95或双槽凸轮95等。例如图中,第一工作部选用偏心销96,如将销子设置凸轮95盘面的偏心位置形成偏心销96结构,第二工作部选用凸轮曲面97,结构简单,设计制作以及装配相对方便。
其中,凸轮装置93与第一连杆92之间可直接传动或通过传动结构(如摆动臂配弹簧)过渡衔接传动。本实施方式中例举以下两种第一连杆92与凸轮装置93配合结构。
(1)第一连杆92与凸轮装置93之间还通过第一摆动臂98、第二连杆99传动连接,第一摆动臂98设在支架90上,第一连杆92的一端与侧折面翻板16传动连接(如可用铰接,连在侧折面翻板16下方的铰接座上),第一连杆92的另一端与第一摆动臂98传动连接(如用铰接),第二连杆99传动连在第一摆动臂98与作为第一工作部的偏心销96之间,即第二连杆99的一端传动连在第一摆动臂98上,第二连杆99的另一端传动连在凸轮95的偏心销96上。结构合理,传动更稳定,凸轮95行程较短,响应速度更快。其中,第一摆动臂98设在支架90的第一摆动支撑轴100上,以便第一摆动臂98绕第一摆动支撑轴100进行摆动,可配置轴承让第一摆动臂98摆动更顺利、稳定,第二连杆99与第一摆动臂98的铰接点靠内,第一连杆92与第一摆动臂98的铰接点靠外;第一摆动臂98位于侧折面翻板16的下方,凸轮装置93位于第一摆动臂98的下方;耐用度相对更高,结构布局相对更合理,凸轮装置93驱动行程较小的情况下,能放大驱动的行程。当然铰接点的位置可互换。
(2)第一连杆92的一端与侧折面翻板16传动连接(比如可采用铰接方式,连在侧折面翻板16下方的铰接座上),第一连杆92的另一端与作为第一工作部的偏心销96传动连接(比如可采用铰接方式)。结构相对紧凑,零部件较少,运行稳定。
凸轮95转动运行时,其上面的偏心销96将直接带动第一连杆92运行或通过第二连杆99以及第一摆动臂98带动第一连杆92运行。
另外,凸轮装置93与升降导杆89之间可直接传到或通过传动结构过渡衔接传动。例如,支架90上还设第二摆动臂101,第二摆动臂101将在支架90上摆动,第二摆动臂101上设传动部件102(如轴承等),传动部件102与作为第二工作部的凸轮曲面97靠设配合,第二摆动臂101与升降导杆89之间传动连有第三连杆103,第三连杆103分别与第二摆动臂101、升降导杆89传动连接(如分别铰接传动或通过拉板136136传动),第二摆动臂101和/或升降导杆89配有复位部件104(如压簧、拉簧或弹性绳等),通过复位部件104作用在第二摆动臂101和/或升降导杆89上让第二摆动臂101上的传动部件102与凸轮曲面97保持靠设,配合让升降导杆89升降。支架90上设第二摆动支撑轴,第二摆动臂101配在第二摆动支撑轴上,以便第二摆动臂101绕第二摆动支撑轴进行摆动,还可配置轴承让第二摆动臂101摆动顺利,凸轮95转动运行时,其上面的凸轮曲面97配合带动第二摆动臂101往复摆动,第二摆动臂101往复摆动的过程中带动第三连杆103运行,第三连杆103传动升降导杆89升降。另外,复位部件104还将配合第二摆动臂101回摆以及升降导杆89下降,使第二摆动臂101能配合凸轮曲面97。图中,第二摆动臂101的传动部件102靠设在凸轮曲面97上方;当然也可靠设凸轮曲面97其他位置。
左右两外侧的侧折面翻板16与中间的顶板15配合设置,此外为调试方便满足不同规格成型需求,可优化,支架90配在机架的横轨106上,横轨106左右走向设置,支架90在横轨106上设置左右两组,即左侧的那组支架90和右侧的那组支架90,两组支架90在相应横轨106上可左右移动,以便调整位置,从而满足不同规格的纸板配合制作纸盒;各组支架90上设置相应的顶板15、侧折面翻板16、升降导杆89、第一连杆92和凸轮装置93,侧折面翻板16在对应的顶板15的外侧,相对中间位置的顶板15,侧折面翻板16分设在左右外侧位置,即左侧的那组支架90上的侧折面翻板16配在对应的顶板15的左外侧,右侧的那组支架90上的侧折面翻板16配在对应的顶板15的右外侧。凸轮装置93将位于侧折面翻板16的下方。另外左右两组支架90调整位置时,可直接推动或设置丝杆丝母机构或齿轮齿条121机构带动支架90在横轨106上移动,横轨106可共用也可单独对应配置。
各组支架90上的凸轮装置93可单独配凸轮驱动电机94,也可共用凸轮驱动电机。
例如,凸轮装置93与凸轮驱动电机94一一对应传动连接,各组支架90上设置凸轮驱动电机94,即左侧的那组支架90上设置凸轮驱动电机94,右侧的那组支架90上也设置凸轮驱动电机94,凸轮驱动电机94将随其支架90进行左右位置调节。
又如,凸轮驱动电机94设置机架上,凸轮驱动电机94传动连有动力转轴107,动力转轴107设在机架上,凸轮驱动电机94将带动动力转轴107在机架上转动,动力转轴107与横轨106平行设置,即动力转轴107与横轨106均横向设置;
左侧的那组支架90上的凸轮装置93的凸轮95设在左传动轴108上,左传动轴108纵向设在左侧的那组支架90上,左传动轴108上设置有第一左传动轮109,第一左传动轮109带动左传动轴108转动,左传动轴108带动相应的凸轮95(左侧的那组支架90上的)转动,第一左传动轮109传动连有第二左传动轮110,第二左传动轮110带动第一左传动轮109转动,第二左传动轮110设在左支撑座上,左支撑座支撑第二左传动轮110转动,左支撑座设在左侧的那组支架90上,第一左传动轮109、第二左传动轮110与左侧的那组支架90一并左右移动,第二左传动轮110将传动套设在动力转轴107上,第二左传动轮110由动力转轴107带动进行转动,第二左传动轮110相对动力转轴107可轴向移动设置,比如第二左传动轮110具有花键孔,动力转轴107采用花键轴,动力转轴107即可带动第二左传动轮110转动,第二左传动轮110还能在动力转轴107上轴向移动,除了花键孔与花键轴配合外,还可采用键槽与键配合,第一左传动轮109与第二左传动轮110可采用齿轮进行啮合传动,第一左传动轮109与第二左传动轮110呈正交啮合传动,例如斜齿轮或伞齿轮相啮合;
右侧的那组支架90上的凸轮装置93的凸轮95设在右传动轴112上,右传动轴112纵向设在右侧的那组支架90上,右传动轴112上设置有第一右传动轮113,第一右传动轮113带动右传动轴112转动,右传动轴112带动相应的凸轮95(右侧的那组支架90上的)转动,第一右传动轮113传动连有第二右传动轮114,第二右传动轮114带动第一右传动轮113转动,第二右传动轮114设在右支撑座115上,右支撑座115支撑第二右传动轮114转动,右支撑座115设在右侧的那组支架90上,第一右传动轮113、第二右传动轮114与右侧的那组支架90一并左右移动,第二右传动轮114将传动套设在动力转轴107上,第二右传动轮114由动力转轴107带动进行转动,第二右传动轮114相对动力转轴107可轴向移动设置,比如第二右传动轮114具有花键孔,动力转轴107采用花键轴,动力转轴107即可带动第二右传动轮114转动,第二右传动轮114还能在动力转轴107上轴向移动,第一右传动轮113与第二右传动轮114可采用齿轮进行啮合传动,第一右传动轮113与第二右传动轮114呈正交啮合传动,例如斜齿轮或伞齿轮相啮合;而且,动力转轴107可一并传动连接第二左传动轮110和第二右传动轮114,也可设置两凸轮驱动电机94分别各自与两动力转轴107传动连接,两动力转轴107分别传动连接第二左传动轮110和第二右传动轮114。
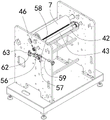
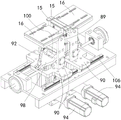
见图,纸盒成型机5的盒底裱糊机构含盒底裱糊的模具工位,纸盒成型机5中用于成型的模具10将移动至模具工位,以便在此工位进行纸盒成型中的一些工序,例如盒底裱糊,卧式的模具10可通过回转方式移动至此处,例如CN204640902U纸盒成型机、中国专利申请CN202121237278.2新型纸盒成型机等。关于盒底裱糊机构可采用现有技术,也可用本实用新型的优化结构。其中,模具工位的前侧配有盒底侧裱糊装置,本实施例中盒底侧裱糊装置用于配合对纸盒盒底进行面纸裱糊,其中左侧可为对应整个盒底的面纸部分,通过裱糊,能将左侧的面纸部分完全贴附在纸盒盒底位置。盒底侧裱糊装置含左右移动设置的左侧裱糊部件116,左侧裱糊部件116与动力源传动连接,由动力源驱动左侧裱糊部件116从左往右移动,模具10的前侧面对应纸盒底板,配合将对应的面纸部分压在纸盒盒底位置。
模具工位处还配有侧压装置,侧压装置含侧压板117,侧压板117用于侧压模具10左侧壁,从而能将模具10上的纸盒半成品的左侧壁压住,侧压板117来回移动设置,侧压板117与动力源传动连接,由动力源驱动侧压板117进行来回移动(即往复动作),其动力源与左侧裱糊部件116可共用,也可单独配置,按需设置。
其中,当纸盒成型机5的模具10携带半成品(纸盒)移动至模具工位处,通过侧压板117施压模具10左侧壁,从而能配合压住模具10上的半成品纸盒的左侧壁,特别是左侧壁前沿部分,之后左侧裱糊部件116进行左侧裱糊,左侧裱糊部件116从左往右移动,配合将对应的面纸部分压在纸盒盒底位置,之后回退复位等待下次工作,能避免纸盒左侧壁前沿部分产生空隙或鼓包的情况,让纸盒成型效果更好,更实用。
比如,模具工位的上方还配有上压装置,上压装置含上压板129,上压板129升降设置,上压板129下降则能配合压住模具工位处模具10上的半成品纸盒;模具工位的下方还配有下压装置,下压装置含下压板127,下压板127升降设置,下压板127上升配合压住模具工位处模具10上的半成品纸盒。通过上压板129和/或下压板127的升降动作,能压住模具工位处的模具10上的纸盒半成品的上下侧面,纸盒成型更稳定,如盒底裱糊更稳定。上压板129升降、下压板127升降可配置相应的动力,比如配置气缸128或电机进行驱动。
可优化,侧压板117采用侧压板条,侧压板条对应模具10左侧壁的前沿部分(即边缘部分,容易产生缝隙、鼓包的位置),以便侧压板117针对模具10左侧壁的前沿部分施压,能将纸盒半成品压住,侧压板条的条状结构相对更省料,成本相对更低,重量也会相对较轻运行较为稳定。上压板129和/或下压板127的前沿设凹进缺口118(即缺口结构),凹进缺口118供侧压板117活动,那么凹进缺口118将朝向侧压板117方向,即朝右方向,以便侧压板117朝模具10方向移动时,凹进缺口118能避让位置供侧压板117进入,确保上压板129和/或下压板127更多面积(除凹进缺口118位置外)与模具10上的纸盒半成品接触施压,施压效果更好,而且还能兼顾侧压板117活动(能避让位置供其活动进入),能适用多个不同规格的模具10,可用于制作不同尺寸规格的纸盒。当制作不同规格纸盒,可让模具10的前侧面(对应盒底)为基准位置保持不变,更换不同规格模具10后,凹进缺口118能预留位置供侧压板117进入,与不同规格尺寸的模具10配合施压,更实用。
侧压板117可直线方式来回移动,或翻转摆动方式来回移动。侧压板117可单独来回移动;也可随左侧裱糊部件116联动,比如将侧压板117装在左侧裱糊部件116的安装架子上,侧压板117与安装架子之间可设置缓冲弹簧或配置气缸等动力驱动。
例如侧压板117设在左右移动架上,进行左右移动,左右移动架由动力源(比如第一气缸120或第一电机)带动左右移动;可由左侧裱糊部件116的安装架子作为左右移动架,则侧压板117与左侧裱糊部件116可共用动力源。
又图中例如翻转摆动方式,侧压板117设在旋转轴119上,与侧压板117传动连接的动力源可采用第一气缸120或第一电机,由第一气缸120或第一电机驱动侧压板117绕旋转轴119进行翻转,实现来回移动设置,旋转轴119可相对侧压板117固定设置或转动设置。侧压板117采用翻转方式,可将侧压板117设在模具工位的上下位置,空间较为优化,运行稳定,转动技术成熟。图中,采用第一气缸120带动侧压板117翻转,第一气缸120与侧压板117的传动结构较多,比如采用连杆传动、或凸轮95传动、或齿轮齿条121传动等,图中,第一气缸120与齿条121连接,侧压板117连有驱动齿轮,齿条121与驱动齿轮啮合,当第一气缸120带动竖向设置的齿条121升降时,带动驱动齿轮转动,从而让与驱动齿轮连接的侧压板117翻转;另外,还可在齿条121背面配置导轮122(如轴承,齿条121背面可设凹槽供导轮122衔接,更稳定),让齿条121运行稳定,齿条121正面还可设置过渡轮123(如过渡齿轮),让齿条121运行稳定。
另外,可将侧压板117以及其动力源设在支承架124上,支承架124在机架上位置调节设置,能整体调整侧压板117的位置。比如侧压板117、旋转轴119以及与侧压板117传动连接的动力源(如第一气缸120或第一电机)设在支承架124(可采用支架90板的形式)上。通过支承架124的位置调节,让侧压板117等能随支承架124进行位置调节,以便满足不同规格的模具10需求,可用于制作不同尺寸规格的纸盒。
再进一步优化,支承架124位于模具工位的上方或下方,支承架124在机架上位置调节设置含上下位置调节设置和/或左右位置调节设置。支承架124可在上下和/或左右方向上的位置调节,来满足适用不同规格模具10、不同规格纸盒成型。上下方向以及左右方向的位置调节方式技术较为成熟,方式角度,比如支承架124设置装配座125上,支承架124在装配座125上升降/左右位置调节设置,装配座125则左右/升降位置调节设置;位置调节设置可采用丝杆螺母调节机构或采用拆装方式或采用滑动松紧方式等。
另外,盒底侧裱糊装置还含上侧裱糊部件126,上侧裱糊部件与动力源传动连接。动力源驱动上侧裱糊部件上下移动,上侧裱糊部件126从上方往下移动时将上侧用于裱糊的面纸折向盒底。其中可具体采用,与左侧裱糊部件116传动连接的动力源采用第二气缸或第二电机,与上侧裱糊部件126传动连接的动力源采用第三气缸或第三电机;上侧裱糊部件126以及左侧裱糊部件116采用转辊或压条或刷条等。左侧裱糊部件116的左右移动,以及上侧裱糊部件126的上下移动可额外配置导向结构(如导轨导座),以便稳定移动。
本实用新型涉及的机架用于各机构、装置、零部件等安装用,可采用电动或气动等方式进行驱动,以及采用电控等方式进行操作控制。其中各个电机可选用各种适用的电机。
Claims (10)
1.一种新型纸盒成型生产线,包括纸张供纸装置(1)、纸张上胶装置(2)、主输送带装置(3)、纸板与面纸贴合的定位机构(4)和纸盒成型机(5),其特征在于:纸张供纸装置(1)与纸张上胶装置(2)衔接,纸张供纸装置(1)包括升降供纸平台(6),纸张上胶装置(2)包括上胶辊(7),主输送带装置(3)包括主输送带(8),主输送带(8)横向设置,纸张上胶装置(2)与主输送带(8)衔接,定位机构(4)包括转运机械手(9),转运机械手(9)与主输送带(8)衔接,纸盒成型机(5)包括模具(10)、供料台(11)、输送机械手以及抱合机构(13),模具(10)连接在中心回转轴(14)上,模具(10)在中心回转轴(14)上等分设置四个,模具(10)呈卧式设置,模具(10)配置在抱合机构(13)的上方,抱合机构(13)包括顶板(15)和侧折面翻板(16),供料台(11)位于抱合机构(13)的前侧,输送机械手衔接在抱合机构(13)与供料台(11)之间,输送机械手包括升降架(17)和气动吸嘴(18),气动吸嘴(18)安装在升降架(17)上,升降架(17)与前后移动传动装置(19)连接;
供料台(11)与主输送带(8)衔接或者供料台(11)为主输送带(8)的一部分。
2.如权利要求1所述的一种新型纸盒成型生产线,其特征在于:供料台(11)配有输送装置;输送装置包括输送带或者输送夹具或输送吸嘴;
供料台(11)上设有后推板(20),后推板(20)配有推料传动装置(21);
纸盒成型机(5)还包括底板侧边包边机构,
底板侧边包边机构包括右侧边包边装置,右侧边包边装置配置抱合工位处模具(10)的前侧,
右侧边包边装置包括第一包边组件,第一包边组件包括第一包边部件(23)和第一包边传动装置(24),第一包边部件(23)与第一包边传动装置(24)传动连接,右侧边包边装置的下方留有输送机械手配合空间;第一包边部件(23)配置在斜向轨道(25)上;
底板侧边包边机构还包括下侧边包边装置,下侧边包边装置配置抱合工位处模具(10)的前侧,
下侧边包边装置包括第二包边组件,第二包边组件包括第二包边部件(26)和第二包边传动装置(27),第二包边部件(26)与第二包边传动装置(27)传动连接,下侧边包边装置的上方留有输送机械手配合空间;
中心回转轴(14)竖直设置,模具(10)的轴线水平横向设置,模具(10)随中心回转轴(14)回转设置,模具(10)回转至抱合机构(13)正上方时模具(10)对应纸盒底板的外侧面朝向前侧;
升降架(17)与升降气缸(28)传动连接,升降气缸(28)安装在前后移动传动装置(19)的活动座(30)上;活动座(30)配置在前后走向的纵向轨道(31)上,活动座(30)与前后移动传动装置(19)的驱动动力源(32)传动连接,前后移动传动装置(19)和输送机械手配置在供料台(11)的上方;
升降架(17)包括主梁(34),主梁(34)上设有朝后侧悬出的悬臂(33),气动吸嘴(18)安装在悬臂(33)上。
3.如权利要求1所述的一种新型纸盒成型生产线,其特征在于:纸张上胶装置(2)还包括送料辊(42)、送料托板(43)和第一摆臂(44),送料辊(42)位于上胶辊(7)的后侧,送料托板(43)位于送料辊(42)与上胶辊(7)之间;第一摆臂(44)的摆动支撑轴线与送料辊(42)同轴设置,第一摆臂(44)上设有喂料辊(45),喂料辊(45)与送料辊(42)传动连接,送料辊(42)上传动连接有动力输入装置(46),送料托板(43)设在第一摆臂(44)上,喂料辊(45)衔接在送料托板(43)的前端,喂料辊(45)配置在上胶辊(7)的下侧,送料托板(43)的后端与送料辊(42)衔接,送料辊(42)、喂料辊(45)以及上胶辊(7)相互平行设置设置。
4.如权利要求3所述的一种新型纸盒成型生产线,其特征在于:送料辊(42)上设有第一传动轮(48),喂料辊(45)上设有第二传动轮(49),第一传动轮(48)与第二传动轮(49)传动连接,动力输入装置(46)包括动力输入轮,动力输入轮设在送料辊(42)的轴端部分上;
第一摆臂(44)上设有传动介轮(50),第一传动轮(48)与第二传动轮(49)通过传动介轮(50)传动连接,第一传动轮(48)、第二传动轮(49)以及传动介轮(50)均采用齿轮;
送料辊(42)、送料托板(43)拆装式安装在两侧的第一摆臂(44)上,
第一摆臂(44)上设有第一连接孔,送料托板(43)上设有第二连接孔,第一连接孔与第二连接孔通过连接件相连接,第一摆臂(44)上设有凹口(53),凹口(53)的入口朝上,凹口(53)配有盖板(54),盖板(54)连接在第一摆臂(44)上,喂料辊(45)的端部上配有第一轴承,喂料辊(45)的端部配置在凹口(53)内;
第一摆臂(44)分设在送料辊(42)的两端处,第一摆臂(44)具有套圈,套圈套设在支承套(55)上,支承套(55)具有安装孔,送料辊(42)的轴端部分穿过安装孔,送料辊(42)的轴端部分设有第二轴承,第二轴承设在支承套(55)和/或机架上,支承套(55)安装在机架上;
第一摆臂(44)传动连接有摆臂驱动装置(56),
摆臂驱动装置(56)包括驱动气缸,驱动气缸的缸体铰接在安装座(57)上;
安装座(57)在机架上位置调节设置;
安装座(57)位于机架的外侧,第一摆臂(44)位于机架的内侧,第一摆臂(44)铰接有连接杆(60),连接杆(60)铰接在第二摆臂(61)上,第二摆臂(61)设在同步转轴(62)上,同步转轴(62)与上胶辊(7)平行设在机架上,第二摆臂(61)位于机架的内侧,同步转轴(62)上还设有第三摆臂(63),第三摆臂(63)位于机架的外侧,第三摆臂(63)与驱动气缸传动连接。
5.如权利要求1所述的一种新型纸盒成型生产线,其特征在于:纸板与面纸贴合的定位机构(4)包括纸板库工位(65)、等待取走工位(66)以及上胶工位(67),纸板库工位(65)设置为第一工位,上胶工位(67)设置为第二工位,等待被取工位设置为第三工位,第一工位衔接第二工位,第二工位衔接第三工位,第一工位、第二工位、第三工位沿纵向方向排列设置。
6.如权利要求5所述的一种新型纸盒成型生产线,其特征在于:
机架上设有托料部件(68),托料部件(68)从第一工位至第二工位至第三工位布置;
上胶工位(67)处配置有喷胶枪,喷胶枪位于托料部件(68)的上方,
喷胶枪设在横向移动架(71)上,且横向移动架(71)与横向移动驱动装置(72)传动连接;
或者,喷胶枪在机架上横向位置调节设置;
或者,喷胶枪在机架上横向移动设置和/或纵向移动设置;
或者,喷胶枪至少设置两组,其中一组喷胶枪在机架上横向移动设置,另一组喷胶枪在机架上纵向移动设置;
托料部件(68)采用托料纵轨,托料纵轨纵向设置,机架上还设置有纸板库,纸板库包括侧挡板(73)和前挡板(74),侧挡板(73)配置在前挡板(74)的左右两侧,纸板库配置在第一工位处,侧挡板(73)连接在托料纵轨上,前挡板(74)与下方的托料纵轨之间留有过料间隙;
前挡板(74)升降调节设在支撑架(76)上,托料纵轨的前后两端分别配置相应的横向轨道(77)上,托料纵轨还配有位置锁紧装置;
等待被取工位的两侧还配有侧挡规(78),等待被取工位的前侧还配有前挡规(79);
上胶工位(67)处配置有物料阻挡定位装置或者配置有物料阻尼部件(80);
物料阻挡定位装置包括阻挡定位部件,阻挡定位部件配置在上胶工位(67)处的物料前侧进行阻挡和避让移动设置;
物料阻尼部件(80)配置在上胶工位(67)处的托料部件(68)的上方,物料阻尼部件(80)包括压轮或压辊或毛刷;
机架上还设有将物料从第一工位经第二工位输送至第三工位的送料装置;送料装置包括推头(82),推头(82)与纵向移动驱动装置(83)传动连接;
送料装置还包括升降座(84)和纵向移动架(85),升降座(84)设在纵向移动架(85)上,升降座(84)与纵向移动架(85)之间连有升降驱动装置(86),推头(82)连接在升降座(84)上,纵向移动驱动装置(83)包括纵向移动驱动电机,该纵向移动驱动电机与纵向移动架(85)传动连接;
推头(82)设置前后两组;两组推头(82)设在升降座(84)上;
推头(82)横向位置和/或纵向位置调节设置;
第三工位的前侧为主输送带(8),第三工位与主输送带(8)之间通过转运机械手(9)衔接。
7.如权利要求1所述的一种新型纸盒成型生产线,其特征在于:抱合机构(13)的顶板(15)连接在升降导杆(89)上,升降导杆(89)配置在支架(90)上,
侧折面翻板(16)通过翻转轴(91)配置在支架(90)上,侧折面翻板(16)配置在顶板(15)的外侧,侧折面翻板(16)传动连接有第一连杆(92),
升降导杆(89)以及第一连杆(92)均与凸轮装置(93)传动连接,
凸轮装置(93)配有凸轮驱动电机(94),凸轮驱动电机(94)与凸轮装置(93)传动连接。
8.如权利要求7所述的一种新型纸盒成型生产线,其特征在于:
凸轮装置(93)包括凸轮(95),该凸轮(95)上具有第一工作部和第二工作部,第一工作部与第一连杆(92)传动连接,第二工作部与升降导杆(89)传动连接;第一工作部采用偏心销(96)或凸轮曲面(97)或沟槽,第二工作部采用偏心销(96)或凸轮曲面(97)或沟槽;
第一工作部选用偏心销(96),第二工作部选用凸轮曲面(97);
第一连杆(92)与凸轮装置(93)之间还通过第一摆动臂(98)、第二连杆(99)传动连接,第一摆动臂(98)设在支架(90)上,第一连杆(92)的一端与侧折面翻板(16)传动连接,第一连杆(92)的另一端与第一摆动臂(98)传动连接,第二连杆(99)传动连接在第一摆动臂(98)与作为第一工作部的偏心销(96)之间;
第一摆动臂(98)设在支架(90)的第一摆动支撑轴(100)上,第二连杆(99)与第一摆动臂(98)的铰接点靠内,第一连杆(92)与第一摆动臂(98)的铰接点靠外;第一摆动臂(98)位于侧折面翻板(16)的下方,凸轮装置(93)位于第一摆动臂(98)的下方;
第一连杆(92)的一端与侧折面翻板(16)传动连接,第一连杆(92)的另一端与作为第一工作部的偏心销(96)传动连接;
支架(90)上还设有第二摆动臂(101),支架(90)上设有第二摆动支撑轴,第二摆动臂(101)配置在第二摆动支撑轴上,第二摆动臂(101)上设有传动部件(102),传动部件(102)与作为第二工作部的凸轮曲面(97)靠设配合,第二摆动臂(101)与升降导杆(89)之间传动连接有第三连杆(103),第三连杆(103)分别与第二摆动臂(101)、升降导杆(89)传动连接,第二摆动臂(101)和/或升降导杆(89)配有复位部件(104);
支架(90)配置在机架的左右走向的横轨(106)上,支架(90)在横轨(106)上设置左右两组,
左侧的那组支架(90)上设置相应的顶板(15)、侧折面翻板(16)、升降导杆(89)、第一连杆(92)以及凸轮装置(93),左侧的那组支架(90)上的侧折面翻板(16)配置在对应的顶板(15)的左外侧,
右侧的那组支架(90)上设置相应的顶板(15)、侧折面翻板(16)、升降导杆(89)、第一连杆(92)以及凸轮装置(93),右侧的那组支架(90)上的侧折面翻板(16)配置在对应的顶板(15)的右外侧;
凸轮装置(93)位于侧折面翻板(16)的下方;
凸轮装置(93)与凸轮驱动电机(94)一一对应传动连接,各组支架(90)上设置凸轮驱动电机(94);
凸轮驱动电机(94)设置机架上,凸轮驱动电机(94)传动连接有动力转轴(107),动力转轴(107)设在机架上,动力转轴(107)与横轨(106)平行设置;
左侧的那组支架(90)上的凸轮装置(93)的凸轮(95)设在左传动轴(108)上,左传动轴(108)纵向设在左侧的那组支架(90)上,左传动轴(108)上设置有第一左传动轮(109),第一左传动轮(109)传动连接有第二左传动轮(110),第二左传动轮(110)设在左支撑座上,左支撑座设在左侧的那组支架(90)上,第二左传动轮(110)将传动套设在动力转轴(107)上,第二左传动轮(110)相对动力转轴(107)可轴向移动设置;
右侧的那组支架(90)上的凸轮装置(93)的凸轮(95)设在右传动轴(112)上,右传动轴(112)纵向设在右侧的那组支架(90)上,右传动轴(112)上设置有第一右传动轮(113),第一右传动轮(113)传动连接有第二右传动轮(114),第二右传动轮(114)设在右支撑座(115)上,右支撑座(115)设在右侧的那组支架(90)上,第二右传动轮(114)将传动套设在动力转轴(107)上,第二右传动轮(114)相对动力转轴(107)可轴向移动设置。
9.如权利要求1所述的一种新型纸盒成型生产线,其特征在于:纸盒成型机(5)包括盒底裱糊机构,盒底裱糊机构包括盒底裱糊的模具工位,模具工位的前侧配有盒底侧裱糊装置,盒底侧裱糊装置包括左右移动设置的右侧裱糊部件,右侧裱糊部件与动力源传动连接;模具工位处还配有侧压装置,侧压装置包括用于侧压模具(10)右侧壁的侧压板(117),侧压板(117)来回移动设置,侧压板(117)与动力源传动连接。
10.如权利要求9所述的一种新型纸盒成型生产线,其特征在于:
模具工位的上方还配有上压装置,上压装置包括上压板(129),上压板(129)升降设置;模具工位的下方还配有下压装置,下压装置包括下压板(127),下压板(127)升降设置;
侧压板(117)采用侧压板条,侧压板条对应模具(10)右侧壁的前沿部分;上压板(129)和/或下压板(127)的前沿设有供侧压板(117)活动的凹进缺口(118);
侧压板(117)设在旋转轴(119)上,与侧压板(117)传动连接的动力源采用第一气缸(120)或第一电机;
侧压板(117)以及与侧压板(117)传动连接的动力源设在支承架(124)上,旋转轴(119)设置支承架(124)上,支承架(124)在机架上位置调节设置;
支承架(124)位于模具工位的上方或下方,支承架(124)在机架上位置调节设置包括上下位置调节设置和/或左右位置调节设置;
盒底侧裱糊装置还含上下移动设置的上侧裱糊部件(126),上侧裱糊部件与动力源传动连接;
与右侧裱糊部件传动连接的动力源采用第二气缸或第二电机,与上侧裱糊部件(126)传动连接的动力源采用第三气缸或第三电机;上侧裱糊部件(126)以及右侧裱糊部件采用转辊或压条或刷条;
侧压板(117)设在左右移动架上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122862660.9U CN216330338U (zh) | 2021-11-23 | 2021-11-23 | 一种新型纸盒成型生产线 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122862660.9U CN216330338U (zh) | 2021-11-23 | 2021-11-23 | 一种新型纸盒成型生产线 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN216330338U true CN216330338U (zh) | 2022-04-19 |
Family
ID=81151941
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202122862660.9U Active CN216330338U (zh) | 2021-11-23 | 2021-11-23 | 一种新型纸盒成型生产线 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN216330338U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115782300A (zh) * | 2022-11-29 | 2023-03-14 | 广东旺盈环保包装实业有限公司 | 一种彩盒裱糊组件 |
-
2021
- 2021-11-23 CN CN202122862660.9U patent/CN216330338U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115782300A (zh) * | 2022-11-29 | 2023-03-14 | 广东旺盈环保包装实业有限公司 | 一种彩盒裱糊组件 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110757886A (zh) | 一种锁底贴纸盒的自动糊盒机 | |
| CN109130683B (zh) | 皮壳机 | |
| US4807428A (en) | Packing machine for American boxes | |
| CN216330338U (zh) | 一种新型纸盒成型生产线 | |
| CN109986834B (zh) | 围框成型生产线 | |
| CN211683730U (zh) | 纸盒盒体与盒盖组装机 | |
| CN114394279A (zh) | 一种大令纸包装机 | |
| CN108995880B (zh) | 一种三维膜包装机 | |
| CN111791625B (zh) | 一种信封装订机用的成品输出接料装置 | |
| CN210113102U (zh) | 围框成型生产线 | |
| CN112248531A (zh) | 一种瓦楞纸箱加工用机械送纸装置 | |
| CN204773812U (zh) | 内盒拼接成型机 | |
| CN116728879A (zh) | 纸板弯折成型装置 | |
| CN217146522U (zh) | 一种大令纸包装机 | |
| CN212684834U (zh) | 纸盒成型生产线 | |
| JPS60212337A (ja) | 素材板を折り畳んで箱を作る装置 | |
| CN114683617A (zh) | 一种贴片裱衬装置 | |
| EP1609586A1 (en) | Box erecting apparatus and method | |
| CN209776860U (zh) | 用于地板包装的纸盒顶盖翻折输送线 | |
| CN110092225B (zh) | 一种用于瓦楞纸板加工的原纸进料装置 | |
| CN209699358U (zh) | 一种门框组框机 | |
| CN215360097U (zh) | 新型纸盒成型机 | |
| CN220720414U (zh) | 纸盒成型生产线 | |
| CN218286882U (zh) | 纸盒成型设备生产线 | |
| CN220314321U (zh) | 一种纸箱粘箱机的折叠机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |