CN216065425U - 一种石油机械十字头的铸造模具 - Google Patents
一种石油机械十字头的铸造模具 Download PDFInfo
- Publication number
- CN216065425U CN216065425U CN202121607469.3U CN202121607469U CN216065425U CN 216065425 U CN216065425 U CN 216065425U CN 202121607469 U CN202121607469 U CN 202121607469U CN 216065425 U CN216065425 U CN 216065425U
- Authority
- CN
- China
- Prior art keywords
- sand
- sand core
- cavity
- crosshead
- casting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Abstract
一种石油机械十字头的铸造模具,包括砂型腔、直浇道和砂芯组件,所述直浇道两侧分别连接有所述砂型腔;所述砂芯组件设置在所述砂型腔内,所述砂芯组件包括第一砂芯、第二砂芯和第三砂芯,两个所述砂型腔共用所述第一砂芯和所述第二砂芯,所述第一砂芯设置在两个所述砂型腔底部,所述第二砂芯设置在两个所述砂型腔顶部,所述第三砂芯设置在所述砂型腔侧边;可实现流水线生产,提高生产效率,减少环境污染和提高工艺出品率;铸件砂芯共用,采用无冒口铸造工艺,降低生产成本;阶梯式浇注方式,提高铸件质量。
Description
技术领域
本实用新型涉模具制造技术领域,尤其涉及一种石油机械十字头的铸造模具。
技术背景
现有技术中,石油机械十字头的铸造模具采用树脂砂生产三箱造型,生产难度相对较大,难以实现流水线生产;此外,树脂砂环境污染较大,同时,压边冒口顶注生产,一方面工艺出品率相对较低;另一方面,浇注不平稳,容易造成气孔、夹渣缺陷。
实用新型内容
本实用新型的目的是针对现有技术的不足从而提供一种石油机械十字头的铸造模具潮型砂铸造工艺方案,解决了现有技术加工过程中,生产难度相对较大,难以实现流水线生产等问题。
原工艺方案采用压边冒口顶注生产,一方面工艺出品率相对较低;另一方面,浇注不平稳,容易造成气孔、夹渣缺陷的问题。
本实用新型是采用如下技术方案来实现的:
一种石油机械十字头的铸造模具,包括砂型腔、直浇道和砂芯组件,所述直浇道两侧分别连接有所述砂型腔;所述砂芯组件设置在所述砂型腔内,所述砂芯组件包括第一砂芯、第二砂芯和第三砂芯,两个所述砂型腔共用所述第一砂芯和所述第二砂芯,所述第一砂芯设置在两个所述砂型腔底部,所述第二砂芯设置在两个所述砂型腔顶部,所述第三砂芯设置在所述砂型腔侧边。
优选的:还包括冷铁组件,每个所述砂型腔顶部设有第一冷铁、每个所述砂型腔底部设有第二冷铁,每个所述砂型腔侧边分别设有第三冷铁。
优选的:所述砂芯组件表面设置有防粘涂层。
优选的:每个所述砂型腔顶部设有开口,所述开口内设有排气棒。
优选的:每个所述砂型腔侧边端口设有溢流片。
优选的:直浇道设有上层浇道和下层浇道,所述上层浇道和所述下层浇道分别连接所述砂型腔。
优选的:所述上层浇道和所述下层浇道两端分别设有过滤装置。与现有技术相比,本实用新型具有以下有益的技术效果:
可实现流水线生产,提高生产效率,减少环境污染和提高工艺出品率;铸件砂芯共用,采用无冒口铸造工艺,降低生产成本;阶梯式浇注方式,提高铸件质量。
附图说明
下面结合附图对实用实用新型作进一步的说明:
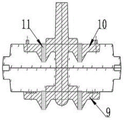
图1为本实用新型石油机械十字头的铸造模具主视图的截面图;
图2为本实用新型石油机械十字头的铸造模具局部示意图。
附图标记说明
1、砂型腔;2、第一砂芯;3、第二砂芯;4、第三砂芯;5、第一冷铁;6、第三冷铁;7、第二冷铁;8、直浇道;9、下层浇道; 10、上层浇道;11、过滤装置;12、排气棒;13、溢流片。
具体实施方式
为了能够更清楚地理解本实用新型的上述目的、特征和优点,下面结合附图和具体实施例对本实用新型进行详细描述。需要说明的是,在不冲突的情况下,本申请的实施例及实施例中的特征可以相互组合。在本实用新型的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
实施例一:
如图1到图2所示:一种石油机械十字头的铸造模具,包括砂型腔1、直浇道8和砂芯组件,所述直浇道8两侧分别连接有所述砂型腔1,所述直浇道8设有上层浇道10和下层浇道9,所述上层浇道10 和所述下层浇道9分别连接所述砂型腔1,采用阶梯式浇注系统保证充型平稳,所述上层浇道10和所述下层浇道9两端分别设有过滤装置11,保证铁水质量,减少夹渣缺陷;所述砂芯组件设置在所述砂型腔1内,所述砂芯组件包括第一砂芯2、第二砂芯3和第三砂芯4,两个所述砂型腔1共用所述第一砂芯2和所述第二砂芯3,所述第一砂芯2和所述第二砂芯3中间做减轻设计,所述第一砂芯2设置在两个所述砂型腔1底部,所述第二砂芯3设置在两个所述砂型腔1顶部,所述第三砂芯4设置在所述砂型腔1侧边,所述砂芯组件表面设置有防粘涂层,还包括冷铁组件,每个所述砂型腔1顶部设有第一冷铁5、每个所述砂型腔1底部设有第二冷铁7,每个所述砂型腔1侧边分别设有第三冷铁6,采用冷铁激冷调整凝固时温度分布,实现无冒口铸造工艺,每个所述砂型腔1顶部设有开口,所述开口内设有排气棒12;每个所述砂型腔1侧边端口设有溢流片13。
在浇注时,液体通过所述直浇道8首先到达所述下层浇道9,所述上层浇道10、下层浇道9与所述砂型腔1连接设置,液体进入砂型腔1填充接近上层浇道10时,同时从所述上层浇道10进入砂型腔 1;通过所述冷铁的设置调整型腔内的温度分布,达到无冒口补缩获得致密铸件,所述浇注系统分上下两层设置,保证铁水充型平稳,改善铸件温度分布,减少冲砂缺陷,提高铸件质量,所述浇注系统设置 4片过滤装置11,所述过滤装置11为直孔陶瓷过滤片或者泡沫陶瓷过滤片,提高铸件质量;直浇道8、下层浇道9、上层浇道10穿过砂芯对两个铸件同时填充,提高工艺出品率和提高效率,所述砂芯组件外侧设置有防粘涂层:所述防粘涂层为铸造用水基环保防粘砂涂料。
对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
以上所述,以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
Claims (7)
1.一种石油机械十字头的铸造模具,其特征在于:包括砂型腔、直浇道和砂芯组件,所述直浇道两侧分别连接有所述砂型腔;所述砂芯组件设置在所述砂型腔内,所述砂芯组件包括第一砂芯、第二砂芯和第三砂芯,两个所述砂型腔共用所述第一砂芯和所述第二砂芯,所述第一砂芯设置在两个所述砂型腔底部,所述第二砂芯设置在两个所述砂型腔顶部,所述第三砂芯设置在所述砂型腔侧边。
2.如权利要求1所述的石油机械十字头的铸造模具,其特征在于:还包括冷铁组件,每个所述砂型腔顶部设有第一冷铁、每个所述砂型腔底部设有第二冷铁,每个所述砂型腔侧边分别设有第三冷铁。
3.如权利要求1所述的石油机械十字头的铸造模具,其特征在于,所述砂芯组件表面设置有防粘涂层。
4.如权利要求1所述的石油机械十字头的铸造模具,其特征在于,每个所述砂型腔顶部设有开口,所述开口内设有排气棒。
5.如权利要求1所述的石油机械十字头的铸造模具,其特征在于,每个所述砂型腔侧边端口设有溢流片。
6.如权利要求1所述的石油机械十字头的铸造模具,其特征在于,直浇道设有上层浇道和下层浇道,所述上层浇道和所述下层浇道分别连接所述砂型腔。
7.如权利要求6所述的石油机械十字头的铸造模具,其特征在于,所述上层浇道和所述下层浇道两端分别设有过滤装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202121607469.3U CN216065425U (zh) | 2021-07-15 | 2021-07-15 | 一种石油机械十字头的铸造模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202121607469.3U CN216065425U (zh) | 2021-07-15 | 2021-07-15 | 一种石油机械十字头的铸造模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN216065425U true CN216065425U (zh) | 2022-03-18 |
Family
ID=80665507
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202121607469.3U Active CN216065425U (zh) | 2021-07-15 | 2021-07-15 | 一种石油机械十字头的铸造模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN216065425U (zh) |
-
2021
- 2021-07-15 CN CN202121607469.3U patent/CN216065425U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103846392B (zh) | 球墨铸铁转向节的铸造方法 | |
| CN102554130B (zh) | 一种高镍奥氏体球墨铸铁排气歧管铸造方法 | |
| CN206425523U (zh) | 一种容易脱模的铸件模具 | |
| CN113967729B (zh) | 一种铝合金铸件的双补中断式反重力浇注系统及浇注方法 | |
| CN105108105B (zh) | 一种高速列车铸铝齿轮箱上箱体金属型低压铸造模具 | |
| CN202639227U (zh) | 汽车制动钳壳体在垂直分型造型线上的浇注系统 | |
| CN102672113A (zh) | 由树脂砂单箱浇注玻璃模具铜合金口模的方法 | |
| CN216065425U (zh) | 一种石油机械十字头的铸造模具 | |
| CN110449555B (zh) | 一种用分体冷铁板造型卧式浇注双向充型的叠箱铸造方法 | |
| CN202316963U (zh) | 雷诺l38车型发动机悬挂支架压铸模具动模结构 | |
| CN102941316B (zh) | 一种机床导轨铸件的生产方法 | |
| CN104493102A (zh) | 防抬芯的双联多芯头砂芯设计 | |
| CN203343410U (zh) | 金属型低压铸造模具 | |
| CN217964632U (zh) | 一种浇口位于铸件底部的水平和垂直浇注模具 | |
| CN202079246U (zh) | 铸造气缸盖浇冒口 | |
| CN110722108A (zh) | 一种汽车离合器压盘铸造用浇铸模具 | |
| CN219683886U (zh) | 一种蠕墨铸铁制动盘的铸造工装 | |
| CN213162953U (zh) | 一种冷砂芯成型外模具 | |
| CN203448621U (zh) | 一种潜油电泵叶轮铸型 | |
| CN109128114A (zh) | 一种铸型工艺 | |
| CN216575440U (zh) | 一种用于制造厚大铸件的浇铸模具 | |
| CN212760981U (zh) | 一种滑块模具 | |
| CN209998303U (zh) | 一种用于曲轴铸造的砂型结构 | |
| CN220659140U (zh) | 一种高速冲床动平衡块铸件的铸造结构 | |
| CN103317120A (zh) | 金属型低压铸造模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |