CN215837293U - 一种口罩机的口罩折叠机构 - Google Patents
一种口罩机的口罩折叠机构 Download PDFInfo
- Publication number
- CN215837293U CN215837293U CN202122004916.2U CN202122004916U CN215837293U CN 215837293 U CN215837293 U CN 215837293U CN 202122004916 U CN202122004916 U CN 202122004916U CN 215837293 U CN215837293 U CN 215837293U
- Authority
- CN
- China
- Prior art keywords
- roller
- mask
- ultrasonic
- pulling
- debugging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Abstract
本实用新型公开了一种口罩机的口罩折叠机构,其若干组拉料辊在角形折叠板、超声波焊接机构和切料辊的前后位置进行布置,提供拉动口罩进行移动的动力,且角形折叠板之前的拉料辊设置为横置状态,角形折叠板之后的拉料辊设置为竖置状态,超声波焊接机构和切料辊均设置为竖置状态,超声波焊接机构包括超声波发生机构、超声波模具和配合辊,超声波发生机构连接超声波模具,配合辊竖直可旋转的设置于超声波模具的一侧,超声波模具和配合辊之间供口罩穿过,并在口罩被拉动输送时,配合辊进行滚动,超声波模具和滚动的配合辊对口罩焊接处进行挤压。本实用新型保证了良好的焊接效果,提高加工输送效率。
Description
技术领域
本实用新型涉及一种口罩生产设备,更具体的说是涉及一种口罩机的口罩折叠机构。
背景技术
口罩机作为自动化生产制造口罩的机器,根据加工的口罩类型不同,分为加工平面口罩的平面式口罩机、加工N95口罩的立式折叠口罩机、加工杯式口罩的杯型口罩机等。口罩原料呈带状在一条生产线上进行输送,在每个工序处进行加工,其中最后一步为对口罩原料的对中折叠,然后对立起的口罩进行输送并完成边缘的焊接,最后出料。原来的焊接机构是在口罩到达焊接位置后停留,通过两侧的焊接模具夹紧完成超声波焊接,这样的焊接方式较为常规,焊接强度一般,且口罩需要停止输送,在生产效率上会受到影响。
实用新型内容
针对现有技术存在的不足,本实用新型的目的为提供一种口罩机的口罩折叠机构,其在折叠口罩后进行持续的口罩竖直输送,并且在不停留的状态下通过滚动的方式完成口罩边缘的焊接,效率更高,焊接处输送和滚动焊接的过程中被充分接触,小范围的发波令接触位置单位时间的能量更大,达到较好的焊接效果。
为实现上述目的,本实用新型提供了如下技术方案:一种口罩机的口罩折叠机构,包括若干组拉料辊、角形折叠板、超声波焊接机构和切料辊,若干组拉料辊在角形折叠板、超声波焊接机构和切料辊的前后位置进行布置,提供拉动口罩进行移动的动力,且角形折叠板之前的拉料辊设置为横置状态,角形折叠板之后的拉料辊设置为竖置状态,超声波焊接机构和切料辊均设置为竖置状态,超声波焊接机构包括超声波发生机构、超声波模具和配合辊,超声波发生机构连接超声波模具,配合辊竖直可旋转的设置于超声波模具的一侧,超声波模具和配合辊之间供口罩穿过,并在口罩被拉动输送时,配合辊进行滚动,超声波模具和滚动的配合辊对口罩焊接处进行挤压。
作为一种改进,还包括有设置于切料辊之后的出料辊、以及设置于出料辊侧边的废料辊。
作为一种改进,角形折叠板和切料辊之间还设置有调试辊组,调试辊组包括位于前后部的定辊和位于中部的调试辊,调试辊设置于一平移机构上,进行相对口罩输送方向的垂直平移,口罩依次绕过前部定辊、调试辊和后部定辊,当通过平移机构对调试辊进行平移调整时,改变口罩在两定辊之间的绕过长度。
作为一种改进,调试辊组的前后位置均设置有一组拉料辊。
作为一种改进,拉料辊的上部设置有夹持机构,口罩折叠机构的入口端至出口端上部穿设有用于悬挂口罩上头带的限位轨,限位轨沿其长度方向由夹持机构进行夹持,并且夹持机构可进行夹持和松开的切换,令夹持机构松开时开放限位轨的上部空间供头带通过。
作为一种改进,夹持机构包括夹持缸体和由夹持缸体驱动的一对夹爪,一对夹爪由夹持缸体驱动时进行合拢或者打开。
作为一种改进,限位轨为可进行弯折塑形的钢丝。
本实用新型的有益效果,通过超声波模具和配合辊的设置,待焊接的口罩边缘在被拉料辊拉动行进的过程中,由配合辊的滚动保证口罩的通过,边缘焊接位置随着行进陆续被超声波模具和配合辊压住,该焊接位置相比于原来整体被模具夹持的情况范围较小,即原来整个边缘的线接触变成了滚动过程中小范围的点接触,该小范围的超声波发波令接触位置单位时间的能量更大,达到较好的焊接效果;并且整个焊接过程口罩的输送不必停止,应用于动态输送的整条生产线上,能够提高加工输送效率,减少停留时间。
附图说明
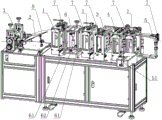
图1为本实用新型的口罩折叠机构的立体结构示意图。
图2为本实用新型的口罩折叠机构另一个视角的立体结构示意图。
图3为本实用新型的超声波焊接机构的立体结构示意图。
图4为本实用新型的限位轨与头带、口罩配合时的正面示意图。
图5为本实用新型的限位轨与头带、口罩配合时的俯视示意图。
具体实施方式
以下结合附图对本实用新型的具体实施例做详细说明。
如图1、2、3、4、5所示,为本实用新型口罩机的口罩折叠机构的具体实施例,其包括若干组拉料辊1、角形折叠板2、超声波焊接机构3和切料辊4,若干组拉料辊1在角形折叠板2、超声波焊接机构3和切料辊4的前后位置进行布置,提供拉动口罩进行移动的动力,且角形折叠板2之前的拉料辊1设置为横置状态,角形折叠板2之后的拉料辊1设置为竖置状态,超声波焊接机构3和切料辊4均设置为竖置状态,超声波焊接机构3包括超声波发生机构31、超声波模具32和配合辊33,超声波发生机构31连接超声波模具32,配合辊33竖直可旋转的设置于超声波模具32的一侧,超声波模具32和配合辊33之间供口罩穿过,并在口罩被拉动输送时,配合辊33进行滚动,超声波模具32和滚动的配合辊33对口罩焊接处进行挤压。
本实用新型在使用时,口罩折叠机构为生产线的最后一道工序,其对接于生产线的最后;口罩在生产线上平放输送,完成之前的加工工序,在到达口罩折叠机构的输入端时,横置状态一组拉料辊1保持口罩平放稳定,由之后的角形折叠板2完成口罩的向下对折,之后由竖置状态的一组拉料辊1夹持口罩呈竖直状态向后继续输送;拉料辊1可采用常规的双辊夹持的方式对口罩进行输送,双辊外接动力机构进行旋转;口罩在到达超声波焊接机构3处时对对折后的口罩边缘进行超声波焊接,然后由切料辊4切断口罩边缘,令中部的口罩本体和外部的废料分离,随着继续输送分别收集口罩本体和废料完成口罩的加工工序。若干组拉料辊1在超声波焊接机构3和切料辊4的前后根据需要进行布置,令整条线对口罩进行良好的拉动输送。其中的超声波焊接机构3可以适应持续输送的口罩生产线,即不需要像之前的机器那样需要把口罩停下来,在完成焊接后再启动输送。不停机的口罩生产线在每一个工位均布置滑轨,通过把工位上的机构设置于滑轨上,机构与口罩进行同步的向前运动,实现动态的位置对应,加工完一个口罩后,机构通过滑轨回移对位下一个口罩,从而往复循环进行每一个工位的加工,口罩不必停下来,每一个工位对口罩的加工也不必停止整条生产线,可以提高输送和加工的效率。本实用新型的超声波焊接机构3在应用于该生产线时,可以保证不停机的进行超声波焊接,口罩在被前后的拉料辊1拉动输送时,待焊接的口罩边缘由配合辊33的滚动保证口罩的通过,边缘焊接位置随着行进陆续被超声波模具32和配合辊33压住,超声波发生机构31持续的启动工作,该焊接位置相比于原来整体被模具夹持的情况范围较小,即原来整个边缘的线接触变成了滚动过程中小范围的点接触,该小范围的超声波发波令接触位置单位时间的能量更大,达到较好的焊接效果。本实用新型整体上保证口罩的焊接质量,并且适配对应的口罩生产线可以满足口罩持续输送过程中的焊接和切料,提高生产效率。
作为一种改进的具体实施方式,还包括有设置于切料辊4之后的出料辊5、以及设置于出料辊5侧边的废料辊51。
如图1、2所示,在切料辊4处完成边缘切割的口罩本体和外部的废料会分离,出料辊5依次对接着切料辊4,两者之间可以布置拉料辊1提供出料动力,口罩本体随着输送从出料辊5处出料,而废料一端连接至废料辊51,由废料辊51卷绕将废料拉向侧边,对废料进行收集。
作为一种改进的具体实施方式,角形折叠板2和切料辊4之间还设置有调试辊组6,调试辊组6包括位于前后部的定辊61和位于中部的调试辊62,调试辊62设置于一平移机构63上,进行相对口罩输送方向的垂直平移,口罩依次绕过前部定辊61、调试辊62和后部定辊61,当通过平移机构63对调试辊62进行平移调整时,改变口罩在两定辊61之间的绕过长度。
如图1、2所示,在使用时,口罩依次绕过前部定辊61、调试辊62和后部定辊61,对于两定辊61之间的绕过长度,可以通过调试辊62进行调节;平移机构63可通过丝杆滑块的方式实现,经过调节的调试辊62相对口罩输送方向进行垂直平移,调试辊62的越向外侧平移,口罩要绕过调试辊62的长度越大,反之使口罩绕过的长度变小,仅而可以调整每个口罩到达切料辊4处的前后位置,可以通过调整令口罩本体准确对应到切料辊4的边缘切除位置,进而可以保证产品成本率;并且可根据加工的口罩型号不同进行灵活调试,适用性广。
作为一种改进的具体实施方式,调试辊组6的前后位置均设置有一组拉料辊1。
如图1、2所示,此处限定调试辊组6前后均设置拉料辊1,为调试辊组6处的口罩输送提供了良好的前后动力,保证调试辊组6处口罩输送的平整,令对口罩长度位置的调整更加的准确稳定。
作为一种改进的具体实施方式,拉料辊1的上部设置有夹持机构7,口罩折叠机构的入口端至出口端上部穿设有用于悬挂口罩上头带的限位轨8,限位轨8沿其长度方向由夹持机构7进行夹持,并且夹持机构7可进行夹持和松开的切换,令夹持机构7松开时开放限位轨8的上部空间供头带通过。
如图1、2、4、5所示,在前序工位的头带焊接机构处焊接完成后的口罩与头带的状态如图4、5所示,限位轨8的入口端延伸至头带焊接机构处,令头带被限位轨8支持而进行悬挂,不会置于口罩表面;在口罩继续输送至口罩折叠机构处时,由角形折叠板2完成对口罩的折叠后,如图4所示头带在限位轨8上悬挂,本身较长的头带不会向下拖,从而使口罩需要焊接的边缘不会被头带干扰到,可以顺利的完成对口罩折叠后边缘的焊接成型。之后随着继续输送,口罩可以从限位轨8开放的出口端取下。限位轨8本身的位置限定通过夹持机构7实现,多个位置的夹持机构7把限位轨8限位在口罩输送位置的上方,因头带在输送过程中会被夹持机构7阻挡,故在一个口罩的头带经过一处夹持机构7时,夹持机构7打开供头带通过(如图4的下图所示),而前后位置的多组夹持机构7依旧处于夹持状态,可保持限位轨8的位置稳定。现有技术中头带焊接机构需要在口罩折叠机构后布置,这样才能使之后焊上的头带不影响口罩的折叠焊接边缘,这样的布置方式使得一台口罩生产线无法兼容耳带和头带的同时布置然后在使用时切换焊接;而本实用新型的口罩折叠机构可配合头带焊接机构应用于平铺的口罩输送加工生产线,头带焊接机构可以在之前的工位进行处理加工,进而令头带焊接机构与耳带焊接机构可以配合应用在一条生产线上,使用者可以切换使用,并且仅需采购一条生产线,从而可以大大降低设备成本,有效的控制成本。
作为一种改进的具体实施方式,夹持机构7包括夹持缸体71和由夹持缸体71驱动的一对夹爪72,一对夹爪72由夹持缸体71驱动时进行合拢或者打开。
如图1、2、4、5所示,夹持缸体71提供一对夹爪72合拢或者打开的两个工位的位置调整,简单实用;一对夹爪72合拢时良好的夹持限位轨8,打开时开放限位轨8的周边空间,使得头带可以顺利通过,建构简单便于实现。
作为一种改进的具体实施方式,限位轨8为可进行弯折塑形的钢丝。
如图1、2所示,图中大致示出了限位轨8的布置路线,为了便于限位轨8在布置时的高度灵活调整,优选为选择可进行弯折塑形的钢丝作为限位轨8,其在前序工序中例如头带焊接机构处,可在低处贴着口罩进行布置,到达口罩折叠机构处后,沿着角形折叠板2向上升高,然后在后序的拉料辊1处通过夹持机构7在上部限位,不影响下方口罩的输送、焊接以及切料。
以上仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
Claims (7)
1.一种口罩机的口罩折叠机构,包括若干组拉料辊(1)、角形折叠板(2)、超声波焊接机构(3)和切料辊(4),若干组拉料辊(1)在角形折叠板(2)、超声波焊接机构(3)和切料辊(4)的前后位置进行布置,提供拉动口罩进行移动的动力,且角形折叠板(2)之前的拉料辊(1)设置为横置状态,角形折叠板(2)之后的拉料辊(1)设置为竖置状态,所述超声波焊接机构(3)和切料辊(4)均设置为竖置状态,其特征在于:所述超声波焊接机构(3)包括超声波发生机构(31)、超声波模具(32)和配合辊(33),所述超声波发生机构(31)连接超声波模具(32),所述配合辊(33)竖直可旋转的设置于超声波模具(32)的一侧,所述超声波模具(32)和配合辊(33)之间供口罩穿过,并在口罩被拉动输送时,配合辊(33)进行滚动,所述超声波模具(32)和滚动的配合辊(33)对口罩焊接处进行挤压。
2.根据权利要求1所述的一种口罩机的口罩折叠机构,其特征在于:还包括有设置于切料辊(4)之后的出料辊(5)、以及设置于出料辊(5)侧边的废料辊(51)。
3.根据权利要求1所述的一种口罩机的口罩折叠机构,其特征在于:所述角形折叠板(2)和切料辊(4)之间还设置有调试辊组(6),所述调试辊组(6)包括位于前后部的定辊(61)和位于中部的调试辊(62),所述调试辊(62)设置于一平移机构(63)上,进行相对口罩输送方向的垂直平移,口罩依次绕过前部定辊(61)、调试辊(62)和后部定辊(61),当通过平移机构(63)对调试辊(62)进行平移调整时,改变口罩在两定辊(61)之间的绕过长度。
4.根据权利要求3所述的一种口罩机的口罩折叠机构,其特征在于:所述调试辊组(6)的前后位置均设置有一组拉料辊(1)。
5.根据权利要求1-4中任一项所述的一种口罩机的口罩折叠机构,其特征在于:所述拉料辊(1)的上部设置有夹持机构(7),所述口罩折叠机构的入口端至出口端上部穿设有用于悬挂口罩上头带的限位轨(8),所述限位轨(8)沿其长度方向由夹持机构(7)进行夹持,并且所述夹持机构(7)可进行夹持和松开的切换,令夹持机构(7)松开时开放限位轨(8)的上部空间供头带通过。
6.根据权利要求5所述的一种口罩机的口罩折叠机构,其特征在于:所述夹持机构(7)包括夹持缸体(71)和由夹持缸体(71)驱动的一对夹爪(72),一对夹爪(72)由夹持缸体(71)驱动时进行合拢或者打开。
7.根据权利要求5所述的一种口罩机的口罩折叠机构,其特征在于:所述限位轨(8)为可进行弯折塑形的钢丝。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122004916.2U CN215837293U (zh) | 2021-08-24 | 2021-08-24 | 一种口罩机的口罩折叠机构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122004916.2U CN215837293U (zh) | 2021-08-24 | 2021-08-24 | 一种口罩机的口罩折叠机构 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN215837293U true CN215837293U (zh) | 2022-02-18 |
Family
ID=80242101
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202122004916.2U Active CN215837293U (zh) | 2021-08-24 | 2021-08-24 | 一种口罩机的口罩折叠机构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN215837293U (zh) |
-
2021
- 2021-08-24 CN CN202122004916.2U patent/CN215837293U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111449349A (zh) | 一种平面口罩机 | |
| CN113786027B (zh) | 一种口罩机的海绵条贴设机构 | |
| CN111436707A (zh) | 一种kn95口罩生产线 | |
| CN215837293U (zh) | 一种口罩机的口罩折叠机构 | |
| CN108162495A (zh) | 全自动无纺布袋加工设备 | |
| CN208148634U (zh) | 一种新型手提袋糊底机 | |
| CN208148635U (zh) | 一种手提袋糊底机 | |
| CN113844043B (zh) | 一种口罩机 | |
| CN111469466A (zh) | 一种kn95口罩制造生产线 | |
| CN215854200U (zh) | 一种口罩机的海绵条贴设机构 | |
| CN216105147U (zh) | 一种应用于塑料袋切断的自动化设备 | |
| CN212920513U (zh) | 一种平面口罩生产线 | |
| CN212233299U (zh) | 一种基于一拖二口罩机的口罩折叠耳带的粘线装置 | |
| CN210696066U (zh) | 环形耳带口罩机 | |
| CN215837290U (zh) | 一种口罩机的口罩焊接折叠机构 | |
| CN214854655U (zh) | 一种医生帽成型机 | |
| CN207617051U (zh) | 卡爪自动冲模机构 | |
| CN207723285U (zh) | 凹/凸槽法兰风管成型设备 | |
| CN106862322B (zh) | 连续折弯的大型板材双联动折弯机 | |
| CN212437488U (zh) | 一种平面口罩机 | |
| CN212712001U (zh) | 一种口罩分流装置 | |
| CN109677113A (zh) | 一种纸张开槽覆膜压纹一体机 | |
| CN218139938U (zh) | 一种杯型口罩的面罩成型机 | |
| CN210944122U (zh) | 一种高速涂胶合掌机及高速合掌生产线 | |
| CN113844042A (zh) | 一种口罩机的口罩焊接折叠机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |