CN215511886U - 一种壁厚不均匀的液态铸造模具 - Google Patents
一种壁厚不均匀的液态铸造模具 Download PDFInfo
- Publication number
- CN215511886U CN215511886U CN202120423772.1U CN202120423772U CN215511886U CN 215511886 U CN215511886 U CN 215511886U CN 202120423772 U CN202120423772 U CN 202120423772U CN 215511886 U CN215511886 U CN 215511886U
- Authority
- CN
- China
- Prior art keywords
- mold
- mould
- core
- exhaust
- wall thickness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Abstract
本实用新型涉及压铸模技术领域,尤其涉及一种壁厚不均匀的液态铸造模具,包括相对设置的模脚,两个模脚的顶部通过沉头螺钉固定有下模,下模的顶部通过螺钉固定有导柱,所述导柱的外部滑动装配有上模,下模和上模上分别设有公模仁和母模仁,上模的内部开设有流道,流道贯穿母模仁,公模仁顶部设有浇注通道,浇注通道两边对称设有型腔,型腔另一侧设有若干排气槽,本实用新型中通过调节组件、型腔、排气槽和浇注通道等结构的设置,在驱动电机转动蜗杆后,蜗杆驱动蜗轮和螺杆转动,从而使得螺管带动滑块来回滑移,滑块移动后可对型腔底部壁厚的大小进行调节,避免因壁厚不均匀而产生困气情况发生,提高产品合格率。
Description
技术领域
本实用新型涉及压铸模技术领域,尤其涉及一种壁厚不均匀的液态铸造模具。
背景技术
锻造与铸造一样,都是生产零部件最常用的加工工艺,锻造模具主要有:模锻和大型压力机用锻模、螺旋压力机用锻模、平锻机锻模、辊锻模等,同时,紧固件冷镦模、挤压模具、拉丝模具、液态锻造用模具等都也同样属于锻造模具。
现有产品中时常会出现壁厚不均匀的情况,依照常规模具进行制作生产过程存在困气现象,极大地降低了产品的合格率,造成资源浪费和生产成本较高的现象。
实用新型内容
本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种壁厚不均匀的液态铸造模具。
为了实现上述目的,本实用新型采用了如下技术方案:
一种壁厚不均匀的液态铸造模具,包括相对设置的模脚,两个模脚的顶部通过沉头螺钉固定有下模,下模的顶部通过螺钉固定有导柱,所述导柱的外部滑动装配有上模,下模和上模上分别设有公模仁和母模仁,所述上模的内部开设有流道,所述流道贯穿母模仁;
所述公模仁顶部设有浇注通道,所述浇注通道两侧对称设有型腔,所述浇注通道下模均与所述型腔下模相连通,所述型腔下模另一侧设有若干排气槽下模,若干所述排气槽下模的另一侧设有排气通槽下模,若干所述排气槽下模均分别与所述排气通槽下模和所述型腔下模相连通,所述排气通槽下模的另一侧延伸至公模仁下模外侧;
所述下模的内部对称设置有调节组件。
优选的,下模顶部对称设有第一放置槽,所述调节组件包括第一固定杆,所述第一固定杆一端固定在所述第一放置槽内壁底部,所述第一固定杆的外周面转动套设有螺杆,所述螺杆的一端连接螺管,所述螺杆与所述螺管螺纹连接,所述螺管的外周面固定设有第一固定板,所述公模仁的底部设置有两个导杆,所述导杆的另一端与所述公模仁底部相固定,且两个所述导杆均穿过所述第一固定板;
所述螺杆的外周面固定设有蜗轮,所述第一放置槽内部一侧固定设有第二固定杆,所述第二固定杆的外周面转动套设有蜗杆,所述蜗杆的另一端穿过下模延伸至外侧,所述蜗杆与所述蜗轮相互啮合。
优选的,所述蜗杆穿过下模延伸至外侧并与驱动电机相连接。
优选的,型腔的底部开设滑槽,所述滑槽贯穿所述公模仁,所述螺管顶部固定有滑块,所述滑块与所述滑槽滑动配合。
本实用新型的有益效果是:
1、本实用新型中通过调节组件、型腔、排气槽和浇注通道等结构的设置,在驱动电机转动蜗杆后,蜗杆驱动蜗轮和螺杆转动,从而使得螺管带动滑块来回滑移,滑块移动后可对型腔底部壁厚的大小进行调节,避免因壁厚不均匀而产生困气情况发生,提高产品合格率。
2、本实用新型通过在下模内部设置导杆,在螺管外周面设置有第一固定板,两个穿过第一固定板,第一固定板及两个导杆限制了螺管的运动方向,使螺管沿着螺杆自身高度所在直线方向运动。
附图说明
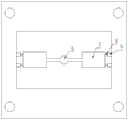
图1为本实用新型提出的一种壁厚不均匀的液态铸造模具的主视图;
图2为本实用新型提出的下模的俯视图;
图3为本实用新型提出的上下模合模后的主视图;
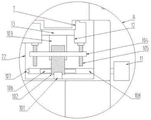
图4为本实用新型提出的一种壁厚不均匀的液态铸造模具的标号A处放大图。
图中:1模脚、2下模、21公模仁、22第一放置槽、3导柱、4上模、41 母模仁、5流道、6浇注通道、7型腔、8排气槽、9排气通槽、10调节组件、 101第一固定杆、102螺杆、103螺管、104第一固定板、105导杆、106蜗轮、 107第二固定杆、108蜗杆、11驱动电机、12滑槽、13滑块。
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
参照图1-4,一种壁厚不均匀的液态铸造模具,包括相对设置的模脚1,所述两个模脚1的顶部通过沉头螺钉固定有下模2,下模2的顶部通过螺钉固定有导柱3,导柱3的外部滑动装配有上模4,下模2和上模4上分别设有公模仁21和母模仁41,下模2的内部开设有流道5,流道5贯穿母模仁41。
公模仁21顶部设有浇注通道6,浇注通道6两侧对称设有型腔7,浇注通道6均与型腔7相连通,型腔7另一侧设有若干排气槽8,若干排气槽8的另一侧设有排气通槽9,若干排气槽8均分别与排气通槽9和型腔7相连通,排气通槽9的另一侧延伸至公模仁21外侧;
下模2的内部对称设置有调节组件10。
下模2顶部对称设有第一放置槽22,调节组件10包括第一固定杆101,第一固定杆101一端固定在第一放置槽22内壁底部,第一固定杆101的外周面转动套设有螺杆102,螺杆102的一端连接螺管103,螺杆102与螺管103 螺纹连接,螺管103的外周面固定设有第一固定板104,公模仁21的底部设置有两个导杆105,导杆105的另一端与公模仁21底部相固定,且两个导杆 105均穿过第一固定板104;
螺杆102的外周面固定设有蜗轮106,第一放置槽22内部一侧固定设有第二固定杆107,第二固定杆107的外周面转动套设有蜗杆108,蜗杆108的另一端穿过下模2延伸至外侧,蜗杆108与蜗轮106相互啮合
蜗杆108穿过下模2延伸至外侧并与驱动电机11相连接。
型腔7的底部开设滑槽12,滑槽12贯穿公模仁21,螺管103顶部固定有滑块13,滑块13与滑槽12滑动配合。
本实施例中,合模后,上模4与下模2闭合,胶料经流道5和浇注通道6 流入型腔7内部,此过程中,胶料很顺畅进入型腔7并填满,通过在型腔7 末端设有排气槽8,避免成型过程中产生气泡和困气现象;
进一步的在胶料未完全冷却时,驱动电机11转动,带动蜗杆108转动,蜗杆108带动蜗轮106转动,蜗轮106转动带动螺杆102转动,由于第一固定板104被导杆105限制,故螺杆102转动只能带动螺管103沿着导杆做直线运动,螺管103带动滑块13运动,滑块13对型腔7产生力的作用,进而改变型腔7底部壁厚。
以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
Claims (4)
1.一种壁厚不均匀的液态铸造模具,包括相对设置的模脚(1),其特征在于,两个模脚(1)的顶部通过沉头螺钉固定有下模(2),下模(2)的顶部通过螺钉固定有导柱(3),所述导柱(3)的外部滑动装配有上模(4),下模(2)和上模(4)上分别设有公模仁(21)和母模仁(41),所述上模(4)的内部开设有流道(5),所述流道(5)贯穿母模仁(41);
所述公模仁(21)顶部设有浇注通道(6),所述浇注通道(6)两侧对称设有型腔(7),所述浇注通道(6)均与所述型腔(7)相连通,所述型腔(7)另一侧设有若干排气槽(8),若干所述排气槽(8)的另一侧设有排气通槽(9),若干所述排气槽(8)均分别与所述排气通槽(9)和所述型腔(7)相连通,所述排气通槽(9)的另一侧延伸至公模仁(21)外侧;
所述下模(2)的内部对称设置有调节组件(10)。
2.根据权利要求1所述的一种壁厚不均匀的液态铸造模具,其特征在于,下模(2)顶部对称设有第一放置槽(22),所述调节组件(10)包括第一固定杆(101),所述第一固定杆(101)一端固定在所述第一放置槽(22)内壁底部,所述第一固定杆(101)的外周面转动套设有螺杆(102),所述螺杆(102)的一端连接螺管(103),所述螺杆(102)与所述螺管(103)螺纹连接,所述螺管(103)的外周面固定设有第一固定板(104),所述公模仁(21)的底部设置有两个导杆(105),所述导杆(105)的另一端与所述公模仁(21)底部相固定,且两个所述导杆(105)均穿过所述第一固定板(104);
所述螺杆(102)的外周面固定设有蜗轮(106),所述第一放置槽(22)内部一侧固定设有第二固定杆(107),所述第二固定杆(107)的外周面转动套设有蜗杆(108),所述蜗杆(108)的另一端穿过下模(2)延伸至外侧,所述蜗杆(108)与所述蜗轮(106)相互啮合。
3.根据权利要求2所述的一种壁厚不均匀的液态铸造模具,其特征在于,所述蜗杆(108)穿过下模(2)延伸至外侧并与驱动电机(11)相连接。
4.根据权利要求2所述的一种壁厚不均匀的液态铸造模具,其特征在于,型腔(7)的底部开设滑槽(12),所述滑槽(12)贯穿所述公模仁(21),所述螺管(103)顶部固定有滑块(13),所述滑块(13)与所述滑槽(12)滑动配合。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202120423772.1U CN215511886U (zh) | 2021-02-26 | 2021-02-26 | 一种壁厚不均匀的液态铸造模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202120423772.1U CN215511886U (zh) | 2021-02-26 | 2021-02-26 | 一种壁厚不均匀的液态铸造模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN215511886U true CN215511886U (zh) | 2022-01-14 |
Family
ID=79799698
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202120423772.1U Active CN215511886U (zh) | 2021-02-26 | 2021-02-26 | 一种壁厚不均匀的液态铸造模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN215511886U (zh) |
-
2021
- 2021-02-26 CN CN202120423772.1U patent/CN215511886U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN114951600B (zh) | 铝镁合金变速器多向挤压铸造模具及铸造方法 | |
| CN215512098U (zh) | 水龙头模具的三向抽芯装置 | |
| CN206425491U (zh) | 一种密封接头的重力浇注模具 | |
| CN215511886U (zh) | 一种壁厚不均匀的液态铸造模具 | |
| CN209918854U (zh) | 一种用以制备齿轮箱液压轴芯成型模具 | |
| CN204075142U (zh) | 金属凸凹壳体件压铸成型模具 | |
| CN211542169U (zh) | 一种模具内减少溢胶机构 | |
| CN210475488U (zh) | 一种滤波器的压铸机 | |
| CN203063036U (zh) | 搅拌式注塑机 | |
| CN111844645A (zh) | 一种注塑用模具 | |
| CN219852017U (zh) | 一种铝合金挡水板浇铸模具 | |
| CN216540477U (zh) | 一种蓄电池端子铅管冷压成型模具 | |
| CN215512039U (zh) | 一种红外摄像头外壳注塑件用注塑模具 | |
| CN217551051U (zh) | 适用内球笼温锻便于脱模的温锻模具 | |
| CN220372179U (zh) | 一种具有脱料结构的压铸件成型模具 | |
| CN219112847U (zh) | 一种路灯灯头上盖压铸模具 | |
| CN215151578U (zh) | 一种高效冷却的注塑模具 | |
| CN214056247U (zh) | 一种塑胶模具用顶出机构 | |
| CN216968501U (zh) | 一种扁形管件成型模具 | |
| CN214294174U (zh) | 一种塑料注塑用易于脱模的新型模具 | |
| CN219881285U (zh) | 一种薄壁缸体铸造模具 | |
| CN217967899U (zh) | 一种带喷管式冷却结构的模具 | |
| CN211763090U (zh) | 一种注塑模具 | |
| CN214239331U (zh) | 一种带有辅助流道和弧形运水槽的模具 | |
| CN114083765B (zh) | 一种外壳复杂抽芯热流道薄壁大型注塑模具及其注塑工艺 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |