CN213533942U - 多种粉料全自动液压机的多次加料装置 - Google Patents
多种粉料全自动液压机的多次加料装置 Download PDFInfo
- Publication number
- CN213533942U CN213533942U CN202021705634.4U CN202021705634U CN213533942U CN 213533942 U CN213533942 U CN 213533942U CN 202021705634 U CN202021705634 U CN 202021705634U CN 213533942 U CN213533942 U CN 213533942U
- Authority
- CN
- China
- Prior art keywords
- cylinder
- piston rod
- ejection
- top cylinder
- feeding device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Abstract
本实用新型涉及干粉制品成型技术领域,具体涉及一种多种粉料全自动液压机的多次加料装置。包括顶缸及末次加料装置,所述顶缸为双输出杆缸,所述顶缸包括缸体以及设置在缸体内的顶缸活塞头、上出活塞杆及下出活塞杆,所述顶缸活塞头通过活塞螺母固定在顶缸活塞头下面的活塞缸上;所述上出活塞杆上从上到下依次设置有顶缸退回调节装置、上压帽及上导向套,所述顶缸退回调节装置通过下连接板与下模板固定连接;所述下出活塞杆上从下到上依次设有顶缸顶出调节装置、下压帽及下导向套,所述下压帽下面通过螺栓与缸体固定连接。本实用新型结构简单、产品控制精度高,降低了厂商制造设备的生产成本,提高了成型粉饼的质量。
Description
技术领域
本实用新型涉及干粉制品成型技术领域,具体涉及一种多种粉料全自动液压机的多次加料装置。
背景技术
液压机是一种以液体为工作介质,用来传递能量以实现各种工艺的机器。液压机除用于锻压成形外,也可用于矫正、压装、打包、压块和压板等。液压机包括水压机和油压机。粉料液压机,顾名思义,就是压制粉料的液压机,其有最初的五梁四柱发展到三梁四柱,再由三梁四柱发展到更加先进的两梁四柱,其不断简化的结构,体现了人们对产品及工艺方面越来越高的要求与标准,但实践证明,还不能完全满足实际生产中的某些需要,专利:CN 109773182 A提出了一种两梁四柱的全自动多台阶粉末制品成型液压机;其虽然能够实现多层不同干粉的制品压制生产,但是控制加料的装置结构复杂,工艺流程繁琐,且压制的成品高度不精确,提高了设备的生产成本同时产品质量还难以保证。
实用新型内容
为了解决现有技术中存在的缺陷,本实用新型旨在提供一种多台阶多层干粉制品全自动成型液压机的多次加料装置,本实用新型结构简单、产品控制精度高,降低了厂商制造设备的生产成本,提高了成型粉饼的质量。
本实用新型提供的技术方案为:多种粉料全自动液压机的多次加料装置,包括顶缸及末次加料装置,所述顶缸为双输出杆缸,所述顶缸包括缸体以及设置在缸体内的顶缸活塞头、上出活塞杆及下出活塞杆,所述顶缸活塞头通过活塞螺母固定在顶缸活塞头下面的活塞缸上;所述上出活塞杆上从上到下依次设置有顶缸退回调节装置、上压帽及上导向套,所述顶缸退回调节装置通过下连接板与下模板固定连接,所述上压帽上面通过螺栓与缸体固定连接,所述上导向套与上压帽固定连接,所述上压帽与上导向套与缸体内壁紧密接触;所述下出活塞杆上从下到上依次设有顶缸顶出调节装置、下压帽及下导向套,所述下压帽下面通过螺栓与缸体固定连接,所述下导向套与下压帽固定连接,所述下压帽与下导向套与缸体内壁紧密接触。
上述方案进一步改进为:顶缸缸体上面固定安装有下压板,所述下压板用于封闭顶缸缸体的上面,所述上压帽上面通过螺栓与缸体固定连接。
上述方案进一步改进为:所述顶缸退回调节装置包括涡轮、蜗杆、上调节座以及限位块,蜗杆固定安装在下梁上,与涡轮啮合连接,涡轮套装在上调节座上,与上调节座螺纹连接,上调节座套装在顶缸的上出活塞杆上,上调节座上内设置有若干导向杆,导向杆与下梁固定连接,涡轮旋转驱动上调节座沿着顶缸的上出活塞杆上下移动,限位块套在顶缸的上出活塞杆上,在上调节座与下连接板之间上下移动;所述限位块构成顶缸的退回限位;
上述方案进一步改进为:所述顶缸顶出调节装置包括顶出调节螺杆以及顶出调节块,调节螺杆套装在顶缸的下出活塞杆上,螺纹连接,顶出调节块套装在顶缸的下出活塞杆上并支撑在调节螺杆上;所述顶出调节块构成顶缸的顶出限位。
上述方案进一步改进为:所述末次加料装置设置在顶缸的下出活塞杆的端部,位于顶缸顶出调节装置的下面,所述末次加料装置包括缸体、活塞头、压帽及顶出座,缸体套在顶缸的下出活塞杆末端并通过拼紧螺母与锁紧螺母与顶缸的下出活塞杆固定连接,活塞头设置在缸体内并套在顶缸的下出活塞杆上,活塞头分别与缸体、顶缸的下出活塞杆滑动密封接触,缸体上端设置有压帽,压帽位于活塞头上方,构成活塞头的上限位;顶出座套装在顶缸的下出活塞杆上,顶出座支撑在活塞头上并与活塞头固定连接,顶出座与顶缸的下出活塞杆滑动配合,顶出座上设置有销孔,销孔内设置有定位销,定位销连接顶出座与顶缸的下出活塞杆,销孔与定位销之间留有间隙。
上述方案进一步改进为:多种粉料全自动液压机,包括主体,所述主体从上到下依次为上模冲及下模冲,所述上模冲及下模冲由四支立柱穿过它们四个角上的通孔,用中锁紧螺母、上调节螺母、上锁紧螺母、下调节螺母和下锁紧螺母将它们固装为一个整体,所述主体上还设有用于将粉料加入模孔的加料装置,所述加料装置包括料仓、料仓支架以及送料装置,所述料仓通过料仓支架固定在上模冲的的四周,且通过输料管与送料装置固定连接,所述送料装置固定设置在下模冲上,所述上模冲包括从上到下依次设置的主缸、上梁、上活梁、上模板及上模,主缸固定设置在上梁上,上梁与四支立柱固定连接,上活梁与四支立柱精密的滑动配合,并沿着四支立柱上下滑动,主缸的活塞杆与上活梁固定连接,主缸驱动上活梁沿着四支立柱上下滑动,所述上活梁底部固定安装有上模板,所述上模板的底部固定有上模;
包括所述下模冲包括从上到下依次设置的下活梁、下模、固定模板、下模板、下梁、顶缸及顶出调节装置,所述下活梁的中心位置设置有中模,所述下模贯穿固定模板与下模板固定连接,所述下模板四个角上分别设置有下导柱,所述下导柱贯穿固定模板与下活梁固定连接,所述固定模板通过支撑板与下梁固定连接,所述下模板与顶缸的活塞杆上端固定连接,下活梁与四支立柱精密的滑动配合,所述顶缸用于驱动下活梁沿着立柱上下滑动,并沿着四支立柱上下滑动,下梁与四支立柱固定连接。
与现有技术相比,本实用新型带来的有益效果为:本实用新型相对于传统的结构,通过与位移传感器的配合即可实现加料高度的控制,简化了结构又提高了精度,降低了设备生产厂家的生产成本,提高了成品的质量同时还进一步提高了设备的机械化程度。
附图说明
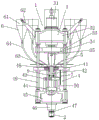
图1为本实用新型所在的多种粉料全自动液压机的结构示意图。
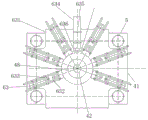
图2为实用新型所在的多种粉料全自动液压机上的加料装置的俯视图。
图3为本实用新型的剖面图。
具体实施方式
下面结合附图对本实用新型作进一步清楚、详细的解释,应当理解,附图中所示示例以及本文中用来描述其的特定语言并非旨在限制本公开的范围。本文所示特征的变型和进一步修改以及本文所示原理的附加应用应视为落入本公开的范围内。
如图1至图3所示,一种多种粉料全自动液压机,包括主体1及末次加料装置2,所述末次加料装置2安装在主体1的底部,所述主体1从上到下依次为上模冲3及下模冲4,所述上模冲3及下模冲4由四支立柱5穿过它们四个角上的通孔,用中锁紧螺母、上调节螺母、上锁紧螺母、下调节螺母和下锁紧螺母将它们固装为一个整体,所述主体上还设有用于将粉料加入模孔的加料装置6,所述加料装置包括料仓61、料仓支架62以及送料装置63,所述料仓61通过料仓支架62固定在上模冲3的的四周,且通过输料管64与送料装置63固定连接,所述送料装置63固定设置在下模冲4上。
所述上模冲3包括从上到下依次设置的主缸31、上梁32、上活梁33、上模板34及上模35,主缸31固定设置在上梁32上,上梁32与四支立柱5固定连接,上活梁33与四支立柱5精密的滑动配合,并沿着四支立柱5上下滑动,主缸31的活塞杆与上活梁33固定连接,主缸31驱动上活梁33沿着四支立柱5上下滑动,所述上活梁33底部固定安装有上模板34,所述上模板34的底部固定有上模35。
包括所述下模冲4包括从上到下依次设置的下活梁41、下模42、固定模板43、下模板44、下梁45、顶缸46及顶出调节装置47,所述下活梁41的中心位置设置有中模48,所述下模42贯穿固定模板43与下模板44固定连接,所述下模板44四个角上分别设置有下导柱49,所述下导柱49贯穿固定模板43与下活梁41固定连接,所述固定模板43通过支撑板50与下梁45固定连接,所述下模板44与顶缸46的活塞杆上端固定连接,下活梁41与四支立柱5精密的滑动配合,所述顶缸46用于驱动下活梁41沿着立柱5上下滑动,并沿着四支立柱5上下滑动,下梁45与四支立柱5固定连接;所述下活梁41底部靠近右立柱的位置还固定安装有位移传感器7,所述位移传感器7的下面通过固定扣8与固定模板43滑动连接,所述固定扣8固定安装在固定模板43的上面,其上面开设有通孔,所述位移传感器穿过该通孔与下活梁固定连接。
所述送料装置63包括料板631以及设置在料板631上的送料盒632、驱动送料盒的送料缸633、推坯装置634,所述送料缸633用于驱动送料盒632在料板上做往复运动,所述料板631固定设置在下活梁41上,其中心位置开设有圆形通孔,所述圆形通孔与中模48的顶部对准吻合,所述送料盒632底部开设有长方形通孔,所述送料盒632通过输料管64与料仓61固定连接;所述送料盒632为6套,且沿圆周均匀的分布在推坯装置634两边,与之相应的加料仓也为6个,所述推坯装置634包括推坯板635及推坯缸636,所述推坯缸636用于驱动推坯板635在料板631上做往复滑动。
所述顶缸46为双输出杆缸,顶缸46的上出活塞杆461上设置有顶缸退回调节装置9且通过下连接板10与下模板44固定连接,顶缸46的下出活塞杆462上设置有顶缸顶出调节装置11。所述下模板44与顶缸46的活塞杆上端固定连接,具体为与顶缸46的上活塞杆461固定连接。
所述顶缸退回调节装置9包括涡轮91、蜗杆92、上调节座93以及限位块94,蜗杆92固定安装在下梁45上,与涡轮91啮合连接,涡轮91套装在上调节座93上,与上调节座93螺纹连接,上调节座93套装在顶缸46的上出活塞杆461上,上调节座93上内设置有若干导向杆95,导向杆95与下梁45固定连接,涡轮91旋转驱动上调节座93沿着顶缸46的上出活塞杆461上下移动,限位块94套在顶缸46的上出活塞杆461上,在上调节座93与下连接板10之间上下移动;所述限位块94构成顶缸46的退回限位。
所述顶缸顶出调节装置11包括顶出调节螺杆111以及顶出调节块112,调节螺杆111套装在顶缸46的下出活塞杆462上,螺纹连接,顶出调节块112套装在顶缸46的下出活塞杆462上并支撑在调节螺杆111上;所述顶缸46还包括顶缸缸体463、设置在顶缸缸体463内的上导向套464、上压帽465,顶缸缸体内463还包括顶缸活塞头466以及设置在顶缸活塞头466下面的活塞锁母467、下导向套468、下压帽469,顶缸缸体463上面固定安装有下压板12,所述下压板12用于封闭顶缸缸体463的上面,所述上压帽465位于下压板12的下面,对上导向套464进行限位,所述上导向套464对顶缸46的上出活塞杆461在缸体内的活动进行限位及引导;活塞锁母467位于顶缸活塞头466的下面,且与顶缸活塞头466固定连接,所述下导向套468位于活塞锁母467的下面,所述活塞螺锁467与下导向套468之间设有间隙,所述下压帽469位于下导向套468的下面,且对下导向套468进行限位,所述下导向套468对顶缸46的下出活塞杆462在顶缸缸体463内的活动进行限位及引导,所述顶缸缸体463与下梁45的底面通过大螺母13限位固定。
所述顶出调节块112构成顶缸46的顶出限位,具体为,当进行第五次加料操作时,所述顶出调节块支撑在顶缸的底部,限制顶缸的下出活塞杆继续向上移动,同时为末次加料提供支撑点。
所述末次加料装置2安装在主体1的底部,具体为设置在顶缸46的下出活塞杆462的端部,位于顶缸顶出调节装置11的下面,所述末次加料装置2包括缸体21、活塞头22、压帽23及顶出座24,缸体21上设有下腔油孔211及泄漏孔212,下腔油孔211用于进油,泄漏孔212用于出油,缸体21套在顶缸46的下出活塞杆461末端并通过拼紧螺母25与锁紧螺母26与顶缸46的下出活塞杆462固定连接,活塞头22设置在缸体21内并套在顶缸46的下出活塞杆462上,活塞头22分别与缸体21、顶缸46的下出活塞杆462滑动密封接触,缸体21上端设置有压帽27,压帽27位于活塞头22上方,构成活塞头22的上限位;顶出座24套装在顶缸46的下出活塞杆462上,顶出座支撑在活塞头上并与活塞头固定连接,顶出座24与顶缸46的下出活塞杆462滑动配合,顶出座24上设置有销孔,销孔内设置有定位销28,定位销连接顶出座24与顶缸46的下出活塞杆461,销孔与定位销之间留有间隙,所述调节螺杆111套装在顶出座24上,与顶出座24螺纹连接。末次加料装置,顾名思义就是最后一次加料,即本实用新型第六次加料不是通过位移传感器控制下活梁上移来控制粉料的高度,此处依靠缸体21的机械限位来控制加料高度,具体为电气系统中压力继电器进行压力发讯,位于顶杆的下活塞杆上的缸体21驱动活塞头22向上移动,活塞头22带动顶缸46的下出活塞杆462向上移动,顶缸46的下出活塞杆462驱动顶缸46的上出活塞杆461向上移动,顶缸46的上出活塞杆461驱动下模板向上移动,最终驱动下活梁向上移动,形成最后一次加料的高度。
本实用新型的工作原理为:初始时:顶缸驱动下模板上移,下模板带动下活梁沿下导柱上移到预设行程后停止移动,下模固定不动,此时,中模与下模构成的空腔内就形成了第一层粉料的高度,此时,第一个送料盒根据预设行程由送料缸推至中模上面,料仓内的粉料经输料管进入送料盒内,再由送料盒流至空腔内,一次加粉结束后,第一个送料盒回程至初始位置,此时根据位移传感器传出的信号,顶缸再次驱动下活梁上移一个第二层粉料的高度,第二个送料盒重复第一个送料盒的过程,直至第五个送料盒完成第五次送料,这时,最后一层粉的空腔高度,不是由位移传感器控制,而是由机械限位来控制,通过末次加料装置来完成,即本实用新型第六次加料不是通过位移传感器控制下活梁上移来控制粉料的高度,此处依靠缸体的机械限位来控制加料高度,具体为电气系统中压力继电器进行压力发讯,位于顶杆的下活塞杆上的缸体驱动活塞头向上移动,活塞头带动顶缸的下出活塞杆向上移动,顶缸的下出活塞杆驱动顶缸的上出活塞杆向上移动,顶缸的上出活塞杆驱动下模板向上移动,最终驱动下活梁向上移动,形成最后一次加料的高度,然后第六加料盒进行加料,退回,至此,所有的加料装置均实现一次加料,接着主缸驱动安装在上活梁上的上模板带动上模下行进入中模腔,将已装入中模腔的粉料“封模”,上模冲在主缸的作用下继续下压,下模固定不动,同时下活梁及位于下活梁中的中模在顶缸的作用下向下移动,这样实现下模与形成一体后的上横梁与下横梁做相对的上移,从而向上对粉料挤压,在上模冲、内下模冲的双向对压作用力下对模腔内的粉料进行浮动压制,直至到设定成型位, “保压”、“泄压”后产品压制成型,压制完成后,下活梁下移,由下模将六层成型的粉饼由顶出装置顶出中模孔,推坯装置再将成型粉饼推出中模孔,至此,送料装置完成一次操作,下活梁至初始位置,限位块对其下降的高度限位。
最后一次加料的过程中,活塞头的活动形成受压帽的限制,这就是压帽对活塞头的上限位,因为顶缸的下出活塞杆在缸体驱动下向上移动时,会带动顶出座在顶缸的下出活塞杆向上移动,所述定位销就在空隙内滑动,当定位销接触到空隙的下表面时,就与顶出座同步向上移动,起到定位的作用。
由于文字表达的有限性,而客观上存在无限的具体结构,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进、润饰或变化,也可以将上述技术特征以适当的方式进行组合;这些改进润饰、变化或组合,或未经改进将发明的构思和技术方案直接应用于其它场合的,均应视为本发明的保护范围。
Claims (6)
1.多种粉料全自动液压机的多次加料装置,包括顶缸及末次加料装置,所述顶缸为双输出杆缸,其特征在于,所述顶缸包括缸体以及设置在缸体内的顶缸活塞头、上出活塞杆及下出活塞杆,所述顶缸活塞头通过活塞螺母固定在顶缸活塞头下面的活塞缸上;所述上出活塞杆上从上到下依次设置有顶缸退回调节装置、上压帽及上导向套,所述顶缸退回调节装置通过下连接板与下模板固定连接,所述上压帽上面通过螺栓与缸体固定连接,所述上导向套与上压帽固定连接,所述上压帽与上导向套与缸体内壁紧密接触;所述下出活塞杆上从下到上依次设有顶缸顶出调节装置、下压帽及下导向套,所述下压帽下面通过螺栓与缸体固定连接,所述下导向套与下压帽固定连接,所述下压帽与下导向套与缸体内壁紧密接触。
2.根据权利要求1所述的多种粉料全自动液压机的多次加料装置,其特征在于:顶缸缸体上面固定安装有下压板,所述下压板用于封闭顶缸缸体的上面。
3.根据权利要求1所述的多种粉料全自动液压机的多次加料装置,其特征在于:所述顶缸退回调节装置包括涡轮、蜗杆、上调节座以及限位块,蜗杆固定安装在下梁上,与涡轮啮合连接,涡轮套装在上调节座上,与上调节座螺纹连接,上调节座套装在顶缸的上出活塞杆上,上调节座上内设置有若干导向杆,导向杆与下梁固定连接,涡轮旋转驱动上调节座沿着顶缸的上出活塞杆上下移动,限位块套在顶缸的上出活塞杆上,在上调节座与下连接板之间上下移动;所述限位块构成顶缸的退回限位。
4.根据权利要求1所述的多种粉料全自动液压机的多次加料装置,其特征在于:所述顶缸顶出调节装置包括顶出调节螺杆以及顶出调节块,调节螺杆套装在顶缸的下出活塞杆上,螺纹连接,顶出调节块套装在顶缸的下出活塞杆上并支撑在调节螺杆上;所述顶出调节块构成顶缸的顶出限位。
5.根据权利要求1所述的多种粉料全自动液压机的多次加料装置,其特征在于:
所述末次加料装置设置在顶缸的下出活塞杆的端部,位于顶缸顶出调节装置的下面,所述末次加料装置包括缸体、活塞头、压帽及顶出座,缸体套在顶缸的下出活塞杆末端并通过拼紧螺母与锁紧螺母与顶缸的下出活塞杆固定连接,活塞头设置在缸体内并套在顶缸的下出活塞杆上,活塞头分别与缸体、顶缸的下出活塞杆滑动密封接触,缸体上端设置有压帽,压帽位于活塞头上方,构成活塞头的上限位;顶出座套装在顶缸的下出活塞杆上,顶出座支撑在活塞头上并与活塞头固定连接,顶出座与顶缸的下出活塞杆滑动配合,顶出座上设置有销孔,销孔内设置有定位销,定位销连接顶出座与顶缸的下出活塞杆,销孔与定位销之间留有间隙。
6.根据权利要求1所述的多种粉料全自动液压机的多次加料装置,其特征在于:多种粉料全自动液压机,包括主体,所述主体从上到下依次为上模冲及下模冲,所述上模冲及下模冲由四支立柱穿过它们四个角上的通孔,用中锁紧螺母、上调节螺母、上锁紧螺母、下调节螺母和下锁紧螺母将它们固装为一个整体,所述主体上还设有用于将粉料加入模孔的加料装置,所述加料装置包括料仓、料仓支架以及送料装置,所述料仓通过料仓支架固定在上模冲的四周,且通过输料管与送料装置固定连接,所述送料装置固定设置在下模冲上,所述上模冲包括从上到下依次设置的主缸、上梁、上活梁、上模板及上模,主缸固定设置在上梁上,上梁与四支立柱固定连接,上活梁与四支立柱精密的滑动配合,并沿着四支立柱上下滑动,主缸的活塞杆与上活梁固定连接,主缸驱动上活梁沿着四支立柱上下滑动,所述上活梁底部固定安装有上模板,所述上模板的底部固定有上模;
包括所述下模冲包括从上到下依次设置的下活梁、下模、固定模板、下模板、下梁、顶缸及顶出调节装置,所述下活梁的中心位置设置有中模,所述下模贯穿固定模板与下模板固定连接,所述下模板四个角上分别设置有下导柱,所述下导柱贯穿固定模板与下活梁固定连接,所述固定模板通过支撑板与下梁固定连接,所述下模板与顶缸的活塞杆上端固定连接,下活梁与四支立柱精密的滑动配合,所述顶缸用于驱动下活梁沿着立柱上下滑动,并沿着四支立柱上下滑动,下梁与四支立柱固定连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021705634.4U CN213533942U (zh) | 2020-08-17 | 2020-08-17 | 多种粉料全自动液压机的多次加料装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021705634.4U CN213533942U (zh) | 2020-08-17 | 2020-08-17 | 多种粉料全自动液压机的多次加料装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN213533942U true CN213533942U (zh) | 2021-06-25 |
Family
ID=76488845
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202021705634.4U Active CN213533942U (zh) | 2020-08-17 | 2020-08-17 | 多种粉料全自动液压机的多次加料装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN213533942U (zh) |
-
2020
- 2020-08-17 CN CN202021705634.4U patent/CN213533942U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3488987B1 (en) | Method and device for batched compression molding of rubber and plastic products by means of multiple mold cavities | |
| CN103028716A (zh) | 一种二次抽芯的模具机构 | |
| CN103921126B (zh) | 一种镦粗反挤压连续成型模架 | |
| HU220010B (hu) | Eljárás és berendezés műanyag termékek préselésére | |
| CN101524731A (zh) | 大高径比板材零件拉深成形的加工方法及其专用加工装置 | |
| CN110586829A (zh) | 一种新型结构的多向模锻液压机 | |
| CN101585100A (zh) | 一种斜齿圆柱齿轮冷精密成形工艺及其装置 | |
| CN203184427U (zh) | 精整机用模架装置 | |
| CN203292211U (zh) | 一种金属塑性挤压成形主机 | |
| GB1149198A (en) | Improvements in or relating to compacting presses | |
| CN213533942U (zh) | 多种粉料全自动液压机的多次加料装置 | |
| US3764244A (en) | Apparatus for compacting granular material | |
| CN201669907U (zh) | 活性炭专用四柱液压机 | |
| DE60310531T2 (de) | Vorrichtung und Verfahren zum Pressformen von Kunststoff-Behältern | |
| CN212979347U (zh) | 多种粉料全自动液压机 | |
| CN111072266A (zh) | 一种用于全自动粉末成型压力机的玻璃粉末成型模具 | |
| CN111941912A (zh) | 多种粉料全自动液压机 | |
| CN109773182B (zh) | 多台阶多层干粉制品全自动成型液压机 | |
| CN109895441B (zh) | 多台阶多层干粉制品全自动成型液压机下油缸调节装置 | |
| CN209918885U (zh) | 多台阶多层干粉制品全自动成型液压机 | |
| CN213648797U (zh) | 多工位盐芯制品全自动干粉液压机的送料装置 | |
| CN203091447U (zh) | 一种具有双向挤压功能的金属塑性成形装置 | |
| CN103817280A (zh) | 多缸薄板成型液压机 | |
| CN202826483U (zh) | 全自动干粉液压机用多台阶模架 | |
| CN202439246U (zh) | 一种油压机同步顶出机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |