CN211191665U - 一种用于支架翻边和折弯的装置 - Google Patents
一种用于支架翻边和折弯的装置 Download PDFInfo
- Publication number
- CN211191665U CN211191665U CN201922069320.3U CN201922069320U CN211191665U CN 211191665 U CN211191665 U CN 211191665U CN 201922069320 U CN201922069320 U CN 201922069320U CN 211191665 U CN211191665 U CN 211191665U
- Authority
- CN
- China
- Prior art keywords
- plate
- bending
- support
- flanging
- block
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

















Abstract
本实用新型公开了一种用于支架翻边和折弯的装置,在第二工位上支架翻边完一次后,进行整形保持形状,再进行二次翻边,翻边效果好、翻边到位。翻边完成的支架在第三工位上先进行折弯、再冲裁,只需要一套磨具,操作方便。包括上模座和下模座,还包括相邻的第二工位和第三工位;第二工位包括下模座的上表面设有第二下垫板;第二下垫板的上表面设有第二下模板,第二下模板上固定有定型块,定型块呈长条形,定型块的中间两侧分别设有7字形的整形块,两块整形块相对设置用于支架从中间穿过;第二下模板上固定有四块翻边镶件,四块翻边镶件两个一对位于定型块的两侧,定型块两侧的翻边镶件对称设置,整形块两侧的翻边镶件平行设置。
Description
技术领域
本实用新型属于模具生产技术领域,具体地说是涉及一种用于支架翻边和折弯的装置。
背景技术
冲压模具是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
冲裁是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。冲裁是剪切、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。
支架通过在板材上冲裁出平面形状后,需要对支架的边沿进行翻边操作,使得支架的边沿能够满足安装的需求,而现有对支架翻边都只是通过模具进行一次翻边,会存在很多不足:只进行一次翻边,翻边不到位,影响支架的翻边效果;支架在一次翻边后,会存在反弹,无法完全达到翻边的要求。支架翻边后成型前需要将其折弯,现有的技术是将整排的支架先单个单个冲裁下来,然后再将单个支架放到折弯机中进行折弯,达到折弯的效果,存在以下不足:1、先冲裁再折弯分布在两套模具上,需要单独两个工位加工,增加成本,占用场地;2、冲裁完成的支架,需要转运,耗时,而且对单个支架进行折弯,需要拿上拿下,操作不便。
发明内容
本实用新型的目的是提供一种用于支架翻边和折弯的装置,在第二工位上支架翻边完一次后,进行整形保持形状,再进行二次翻边,翻边效果好、翻边到位。翻边完成的支架在第三工位上先进行折弯、再冲裁,只需要一套磨具,操作方便。
为解决上述技术问题,本实用新型的目的是这样实现的:
一种用于支架翻边和折弯的装置,包括上模座和下模座,还包括相邻的第二工位和第三工位;第二工位包括下模座的上表面设有第二下垫板;第二下垫板的上表面设有第二下模板,第二下模板上固定有定型块,定型块呈长条形,定型块的中间两侧分别设有7字形的整形块,两块整形块相对设置用于支架从中间穿过;第二下模板上固定有四块翻边镶件,四块翻边镶件两个一对位于定型块的两侧,定型块两侧的翻边镶件对称设置,整形块两侧的翻边镶件平行设置;翻边镶件的顶部侧面倾斜形成斜面,翻边镶件的顶部顶面与斜面之间通过弧面过渡连接,实现对支架的边沿翻边;第二下模板的两边沿内侧设有第二内导套;
上模座内嵌入第二矩形弹簧,第二矩形弹簧的底部顶压有第二顶杆;第二工位包括上模座的下表面设有第二上垫板,第二矩形弹簧固定在第二上垫板内,第二顶杆穿出第二上垫板;第二上垫板的下表面设有第二上夹板,第二顶杆穿过第二上夹板,第二上夹板上固定有插入第二内导套的第二内导柱;第二上夹板的下表面设有第二止挡板,第二顶杆顶压在第二止挡板上,第二内导柱穿出第二止挡板;第二止挡板的下表面设于第二上脱板,第二上脱板上开设有两个用于整形块插入的第三通孔,第二上脱板内固定有与四块翻边镶件相匹配的第二上脱板镶件,第二上脱板镶件的底面部分凹陷用于翻边镶件的顶部插入,第二上托板镶件的顶部侧面凹陷形成与翻边镶件的弧面相配合的凹面,第二内导柱穿出第二上脱板;
第三工位包括下模座的上表面设有的两块对称的第三下垫板,两块第三下垫板之间设有支撑架,两块第三下垫板的上表面分别设有第三下模板,两块第三下模板也对称设置;第三下模板上设有第三内导套;
支撑架由一个第一支架、一个第二支架、四个第三支架和一个第四支架拼装而成;第一支架包括第一板体,第一板体与下模座固定连接,第一板体的上表面设有三个相间的第一立柱,第一板体上两相邻的第一立柱之间开设有第一安装孔;第二支架包括底部长方体的第一安装块,第一安装块的顶面中间凸出第二立柱,一个第二支架固定在第一安装孔内;第三支架包括底部长方体的第二安装块,第二安装块的顶面中间凸出第三立柱,一个第三支架固定在另一个第一安装孔内;第四支架包括第二板体,第二板体与下模座固定连接,第二板体的上表面两端设有第四立柱,其中一个第四立柱的顶面倾斜形成下料斜面,第二板体上两个第四立柱之间设有两根相对的切料柱,两根切料柱之间开设有切料通孔,第二板体上切料柱与第四立柱之间开设有第二安装孔,两个第三支架固定在第二安装孔内;第一支架与第四支架之间固定有一个第三支架;
第一安装块的上表面凸出第一板体的上表面,第一板体、第二安装块和第二板体之间等高;第二立柱的两侧壁宽度凸出第一立柱的两侧壁宽度,第一立柱的外轮廓、第三立柱的外轮廓和第四立柱的外轮廓相同;
支撑架上设有两组间隔的挡料组件,挡料组件包括两块7字形的挡料板,两块挡料板相对对称设置,挡料板的头部侧面凹陷形成折弯面;两组挡料组件之间设有一个第三支架;
上模座内嵌入第三矩形弹簧,第三矩形弹簧的底部顶压有第三顶杆;第三工位包括上模座的下表面设有第三上垫板,第三矩形弹簧固定在第三上垫板内,第三顶杆穿出第三上垫板;第三上垫板的下表面设有第三上夹板,第三顶杆穿过第三上夹板,第三上夹板上固定有与第三内导套相对应的第三内导柱;第三上夹板的下表面设有第三止挡板,第三顶杆顶压在第三止挡板上,第三止挡板上固定两个第一折弯块、四个第二折弯块和一个第五冲头,两个第一折弯块对称设置,两个第一折弯块与第二支架相配合实现对支架初步折弯,第一折弯块的侧面凹陷形成弧形的切削面,第一折弯块的顶面边沿倾斜形成Z形的第一弯折面,第一折弯块的顶面凹陷形成避位槽,第一弯折面用于顶压支架;四个第二折弯块设在第一折弯块的一侧,四个第二折弯块阵列排布并且两个为一组对称设置,第二折弯块的顶面边沿倾斜形成S形的第二折弯面,第二折弯面用于顶压支架;第五冲头用于插入切料通孔实现两相邻支架的分离;第三内导柱穿出第三止挡板;第三止挡板的下表面设有第三上脱板,第三上脱板上开设有用于挡料板的头部插入的第四通孔,第四通孔与第二折弯块交替排布,第三内导柱穿出第三上脱板。
在上述方案的基础上并作为上述方案的优选方案:定型块上开设有两个导向孔,第二上脱板上固定有两个第二导向销,第二导向销穿过支架插入导向孔内。
在上述方案的基础上并作为上述方案的优选方案:定型块与第二下垫板通过螺栓连接,整形块与第二下垫板通过螺栓连接,翻边镶件与第二下垫板通过螺栓连接,第二上脱板镶件与第二止挡板通过螺栓连接。
在上述方案的基础上并作为上述方案的优选方案:第三上夹板内固定有第三固定块,第三固定块的顶面开设有第四沉孔,第五冲头的头部表面形成第四凸台,第四凸台套入第四沉孔形成固定。
在上述方案的基础上并作为上述方案的优选方案:上模座的下表面凹陷形成用于放置第一安装块的第一凹坑和放置第二安装块的第二凹坑。
在上述方案的基础上并作为上述方案的优选方案:下模座的侧壁开设有与下料斜面相互平行的出料斜面。
在上述方案的基础上并作为上述方案的优选方案:第一支架的第一板体与下模座通过螺栓连接,第二支架的第一安装块与下模座通过螺栓连接,第三支架的第二安装块与下模座通过螺栓连接,第二支架的第二板体与下模座通过螺栓连接。
在上述方案的基础上并作为上述方案的优选方案:第一折弯块与第三上夹板通过螺栓连接,第二折弯块与第三上夹板通过螺栓连接。
本实用新型相比现有技术突出且有益的技术效果是:
本实用新型的用于支架翻边和折弯的装置,第二工位包括下模座上的第二下模座设有四个翻边镶件,四个翻边镶件前后设置,两个翻边镶件为一对,前后设置两对,前一对翻边镶件相对支架进行一次翻边,后一对翻边镶件再次对支架进行二次翻边和定性,达到需求的翻边效果,翻边质量好;四个翻边镶件中间的整形块起到对一次翻边的支架整形作用,避免支架反弹过大,造成第二次翻边不达标。第三工位包括下模座上设有支撑架,支撑架包括第一支架、第二支架、第三支架和第四支架,对应的在上模座上设有第一折弯块和第二折弯块,支架先在第二支架上进行预折弯处理,折弯到一定角度,但没有完全折弯成型,后续经过两次第二折弯块的折弯达到折弯的标准,支撑架的两侧还设有挡料板,两组挡料板可以对第二折弯块折弯的支架进行整形和挡料作用,使得支架达到折弯标准;折弯后的支架经过上模座上的第五冲头在切料通孔内进行切断,使来相邻的支架阻隔切断分离,方便运输安装。
附图说明
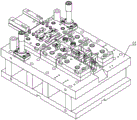
图1是本实用新型的部分爆炸结构示意图。
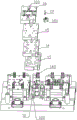
图2是本实用新型的部分结构示意图。
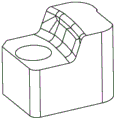
图3是本实用新型的翻边镶块结构示意图。
图4是本实用新型的部分爆炸结构示意图。
图5是本实用新型的部分结构示意图。
图6是本实用新型的第二上脱板镶件结构示意图。
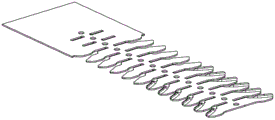
图7是支架结构示意图。
图8是本实用新型的部分爆炸结构示意图。
图9是本实用新型的部分结构示意图。
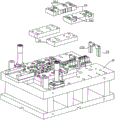
图10是本实用新型的下模座结构示意图。
图11是本实用新型的支撑架结构示意图。
图12是本实用新型的支撑架俯视结构示意图。
图13是本实用新型的第一支架结构示意图。
图14是本实用新型的第二支架结构示意图。
图15是本实用新型的第三支架结构示意图。
图16是本实用新型的第四支架结构示意图。
图17是本实用新型的部分爆炸结构示意图。
图18是本实用新型的部分结构示意图。
图19是本实用新型的第二折弯块结构示意图。
图20是本实用新型的第一折弯块结构示意图。
图21是本实用新型的第五冲头和第三固定块结构示意图。
图22是支架的结构示意图。
附图标记:第二下垫板10,第二下模板11,定型块110,导向孔1100,整形块111,翻边镶件112,第二内导套113,第二矩形弹簧12,第二顶杆120,第二上垫板13,第二上夹板14,第二内导柱140,第二止挡板15,第二上脱板 16,第三通孔160,第二上脱板镶件161,第二导向销17,下模座01,第一凹坑0120,第二凹坑0121,出料斜面0122,第三下垫板20,第一支架21,第一板体210,第一安装孔211,第一立柱212,第二支架22,第一安装块220,第二立柱221,第三支架23,第二安装块230,第三立柱231,第四支架24,第二板体240,第四立柱241,下料斜面242,切料柱243,切料通孔244,第二安装孔245,挡料板25,折弯面250,第三下模板26,第三内导套260,上模座04,第三矩形弹簧0427,第三顶杆0428,第三上垫板27,第三上夹板28,第三内导柱280,第三固定块281,第四沉孔282,第三止挡板29,第一折弯块290,切削面291,第一弯折面292,避位槽293,第二折弯块294,第二折弯面295,第五冲头296,第四凸台297,第三上脱板30,第四通孔300;
具体实施方式
下面结合附图以具体实施例对本实用新型作进一步描述;
本实施例给出了一种用于支架翻边和折弯的装置,包括下模座和上模座,下模座的上表面螺栓连接外导柱,上模座的下表面螺栓连接外导套,外导柱与外导套对上下模座起到定位、限位作用,避免上模下行过多,造成模具损坏;
第二工位暴扣下模座的上表面设有第二下垫板10,第二下垫板10与下模座通过螺栓连接;
第二下垫板10的上表面设有第二下模板11,第二下模板11与第二下垫板 10通过螺栓连接;
第二下模板11上固定有定型块110,定型块110放置在第二下模板11内,定型块110呈长条形,定型块110与第二下垫板10通过螺栓连接;定型块110 可以拆装方便再多吃整形后,被翻边的支架反弹刮花可以更换;
定型块110的中间两侧分别设有7字形的整形块111,整形块111与第二下模块通过螺栓连接,整形块111的可拆装连接方便后期维修更换;两块整形块 111相对设置用于支架从中间穿过;支架在第一次翻边完成后,前行至两块整形块111之间,做整形处理,使得支架反弹不会太大维持形状;
第二下模板11上固定有四块翻边镶件112,翻边镶件112与第二下垫板10 螺栓连接,方便拆装维修;四块翻边镶件112两个一对位于定型块110的两侧,定型块110两侧的翻边镶件112对称设置,整形块111两侧的翻边镶件112平行设置;翻边镶件112的顶部侧面倾斜形成斜面,翻边镶件112的顶部顶面与斜面之间通过弧面过渡连接,实现对支架的边沿翻边;整形块111的一侧的两个对称翻边镶件112先对支架进行一次翻边处理,达到支架翻边的要求,第一次翻边好的支架在整形块111下整形保持形状,整形块111的另一侧的两个对称翻边镶件112对之前翻边的支架进行二次翻边,保证翻边效果;第二下模板 11的两边沿内侧设有第二内导套113;
第二工位包括上模座内嵌入第二矩形弹簧12,第二矩形弹簧12的底部顶压有第二顶杆120;上模座的下表面设有第二上垫板13,第二上垫板13与上模座通过螺栓连接,第二矩形弹簧12固定在第二上垫板13内,第二顶杆120穿出第二上垫板13;
第二上垫板13的下表面设有第二上夹板14,第二顶杆120穿过第二上夹板 14,第二上夹板14上固定有插入第二内导套113的第二内导柱140;第二内导柱140插入第二内导套113实现定位功能,第二内导柱140起到导向作用;
第二上夹板14的下表面设有第二止挡板15,第二止挡板15与第二上夹板 14通过螺栓连接,第二顶杆120顶压在第二止挡板15上,第二内导柱140穿出第二止挡板15;第二止挡板15顶压在第二顶杆120上起到上行作用,能够对支架翻边处理后脱料;
第二止挡板15的下表面设于第二上脱板16,第二上脱板16与第二止挡板 15通过螺栓连接,第二上脱板16上开设有用于整形块111插入的第三通孔160,第二上脱板16内固定有与四块翻边镶件112相匹配的第二上脱板16镶件,第二上脱板16镶件的底面部分凹陷用于翻边镶件112的顶部插入,第二上托板镶件的顶部侧面凹陷形成与翻边镶件112的弧面相配合的凹面,第二内导柱140 穿出第二上脱板16;
第三工位包括下模座01的上表面设有两块对称的第三下垫板20,两块第三下垫板20的上表面分别设有第三下模板26,两块第三下模板26也对称设置,两块第三下垫板20之间设有支撑架;第三下垫板20与第三下模板26用于垫高支架,能够实现折弯;第三下模板26上设有第三内导套260;
支撑架由一个第一支架21、一个第二支架22、四个第三支架23和一个第四支架24拼装而成;第一支架21包括第一板体210,第一板体210与下模座01固定连接,第一板体210与下模座01螺栓连接,第一板体210的上表面设有三个相间的第一立柱212,第一板体210上两相邻的第一立柱212之间开设有第一安装孔211;三个第一立柱212中有的是只起到承托做的,有的起到折弯时支撑作用;第一立柱212的头部用于折弯支架所需要的形状;
第二支架22包括底部长方体的第一安装块220,第一安装块220的顶面中间凸出形成第二立柱221,第二支架22固定在一个第一安装孔211内,第一安装块220设置在第一安装孔211内并与下模座01通过螺栓连接;第二支架22 可拆装方便更换;
第三支架23包括底部长方体的第二安装块230,第二安装块230的顶面中间凸出第三立柱231,一个第三支架23固定在另一个第一安装孔211内;第二安装快设置在第一安装孔211内并与下模座01通过螺栓连接;第三支架23可拆装方便更换;
第四支架24包括第二板体240,第二板体240与下模座01固定连接,第二板体240与下模座01通过螺栓连接;第四支架24方便拆装;第二板体240的上表面两端设有第四立柱241,其中一个第四立柱241的顶面倾斜形成下料斜面 242,下料斜面242便于支架切断后分离下料,第二板体240上两个第四立柱241 之间设有两根相对的切料柱243,两根切料柱243之间开设有切料通孔244,两相邻支架通过在切料通孔244的位置切断分离,第二板体240上切料柱243与第四立柱241之间开设有第二安装孔245,两个第三支架23固定在第二安装孔245内,第三支架23的第二安装孔245设置在第二安装孔245内并与下模座01 通过螺栓连接;第一支架21与第四支架24之间固定有一个第三支架23,设在其两者之间的第三支架23起到连接延长作用;
第一安装块220的上表面凸出第一板体210的上表面,第一板体210、第二安装块230和第二板体240之间等高;第二立柱221的两侧壁宽度凸出第一立柱212的两侧壁宽度,第一立柱212的外轮廓、第三立柱231的外轮廓和第四立柱241的外轮廓相同;第二支架22位于支撑架的前端位置,是用作初步折弯作用,对支架进行一定的折弯但不是完全折弯,因为支架折弯是两端很大的变形,如果一次性折弯完全,支架反弹会很严重,不利于折弯成型;
支撑架上设有两组间隔的挡料组件,挡料组件包括两块7字形的挡料板25,两块挡料板25相对对称设置,挡料板25的头部侧面凹陷形成折弯面250;挡料板25对折弯后的支架起到遮挡、整形作用;两组挡料组件之间设有一个第三支架23,第三支架23对支架起到承托作用;
第三工位包括上模座04内嵌入第三矩形弹簧0427,第三矩形弹簧0427的底部顶压有第三顶杆0428;第三矩形弹簧0427的顶部嵌入上模座04内,第三顶杆0428呈圆柱状顶压在第三矩形弹簧0427上;
上模座04的下表面设有第三上垫板27,第三上垫板27与下模座01通过螺栓连接,第三矩形弹簧0427固定在第三上垫板27内,第三顶杆0428穿出第三上垫板27;第三上垫板27的下表面设有第三上夹板28,第三上夹板28与第三上垫板27通过螺栓连接,第三顶杆0428穿过第三上夹板28,第三上夹板28上固定有与第三内导套260相对应的第三内导柱280;第三内导柱280插入第三内导套260内实现导向作用;
第三上夹板28的下表面设有第三止挡板29,第三顶杆0428顶压在第三止挡板29上,第三内导柱280穿出第三止挡板29,第三止挡板29可以在第三内导柱280上移动通过第三顶杆0428压缩第三矩形弹簧0427;
第三止挡板29上固定两个第一折弯块290、四个第二折弯块294和一个第五冲头296;两个第一折弯块290对称设置,两个第一折弯块290与第二支架 22相配合实现对支架初步折弯,第一折弯块290的侧面凹陷形成弧形的切削面 291,第一折弯块290的顶面边沿倾斜形成Z形的第一弯折面292,第一折弯块 290的顶面凹陷形成避位槽293,第一弯折面292用于顶压支架;四个第二折弯块294设在第一折弯块290的一侧,四个第二折弯块294阵列排布并且两个为一组对称设置,第二折弯块294的顶面边沿倾斜形成S形的第二折弯面295250,第二折弯面295250用于顶压支架;第五冲头296用于插入切料通孔244实现两相邻支架的分离;
第三止挡板29的下表面设有第三上脱板30,第三上脱板30上开设有用于挡料板25的头部插入的第四通孔300,第四通孔300与第二折弯块294交替排布,第三内导柱280穿出第三上脱板30;
使用过程:
翻边:下模座01的一侧放置有自动送料机,通过自动送料机,支架先放在前面的两个翻边镶件112上准备进行首次翻边处理,上模座下行,第二上脱板 16镶件套入翻边镶件112内,对支架的边沿翻边,上模座继续下行,整形块111 插入第三通孔160内,上夹板被顶压,第二矩形弹簧12被压缩,翻边完成,上模座上行,第二矩形弹簧12复位,第二上夹板14下行,支架脱料;支架前行设计好的步距,前行至两个整形块111之间,进行整形维持形状;支架再前行设计好的步距,后面的两个翻边镶件112对首次翻边完的支架再次进行翻边、定型,支架完成翻边;
折弯切断:翻边完成的支架输送至第二支架22上,先进行初步折弯,上模座04下行,两个第一折弯块290对支架的两边折弯,由于第二支架22的第二立柱221宽度大,所以不会折弯过多,上模座04继续下行,第三止挡板29上行,第三矩形弹簧0427被压缩,折弯完成,上模座04上行,第三矩形弹簧0427 复位,第一折弯块290将支架顶出落料;支架前行设计好的步距,上模座04下行,两个前端的第二折弯块294对支架进行二次折弯,折弯达到设计标准;折弯成型后,支架前行设计好的步距,前行至前端的两个相对挡料板25之间进行第一次整形,整形完成后,支架再次前行设计好的步距,两个后端的第二折弯块294对支架进行第三次折弯定型,保证前两次折弯效果,同时能够起到定型不反弹作用;支架前行设计好的步距,前行至后端的两个相对挡料板25之间进行第二次整形,整形完成后,相邻两个支架前行至切料通孔244上,上模座04 的第五冲头296将其切断,单个直接由下料斜面242滑下掉落,支架分离完成;
进一步的,定型块110上开设有两个导向孔1100,第二上脱板16上固定有两个第二导向销17,第二导向销17穿过支架插入导向孔1100内;第二导向销 17穿过支架中间的通孔,使得支架在前行过程中起到定位作用,避免支架发生偏移,翻边效果更好。
进一步的,第三上夹板28内固定有第三固定块281,第三固定块281的顶面开设有第四沉孔282,第五冲头296的头部表面形成第四凸台297,第四凸台297套入第四沉孔282形成固定;第五冲头296套入第三固定块281上,第三固定块281与第三上垫板27螺栓连接,第五冲头296被第三上垫板27和第三固定块281夹持保持固定;
进一步的,上模座04的下表面凹陷形成用于放置第一安装块220的第一凹坑0120和放置第二安装块230的第二凹坑0121;便于第一安装块220和第二安装块230固定;
进一步的,下模座的侧壁开设有与下料斜面242相互平行的出料斜面 0122;能够方便分离后的支架有方向的掉落,不会任意掉落。
在本实用新型的描述中,需要理解的是,术语“上”、“下”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,或者是本领域技术人员惯常理解的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。上述实施例仅为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
Claims (8)
1.一种用于支架翻边和折弯的装置,包括上模座和下模座,其特征在于:
还包括相邻的第二工位和第三工位;
第二工位包括下模座的上表面设有第二下垫板;第二下垫板的上表面设有第二下模板,第二下模板上固定有定型块,定型块呈长条形,定型块的中间两侧分别设有7字形的整形块,两块整形块相对设置用于支架从中间穿过;第二下模板上固定有四块翻边镶件,四块翻边镶件两个一对位于定型块的两侧,定型块两侧的翻边镶件对称设置,整形块两侧的翻边镶件平行设置;翻边镶件的顶部侧面倾斜形成斜面,翻边镶件的顶部顶面与斜面之间通过弧面过渡连接,实现对支架的边沿翻边;第二下模板的两边沿内侧设有第二内导套;
上模座内嵌入第二矩形弹簧,第二矩形弹簧的底部顶压有第二顶杆;第二工位包括上模座的下表面设有第二上垫板,第二矩形弹簧固定在第二上垫板内,第二顶杆穿出第二上垫板;第二上垫板的下表面设有第二上夹板,第二顶杆穿过第二上夹板,第二上夹板上固定有插入第二内导套的第二内导柱;第二上夹板的下表面设有第二止挡板,第二顶杆顶压在第二止挡板上,第二内导柱穿出第二止挡板;第二止挡板的下表面设于第二上脱板,第二上脱板上开设有两个用于整形块插入的第三通孔,第二上脱板内固定有与四块翻边镶件相匹配的第二上脱板镶件,第二上脱板镶件的底面部分凹陷用于翻边镶件的顶部插入,第二上托板镶件的顶部侧面凹陷形成与翻边镶件的弧面相配合的凹面,第二内导柱穿出第二上脱板;
第三工位包括下模座的上表面设有的两块对称的第三下垫板,两块第三下垫板之间设有支撑架,两块第三下垫板的上表面分别设有第三下模板,两块第三下模板也对称设置;第三下模板上设有第三内导套;
支撑架由一个第一支架、一个第二支架、四个第三支架和一个第四支架拼装而成;第一支架包括第一板体,第一板体与下模座固定连接,第一板体的上表面设有三个相间的第一立柱,第一板体上两相邻的第一立柱之间开设有第一安装孔;第二支架包括底部长方体的第一安装块,第一安装块的顶面中间凸出第二立柱,一个第二支架固定在第一安装孔内;第三支架包括底部长方体的第二安装块,第二安装块的顶面中间凸出第三立柱,一个第三支架固定在另一个第一安装孔内;第四支架包括第二板体,第二板体与下模座固定连接,第二板体的上表面两端设有第四立柱,其中一个第四立柱的顶面倾斜形成下料斜面,第二板体上两个第四立柱之间设有两根相对的切料柱,两根切料柱之间开设有切料通孔,第二板体上切料柱与第四立柱之间开设有第二安装孔,两个第三支架固定在第二安装孔内;第一支架与第四支架之间固定有一个第三支架;
第一安装块的上表面凸出第一板体的上表面,第一板体、第二安装块和第二板体之间等高;第二立柱的两侧壁宽度凸出第一立柱的两侧壁宽度,第一立柱的外轮廓、第三立柱的外轮廓和第四立柱的外轮廓相同;
支撑架上设有两组间隔的挡料组件,挡料组件包括两块7字形的挡料板,两块挡料板相对对称设置,挡料板的头部侧面凹陷形成折弯面;两组挡料组件之间设有一个第三支架;
上模座内嵌入第三矩形弹簧,第三矩形弹簧的底部顶压有第三顶杆;第三工位包括上模座的下表面设有第三上垫板,第三矩形弹簧固定在第三上垫板内,第三顶杆穿出第三上垫板;第三上垫板的下表面设有第三上夹板,第三顶杆穿过第三上夹板,第三上夹板上固定有与第三内导套相对应的第三内导柱;第三上夹板的下表面设有第三止挡板,第三顶杆顶压在第三止挡板上,第三止挡板上固定两个第一折弯块、四个第二折弯块和一个第五冲头,两个第一折弯块对称设置,两个第一折弯块与第二支架相配合实现对支架初步折弯,第一折弯块的侧面凹陷形成弧形的切削面,第一折弯块的顶面边沿倾斜形成Z形的第一弯折面,第一折弯块的顶面凹陷形成避位槽,第一弯折面用于顶压支架;四个第二折弯块设在第一折弯块的一侧,四个第二折弯块阵列排布并且两个为一组对称设置,第二折弯块的顶面边沿倾斜形成S形的第二折弯面,第二折弯面用于顶压支架;第五冲头用于插入切料通孔实现两相邻支架的分离;第三内导柱穿出第三止挡板;第三止挡板的下表面设有第三上脱板,第三上脱板上开设有用于挡料板的头部插入的第四通孔,第四通孔与第二折弯块交替排布,第三内导柱穿出第三上脱板。
2.根据权利要求1所述的用于支架翻边和折弯的装置,其特征在于:定型块上开设有两个导向孔,第二上脱板上固定有两个第二导向销,第二导向销穿过支架插入导向孔内。
3.根据权利要求1所述的用于支架翻边和折弯的装置,其特征在于:定型块与第二下垫板通过螺栓连接,整形块与第二下垫板通过螺栓连接,翻边镶件与第二下垫板通过螺栓连接,第二上脱板镶件与第二止挡板通过螺栓连接。
4.根据权利要求1所述的用于支架翻边和折弯的装置,其特征在于:第三上夹板内固定有第三固定块,第三固定块的顶面开设有第四沉孔,第五冲头的头部表面形成第四凸台,第四凸台套入第四沉孔形成固定。
5.根据权利要求1所述的用于支架翻边和折弯的装置,其特征在于:上模座的下表面凹陷形成用于放置第一安装块的第一凹坑和放置第二安装块的第二凹坑。
6.根据权利要求1所述的用于支架翻边和折弯的装置,其特征在于:下模座的侧壁开设有与下料斜面相互平行的出料斜面。
7.根据权利要求1所述的用于支架翻边和折弯的装置,其特征在于:第一支架的第一板体与下模座通过螺栓连接,第二支架的第一安装块与下模座通过螺栓连接,第三支架的第二安装块与下模座通过螺栓连接,第二支架的第二板体与下模座通过螺栓连接。
8.根据权利要求1所述的用于支架翻边和折弯的装置,其特征在于:第一折弯块与第三上夹板通过螺栓连接,第二折弯块与第三上夹板通过螺栓连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201922069320.3U CN211191665U (zh) | 2019-11-26 | 2019-11-26 | 一种用于支架翻边和折弯的装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201922069320.3U CN211191665U (zh) | 2019-11-26 | 2019-11-26 | 一种用于支架翻边和折弯的装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN211191665U true CN211191665U (zh) | 2020-08-07 |
Family
ID=71859232
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201922069320.3U Active CN211191665U (zh) | 2019-11-26 | 2019-11-26 | 一种用于支架翻边和折弯的装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN211191665U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112008008A (zh) * | 2020-09-09 | 2020-12-01 | 武汉市尚佳盛汽车配件有限公司 | 发动机罩左右侧铰链加工工艺 |
| CN112658088A (zh) * | 2021-01-04 | 2021-04-16 | 中国航空制造技术研究院 | 一种钛合金薄壁小角度曲面翻边的热成形方法 |
-
2019
- 2019-11-26 CN CN201922069320.3U patent/CN211191665U/zh active Active
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112008008A (zh) * | 2020-09-09 | 2020-12-01 | 武汉市尚佳盛汽车配件有限公司 | 发动机罩左右侧铰链加工工艺 |
| CN112658088A (zh) * | 2021-01-04 | 2021-04-16 | 中国航空制造技术研究院 | 一种钛合金薄壁小角度曲面翻边的热成形方法 |
| CN112658088B (zh) * | 2021-01-04 | 2022-01-21 | 中国航空制造技术研究院 | 一种钛合金薄壁小角度曲面翻边的热成形方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN211191667U (zh) | 一种用于支架裁切和折弯的装置 | |
| CN211330960U (zh) | 一种支架级进模具 | |
| CN211191665U (zh) | 一种用于支架翻边和折弯的装置 | |
| CN102274896A (zh) | 多工位冲压装配复合模具 | |
| CN211191666U (zh) | 一种支架折弯切断装置 | |
| CN208853539U (zh) | 一种一出二汽车前座安装板的冲压模具 | |
| CN106111795A (zh) | 用于加工汽车起动机机壳的级进模 | |
| CN212384384U (zh) | 多层鼓状结构零件折弯卷圆冲压连续模 | |
| CN202356502U (zh) | 一种多工位冲压装配复合模具 | |
| CN109226494B (zh) | 一种汽车保险杠配件级进模 | |
| CN115780587A (zh) | 一种汽车板材部件折弯用多工位折弯模具 | |
| CN213495967U (zh) | 一种接线固定板的冲压模具 | |
| CN211191668U (zh) | 一种用于支架裁切和翻边的装置 | |
| CN214133561U (zh) | 一种护栏板冲孔设备 | |
| CN112676433B (zh) | 一种无搭边切圆角模具 | |
| CN208390781U (zh) | 侧冲孔装置及应用该装置的直角汽车零部件连续模具 | |
| CN211191556U (zh) | 一种支架翻边模具 | |
| CN110788214A (zh) | 一种支架级进模具 | |
| CN212144167U (zh) | 一种平衡梁侧板冲孔落料级进模 | |
| CN114393108A (zh) | 一种连接件钣金工艺及其工艺系统 | |
| CN211191652U (zh) | 一种高效冲压模具及高效冲压设备 | |
| CN107199281A (zh) | 一种便于定位的电脑扣板冲压模具 | |
| CN211191669U (zh) | 一种支架板材冲孔冲边模具 | |
| CN210907704U (zh) | 一种汽车第五横梁上板的加工模具 | |
| CN219648521U (zh) | 一种用于汽车滑动门的连续冲压模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |