CN210024186U - 一种超市货架立柱的双工位焊接装置 - Google Patents
一种超市货架立柱的双工位焊接装置 Download PDFInfo
- Publication number
- CN210024186U CN210024186U CN201920467977.2U CN201920467977U CN210024186U CN 210024186 U CN210024186 U CN 210024186U CN 201920467977 U CN201920467977 U CN 201920467977U CN 210024186 U CN210024186 U CN 210024186U
- Authority
- CN
- China
- Prior art keywords
- frame
- guide rail
- double
- cylinders
- station
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Abstract
本实用新型涉及一种仓储领域的焊接装置,具体涉及一种一种超市货架立柱的双工位焊接装置,包括机架以及位于机架顶部的两个移动平台、两个左右对称布置的工位,每个工位包括一个立柱架以及两个分别置于立柱架左右两侧的横杆架;所述移动平台为两组,分别位于工位的前侧、后侧,每个移动平台上均设有带有焊枪的移动枪架。此装置能有效将货架个零部件进行固定,减少工人数量与工作量,操纵焊枪对所需要焊接的地方进行焊接,双工位设计节省了时间,提高了工作效率。
Description
技术领域
本实用新型涉及一种仓储领域的焊接装置,具体涉及一种适用于超市立柱焊接的双工位焊接装置。
背景技术
目前现有超市立柱需要逐根夹持固定再人工焊接,生产效率低,工作环境差,并且难以保证焊接的质量,甚至会使立柱焊接出现缝隙以至使得整个立柱报废,造成极大的经济损失,这种制造方式已不能适应当今的焊接工业和未来发展的需要,研制先进立柱焊接装置成为焊接工业的发展趋势。
公开号为CN103990746A的中国专利公开了一种方立柱焊接成型机生产线,其优点是剪切装置实现了跟踪剪切,使得生产过程中不用停机等待剪切,达到了连续生产的目的,提高了生产效率;其缺点是没有提供立柱零部件的焊接步骤与方法。公开号:CN104741744A的中国专利公开了一种重型、大型用Q420B钢建筑钢结构的立柱焊,其优点是采用自动埋弧焊多层多道焊工艺,焊接自动化程度高,焊缝组织中冷裂纹极少,焊接质量高、焊接作业的劳动强度低,焊接投入少,极大减少焊接工时,从而从整体上使焊接工艺更符合重型、大型建筑钢结构搭建的需要;其缺点是再进行无损检测时,没有相应的检测标准,应将机器视觉与超声波检测两种的方法进行融合。公开号为CN106624540A的中国专利申请发明了一种立柱焊接装置,其优点是利用翻转架上两组夹持结构分别在焊接工位和物料更换工位间切换,使得两组夹持结构循环连续地与操作臂配合工作,确保操作臂进行连续的焊接操作;其缺点是因夹持机构上物料进行换装而影响加工效率。
超市立柱焊接装置是集焊接、成型、生产线于一体的生产装置,在成型过程中,焊接质量与缺陷须及时有效处理。双工位及多工位操作保证焊接过程流畅,方便产品成型,减少加工时间。针对以上问题,再与现有技术对比,设计了一种一种超市货架立柱的双工位焊接装置。
实用新型内容
本实用新型的目的是提供一种适用于超市立柱焊接的双工位焊接装置,本实用新型有着较好的效率与精度保证,可广泛的应用于货架等设备的焊接。
本实用新型的目的是通过以下技术方案实现的:
一种超市货架立柱的双工位焊接装置,其特征是,包括机架以及位于机架顶部的两个移动平台、两个左右对称布置的工位,每个工位包括一个立柱架以及两个分别置于立柱架左右两侧的横杆架;所述移动平台为两组,分别位于工位的前侧、后侧,每个移动平台上均设有带有焊枪的移动枪架;
所述机架在与移动平台对应位置处分别设有齿条,所述移动平台上设有第一伺服电机,第一伺服电机通过齿轮与对应的齿条啮合连接,驱动相应的移动平台在机架的两个工位间左右移动。
优选地,每个移动平台上设有两个第二伺服电机、两个移动枪架,两个第二伺服电机的输出轴相对设置,且输出轴端部分别连接第二丝杆;两个移动枪架的底部分别与两个第二丝杆螺纹连接,并与对应的移动平台通过第一导轨组左右水平滑动连接。
优选地,每个移动枪架的架体上竖直设有第三丝杆、第一导轨平台、第三伺服电机,所述第三伺服电机的输出轴与第三丝杠连接,第一导轨平台与第三丝杆螺纹连接,并通过第二导轨组与移动枪架的架体上下滑动连接;
所述第一导轨平台上设有第四丝杆、第二导轨平台、第四伺服电机,所述第四丝杆沿前后方向水平设置,并与第四伺服电机驱动连接;所述第二导轨平台与第四丝杆螺纹连接,并通过第三导轨组与第一导轨平台前后水平滑动连接。
优选地,每个横杆架包括与机架固定连接的底板、横杆架主体、用于放置零件的托条、托块、第一气缸;所述横杆架主体底部通过组合导轨与底板左右水平滑动连接,所述横杆架主体中部设有竖向条形孔,所述托条通过螺栓、竖向条形孔与横杆架主体相连;所述托块、第一气缸设置于横杆架主体上部,第一气缸的输出轴指向托块,并与托块配合夹紧零件。
优选地,所述组合导轨包括带有空腔的底座、置于底座顶部的滑板、调节螺栓、限位板;所述底座与底板固定连接,所述底座的空腔腔壁顶部水平设有滑槽,所述限位板置于底座空腔内,所述滑板底部设有与滑槽相匹配的凸块,所述横架杆主体底部固定连接于滑板,所述滑板通过凸块、滑槽与底座左右水平滑动连接,所述调节螺栓依次穿过滑板、滑槽与限位板螺纹连接。
优选地,所述托条处设有吸附零件的磁铁。
优选地,每个立柱架包括垂直固定于机架的立柱、上横板、下横板、第二气缸,上横板、下横板平行而置,并分别垂直固定于立柱中部位置;所述上横板两端分别设有第三气缸,两个第三气缸的输出轴竖直向下;
所述下横板上设有用于放置零件的两个侧托板以及一个中间托板,两个侧托板分别与两个第三气缸位置对应;所述第二气缸为旋转伸缩气缸,数量为若干个,分布于立柱上部,所述第二气缸的输出轴垂直于立柱,且其端部设有固定零件的定位块。
优选地,所述上横板两侧分别设有上横向条形孔,两个第三气缸的气缸架分别通过螺栓、上横向条形孔与上横板相连。
优选地,所述下横板两侧分别设有下横向条形孔,两个侧托板分别通过螺栓、下横向条形孔与下横板相连。
优选地,所述立柱底部在与机架连接处设有加强筋。
与现有技术相比,本实用新型具有以下有益效果:
第一,机架上部设置移动平台、横杆架、立柱架,移动平台与机架通过导轨嵌合相连,导轨与机架通过螺钉相连;横杆架与立柱架分别通过螺钉与机架相连;两个横杆架位于立柱架两侧,呈对称分布;移动平台上部设有移动枪架,移动枪架与移动平台通过导轨嵌合相连;移动平台上的丝杆对移动枪架的位置进行调整;移动枪架上部设置焊枪,焊枪对立柱架与横杆架所夹持的货架零件进行焊接。此装置能有效将货架个零部件进行固定,减少工人数量与工作量,操纵焊枪对所需要焊接的地方进行焊接。
第二,双工位设计有利于提高生产效率,再进行第一工位货架焊接的同时,操作工人将货架零件安放在第二工位上,并打开气缸进行夹持定位,当第一工位的货架焊接完成之后,操作控制器控制伺服电机将焊枪移动到第二工位上,然后进行焊接。这样节省了时间,提高了工作效率。
附图说明
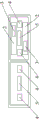
图1为本实用新型总体装配示意图;
图2为图1的俯视示意图;
图3为图1的侧视示意图;
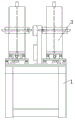
图4为本实用新型移动平台示意图;
图5为图4侧视图;
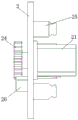
图6本实用新型移动平台中齿轮齿条啮合连接示意图;
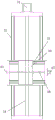
图7为本实用新型移动枪架示意图;
图8为图7侧视图;
图9为本实用新型横杆架示意图;
图10为图9侧视图;
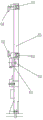
图11为本实用新型立柱架示意图;
图12为图11侧视图;
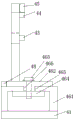
图13为本实用新型实施例中超市立柱结构示意图;
图14为图1中局部放大图;
图中:机架1、移动平台2、移动枪架3、横杆架4、立柱架5、第一伺服电机21、第二伺服电机22、第二丝杆23、齿轮24、第一导轨组25、齿条26、第三伺服电机31、第二导轨组32、第一导轨平台33、第三丝杆34、第三导轨组35、第二导轨平台36、第四伺服电机37、第四丝杆38、底板41、横杆架主体42、托条43、托块44、第一气缸45、组合导轨46、竖向条形孔47、挡条48、底座461、滑板462、调节螺栓463、限位板464、滑槽465、凸块466、立柱51、上横板52、下横板53、第二气缸54、第三气缸55、侧托板56、中间托板57、定位块58、加强筋59、上横向条形孔521、下横向条形孔531、支撑脚6、横杆7、筋板8、立杆9。
具体实施方式
下面结合附图和具体实施方式对本实用新型作进一步说明:
如图1-3所示,一种超市货架立柱的双工位焊接装置由机架1、移动平台2、移动枪架3、横杆架4、立柱架5等组成。机架上部设置移动平台2、横杆架4、立柱架5,移动平台2与机架1通过导轨嵌合相连,导轨与机架通过螺钉相连;横杆架4与立柱架5分别通过螺钉与机架1相连;两个横杆架4位于立柱架5两侧,呈对称分布。
如图4-6所示,机架1在与移动平台2对应位置处分别设有齿条26,移动平台上设有第一伺服电机21,第一伺服电机通过齿轮24与对应的齿条啮合连接,驱动相应的移动平台在机架的两个工位间左右移动。
每个移动平台上设有两个第二伺服电机22、两个移动枪架3,两个第二伺服电机的输出轴相对设置,且输出轴端部分别连接第二丝杆23;两个移动枪架的底部分别与两个第二丝杆螺纹连接,并与对应的移动平台通过第一导轨组25左右水平滑动连接,通过驱动第二伺服电机带动丝杆旋转,从而带动对应的移动枪架左右水平移动。
如图7-8所示,每个移动枪架的架体上竖直设有第三丝杆34、第一导轨平台33、第三伺服电机31,第三伺服电机的输出轴与第三丝杠连接,第一导轨平台与第三丝杆螺纹连接,并通过第二导轨组32与移动枪架的架体上下滑动连接。第一导轨平台上设有第四丝杆38、第二导轨平台36、第四伺服电机37,第四丝杆沿前后方向水平设置,并与第四伺服电机驱动连接;第二导轨平台与第四丝杆螺纹连接,并通过第三导轨组35与第一导轨平台前后水平滑动连接。通过驱动第三伺服电机,带动焊枪上下移动,通过驱动第四伺服电机,带动焊枪前后移动。
如图9-10所示,每个横杆架包括与机架固定连接的底板41、横杆架主体42、用于放置零件(图13中的支撑脚6)的托条43、托块44、第一气缸45。横杆架主体底部通过组合导轨46与底板左右水平滑动连接,横杆架主体中部设有竖向条形孔47,托条通过螺栓、竖向条形孔与横杆架主体相连;托块、第一气缸设置于横杆架主体上部,第一气缸的输出轴指向托块,并与托块配合夹紧零件。将支撑脚6竖直放置于托条处,支撑脚底部磁性吸附于托条,顶部被第一气缸和托块夹紧固定,通过拧动螺栓,使托条在竖向条形孔中上下位移进行调节,保证横杆架与立柱架的位置合适。
组合导轨包括带有空腔的底座461、置于底座顶部的滑板462、调节螺栓463、限位板464;底座与底板固定连接,底座的空腔腔壁顶部水平设有滑槽465,限位板置于底座空腔内,滑板底部设有与滑槽相匹配的凸块466,横架杆主体底部固定连接于滑板,滑板通过凸块、滑槽与底座左右水平滑动连接,调节螺栓依次穿过滑板、滑槽与限位板螺纹连接。底座顶部侧边设有保证滑板平稳滑动的挡条48。拧动调节螺栓,在滑槽内左右水平移动滑块,使横杆架主体水平左右移动进行调节,保证横杆架与立柱架的位置合适。
如图11-12所示,每个立柱架包括垂直固定于机架的立柱51、上横板52、下横板53、第二气缸54,上横板、下横板平行而置,并分别垂直固定于立柱中部位置。上横板两端分别设有第三气缸55,两个第三气缸的输出轴竖直向下;上横板两侧分别设有上横向条形孔521,两个第三气缸的气缸架分别通过螺栓、上横向条形孔与上横板相连。通过拧动螺栓,可根据需要调节第三气缸在上横板的左右位置。
下横板上设有用于放置零件的两个侧托板56以及一个中间托板57,两个侧托板分别与两个第三气缸位置对应;所述第二气缸为旋转伸缩气缸,数量为若干个,分布于立柱上部,第二气缸的输出轴垂直于立柱,且其端部设有固定零件的定位块58。下横板两侧分别设有下横向条形孔531,两个侧托板分别通过螺栓、下横向条形孔与下横板相连,通过拧动螺栓,可根据需要调节两个侧托板在下横板的左右位置。两个侧托板分别用于放置两个横杆7(及筋板8,侧托板顶部边缘设有防止筋板滑落的挡板),立杆9的底部置于中间托板处,旋转伸缩气缸旋转伸出定位块,使其垂直于立杆,而后收缩,从而将立杆上部固定夹紧。
一种超市货架立柱的双工位焊接装置的工作流程为:
首先,将类似图13的货架零件(支撑脚)6固定在横杆架4上,货架零件(横杆)7固定在立柱架5的两个侧托板上,零件(筋板)8放置在横杆顶部(两个第三气缸的输出轴向下压紧零件8,使其与零件7贴合),零件(立杆)9底部固定于中间托板,上部被定位块固定,分别利用所在位置的气缸进行固定夹持;
然后,启动第一伺服电机,使得移动平台移动到第一工位所在位置,微调移动枪架使得焊枪达到工作位置,启动电源,四台焊枪同时工作,按照制定工作方式进行焊接;
与此同时,第二工位操作人员将所需焊接零件固定在第二工位上,第一工位焊接完成之后,移动平台移动到第二工位处,对已经固定夹持好的零件进行焊接;
最后,循环上述操作,操作人员只需将零件固定在立柱架与横杆架上,将成品取下。
本实用新型能有效将货架个零部件进行固定,减少工人数量与工作量,操纵焊枪对所需要焊接的地方进行焊接。双工位设计有利于提高生产效率,再进行第一工位货架焊接的同时,操作工人将货架零件安放在第二工位上,并打开气缸进行夹持定位,当第一工位的货架焊接完成之后,操作控制器控制伺服电机将焊枪移动到第二工位上,然后进行焊接。这样节省时间,提高了工作效率。
Claims (10)
1.一种超市货架立柱的双工位焊接装置,其特征是,包括机架(1)以及位于机架顶部的两个移动平台(2)、两个左右对称布置的工位,每个工位包括一个立柱架(5)以及两个分别置于立柱架左右两侧的横杆架(4);所述移动平台为两组,分别位于工位的前侧、后侧,每个移动平台上均设有带有焊枪的移动枪架(3);
所述机架在与移动平台对应位置处分别设有齿条(26),所述移动平台上设有第一伺服电机(21),第一伺服电机通过齿轮(24)与对应的齿条啮合连接,驱动相应的移动平台在机架的两个工位间左右移动。
2.根据权利要求1所述的一种超市货架立柱的双工位焊接装置,其特征是,每个移动平台上设有两个第二伺服电机(22)、两个移动枪架,两个第二伺服电机的输出轴相对设置,且输出轴端部分别连接第二丝杆(23);两个移动枪架的底部分别与两个第二丝杆螺纹连接,并与对应的移动平台通过第一导轨组(25)左右水平滑动连接。
3.根据权利要求2所述的一种超市货架立柱的双工位焊接装置,其特征是,每个移动枪架的架体上竖直设有第三丝杆(34)、第一导轨平台(33)、第三伺服电机(31),所述第三伺服电机的输出轴与第三丝杠连接,第一导轨平台与第三丝杆螺纹连接,并通过第二导轨组(32)与移动枪架的架体上下滑动连接;
所述第一导轨平台上设有第四丝杆(38)、第二导轨平台(36)、第四伺服电机(37),所述第四丝杆沿前后方向水平设置,并与第四伺服电机驱动连接;所述第二导轨平台与第四丝杆螺纹连接,并通过第三导轨组(35)与第一导轨平台前后水平滑动连接。
4.根据权利要求1或3所述的一种超市货架立柱的双工位焊接装置,其特征是,每个横杆架包括与机架固定连接的底板(41)、横杆架主体(42)、用于放置零件的托条(43)、托块(44)、第一气缸(45);所述横杆架主体底部通过组合导轨(46)与底板左右水平滑动连接,所述横杆架主体中部设有竖向条形孔(47),所述托条通过螺栓、竖向条形孔与横杆架主体相连;所述托块、第一气缸设置于横杆架主体上部,第一气缸的输出轴指向托块,并与托块配合夹紧零件。
5.根据权利要求4所述的一种超市货架立柱的双工位焊接装置,其特征是,所述组合导轨包括带有空腔的底座(461)、置于底座顶部的滑板(462)、调节螺栓(463)、限位板(464);所述底座与底板固定连接,所述底座的空腔腔壁顶部水平设有滑槽(465),所述限位板置于底座空腔内,所述滑板底部设有与滑槽相匹配的凸块(466),所述横杆架主体底部固定连接于滑板,所述滑板通过凸块、滑槽与底座左右水平滑动连接,所述调节螺栓依次穿过滑板、滑槽与限位板螺纹连接。
6.根据权利要求4所述的一种超市货架立柱的双工位焊接装置,其特征是,所述托条处设有吸附零件的磁铁。
7.根据权利要求1所述的一种超市货架立柱的双工位焊接装置,其特征是,每个立柱架包括垂直固定于机架的立柱(51)、上横板(52)、下横板(53)、第二气缸(54),上横板、下横板平行而置,并分别垂直固定于立柱中部位置;所述上横板两端分别设有第三气缸(55),两个第三气缸的输出轴竖直向下;
所述下横板上设有用于放置零件的两个侧托板(56)以及一个中间托板(57),两个侧托板分别与两个第三气缸位置对应;所述第二气缸为旋转伸缩气缸,数量为若干个,分布于立柱上部,所述第二气缸的输出轴垂直于立柱,且其端部设有固定零件的定位块(58)。
8.根据权利要求7所述的一种超市货架立柱的双工位焊接装置,其特征是,所述上横板两侧分别设有上横向条形孔(521),两个第三气缸的气缸架分别通过螺栓、上横向条形孔与上横板相连。
9.根据权利要求8所述的一种超市货架立柱的双工位焊接装置,其特征是,所述下横板两侧分别设有下横向条形孔(531),两个侧托板分别通过螺栓、下横向条形孔与下横板相连。
10.根据权利要求8所述的一种超市货架立柱的双工位焊接装置,其特征是,所述立柱底部在与机架连接处设有加强筋(59)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920467977.2U CN210024186U (zh) | 2019-04-09 | 2019-04-09 | 一种超市货架立柱的双工位焊接装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920467977.2U CN210024186U (zh) | 2019-04-09 | 2019-04-09 | 一种超市货架立柱的双工位焊接装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210024186U true CN210024186U (zh) | 2020-02-07 |
Family
ID=69358304
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201920467977.2U Expired - Fee Related CN210024186U (zh) | 2019-04-09 | 2019-04-09 | 一种超市货架立柱的双工位焊接装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210024186U (zh) |
-
2019
- 2019-04-09 CN CN201920467977.2U patent/CN210024186U/zh not_active Expired - Fee Related
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN208391368U (zh) | 翻转夹持机构 | |
| CN103862213A (zh) | 施工升降机标准节方框的焊接夹紧装置 | |
| CN209125189U (zh) | 一种用于自动化滚轮轴焊接的货叉架夹持定位机构 | |
| CN110948093A (zh) | 一种汽车后桥壳双侧直焊缝自动焊接装置 | |
| CN113828978A (zh) | 一种抱箍自动焊接设备及其使用方法 | |
| CN113084415B (zh) | H型钢牛腿焊接系统 | |
| CN102179648B (zh) | 钢筋网焊接生产线的纵筋自动上料机构 | |
| CN109909633B (zh) | 一种货架仓储立柱片自动焊接装置及其应用方法 | |
| CN210024186U (zh) | 一种超市货架立柱的双工位焊接装置 | |
| CN214236957U (zh) | 一种不锈钢分水器的支管自动焊接装置 | |
| CN212384794U (zh) | 一种自动氩弧焊装置 | |
| CN114367757B (zh) | 一种货架网层板的焊接装置及焊接工艺 | |
| CN212384865U (zh) | 一种燃油箱自动化焊接机 | |
| CN215941938U (zh) | 一种抱箍自动焊接设备 | |
| CN110756994B (zh) | 用于大型构件机器人焊接的柔性装夹系统及装夹方法 | |
| CN210281192U (zh) | 一种槽型托辊架自动焊接装置 | |
| CN108973153B (zh) | 一种门封条取件装置 | |
| CN112570970A (zh) | 一种门窗用铝合金的焊接装置 | |
| CN112846454A (zh) | 一种不锈钢分水器的支管自动焊接装置 | |
| CN108067804A (zh) | 一种货叉架翻转工作台 | |
| CN216177856U (zh) | 一种自动上货的大型工件自动焊接设备 | |
| CN111673302B (zh) | 叉车叉架体焊接生产线 | |
| CN215509567U (zh) | 一种护栏机器人焊接装置 | |
| CN207792608U (zh) | 一种前、后货叉架工作台 | |
| CN220591996U (zh) | 一种自动连续焊接装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20200207 Termination date: 20210409 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |