CN209986499U - 一种用于钻夹头自动化组装的前套自动上料和铆压装置 - Google Patents
一种用于钻夹头自动化组装的前套自动上料和铆压装置 Download PDFInfo
- Publication number
- CN209986499U CN209986499U CN201920651566.9U CN201920651566U CN209986499U CN 209986499 U CN209986499 U CN 209986499U CN 201920651566 U CN201920651566 U CN 201920651566U CN 209986499 U CN209986499 U CN 209986499U
- Authority
- CN
- China
- Prior art keywords
- front sleeve
- carrier
- riveting
- automatic
- assembly
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Abstract
本实用新型一种用于钻夹头自动化组装的前套自动上料和铆压装置,包括前套自动排序组件、前套搬运组件、铆压组件、载具;前套自动排序组件包含一震动圆盘,震动圆盘的出口连接一输送轨道;铆压组件包括一机架,机架上设有一气液增压缸,气液增压缸连接一铆压头,铆压头的伸长方向竖直向下;载具位于铆压头正下方;载具的底部中央连接一支撑杆;前套搬运组件的一端位于输送轨道的上方,前套搬运组件的另一端位于载具上方靠近铆压头的位置。本实用新型结构简单,稳定可靠,可减少人工,提高生产效率。
Description
技术领域
本实用新型涉及金属加工技术领域,特别涉及一种用于钻夹头自动化组装的前套自动上料和铆压装置。
背景技术
钻夹头是手枪钻工具中夹持钻夹头的一个重要组成部分,手枪钻非常广泛的应用于材料加工,设备维修,生产改造等领域中。
钻夹头的零部件有多种,其中,钻体是手紧钻夹头中最基本的部件,钻体通过三孔机加工、出料后以一定数量摆放于塑胶托盘中,需工人手动将前套以及其他部件装配到钻体上。
由于手紧钻夹头生产量大,人工成本日益升高,需要一套自动化组装设备来替代人工,以提高组装的品质和效率,降低组装成本。
实用新型内容
本实用新型的目的是提供一种用于钻夹头自动化组装的前套自动上料和铆压装置以解决上述问题。
技术方案如下:
本实用新型提供一种用于钻夹头自动化组装的前套自动上料和铆压装置,包括前套自动排序组件、前套搬运组件、铆压组件、载具;
所述前套自动排序组件包含一震动圆盘,所述震动圆盘的出口连接一输送轨道的一端,所述输送轨道的另一端连接一限位挡块;
所述输送轨道的另一端还设有一用以检测有无前套接触到所述限位挡块的激光传感器;
所述前套搬运组件包含一伺服驱动电机,所述伺服驱动电机连接一丝杆模组;
所述丝杆模组的滑块连接一升降气缸,所述升降气缸连接一夹爪气缸,所述夹爪气缸连接一对用以夹取前套的夹爪;
所述铆压组件包括一机架,所述机架上设有一气液增压缸,所述气液增压缸连接一铆压头,所述铆压头的伸长方向竖直向下;
所述载具位于所述铆压头正下方;
所述载具的顶部中央设有一用以放置钻体和前套的定位块,所述载具的底部中央连接一支撑杆;
所述丝杆模组的一端位于所述输送轨道的上方,所述丝杆模组的另一端位于所述载具上方靠近所述铆压头的位置。
进一步的,所述支撑杆顶端设有一长条形的凸起,所述载具的底部中央设有一与所述凸起相对应的凹槽;所述载具与所述支撑杆通过所述凸起及所述凹槽相连接。
进一步的,所述载具设有一用于连接驱动传送带的连接件。
进一步的,所述载具底部设有用于连接传送导轨的滑块。
进一步的,所述铆压头是前套仿形的铆压头。
进一步的,所述定位块是钻体仿形的定位块。
与现有技术相比,本实用新型有以下特点:
(1)通过前套自动排序组件将前套进行自动排序并抓取放置在由驱动传送带带动的载具上,将前套压铆这一步骤实现自动化在线操作,进而实现钻夹头自动化组装。
(2)铆压头采用前套仿形,定位块采用钻体仿形,避免铆压时对零件造成损伤;
(3)本实用新型结构简单,稳定可靠,可减少人工,提高生产效率。
附图说明
图1是本实用新型的用于钻夹头自动化组装的前套自动上料和铆压装置一实施例的结构示意图;
图2是本实用新型铆压组件的一种结构示意图;
图3是本实用新型载具的一种结构示意图;
图4是本实用新型前套搬运组件的一种结构示意图;
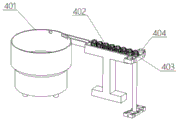
图5是本实用新型前套自动排序组件的一种结构示意图;
图6-图9是本实用新型的工作流程示意图。
具体实施方式
参考图1-图5,本实施例展示一种用于钻夹头自动化组装的前套自动上料和铆压装置,包括前套自动排序组件400、前套搬运组件300、铆压组件100、载具200;前套自动排序组件400包含一震动圆盘401,震动圆盘401的出口连接一输送轨道402的一端,输送轨道402的另一端连接一限位挡块403;输送轨道402的另一端还设有一用以检测有无前套接触到限位挡块403的激光传感器404;前套搬运组件300包含一伺服驱动电机301,伺服驱动电机301连接一丝杆模组302;丝杆模组302的滑块连接一升降气缸303,升降气缸303连接一夹爪气缸304,夹爪气缸304连接一对用以夹取前套的夹爪305;铆压组件100包括一机架102,机架102上设有一气液增压缸101,气液增压缸101连接一铆压头103,铆压头103的伸长方向竖直向下;载具200位于铆压头103正下方;载具200的顶部中央设有一用以放置钻体202和前套203的定位块201,载具200 的底部中央连接一支撑杆104;丝杆模组302的一端位于输送轨道402的上方,丝杆模组302的另一端位于载具200上方靠近铆压头103的位置。
进一步的,支撑杆104顶端设有一长条形的凸起,载具200的底部中央设有一与凸起相对应的凹槽;载具200与支撑杆104通过凸起及凹槽相连接。
进一步的,载具200设有一用于连接驱动传送带的连接件204。
进一步的,载具200底部设有用于连接传送导轨的滑块205。
进一步的,铆压头103是前套仿形的铆压头。
进一步的,定位块201是钻体仿形的定位块。
与现有技术相比,本实用新型有以下特点:(1)通过前套自动排序组件将前套进行自动排序并抓取放置在由驱动传送带带动的载具上,将前套压铆这一步骤实现自动化在线操作,进而实现钻夹头自动化组装;(2)铆压头采用前套仿形,定位块采用钻体仿形,避免铆压时对零件造成损伤;(3)本实用新型结构简单,稳定可靠,可减少人工,提高生产效率。
参考图6-图9,装置工作原理及流程如下:
(1)前套从震动盘出口进入输送轨道,行进至限位挡块;
(2)激光传感器检测到前套到位后,输送轨道暂时停止运转,伺服电机驱动夹爪抓取前套后输送至载具处并放置于钻体上,进行预装;
(3)气液增压缸驱动铆压头将前套与钻体铆压组装成一体;
(4)驱动传送带将完成铆压工序的载具传送走,将未完成铆压工序的新载具传送至该铆压头下方并与支撑杆连接,从而进行自动化铆压装配。
以上所述的仅是本实用新型的一些实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些变形和改进也应视为本实用新型的保护范围。
Claims (6)
1.一种用于钻夹头自动化组装的前套自动上料和铆压装置,其特征在于,包括前套自动排序组件、前套搬运组件、铆压组件、载具;
所述前套自动排序组件包含一震动圆盘,所述震动圆盘的出口连接一输送轨道的一端,所述输送轨道的另一端连接一限位挡块;
所述输送轨道的另一端还设有一用以检测有无前套接触到所述限位挡块的激光传感器;
所述前套搬运组件包含一伺服驱动电机,所述伺服驱动电机连接一丝杆模组;
所述丝杆模组的滑块连接一升降气缸,所述升降气缸连接一夹爪气缸,所述夹爪气缸连接一对用以夹取前套的夹爪;
所述铆压组件包括一机架,所述机架上设有一气液增压缸,所述气液增压缸连接一铆压头,所述铆压头的伸长方向竖直向下;
所述载具位于所述铆压头正下方;
所述载具的顶部中央设有一用以放置钻体和前套的定位块,所述载具的底部中央连接一支撑杆;
所述丝杆模组的一端位于所述输送轨道的上方,所述丝杆模组的另一端位于所述载具上方靠近所述铆压头的位置。
2.根据权利要求1所述的一种用于钻夹头自动化组装的前套自动上料和铆压装置,其特征在于:所述支撑杆顶端设有一长条形的凸起,所述载具的底部中央设有一与所述凸起相对应的凹槽;所述载具与所述支撑杆通过所述凸起及所述凹槽相连接。
3.根据权利要求2所述的一种用于钻夹头自动化组装的前套自动上料和铆压装置,其特征在于:所述载具设有一用于连接驱动传送带的连接件。
4.根据权利要求3所述的一种用于钻夹头自动化组装的前套自动上料和铆压装置,其特征在于:所述载具底部设有用于连接传送导轨的滑块。
5.根据权利要求1所述的一种用于钻夹头自动化组装的前套自动上料和铆压装置,其特征在于:所述铆压头是前套仿形的铆压头。
6.根据权利要求1所述的一种用于钻夹头自动化组装的前套自动上料和铆压装置,其特征在于:所述定位块是钻体仿形的定位块。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920651566.9U CN209986499U (zh) | 2019-05-08 | 2019-05-08 | 一种用于钻夹头自动化组装的前套自动上料和铆压装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920651566.9U CN209986499U (zh) | 2019-05-08 | 2019-05-08 | 一种用于钻夹头自动化组装的前套自动上料和铆压装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN209986499U true CN209986499U (zh) | 2020-01-24 |
Family
ID=69294207
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201920651566.9U Active CN209986499U (zh) | 2019-05-08 | 2019-05-08 | 一种用于钻夹头自动化组装的前套自动上料和铆压装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN209986499U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111590293A (zh) * | 2020-06-17 | 2020-08-28 | 深圳市道和实业有限公司 | 一种起重机钻头钻轴全自动装配工艺 |
-
2019
- 2019-05-08 CN CN201920651566.9U patent/CN209986499U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111590293A (zh) * | 2020-06-17 | 2020-08-28 | 深圳市道和实业有限公司 | 一种起重机钻头钻轴全自动装配工艺 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106984863B (zh) | 一种全自动金属圆棒料切割机 | |
| CN107900653B (zh) | 一种橡胶圈的自动装配机 | |
| CN109352335A (zh) | 一种节流阀组装线 | |
| CN203209988U (zh) | 一种螺柱焊接、螺丝安装、物体搬运一体机 | |
| CN107536179A (zh) | 拉链切断穿头机及拉链带切断、穿头的方法 | |
| CN109530531A (zh) | 工件自动冲孔装置 | |
| CN209986498U (zh) | 一种用于钻夹头自动化组装的前盖自动上料和铆压装置 | |
| CN209986499U (zh) | 一种用于钻夹头自动化组装的前套自动上料和铆压装置 | |
| CN108620930B (zh) | 一种全自动化棒材加工机床 | |
| CN209503417U (zh) | 一种铁芯组装设备 | |
| CN217417374U (zh) | 一种适用于多规格工件的自动送料装置 | |
| CN207858391U (zh) | 一种自动去毛刺机 | |
| CN202147064U (zh) | 自动送料收料攻牙机 | |
| CN114669448A (zh) | 一种弹夹机构、带有弹夹机构的点胶设备及物料输送方法 | |
| CN209830822U (zh) | 一种用于钻夹头自动化组装的花钢垫在线式铆压装置 | |
| CN203830739U (zh) | 一种后置长棒料自动送料机 | |
| CN211365983U (zh) | 产品水口分离机的搬料运输机构 | |
| CN203691186U (zh) | 一种电机端盖自动质检生产设备 | |
| CN208246484U (zh) | 一种汽车车门接头杆的自动化生产设备 | |
| CN208292229U (zh) | 自动下料装置 | |
| CN209631920U (zh) | 工件自动冲孔装置 | |
| CN217995822U (zh) | 一种异形工件上料装置 | |
| CN216398236U (zh) | 一种金属管材加工用自动切割装置 | |
| CN212600185U (zh) | 圆管钻孔攻牙装置 | |
| CN214052372U (zh) | 一种管内涂油装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |