CN203409476U - 吊卡底座自动上螺母机构 - Google Patents
吊卡底座自动上螺母机构 Download PDFInfo
- Publication number
- CN203409476U CN203409476U CN201320350837.XU CN201320350837U CN203409476U CN 203409476 U CN203409476 U CN 203409476U CN 201320350837 U CN201320350837 U CN 201320350837U CN 203409476 U CN203409476 U CN 203409476U
- Authority
- CN
- China
- Prior art keywords
- nut
- cylinder
- piston rod
- slide rail
- slideway
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Abstract
吊卡底座自动上螺母机构,其特征在于包括机架上安自动理螺母装置和自动上螺母装置,自动理螺母装置包括振动盘底座中设振动器,振动盘底座上安振动盘上连输送滑道,输送滑道输出口连滑道固定座,滑道固定座下安顶出气缸,顶出气缸活塞杆与输送滑道输的螺母配合,自动上螺母装置包括机架上安支撑杆和滑轨,支撑杆上安左右移动气缸,左右移动气缸活塞杆连上下移动气缸,上下移动气缸活塞杆连手指气缸,手指气缸连手指,滑轨上设滑块下连推动气缸活塞杆,滑块上安支架,支架中设上螺母气缸,上螺母气缸活塞杆连推板上安推杆,支架上安上螺母座,推杆穿过上螺母座与螺母配合。
Description
技术领域
本实用新型涉及吊卡底座自动上螺母机构。
背景技术
为了在使用安装方便,减少零部件,在吊卡底座注塑成型时就会把螺母安到吊卡底座的螺母安装槽中,由于刚注塑成型的吊卡底座还较软较热,所以容易将螺母压到安装槽中,等到其冷却后螺母便能得到固定。现有都是采用人工用手将螺母压入安装槽,这样不仅工作效率低,工人劳动强度大,而且工人的手容易被较热的吊卡底座烫伤。
发明内容
本实用新型的目的是为了克服已有技术存在的缺点,提供一种实现吊卡底座上螺母自动化,提高工作效率,降低工人劳动强度的吊卡底座自动上螺母机构。
本实用新型吊卡底座自动上螺母机构的技术方案是:其特征在于包括机架上安装的自动理螺母装置和自动上螺母装置,所述自动理螺母装置包括振动盘底座,振动盘底座中设置振动器,振动盘底座上安装振动盘,振动盘上连接输送滑道,输送滑道的输出口连接滑道固定座,滑道固定座下安装顶出气缸,顶出气缸的活塞杆与输送滑道输送来的螺母相配合,所述自动上螺母装置包括在机架上安装的支撑杆和滑轨,支撑杆上安装左右移动气缸,左右移动气缸的活塞杆连接上下移动气缸,上下移动气缸的活塞杆连接手指气缸,手指气缸连接手指,在滑轨上设置滑块,滑块下连接推动气缸的活塞杆,滑块上安装支架,支架中设置上螺母气缸,上螺母气缸的活塞杆连接推板,推板上安装推杆,在支架上安装上螺母座,推杆穿过上螺母座与螺母相配合。
本实用新型公开了一种吊卡底座自动上螺母机构,工作时,由振动器带动振动盘(振动盘的具体结构为已有技术)振动,使螺母沿着振动盘逐渐向上移动,并在振动盘中排列整齐从输送滑道按顺序输出,在沿着输送滑道移动至滑道固定座位置时,顶出气缸的活塞杆穿过滑道固定座将螺母向上顶起,此时手指气缸带动手指夹取螺母,左右移动气缸带动上下移动气缸和手指气缸向右移动至左侧上螺母座的上方,上下移动气缸的活塞杆带动手指气缸下降,将螺母放到左侧上螺母座中,然后手指气缸带动手指打开,由左右移动气缸和上下移动气缸带动手指回复原位进行下次夹取螺母,当手指下次夹取螺母后再次移动至该位置,由推动气缸带动滑块向左移动,滑块带动支架向左移动,支架带动右侧的上螺母座与其手指中的螺母相对应,然后上下移动气缸下降将螺母放到右侧的上螺母座中,完成上螺母后手指气缸退回原位,而注塑机中注塑成型的吊卡底座由机械手夹取并放到上螺母座上,此时上螺母气缸的活塞杆带动推板向上移动,推板带动推杆向上移动,推杆带动螺母向上移动,使螺母卡入吊卡底座的安装槽中,安装完成后由机械手带动吊卡底座移至收集箱上方,使其落入收集箱,完成所有动作。本方案吊卡底座从注塑成型到上螺母再到最后放入收集箱,所有步骤实现自动化,工人只要在一旁看管,可一人看管多台机器,提高工作效率,降低了工人的劳动强度。
附图说明
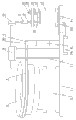
图1是本实用新型吊卡底座自动上螺母机构的结构示意图。
具体实施方式
本实用新型涉及一种吊卡底座自动上螺母机构,如图1所示,其特征在于:包括机架1上安装的自动理螺母装置和自动上螺母装置,所述自动理螺母装置包括振动盘底座2,振动盘底座中设置振动器,振动盘底座上安装振动盘3,振动盘上连接输送滑道4,输送滑道的输出口连接滑道固定座5,滑道固定座下安装顶出气缸6,顶出气缸的活塞杆与输送滑道4输送来的螺母20相配合,所述自动上螺母装置包括在机架1上安装的支撑杆7和滑轨8,支撑杆上安装左右移动气缸9,左右移动气缸的活塞杆连接上下移动气缸10,上下移动气缸的活塞杆连接手指气缸11,手指气缸连接手指12,在滑轨8上设置滑块13,滑块下连接推动气缸14的活塞杆,滑块上安装支架15,支架中设置上螺母气缸16,上螺母气缸的活塞杆连接推板17,推板上安装推杆18,在支架上安装上螺母座19,推杆穿过上螺母座与螺母相配合。工作时,由振动器带动振动盘3(振动盘的具体结构为已有技术)振动,使螺母20沿着振动盘逐渐向上移动,并在振动盘中排列整齐从输送滑道4按顺序输出,在沿着输送滑道移动至滑道固定座5位置时,顶出气缸6的活塞杆穿过滑道固定座将螺母20向上顶起,此时手指气缸11带动手指12夹取螺母,左右移动气缸9带动上下移动气缸10和手指气缸11向右移动至左侧上螺母座19的上方,上下移动气缸的活塞杆带动手指气缸下降,将螺母20放到左侧上螺母座中,然后手指气缸11带动手指12打开,由左右移动气缸9和上下移动气缸10带动手指回复原位进行下次夹取螺母,当手指下次夹取螺母后再次移动至该位置,由推动气缸14带动滑块13向左移动,滑块带动支架15向左移动,支架带动右侧的上螺母座19与其手指12中的螺母20相对应,然后上下移动气缸10下降将螺母放到右侧的上螺母座中,完成上螺母后手指气缸11退回原位,而注塑机中注塑成型的吊卡底座由机械手夹取并放到上螺母座19上,此时上螺母气缸16的活塞杆带动推板17向上移动,推板带动推杆18向上移动,推杆带动螺母20向上移动,使螺母卡入吊卡底座的安装槽中,安装完成后由机械手带动吊卡底座移至收集箱上方,使其落入收集箱,完成所有动作。本方案吊卡底座从注塑成型到上螺母再到最后放入收集箱,所有步骤实现自动化,工人只要在一旁看管,可一人看管多台机器,提高工作效率,降低了工人的劳动强度。
Claims (1)
1.吊卡底座自动上螺母机构,其特征在于:包括机架(1)上安装的自动理螺母装置和自动上螺母装置,所述自动理螺母装置包括振动盘底座(2),振动盘底座中设置振动器,振动盘底座上安装振动盘(3),振动盘上连接输送滑道(4),输送滑道的输出口连接滑道固定座(5),滑道固定座下安装顶出气缸(6),顶出气缸的活塞杆与输送滑道(4)输送来的螺母(20)相配合,所述自动上螺母装置包括在机架(1)上安装的支撑杆(7)和滑轨(8),支撑杆上安装左右移动气缸(9),左右移动气缸的活塞杆连接上下移动气缸(10),上下移动气缸的活塞杆连接手指气缸(11),手指气缸连接手指(12),在滑轨(8)上设置滑块(13),滑块下连接推动气缸(14)的活塞杆,滑块上安装支架(15),支架中设置上螺母气缸(16),上螺母气缸的活塞杆连接推板(17),推板上安装推杆(18),在支架上安装上螺母座(19),推杆穿过上螺母座与螺母相配合。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320350837.XU CN203409476U (zh) | 2013-06-19 | 2013-06-19 | 吊卡底座自动上螺母机构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320350837.XU CN203409476U (zh) | 2013-06-19 | 2013-06-19 | 吊卡底座自动上螺母机构 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203409476U true CN203409476U (zh) | 2014-01-29 |
Family
ID=49972401
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201320350837.XU Expired - Lifetime CN203409476U (zh) | 2013-06-19 | 2013-06-19 | 吊卡底座自动上螺母机构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203409476U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106891477A (zh) * | 2017-05-04 | 2017-06-27 | 泰逸电子(昆山)有限公司 | 一种笔记本电脑显示器后盖的制备工艺 |
-
2013
- 2013-06-19 CN CN201320350837.XU patent/CN203409476U/zh not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106891477A (zh) * | 2017-05-04 | 2017-06-27 | 泰逸电子(昆山)有限公司 | 一种笔记本电脑显示器后盖的制备工艺 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN204487571U (zh) | 注塑机用机械手 | |
| CN202934395U (zh) | 具有双头加工功能的复合机床 | |
| CN203282151U (zh) | 散热片固定脚自动化铆接机 | |
| CN104967959A (zh) | 扬声器u铁与盆架的自动铆合装置 | |
| CN104772848A (zh) | 一种环形零件的送料机构 | |
| CN204278212U (zh) | 一种脱模装置 | |
| CN204250926U (zh) | 胎圈、垫板、钢圈搬运装置 | |
| CN203804537U (zh) | 一种塑料螺丝的全自动上料设备 | |
| CN102189599B (zh) | 用于永磁铁氧体-瓦形磁体生产的自动取坯机构 | |
| CN203265457U (zh) | 板料成型的多工位自动送料装置 | |
| CN203409476U (zh) | 吊卡底座自动上螺母机构 | |
| CN211027831U (zh) | 一种去飞边的冲压机的辅助输送平台 | |
| CN202106580U (zh) | 用于永磁铁氧体-瓦形磁体生产的自动取坯机构 | |
| CN201098661Y (zh) | 数控涂胶机 | |
| CN204490086U (zh) | 一种夹具循环装置 | |
| CN202865277U (zh) | 一种淬火设备的机械手抓料移料装置 | |
| CN102990353B (zh) | 一种阀门抓口机构 | |
| CN201979655U (zh) | 高速注塑机的机械手的取件贴标同步机构 | |
| CN205312593U (zh) | 一种自动上管装置 | |
| CN202726020U (zh) | 锌压铸机自动取件及扒料设备 | |
| CN203830739U (zh) | 一种后置长棒料自动送料机 | |
| CN204145230U (zh) | 一种暖风电机刷架工件的保持圈取出装置 | |
| CN203381102U (zh) | 管卡注塑模具自动上螺母机构 | |
| CN202725861U (zh) | 车制保持器全自动冲窗机 | |
| CN205183658U (zh) | 自动铆钉机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20140129 |
|
| CU01 | Correction of utility model | ||
| CU01 | Correction of utility model |
Correction item: Termination upon expiration of patent Correct: Revocation of Patent Expiration and Termination False: On July 7, 2023, the expiration and termination of the 39 volume 2702 patent Number: 27-02 Volume: 39 |