CN202528412U - 长径比33的高效聚烯烃单螺杆挤出机 - Google Patents
长径比33的高效聚烯烃单螺杆挤出机 Download PDFInfo
- Publication number
- CN202528412U CN202528412U CN201220129328XU CN201220129328U CN202528412U CN 202528412 U CN202528412 U CN 202528412U CN 201220129328X U CN201220129328X U CN 201220129328XU CN 201220129328 U CN201220129328 U CN 201220129328U CN 202528412 U CN202528412 U CN 202528412U
- Authority
- CN
- China
- Prior art keywords
- screw rod
- single screw
- machine
- machine barrel
- draw ratio
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/78—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling
- B29C48/80—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling at the plasticising zone, e.g. by heating cylinders
- B29C48/82—Cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/362—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using static mixing devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/397—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using a single screw
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/505—Screws
- B29C48/625—Screws characterised by the ratio of the threaded length of the screw to its outside diameter [L/D ratio]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/78—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling
- B29C48/80—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling at the plasticising zone, e.g. by heating cylinders
- B29C48/802—Heating
Abstract
本实用新型涉及一种长径比33的高效聚烯烃单螺杆挤出机,包括挤出系统、传动系统、加热冷却系统和控制系统;所述的挤出系统包括机头适配器、分流板、机筒、螺杆、机筒衬套和料斗组件,所述的接头适配器与机筒连接,所述的分流板设在机筒端部,所述的螺杆设在机筒内,所述的机筒衬套设在机筒和螺杆之间,所述的料斗组件与机筒连通;所述的传动系统包括驱动电机、减速箱和联轴器,所述的驱动电机通过联轴器连接减速箱,减速箱连接螺杆,驱动电机驱动螺杆转动;所述的加热冷却系统包括机头加热器与机筒加热器和冷却风机。与现有技术相比,本实用新型具有高品质的产品质量、节能高效、高稳定性、使用寿命长等优点。
Description
技术领域
本实用新型涉及一种单螺杆挤出机,尤其是涉及一种长径比33的高效聚烯烃单螺杆挤出机。
背景技术
在热塑性塑料的挤出产品中,就生产的年产量来说,聚烯烃管材是最大的塑料制品之一,而聚烯烃管材基本上都是由单螺杆挤出机制造出来。
所以发展高效单螺杆挤出机成为了行业内必须面对的焦点问题,其中高效单螺杆挤出机具体表现为:适应高产量的高扭矩;高速且不波动的熔体输出;低螺杆速度下的高产率;低熔体温度下的高速挤出,有很多问题限制了国内挤出机向高效挤出机发展,其中比较重要的问题有:螺杆的输送、压缩、熔融和均化等功能在螺杆的三段(计量段、压缩段、加料段)上是相互重叠的,有很多因素会导致各功能段在螺杆上移动(如所加原料状态不稳定,螺杆转速变化等),挤出量受机头压力影响较大,而且与粘度有关,将导致产量随着压力,温度发生波动,特别是转速提高时尤为严重。
目前此类高端和大型的挤出机主要由欧洲的著名塑料设备厂家所垄断。国内需要具有同等水平的挤出机来满足国内市场的需求,替代进口设备。国内也需要具有同等水平的中国挤出机来参加国际竞争,以满足国外市场的需求,扩大我们的塑机产品出口。
实用新型内容
本实用新型的目的就是为了克服上述现有技术存在的缺陷而提供一种高品质的产品质量、节能高效、高稳定性、使用寿命长的长径比33的高效聚烯烃单螺杆挤出机。
本实用新型的目的可以通过以下技术方案来实现:
一种长径比33的高效聚烯烃单螺杆挤出机,其特征在于,包括挤出系统、传动系统、加热冷却系统和控制系统,所述的控制系统分别与挤出系统、传动系统、加热冷却系统控制连接;
所述的挤出系统包括机头适配器、分流板、机筒、螺杆、机筒衬套和料斗组件,所述的接头适配器与机筒连接,所述的分流板设在机筒端部,所述的螺杆设在机筒内,所述的机筒衬套设在机筒和螺杆之间,所述的料斗组件与机筒连通;所述的传动系统包括驱动电机、减速箱和联轴器,所述的驱动电机通过联轴器连接减速箱,减速箱连接螺杆,驱动电机驱动螺杆转动;所述的加热冷却系统包括机头加热器与机筒加热器和冷却风机,所述的机头加热器设在机头适配器上,所述的机筒加热器和冷却风机设在机筒上。
所述的料斗组件包括料斗本体、连接板、闸板和料斗座,所述的料斗本体通过连接板与料斗座连接,所述的闸板设在料斗本体的上料口,用于控制上料速度。
所述的机筒通过机筒支架固定在机架上。
所述的螺杆分为强制进料段、分离段和混合段。
所述的强制进料段处的机筒衬套设有沟槽。
所述的该沟槽为纵向矩形沟槽或螺旋矩形沟槽。
所述的驱动电机和减速箱采用直联式连接结构。
所述的控制系统包括变频器、继电器、操作按钮和显示仪表。
所述的显示仪表包括压力显示表和温度显示表。
所述的加热器为陶瓷加热器。
与现有技术相比,本实用新型具有以下优点:
1、高品质的产品质量、节能高效、高稳定性、使用寿命长,
本实用新型挤出机螺杆的结构设计基于高速高效的理念按三段设计,强制进料段L1、分离段L2、混合段L3;
良好的熔体热均匀性是高质量管材挤出的关键因素,其持续稳定的低熔体温度带来理想的熔体热均匀性;带来完美的塑化效果;完美的塑化效果加上理想的熔体均匀性保证了产品的高品质;
2、节能高效、高稳定性,
挤压系统的强制喂段,是通过优化设计的螺杆进料段和带沟槽的机筒衬套来完成的,强制进料段的机筒衬套采用了纵向矩形沟槽结构或螺旋型沟槽;输送效率 高。
新型的挤出机螺杆设计使挤出机各段的压力达到最佳值,使物料的挤出速度基本与背压无关,挤出机的压力刚性好;
新型的挤出机螺杆设计使挤出机各段物料的产量和塑化质量达到最佳的匹配和组合,使物料的产量在等温、等压的状态下与挤出机的螺杆转速成正比,挤出机的挤出量与螺杆转速线性好,大大的提高了挤出机的稳定性和精度,(参照图3、图4);
3、使用寿命长,
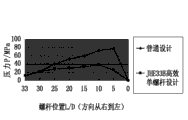
在保证稳定输送、高产量和高品质的前提下,通过衬套沟槽的纵向矩形结构或螺旋型沟槽设计,以及此系列螺杆的特殊设计,有效降低了喂料段的压力(参照图5),使得机筒、螺杆的磨损显著减小,有效增加了本系列挤出机的使用寿命。
附图说明
图1为本实用新型的结构示意图;
图2为本实用新型的侧视结构示意图;
图3为本实用新型单螺杆挤出机JHE1-33B系列的产量图;
图4为本实用新型高效JHE1-90-33B挤出机螺杆转速与挤出速率之间的对应关系图;
图5为本实用新型JHE1-90-33B高效单螺杆强制喂料挤出机压力和普通强制喂料挤出机压力对比图。
具体实施方式
下面结合附图和具体实施例对本实用新型进行详细说明。
实施例
如图1、图2所示,一种长径比33的高效聚烯烃单螺杆挤出机,包括挤出系统、传动系统、加热冷却系统和控制系统12,所述的控制系统12分别与挤出系统、传动系统、加热冷却系统控制连接;
所述的挤出系统包括机头适配器1、分流板3、机筒5、螺杆7、机筒衬套10和料斗组件,所述的接头适配器1与机筒5连接,所述的分流板3设在机筒5端部,所述的螺杆7设在机筒5内,所述的机筒衬套10设在机筒5和螺杆7之间,所述 的料斗组件与机筒5连通;所述的传动系统包括驱动电机9、减速箱17和联轴器16,所述的驱动电机9通过联轴器16连接减速箱17,减速箱17连接螺杆7,驱动电机9驱动螺杆7转动;所述的加热冷却系统包括机头加热器2与机筒加热器和冷却风机4,所述的机头加热器2设在机头适配器1上,所述的机筒加热器和冷却风机4设在机筒5上。所述的加热器为陶瓷加热器,通过电控自动精确控温。
所述的料斗组件包括料斗本体15、连接板14、闸板13和料斗座11,所述的料斗本体15通过连接板14与料斗座11连接,所述的闸板13设在料斗本体15的上料口,用于控制上料速度。
所述的机筒5通过机筒支架6固定在机架8上。所述的螺杆分为强制进料段L1、分离段L2和混合段L3。挤压系统的强制进料段,是通过优化设计的螺杆进料段和带沟槽的机筒衬套来完成的。强制进料段的机筒衬套采用了纵向矩形沟槽或螺旋矩形沟槽结构;输送效率高。
挤出机螺杆设计使挤出机各段的压力达到最佳值,使物料的挤出速度基本与背压无关,挤出机的压力刚性好;
挤出机螺杆设计使挤出机各段物料的产量和塑化质量达到最佳的匹配和组合,使物料的产量在等温、等压的状态下与挤出机的螺杆转速成正比,挤出机的挤出量与螺杆转速的线性好,大大的提高了挤出机的稳定性和精度。
所述的驱动电机和减速箱采用直联式连接结构,结构紧凑,有效的节省了占地空间。
所述的控制系统包括变频器、继电器、操作按钮和显示仪表,所述的显示仪表包括压力显示表和温度显示表,可以随时观察熔体压力与温度,根据所需要求进行实时调整。
物料通过强制加料段进入机筒5后,依次流过强制进料段L1、分离段L2、混合段L3,通过机筒加热器提升机筒5温度,由驱动电机9通过减速箱17带动螺杆7在机筒内部旋转,使得物料在机筒5中经过固体输送、熔融分离塑化、混合后物料高效、高速地流入分流板3内,再进入由机头适配器1所连接的后续模具中。
本实用新型单螺杆挤出机包括JHE1-33B系列详细参见下表1,其技术参数详细参见下表2:
表1

表2

Claims (10)
1.一种长径比33的高效聚烯烃单螺杆挤出机,其特征在于,包括挤出系统、传动系统、加热冷却系统和控制系统,所述的控制系统分别与挤出系统、传动系统、加热冷却系统控制连接;
所述的挤出系统包括机头适配器、分流板、机筒、螺杆、机筒衬套和料斗组件,所述的接头适配器与机筒连接,所述的分流板设在机筒端部,所述的螺杆设在机筒内,所述的机筒衬套设在机筒和螺杆之间,所述的料斗组件与机筒连通;所述的传动系统包括驱动电机、减速箱和联轴器,所述的驱动电机通过联轴器连接减速箱,减速箱连接螺杆;所述的加热冷却系统包括机头加热器与机筒加热器和冷却风机,所述的机头加热器设在机头适配器上,所述的机筒加热器和冷却风机设在机筒上。
2.根据权利要求1所述的一种长径比33的高效聚烯烃单螺杆挤出机,其特征在于,所述的料斗组件包括料斗本体、连接板、闸板和料斗座,所述的料斗本体通过连接板与料斗座连接,所述的闸板设在料斗本体的上料口。
3.根据权利要求1所述的一种长径比33的高效聚烯烃单螺杆挤出机,其特征在于,所述的机筒通过机筒支架固定在机架上。
4.根据权利要求1所述的一种长径比33的高效聚烯烃单螺杆挤出机,其特征在于,所述的螺杆分为强制进料段、分离段和混合段。
5.根据权利要求4所述的一种长径比33的高效聚烯烃单螺杆挤出机,其特征在于,所述的强制进料段处的机筒衬套设有沟槽。
6.根据权利要求5所述的一种长径比33的高效聚烯烃单螺杆挤出机,其特征在于,所述的该沟槽为纵向矩形沟槽或螺旋矩形沟槽。
7.根据权利要求1所述的一种长径比33的高效聚烯烃单螺杆挤出机,其特征在于,所述的驱动电机和减速箱采用直联式连接结构。
8.根据权利要求1所述的一种长径比33的高效聚烯烃单螺杆挤出机,其特征在于,所述的控制系统包括变频器、继电器、操作按钮和显示仪表。
9.根据权利要求8所述的一种长径比33的高效聚烯烃单螺杆挤出机,其特征在于,所述的显示仪表包括压力显示表和温度显示表。
10.根据权利要求1所述的一种长径比33的高效聚烯烃单螺杆挤出机,其特征在于,所述的加热器为陶瓷加热器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201220129328XU CN202528412U (zh) | 2012-03-30 | 2012-03-30 | 长径比33的高效聚烯烃单螺杆挤出机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201220129328XU CN202528412U (zh) | 2012-03-30 | 2012-03-30 | 长径比33的高效聚烯烃单螺杆挤出机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202528412U true CN202528412U (zh) | 2012-11-14 |
Family
ID=47129618
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201220129328XU Expired - Lifetime CN202528412U (zh) | 2012-03-30 | 2012-03-30 | 长径比33的高效聚烯烃单螺杆挤出机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202528412U (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103101163A (zh) * | 2012-12-14 | 2013-05-15 | 刘福华 | 一种abs原料板材的生产工艺及装置 |
| CN103101164A (zh) * | 2012-12-14 | 2013-05-15 | 刘福华 | 一种pc原料板材的生产工艺及装置 |
| CN103358514A (zh) * | 2012-03-30 | 2013-10-23 | 上海金湖挤出设备有限公司 | 长径比33的高效聚烯烃单螺杆挤出机 |
| CN104908283A (zh) * | 2014-03-13 | 2015-09-16 | 天津市华旭盛泰科技有限公司 | 高效滴灌管挤出机 |
| CN110645415A (zh) * | 2019-09-27 | 2020-01-03 | 镇江荣诚管业有限公司 | 一种防潮耐高温的pe管及其加工工艺 |
-
2012
- 2012-03-30 CN CN201220129328XU patent/CN202528412U/zh not_active Expired - Lifetime
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103358514A (zh) * | 2012-03-30 | 2013-10-23 | 上海金湖挤出设备有限公司 | 长径比33的高效聚烯烃单螺杆挤出机 |
| CN103101163A (zh) * | 2012-12-14 | 2013-05-15 | 刘福华 | 一种abs原料板材的生产工艺及装置 |
| CN103101164A (zh) * | 2012-12-14 | 2013-05-15 | 刘福华 | 一种pc原料板材的生产工艺及装置 |
| CN104908283A (zh) * | 2014-03-13 | 2015-09-16 | 天津市华旭盛泰科技有限公司 | 高效滴灌管挤出机 |
| CN110645415A (zh) * | 2019-09-27 | 2020-01-03 | 镇江荣诚管业有限公司 | 一种防潮耐高温的pe管及其加工工艺 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102120345B (zh) | 一种块状橡胶连续混炼方法及设备 | |
| CN202528412U (zh) | 长径比33的高效聚烯烃单螺杆挤出机 | |
| CN102166794B (zh) | 橡胶连续混炼双转子结构及采用该结构的混炼设备 | |
| CN103358514A (zh) | 长径比33的高效聚烯烃单螺杆挤出机 | |
| CN201253940Y (zh) | 双驱动式行星螺杆流延挤出机 | |
| CN101585227B (zh) | 行星螺杆流涎挤出机 | |
| CN104309095A (zh) | 双螺杆挤出机 | |
| CN201979624U (zh) | 一种连续混炼设备 | |
| CN209158871U (zh) | 一种pe管材生产用挤出机 | |
| CN201272019Y (zh) | 一种工程塑料型材的挤出螺杆结构 | |
| CN201446671U (zh) | 新型串联式单螺杆挤出机 | |
| CN103358528A (zh) | 一种高效聚烯烃长径比38的单螺杆挤出机 | |
| CN206011665U (zh) | 一种聚氯乙烯原料制备挤出装置 | |
| CN202528436U (zh) | 一种高效聚烯烃长径比38的单螺杆挤出机 | |
| CN115056451B (zh) | 一种用于电缆保护管的锥形双螺杆挤出装置 | |
| CN204936148U (zh) | 一种涤纶丝加工用螺杆挤压机 | |
| CN206510405U (zh) | 一种锥型双螺杆挤出机 | |
| CN205148866U (zh) | 一种螺杆挤压机 | |
| CN204123647U (zh) | 双螺杆挤出机 | |
| CN206967915U (zh) | 双螺杆挤出机侧喂料机构 | |
| CN2492375Y (zh) | 一种锥形单螺杆塑料挤出机 | |
| CN201979625U (zh) | 一种连续混炼双转子结构及采用该结构的混炼设备 | |
| CN209224523U (zh) | 双壁波纹管的生产设备 | |
| CN208375939U (zh) | 一种新型双螺杆橡胶过滤挤出机 | |
| CN107310121B (zh) | 一种便于电缆均匀挤塑的挤塑机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20121114 |
|
| CX01 | Expiry of patent term |