CN1908443A - Moulded non-metal centrifugal pump closed type impeller, its preparation and mould - Google Patents
Moulded non-metal centrifugal pump closed type impeller, its preparation and mould Download PDFInfo
- Publication number
- CN1908443A CN1908443A CN 200610040950 CN200610040950A CN1908443A CN 1908443 A CN1908443 A CN 1908443A CN 200610040950 CN200610040950 CN 200610040950 CN 200610040950 A CN200610040950 A CN 200610040950A CN 1908443 A CN1908443 A CN 1908443A
- Authority
- CN
- China
- Prior art keywords
- impeller
- die
- inserted sheet
- runner
- sleeve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Abstract
The invention relates to the improvement on the production and mould of mold non-metal eccentric pump closed blade wheel, wherein it is characterized in that: the corner at the inlet of front web of blade wheel is in arc shape; each blade is curved; there is one arc molding block at the inner side of inlet; the flow channel molding insertion plate has torsion side surface, to reach high efficiency that 6-8% more than former one. The invention can be used in molding shaped and in irrigation shaped.
Description
Technical field
The invention relates to improvement to moulded non-metal centrifugal pump closed type impeller and preparation method and mould.
Background technique
It is good that centrifugal pump closed type impeller has a volumetric efficiency retentivity, thereby become impeller the most commonly used in the centrifugal pump, especially is used as to carry slip, the slag slurry centrifugal pump that contains solid particle.Double shrouded wheel efficient, relevant with curved vane distortion between suction port corner (choma and impeller leading web inboard) line style and two webs, desirable double shrouded wheel, require suction port corner curved streamlined, and blade is 15-45 degree distortion along direction of flow, and fluid intake impeller like this is by smooth and easy, flow resistances such as less generation backflow, vortex, thereby high efficient is arranged.But because of double shrouded wheel runner line style winding complex; and it is big outer little in cross section of fluid channel radially is; usually obtain desirable runner high efficiency double shrouded wheel; all unique can only the employing can smash core; as common casting of metals impeller; and the disclosed method of utilizing cast mineral to make machine parts of Chinese patent CN94194875.7; disclosed exoskeletal integral polyurethane double shrouded wheel of Chinese patent CN00112339.4 and making mould also just determine to adopt the good metal of melt fluidity, plastics, resin-cast moulding thus.
Yet carry in the industries such as chemical industry, metallurgy, environmental protection and contain solid particle slip, has certain corrosivity, and also requirement has certain wear resistance, the use of the metal that melt fluidity is good, plastics and casting type polyurethane double shrouded wheel is restricted, in fact carry the double shrouded wheel of slip, the functional plastics material of the various melt fluidity differences of more employing.Usually can satisfy the plastics that usability requires, the teflon of abrasion-proof ultrahigh molecular weight polyethylene, highly corrosion resistant for example, its melt fluidity extreme difference can not be used the moulding of moulding by casting mode, uniquely can only adopt the pressure compression molding, it is the assembled group mould, fill the mold pressing material, heating, compression molding, cooling and demolding, and uniquely can only adopt hard (for example metal) core, and must adopt the impeller outer radial periphery to extract the mode demoulding (Fig. 5).Periphery pull-out demoulding core rod, owing to limited by the impeller special-shaped flow passage and the demoulding, big outer little in can not as smashing the formula core, making, and twisted blade, therefore obvious turning (right angle or obtuse angle) can only have been made as (Fig. 1) by suction eye corner 2.1, and can not as the cast impeller, do camber streamline shape, it only is crooked arc (Fig. 2) that blade 3 also can only be made, and can not as the cast impeller, make distortion, therefore gained runner 2 curves can not meet desirable requirement as the moulding by casting impeller, therefore efficient is relatively than moulding by casting for example about the low 6-8% of metallic impeller, so the compression molding double shrouded wheel is considered to a kind of inefficient impeller usually, but, therefore also can only use this inefficient mold pressing double shrouded wheel for a long time because mould and ejection technique problem fail effectively to be solved always always.
In addition, easily smash the impeller channel core rod, be disposable mould, can not reuse, not only increased manufacture cost, and because of the type piece more, various and batch between conformity be difficult to obtain effectively accurately guarantee that also easily cause runner and impeller size error, there is error in each channel size, the impeller dynamic balance is poor during operation, also can produce harmful effect to pump machine mechanical stability.
Summary of the invention
The objective of the invention is to overcome the deficiency of above-mentioned prior art, a kind of identical high efficiency moulded non-metal centrifugal pump closed type impeller with the casting type double shrouded wheel that has is provided.
Another object of the present invention is to provide a kind of preparation method of above-mentioned impeller.
A further object of the present invention is to provide a kind of above-mentioned impeller compression molding mould.
The present invention's first purpose realizes, the main improvement is to change compression molding double shrouded wheel suction port inside corner place into arcuate structure, and impeller blade made the distorted shape bending, thereby make compression molding double shrouded wheel runner have identical high efficiency runner with the moulding by casting double shrouded wheel.Specifically, moulded non-metal centrifugal pump closed type impeller of the present invention comprises impeller leading web, trailing web, and some alternate similar shape curved vane between two webs, it is characterized in that impeller leading web suction port inside corner place (2.2) is the streamline arc, each blade is the distorted shape bending.。
In addition, for the big impeller of specification, can also place metal frame in web, the blade before and after it, so that impeller is strengthened.
The mobile extreme differences of said nonmetallic material, especially some meltings, except that compression molding, can not adopt the plastic materials of additive method moulding, for example ultra-high molecular weight polyethylene or polypropylene or fluoroplastic.Certainly, melting flowability is good slightly and other are more passable as nonmetallic material such as epoxy resin, polyurethane.
Moulded non-metal centrifugal pump closed type impeller forming method of the present invention, comprise the Assembly mould, fill the mold pressing material, heating, the pressure compression molding, cooling, the demoulding, it is characterized in that said Assembly mould is: assembling earlier is die sleeve up and down, and the alternate betwixt runner moulding inserted sheet that closes by folding, clamp two die sleeves, make lower die-sleeve up, assemble the arc forming blocks one by one at runner inserted sheet suction port end, the assembling counterdie with the assembly jig upset, makes counterdie in the bottom, the assembling and positioning plug, filling mold pressing material assembling patrix; The said demoulding is: unload patrix, Upper Die-sleeve, counterdie, lower die-sleeve, radially outwards extract superimposed runner moulding inserted sheet one by one, extract the arc forming blocks one by one from the impeller inner core.
Die press technology for forming parameter of the present invention, by prior art, because of the mold pressing material different different.
Moulded non-metal centrifugal pump closed type impeller shaping die of the present invention, comprise patrix (6), Upper Die-sleeve (7), counterdie (10), lower die-sleeve (9), superimposed runner moulding inserted sheet (8), location mandril (5), it is characterized in that said superimposed runner moulding inserted sheet suction eye inside corner place is superimposed with turning arc forming blocks (8.1), said superimposed runner moulding inserted sheet has distortion side (8.3).
Mould suction port inside corner arc type piece of the present invention location, can be and superimposed runner inserted sheet location, as cooperate the pin location again by concavo-convex step, also can be two or above pin location, can also be concavo-convex loop mapping that embeds mutually or the like; Also can be and lower mold core location (or locating simultaneously), for example concavo-convex loop mapping that embeds mutually.
Moulded non-metal centrifugal pump closed type impeller of the present invention, not only can reach the requirement of moulding by casting impeller channel line style fully, thereby have and the identical high efficiency of cast impeller, more former mold pressing impeller can be raised the efficiency about 6-8%, can only make the technology prejudice of inefficient double shrouded wheel thereby changed compression molding, and keep grand master pattern to press off the unique advantage of formula impeller.The inventive method has the difference except that assembling the arc forming blocks and the demoulding, and all the other are all similar with prior art, thereby can think that not increasing workload substantially can obtain the high efficiency double shrouded wheel, and method is simple and practical.Mould of the present invention is skillfully constructed, and except that taking to set up arc forming blocks and the distortion of runner inserted sheet side, does not also change original mould structure substantially, and is simple and practical, can mold pressing obtain and pour into a mould the double shrouded wheel with same efficiency.Mold cores adopts hard material making such as metal, and not only can reuse, and make the precision height by machining, impeller channel core rod high conformity, it is accurately linear more to help impeller channel, and dynamic balance performance is good.Mould of the present invention and method not only can be used for compression molding, and more can be used for moulding by casting.
Below in conjunction with several embodiments, further specify and help to understand the present invention.
Description of drawings
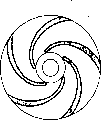
Fig. 1 is a prior art mold pressing double shrouded wheel structural representation.
Fig. 2 is a prior art mold pressing double shrouded wheel blade structure schematic representation.
Fig. 3 is an invention mold pressing double shrouded wheel structural representation.
Fig. 4 is an invention mold pressing double shrouded wheel blade structure schematic representation.
Fig. 5 is a prior art forming die structure for moulding schematic representation.
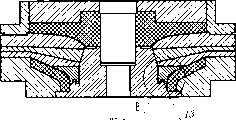
Fig. 6 is a kind of forming die structure for moulding schematic representation of invention.
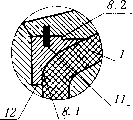
Fig. 7 is Fig. 6 A portion structure for amplifying schematic representation.
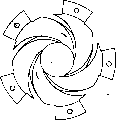
Fig. 8 is another position structure schematic representation of invention compression molding arc forming blocks.
Fig. 9 is another position structure schematic representation of invention compression molding arc forming blocks.
Figure 10 is Fig. 9 B portion structure for amplifying schematic representation.
Figure 11 is Fig. 6 M-M cross-sectional view.
Figure 12 is twisted blade shaping die figure of the present invention.
Embodiment
Embodiment 1: referring to Fig. 3,4, and mold pressing ultra-high molecular weight polyethylene centrifugal pump closed type impeller 1 of the present invention, leading web suction port inside corner place 2.2 is the streamline arc, and each alternate curved vane is distorted shape 4 bendings.
Described impeller moulding and mould, referring to Fig. 6,7,11,12, molding die, approximate frustoconic shape suction eye moulding counterdie (abbreviation counterdie) 10 by combined complete, peripheral annular moulding leading web lower die-sleeve (abbreviation lower die-sleeve) 9, moulding trailing web patrix (abbreviation patrix) 6, patrix location ring set 7, location mandril 5 is formed the moulding die sleeve.The upper and lower mould inner room is alternate to insert (embodiment is three) superimposed runner moulding inserted sheet 8 more than two, position, suction port inside corner place has stacked arc forming blocks 8.1, superimposed runner moulding inserted sheet side, there is distortion side 8.3 the self-priming ingress to radial outer end, the inserted sheet distortion can be that length of blade twists entirely, also can be to twist from radially inner side half length.Suction port inside arc shape forming blocks location, for and runner moulding inserted sheet superposed surfaces between radially concavo-convex positioning step 8.2, and axial (thickness direction) locating stud 11 co, axial compression is then by counterdie positioning step 12 location.Compression molding, earlier assembling upper and lower mould and die sleeve up and down alternately between two die sleeves assemble the runner forming blocks one by one (alternate location are by concavo-convex ring gear, do not show among the figure), and clamp, assembly jig is stood up make the lower die-sleeve bottom surface up then, the arc forming blocks 8.1 of on the runner matrix band, packing into one by one, assembling counterdie 10, to assemble mould and stand up, and make Upper Die-sleeve in the above, dress is inserted location mandril 5, the filling molding compound, patrix 6 closes; Heating mould makes the material fusion, and depresses mold forming; Cooling and shaping unloads patrix, Upper Die-sleeve, counterdie, lower die-sleeve, radially outwards extracts superimposed runner type inserted sheet 8 one by one, extracts the arc forming blocks one by one from the impeller inner core, sloughs location mandril 5.
Embodiment 2: referring to Fig. 8, as embodiment 2, suction port inside arc shape forming blocks wherein connects pins 11.1 and 11.2 by two and locatees with superimposed runner moulding inserted sheet 8.
Embodiment 3: referring to Fig. 9,10, as embodiment 2, wherein suction port inside arc shape forming blocks obtains the location by encircling 13 with the concavo-convex complementary embedding of counterdie between the two.
In addition, the impeller leading web can have been made and be tapering shape; The mould chunk is looked size and can be adopted hollow structure, helps saving the mold pressing heating energy source.
Easy for describing, the said upper and lower mould of the present invention is a mold pressing impeller address commonly used in the industry, and counterdie is the suction eye side mold, and patrix is an impeller trailing web side mold.
Claims (8)
1, moulded non-metal centrifugal pump closed type impeller comprises impeller leading web, trailing web, and some alternate similar shape curved vane between two webs, it is characterized in that impeller leading web suction port inside corner place (2.2) is the streamline arc, and each blade is the distorted shape bending.
2,, place metal frame in web, the blade before and after it is characterized in that according to the described moulded non-metal centrifugal pump closed type impeller of claim 1.
3,, it is characterized in that said nonmetal be ultra-high molecular weight polyethylene or polypropylene or fluoroplastic according to claim 1 or 2 described moulded non-metal centrifugal pump closed type impellers.
4, according to the described arbitrary moulded non-metal centrifugal pump closed type impeller forming method of claim 1-3, comprise the Assembly mould, fill the mold pressing material, heating, the pressure compression molding, cooling, the demoulding, it is characterized in that said Assembly mould is: assembling earlier is die sleeve up and down, and the alternate betwixt runner moulding inserted sheet that closes by folding, clamp two die sleeves, make lower die-sleeve up, assemble the arc forming blocks one by one at runner inserted sheet suction port end, the assembling counterdie with the assembly jig upset, makes counterdie in the bottom, the assembling and positioning plug, filling mold pressing material assembling patrix; The said demoulding is: unload patrix, Upper Die-sleeve, counterdie, lower die-sleeve, radially outwards extract superimposed runner moulding inserted sheet one by one, extract the arc forming blocks one by one from the impeller inner core.
5, according to the described moulded non-metal double shrouded wheel of claim 1 shaping die, comprise patrix (6), Upper Die-sleeve (7), counterdie (10), lower die-sleeve (9), superimposed runner moulding inserted sheet (8), location mandril (5), it is characterized in that said superimposed runner moulding inserted sheet suction eye inside corner place is superimposed with turning arc forming blocks (8.1), said superimposed runner moulding inserted sheet has distortion side (8.3).
6,, it is characterized in that die assembly is a hollow article according to the described moulded non-metal double shrouded wheel of claim 5 shaping die.
7,, it is characterized in that suction port inside corner arc forming blocks location, for locating with superimposed runner inserted sheet and/or with counterdie according to claim 5 or 6 described moulded non-metal double shrouded wheel shaping dies.
8,, it is characterized in that the said concavo-convex loop mapping that concavo-convex step cooperates pin or two or above pin again or embeds mutually of orientating as according to the described moulded non-metal double shrouded wheel of claim 7 shaping die.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 200610040950 CN1908443A (en) | 2006-08-11 | 2006-08-11 | Moulded non-metal centrifugal pump closed type impeller, its preparation and mould |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 200610040950 CN1908443A (en) | 2006-08-11 | 2006-08-11 | Moulded non-metal centrifugal pump closed type impeller, its preparation and mould |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1908443A true CN1908443A (en) | 2007-02-07 |
Family
ID=37699632
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 200610040950 Pending CN1908443A (en) | 2006-08-11 | 2006-08-11 | Moulded non-metal centrifugal pump closed type impeller, its preparation and mould |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN1908443A (en) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102463623A (en) * | 2010-11-05 | 2012-05-23 | 绍兴信诚电子瓷业有限公司 | Porcelain bushing press forming die |
| EP2202044B2 (en) † | 2008-12-24 | 2014-05-07 | Grundfos Management A/S | Method for injection moulding of a pump propeller |
| CN104131995A (en) * | 2013-04-30 | 2014-11-05 | 吴为国 | Water pump impeller manufacturing method and water pump |
| CN104235076A (en) * | 2013-06-18 | 2014-12-24 | 陈存东 | Polyurethane inlaid injection and coating techniques applied to pump and pump parts |
| CN105179304A (en) * | 2015-09-17 | 2015-12-23 | 宜兴市宙斯泵业有限公司 | Plastic corrosion resisting and abrasion resisting pump and molding mold of impeller of plastic corrosion resisting and abrasion resisting pump |
| CN105172014A (en) * | 2015-09-17 | 2015-12-23 | 宜兴市宙斯泵业有限公司 | Molding mold for high-distortion closed type or semi-open type plastic impeller |
| CN105710315A (en) * | 2014-12-04 | 2016-06-29 | 北京有色金属研究总院 | Casting method of pressure impeller |
| CN108466396A (en) * | 2018-05-30 | 2018-08-31 | 安徽凯特泵业有限公司 | The molding die of impeller |
| CN109352892A (en) * | 2018-09-29 | 2019-02-19 | 鸿浩泵业有限公司 | A kind of compacting tool set and drawing method of the inclined difluoro impeller with rotating ring |
| CN109878099A (en) * | 2019-04-22 | 2019-06-14 | 哈尔滨商业大学 | A kind of fixed blades formula propeller, overlay film mold and film covering method |
| WO2021056258A1 (en) * | 2019-09-25 | 2021-04-01 | 协磁股份有限公司 | Method for manufacturing three-dimensional plastic impeller of centrifugal pump and structure thereof |
| CN113771303A (en) * | 2021-11-10 | 2021-12-10 | 东营品航精密模具有限公司 | Full-automatic impeller mould |
| WO2023129031A1 (en) * | 2021-12-29 | 2023-07-06 | Kirpart Otomotiv Parcalari Sanayi Ve Ticaret Anonim Sirketi | A fan having combined axial-radial impeller geometry and production method thereof |
-
2006
- 2006-08-11 CN CN 200610040950 patent/CN1908443A/en active Pending
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2202044B2 (en) † | 2008-12-24 | 2014-05-07 | Grundfos Management A/S | Method for injection moulding of a pump propeller |
| CN102463623A (en) * | 2010-11-05 | 2012-05-23 | 绍兴信诚电子瓷业有限公司 | Porcelain bushing press forming die |
| CN104131995A (en) * | 2013-04-30 | 2014-11-05 | 吴为国 | Water pump impeller manufacturing method and water pump |
| CN104235076A (en) * | 2013-06-18 | 2014-12-24 | 陈存东 | Polyurethane inlaid injection and coating techniques applied to pump and pump parts |
| CN105710315A (en) * | 2014-12-04 | 2016-06-29 | 北京有色金属研究总院 | Casting method of pressure impeller |
| CN105179304A (en) * | 2015-09-17 | 2015-12-23 | 宜兴市宙斯泵业有限公司 | Plastic corrosion resisting and abrasion resisting pump and molding mold of impeller of plastic corrosion resisting and abrasion resisting pump |
| CN105172014A (en) * | 2015-09-17 | 2015-12-23 | 宜兴市宙斯泵业有限公司 | Molding mold for high-distortion closed type or semi-open type plastic impeller |
| CN105172014B (en) * | 2015-09-17 | 2018-03-09 | 宜兴市宙斯泵业有限公司 | A kind of mould of high twist enclosed or semi-open type plastic impeller |
| CN108466396A (en) * | 2018-05-30 | 2018-08-31 | 安徽凯特泵业有限公司 | The molding die of impeller |
| CN108466396B (en) * | 2018-05-30 | 2023-09-22 | 安徽凯特泵业有限公司 | Forming die of impeller |
| CN109352892A (en) * | 2018-09-29 | 2019-02-19 | 鸿浩泵业有限公司 | A kind of compacting tool set and drawing method of the inclined difluoro impeller with rotating ring |
| CN109352892B (en) * | 2018-09-29 | 2023-09-08 | 鸿浩泵业有限公司 | Pressing die and pressing method for vinylidene fluoride impeller with movable ring |
| CN109878099A (en) * | 2019-04-22 | 2019-06-14 | 哈尔滨商业大学 | A kind of fixed blades formula propeller, overlay film mold and film covering method |
| CN109878099B (en) * | 2019-04-22 | 2022-11-18 | 哈尔滨商业大学 | Film coating die and film coating method for fixed blade type propeller |
| WO2021056258A1 (en) * | 2019-09-25 | 2021-04-01 | 协磁股份有限公司 | Method for manufacturing three-dimensional plastic impeller of centrifugal pump and structure thereof |
| US11739642B2 (en) | 2019-09-25 | 2023-08-29 | Assoma Inc. | Manufacturing method of 3-dimensional plastic impeller of centrifugal pump and the impeller |
| CN113771303A (en) * | 2021-11-10 | 2021-12-10 | 东营品航精密模具有限公司 | Full-automatic impeller mould |
| CN113771303B (en) * | 2021-11-10 | 2022-02-08 | 东营品航精密模具有限公司 | Full-automatic impeller mould |
| WO2023129031A1 (en) * | 2021-12-29 | 2023-07-06 | Kirpart Otomotiv Parcalari Sanayi Ve Ticaret Anonim Sirketi | A fan having combined axial-radial impeller geometry and production method thereof |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1908443A (en) | Moulded non-metal centrifugal pump closed type impeller, its preparation and mould | |
| CN201884856U (en) | Plastic bridge elbow fitting | |
| CN105172014B (en) | A kind of mould of high twist enclosed or semi-open type plastic impeller | |
| WO2021056258A1 (en) | Method for manufacturing three-dimensional plastic impeller of centrifugal pump and structure thereof | |
| CN104131995A (en) | Water pump impeller manufacturing method and water pump | |
| CN206297091U (en) | Injection mold and mould with mold insert | |
| CN201271993Y (en) | Flow passage flow control switch for injection mold | |
| CN105179304A (en) | Plastic corrosion resisting and abrasion resisting pump and molding mold of impeller of plastic corrosion resisting and abrasion resisting pump | |
| CN210617054U (en) | Plastic packaging box die convenient for replacing die core | |
| CN2774743Y (en) | Forming mould for composite material wind power machine blade | |
| CN200951616Y (en) | Pouring forming mould of pipeline thermal preservation tile | |
| CN201283618Y (en) | Rotational molding machine | |
| CN1082627C (en) | Centrifugal pump shaped by punching and welding and its manufacture method | |
| CN2846846Y (en) | Three way connector for pipeline assembling structure | |
| CN100526647C (en) | Method for machining screw pump stator with equal wall thickness | |
| CN101655175B (en) | Machining and forming method of compression-resisting leakproof shedding preventing pipeline joint | |
| CN2606202Y (en) | Improved two-stage centrifugal pumps | |
| CN205437049U (en) | Direct action type governing valve valve body mould for sand casting | |
| CN101208519A (en) | Waterpump | |
| CN2357158Y (en) | Centrifugal pump shaped by punching and welding | |
| CN209324732U (en) | A kind of plastic impeller modular construction of Submersible Pump | |
| CN201348113Y (en) | Outer liner integral molding sleeve barrel compensator | |
| CN202348762U (en) | Shrouded impeller for internally plastic-coated pumps | |
| CN207043256U (en) | A kind of universal joint Split mold | |
| CN2756878Y (en) | Anti-corrosion, anti-wear type post sucking type centrafugal pump |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C12 | Rejection of a patent application after its publication | ||
| RJ01 | Rejection of invention patent application after publication |