CN113666122A - 一种仓库大板瓷砖拼单方法及装置 - Google Patents
一种仓库大板瓷砖拼单方法及装置 Download PDFInfo
- Publication number
- CN113666122A CN113666122A CN202111224370.XA CN202111224370A CN113666122A CN 113666122 A CN113666122 A CN 113666122A CN 202111224370 A CN202111224370 A CN 202111224370A CN 113666122 A CN113666122 A CN 113666122A
- Authority
- CN
- China
- Prior art keywords
- line frame
- conveying
- tile
- frame
- centering
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G49/00—Conveying systems characterised by their application for specified purposes not otherwise provided for
- B65G49/05—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles
- B65G49/08—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles for ceramic mouldings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G37/00—Combinations of mechanical conveyors of the same kind, or of different kinds, of interest apart from their application in particular machines or use in particular manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/90—Devices for picking-up and depositing articles or materials
- B65G47/91—Devices for picking-up and depositing articles or materials incorporating pneumatic, e.g. suction, grippers
- B65G47/917—Devices for picking-up and depositing articles or materials incorporating pneumatic, e.g. suction, grippers control arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G59/00—De-stacking of articles
- B65G59/02—De-stacking from the top of the stack
- B65G59/04—De-stacking from the top of the stack by suction or magnetic devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
- B65G2201/0214—Articles of special size, shape or weigh
- B65G2201/022—Flat
Abstract
一种仓库大板瓷砖拼单方法及装置,涉及瓷砖选取及堆叠技术领域,特别是仓库大板瓷砖拼单方法技术,包括输送线架、设置在输送线架上的一台以上的吸盘式上板机、设置在输送线架出口处的直角转弯线架、设置在直角转弯线架旁的对中线架、设置在对中线架旁的机器人吸盘抓手组件、控制装置,控制装置控制输送线架、吸盘式上板机、直角转弯线架、对中线架和机器人吸盘抓手组件依序工作。本发明与已有技术相比,具有能高效准确地依据订单要求快速将各种不同的瓷砖装到一个木箱或A字架发货架上的优点。
Description
技术领域
本发明涉及瓷砖选取及堆叠技术领域,特别是仓库大板瓷砖拼单方法技术。
背景技术
现阶段陶瓷厂大板瓷砖都是按客户订单要求将好几种不同规格的瓷砖装木箱或A字架发货,还有部分大板瓷砖需要拼图案,需要将不同图案的瓷砖装到一起发货,由于生产时瓷砖都是批量生产,仓库的瓷砖都是按种类存放的,因此出货时仓库需要工人将订单所列的各种不同的瓷砖将其装到一个木箱或A字架发货,由于大板瓷砖尺寸大,重量大,人工搬运困难,效率很低,而且,容易造成瓷砖破损,部分陶瓷厂也使用了机械设备,工作时需要逐个将各种样式的瓷砖用叉车运到设备处,但是在处理多种不同色号不同规格的大板砖时的效率也是很低的。
发明内容
本发明的发明目的在于提供一种能高效准确地依据订单要求快速将各种不同的瓷砖装到一个木箱或A字架发货架上的仓库大板瓷砖拼单方法及装置。
本发明的仓库大板瓷砖拼单方法是这样实现的: 将两种以上不同的瓷砖垛放置在输送线架的旁边,根据拼单的要求将所需品种及数量的瓷砖通过吸盘式上板机一块块地从瓷砖垛抓取至输送线架上,输送线架一块块地先后将所需品种及数量的瓷砖输送到直角转弯线架上,直角转弯线架将其上面的瓷砖横向转送到对中线架上,对中线架将瓷砖对中后,以堆叠的方式,由机器人吸盘抓手组件从对中线架上将对中后的瓷砖抓取到木箱或A字架发货架上。
由于全过程依据拼单的要求,自动的通过机械抓取传送对中的方式,从各个位于输送线架旁的瓷砖垛抓取瓷砖并堆叠在木箱或A字架发货架上,因此,能高效准确地依据订单要求快速将各种不同的瓷砖装到一个木箱或A字架发货架上的效果。
这里,进入输送线架的瓷砖通过瓷砖姿态调节器调节其姿态,保证瓷砖以纵向姿态输送到直角转弯线架上,以保证对中线架以准确的姿态对瓷砖进行对中。
从瓷砖垛上抓取瓷砖时,先将最上面的瓷砖抓取并往上提起后,停留一段时间,然后再继续往上提起瓷砖至输送线架的上方,然后提送到输送线架的正上方,最后将瓷砖放置在输送线架上。
由于堆叠的大板瓷砖,大板瓷砖间因真空的原因,提起最上面的瓷砖时,会连同下面的瓷砖一起提起,采用提起瓷砖后停留一段时间,这样,在重力的作用下,下面的瓷砖会与上面的瓷砖分离掉落回瓷砖垛上,由于提起的高度很小,因此,掉落的瓷砖往下的冲立力很小,不会造成瓷砖的损伤。
本发明的仓库大板瓷砖拼单装置是这样实现的,包括输送线架、设置在输送线架上的一台以上的吸盘式上板机、设置在输送线架出口处的直角转弯线架、设置在直角转弯线架旁的对中线架、设置在对中线架旁的机器人吸盘抓手组件、控制装置,控制装置控制输送线架、吸盘式上板机、直角转弯线架、对中线架和机器人吸盘抓手组件依序工作。
工作时,通过叉车将堆叠有数块瓷砖的箱子置于输送线架旁的吸盘式上板机的抓取范围内的位置上,两种以上的瓷砖垛位于输送线架旁的不同位置上,控制装置依据所输入的拼单指令,控制吸盘式上板机依序从瓷砖垛上抓取瓷砖并传送到输送线架上,控制装置控制输送线架将输送线架上的瓷砖依序送到直角转弯线架,直角转弯线架在控制装置控制下将转送台上的瓷砖横向转送到旁边的对中线架上,对中线架在控制装置控制下对瓷砖对中后,控制装置控制机器人吸盘抓手组件将对中线架上的瓷砖以堆叠的方式抓取到木箱或A字架发货架上。
采用对中线架,保证机器人吸盘抓手组件抓取瓷砖位置准确,这样,依据固定的传送路径,机器人吸盘抓手组件就能准确地将瓷砖以堆叠的放置准确地堆叠在以设定姿态置于设定位置上的木箱或A字架发货架上。
吸盘式上板机包括设置在输送线架上方支架上的横向导轨、由驱动动力装置带动的沿横向导轨移动的移动架、设置在移动架上的上下驱动装置、由上下驱动装置带动的吸盘架、设置在吸盘架上的吸盘。
工作时,在控制装置控制下,由驱动动力装置带动的沿横向导轨移动的移动架移动到输送线架的外侧,上下驱动装置带动吸盘架下移到瓷砖垛上,吸盘吸住最上面的瓷砖后,上下驱动装置带动吸盘架稍上提起,在保证不再有瓷砖吸附在提起的瓷砖后,依据拼单的需求,在控制装置控制下,上下驱动装置带动吸盘架上移,使瓷砖移动到输送线架的上方,由驱动动力装置带动的沿横向导轨移动的移动架移动到输送线架上方,使所吸取的瓷砖位于输送线架的正上方,上下驱动装置带动吸盘架下移,将瓷砖放置在输送线架上,取消吸盘吸力,上下驱动装置带动吸盘架上移并在控制装置控制下重复上述动作去抓取输送线架旁的瓷砖垛上的瓷砖,置于输送线架上的瓷砖在输送线架的传输下往直角转弯线架传送。
直角转弯线架包括纵向输送带机构、横向输送装置,横向输送装置包括设置在直角转弯线架机架上的上下动力提升装置、由上下动力提升装置带动的位于纵向输送带机构的输送皮带的输送面下方的横向输送支架、设置在横向输送支架上的由动力装置带动的数组传输辊轮组,传输辊轮组位于纵向输送带机构的输送皮带间。
控制装置控制上下动力提升装置带动横向输送支架下移,使传输辊轮组位于纵向输送带机构的输送皮带的下面,待输送线架、纵向输送带机构将瓷砖输送到纵向输送带机构上面后,纵向输送带机构停止动作,控制装置控制上下动力提升装置带动横向输送支架上移,使传输辊轮组位于纵向输送带机构的输送皮带的上面,将瓷砖顶升离开纵向输送带机构的输送皮带,动力装置带动的传输辊轮组动作,将瓷砖横向输送到旁边的对中线架上。
对中线架包括横向输送带机构、设置在对中机架上的左动力推齐装置和右动力推齐装置、设置在对中机架上且位于横向输送带机构入口处的由提升装置带动的前档构件。
工作时,控制装置控制横向输送带机构往前传送瓷砖,将直角转弯线架送来的瓷砖传送到对中线架上,然后,前档构件在提升装置带动下升起到瓷砖的后面,横向输送带机构往后传送瓷砖,使瓷砖的后面边靠在前档构件上完成纵向对齐,然后,左动力推齐装置和右动力推齐装置同时动作,使瓷砖在横向对齐,这样,就完成了瓷砖的对中,以便机器人吸盘抓手组件上的吸盘以准确的位置吸附在瓷砖上,并依据固定的传送路径将瓷砖抓取传送到位于固定位置上的木箱或A字架发货架上。
输送线架上设置有瓷砖姿态调节器,瓷砖姿态调节器包括对称设置在输送线架两侧边上的调整器支架、设置在调整器支架上的数个滚轮,输送线架两侧边上的滚轮呈喇叭状分布。
工作时,瓷砖在输送线架带动下从瓷砖姿态调节器的喇叭状口导入,随着喇叭状口的逐步收窄,瓷砖姿态逐步被调整为纵向并在后段两边平行设置的滚轮的导向下,纵向姿态进一步得到巩固。
本发明与已有技术相比,具有能高效准确地依据订单要求快速将各种不同的瓷砖装到一个木箱或A字架发货架上的优点。
附图说明
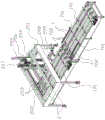
图1为本发明仓库大板瓷砖拼单装置的结构示意图;
图2为本发明仓库大板瓷砖拼单装置的立体图;
图3为吸盘式上板机的结构示意图;
图4为直角转弯线架的结构示意图。
具体实施方式
现结合附图和实施例对本发明做进一步详细描述:
如图1、2所示,本发明的仓库大板瓷砖拼单装置是这样实现的,包括输送线架1、设置在输送线架1上的一台以上的吸盘式上板机2、设置在输送线架1出口处的直角转弯线架3、设置在直角转弯线架3旁的对中线架4、设置在对中线架4旁的机器人吸盘抓手组件5、控制装置6,控制装置6控制输送线架1、吸盘式上板机2、直角转弯线架3、对中线架4和机器人吸盘抓手组件5依序工作。
如图3所示,吸盘式上板机2包括设置在输送线架1上方的前后两侧都飘出输送线架1外的呈龙门状的支架201上的横向导轨202、由驱动动力装置203(包括固定在支架201上的电机、设置在支架201前后两侧的皮带轮、由皮带轮带动的皮带)带动的沿横向导轨202移动的移动架204(移动架204固定在驱动动力装置203的皮带上)、设置在移动架204上的上下驱动装置205(电机带动齿轮、齿轮带动沿竖向轨道206上下移动的竖架207上的齿条)、由上下驱动装置205带动的吸盘架208(设置在竖架207底部)、设置在吸盘架208上的吸盘209。
如图4所示,直角转弯线架3包括纵向输送带机构301、横向输送装置302,横向输送装置302包括设置在直角转弯线架机架3011上的上下动力提升装置(附图上没有显示出来)、由上下动力提升装置带动的位于纵向输送带机构301的输送皮带3012的输送面下方的横向输送支架3021、设置在横向输送支架3021上的由动力装置3022带动的数组传输辊轮组3023,传输辊轮组3023位于纵向输送带机构301的输送皮带3012间。
如图4所示,对中线架4包括横向输送带机构401、设置在对中机架402上的左动力推齐装置403和右动力推齐装置404、设置在对中机架402上且位于横向输送带机构401入口处的由提升装置带动的前档构件405。
输送线架1上设置有瓷砖姿态调节器7,瓷砖姿态调节器7包括对称设置在输送线架1两侧边上的调整器支架701、设置在调整器支架701上的数个滚轮702,输送线架1两侧边上的滚轮702呈喇叭状分布。
输送线架1由数个输送线架单元101组成,装设了吸盘式上板机2的输送线架单元101的两侧为瓷砖垛放置工位A。设计由数个输送线架单元101组成的输送线架1,这样,就能根据需要装设一定数量的吸盘式上板机2,以满足对多种不同品种的瓷砖的拼单需求。
本发明的仓库大板瓷砖拼单方法是这样实现的: 将多种不同的瓷砖垛B通过叉车D分别放置在各个带有吸盘式上板机2的输送线架1的输送线架单元101的旁边,先依据拼单所需的瓷砖品种,通过各处的吸盘式上板机2上的吸盘架208上的吸盘209将各处相应品种的瓷砖垛B上的最上面的瓷砖B1稍提起并等待一段时间(可通过接近开关检测吸盘是否到达瓷砖处),然后,各处的吸盘式上板机2依序动作,依序将所吸起的瓷砖B1一块块地从瓷砖垛B上面传至输送线架1上(可通过接近开关检测吸盘式上板机2的移动架204是否移动到输送线架1的正上方),由于从瓷砖垛B提起瓷砖B1后停止并等待了一段时间,因此,即使提起瓷砖B1时,在真空力作用下,带起了下面的瓷砖,但是,在重力的作用下,在停留时间内,这些带起的瓷砖会重新落回瓷砖垛B上,瓷砖B1传至输送线架1上后,控制装置6控制输送线架1的输送线架单元101动作,一块块地先后将所需品种及数量的瓷砖B1输送到直角转弯线架3上(可通过直角转弯线架3的接近开关检测瓷砖是否完全进入直角转弯线架3内),在传输过程中瓷砖B1经过瓷砖姿态调节器7进行姿态调整,以保证瓷砖B1以纵向传输到直角转弯线架3,直角转弯线架3通过横向输送装置302将其上面的瓷砖B1横向转送到对中线架4上(通过对中线架4上的接近开关检测瓷砖是否完全进入对中线架4内),对中线架4将瓷砖B1对中后,以堆叠的方式,由机器人吸盘抓手组件5从对中线架4上通过其机械手上的吸盘架501上的吸盘502将对中后的瓷砖B1抓取到木箱或A字架发货架C上,从而完成仓库大板瓷砖拼单的操作。
Claims (9)
1.一种仓库大板瓷砖拼单装置,其特征在于,包括输送线架、设置在输送线架上的一台以上的吸盘式上板机、设置在输送线架出口处的直角转弯线架、设置在直角转弯线架旁的对中线架、设置在对中线架旁的机器人吸盘抓手组件、控制装置,控制装置控制输送线架、吸盘式上板机、直角转弯线架、对中线架和机器人吸盘抓手组件依序工作。
2.根据权利要求1所述的仓库大板瓷砖拼单装置,其特征在于,吸盘式上板机包括设置在输送线架上方支架上的横向导轨、由驱动动力装置带动的沿横向导轨移动的移动架、设置在移动架上的上下驱动装置、由上下驱动装置带动的吸盘架、设置在吸盘架上的吸盘。
3.根据权利要求1或2所述的仓库大板瓷砖拼单装置,其特征在于,直角转弯线架包括纵向输送带机构、横向输送装置,横向输送装置包括设置在直角转弯线架机架上的上下动力提升装置、由上下动力提升装置带动的位于纵向输送带机构的输送皮带的输送面下方的横向输送支架、设置在横向输送支架上的由动力装置带动的数组传输辊轮组,传输辊轮组位于纵向输送带机构的输送皮带间。
4.根据权利要求1或2所述的仓库大板瓷砖拼单装置,其特征在于,对中线架包括横向输送带机构、设置在对中机架上的左动力推齐装置和右动力推齐装置、设置在对中机架上且位于横向输送带机构入口处的由提升装置带动的前档构件。
5.根据权利要求3所述的仓库大板瓷砖拼单装置,其特征在于,对中线架包括横向输送带机构、设置在对中机架上的左动力推齐装置和右动力推齐装置、设置在对中机架上且位于横向输送带机构入口处的由提升装置带动的前档构件。
6.根据权利要求1或2或5所述的仓库大板瓷砖拼单装置,其特征在于,输送线架上设置有瓷砖姿态调节器,瓷砖姿态调节器包括对称设置在输送线架两侧边上的调整器支架、设置在调整器支架上的数个滚轮,输送线架两侧边上的滚轮呈喇叭状分布。
7.一种仓库大板瓷砖拼单方法,其特征在于,将两种以上不同的瓷砖垛放置在输送线架的旁边,根据拼单的要求将所需品种及数量的瓷砖通过吸盘式上板机一块块地从瓷砖垛抓取至输送线架上,输送线架一块块地先后将所需品种及数量的瓷砖输送到直角转弯线架上,直角转弯线架将其上面的瓷砖横向转送到对中线架上,对中线架将瓷砖对中后,以堆叠的方式,由机器人吸盘抓手组件从对中线架上将对中后的瓷砖抓取到木箱或A字架发货架上。
8.根据权利要求7所述的仓库大板瓷砖拼单方法,其特征在于,进入输送线架的瓷砖通过瓷砖姿态调节器调节其姿态。
9.根据权利要求7或8所述的仓库大板瓷砖拼单方法,其特征在于,从瓷砖垛上抓取瓷砖时,先将最上面的瓷砖抓取并往上提起后,停留一段时间,然后再继续往上提起瓷砖至输送线架的上方,然后提送到输送线架的正上方,最后将瓷砖放置在输送线架上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111224370.XA CN113666122A (zh) | 2021-10-21 | 2021-10-21 | 一种仓库大板瓷砖拼单方法及装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111224370.XA CN113666122A (zh) | 2021-10-21 | 2021-10-21 | 一种仓库大板瓷砖拼单方法及装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN113666122A true CN113666122A (zh) | 2021-11-19 |
Family
ID=78550725
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111224370.XA Pending CN113666122A (zh) | 2021-10-21 | 2021-10-21 | 一种仓库大板瓷砖拼单方法及装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113666122A (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114802886A (zh) * | 2022-06-14 | 2022-07-29 | 江西省中鼐科技服务有限公司 | 一种陶瓷智能捆托机 |
| CN114803439A (zh) * | 2022-04-18 | 2022-07-29 | 陕西华达陶瓷有限公司 | 一种瓷砖纠偏定位产线 |
Citations (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2359695A1 (de) * | 1973-11-30 | 1975-06-05 | Georg Deuringer | Lattentransportvorrichtung |
| JP2001287218A (ja) * | 2000-04-07 | 2001-10-16 | Hekinan Tokushu Kikai Kk | タイルユニット製造ラインのタイル配列・吸着搬送装置におけるタイル整列補助装置 |
| CN201198376Y (zh) * | 2008-04-30 | 2009-02-25 | 广东科达机电股份有限公司 | 陶瓷砖简易包装系统 |
| CN102275648A (zh) * | 2011-05-19 | 2011-12-14 | 广东新劲刚超硬材料有限公司 | 一种瓷砖自动包装生产线 |
| CN104192380A (zh) * | 2014-08-23 | 2014-12-10 | 蔡群龙 | 自动化包装流水线及包装工艺 |
| CN104290953A (zh) * | 2014-09-24 | 2015-01-21 | 霍镰泉 | 一种瓷砖自动打包机 |
| CN104438095A (zh) * | 2014-12-12 | 2015-03-25 | 杭州郝姆斯食品有限公司 | 一种自动分拣出货设备及分拣出货的方法 |
| US20150298840A1 (en) * | 2012-12-17 | 2015-10-22 | System S.P.A. | Apparatus for sorting objects |
| CN205132562U (zh) * | 2015-11-06 | 2016-04-06 | 天津贝利泰陶瓷有限公司 | 一种瓷砖自动检包线的堆垛转移装置 |
| CN106269533A (zh) * | 2016-10-21 | 2017-01-04 | 北京源著智能科技有限公司 | 板材的分拣处理系统 |
| CN207129634U (zh) * | 2017-07-31 | 2018-03-23 | 佛山高明顺成陶瓷有限公司 | 一种应用于瓷砖生产线上的吸砖分间隔装置 |
| CN207204656U (zh) * | 2017-09-14 | 2018-04-10 | 邵东智能制造技术研究院有限公司 | 一种打火机分色机 |
| CN207957087U (zh) * | 2018-03-09 | 2018-10-12 | 莎丽科技股份有限公司 | 一种用于平板状物体的自动输送设备 |
| CN208559876U (zh) * | 2018-05-02 | 2019-03-01 | 湖南省飞拓自动化技术有限责任公司 | 一种打火机组装装盒生产线 |
| CN109552856A (zh) * | 2018-12-28 | 2019-04-02 | 广州欧派集成家居有限公司 | 自动分拣线及加工生产线 |
| CN109693291A (zh) * | 2019-02-22 | 2019-04-30 | 索菲亚家居湖北有限公司 | 定制家具板材的自动化生产线 |
| TWI659912B (zh) * | 2018-11-14 | 2019-05-21 | National Formosa University | 具有自動倉儲裝置之馬賽克磚拼圖系統 |
| CN209522278U (zh) * | 2018-08-31 | 2019-10-22 | 广东全圣陶瓷有限公司 | 一种自动拣砖装置 |
| CN110773449A (zh) * | 2019-10-30 | 2020-02-11 | 南京林业大学 | 一种板式定制家具分拣系统与流程 |
| CN111439596A (zh) * | 2020-05-08 | 2020-07-24 | 埃斯顿(湖北)机器人工程有限公司 | 一种电瓷泥砖机器人码垛拆垛工作站 |
| CN111731843A (zh) * | 2020-06-22 | 2020-10-02 | 蒙娜丽莎集团股份有限公司 | 陶瓷大板砖码垛方法 |
| CN212290598U (zh) * | 2020-05-19 | 2021-01-05 | 卿上军 | 一种瓷砖并包移动包装设备 |
| CN112757331A (zh) * | 2021-01-19 | 2021-05-07 | 成都工业职业技术学院 | 一种物料周转机器人 |
| CN112850079A (zh) * | 2021-03-08 | 2021-05-28 | 重庆唯美陶瓷有限公司 | 一种储砖排砖设备及储砖排砖方法 |
| CN112895672A (zh) * | 2021-03-23 | 2021-06-04 | 科逸装配科技(广东)有限公司 | 一种瓷砖墙板的连续化自动生产线 |
| CN113291526A (zh) * | 2021-06-02 | 2021-08-24 | 安徽机电职业技术学院 | 一种瓷砖全自动包装设备及方法 |
| CN216036730U (zh) * | 2021-10-21 | 2022-03-15 | 广东赛因迪科技股份有限公司 | 一种仓库大板瓷砖拼单装置 |
-
2021
- 2021-10-21 CN CN202111224370.XA patent/CN113666122A/zh active Pending
Patent Citations (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2359695A1 (de) * | 1973-11-30 | 1975-06-05 | Georg Deuringer | Lattentransportvorrichtung |
| JP2001287218A (ja) * | 2000-04-07 | 2001-10-16 | Hekinan Tokushu Kikai Kk | タイルユニット製造ラインのタイル配列・吸着搬送装置におけるタイル整列補助装置 |
| CN201198376Y (zh) * | 2008-04-30 | 2009-02-25 | 广东科达机电股份有限公司 | 陶瓷砖简易包装系统 |
| CN102275648A (zh) * | 2011-05-19 | 2011-12-14 | 广东新劲刚超硬材料有限公司 | 一种瓷砖自动包装生产线 |
| US20150298840A1 (en) * | 2012-12-17 | 2015-10-22 | System S.P.A. | Apparatus for sorting objects |
| CN104192380A (zh) * | 2014-08-23 | 2014-12-10 | 蔡群龙 | 自动化包装流水线及包装工艺 |
| CN104290953A (zh) * | 2014-09-24 | 2015-01-21 | 霍镰泉 | 一种瓷砖自动打包机 |
| CN104438095A (zh) * | 2014-12-12 | 2015-03-25 | 杭州郝姆斯食品有限公司 | 一种自动分拣出货设备及分拣出货的方法 |
| CN205132562U (zh) * | 2015-11-06 | 2016-04-06 | 天津贝利泰陶瓷有限公司 | 一种瓷砖自动检包线的堆垛转移装置 |
| CN106269533A (zh) * | 2016-10-21 | 2017-01-04 | 北京源著智能科技有限公司 | 板材的分拣处理系统 |
| CN207129634U (zh) * | 2017-07-31 | 2018-03-23 | 佛山高明顺成陶瓷有限公司 | 一种应用于瓷砖生产线上的吸砖分间隔装置 |
| CN207204656U (zh) * | 2017-09-14 | 2018-04-10 | 邵东智能制造技术研究院有限公司 | 一种打火机分色机 |
| CN207957087U (zh) * | 2018-03-09 | 2018-10-12 | 莎丽科技股份有限公司 | 一种用于平板状物体的自动输送设备 |
| CN208559876U (zh) * | 2018-05-02 | 2019-03-01 | 湖南省飞拓自动化技术有限责任公司 | 一种打火机组装装盒生产线 |
| CN209522278U (zh) * | 2018-08-31 | 2019-10-22 | 广东全圣陶瓷有限公司 | 一种自动拣砖装置 |
| TWI659912B (zh) * | 2018-11-14 | 2019-05-21 | National Formosa University | 具有自動倉儲裝置之馬賽克磚拼圖系統 |
| CN109552856A (zh) * | 2018-12-28 | 2019-04-02 | 广州欧派集成家居有限公司 | 自动分拣线及加工生产线 |
| CN109693291A (zh) * | 2019-02-22 | 2019-04-30 | 索菲亚家居湖北有限公司 | 定制家具板材的自动化生产线 |
| CN110773449A (zh) * | 2019-10-30 | 2020-02-11 | 南京林业大学 | 一种板式定制家具分拣系统与流程 |
| CN111439596A (zh) * | 2020-05-08 | 2020-07-24 | 埃斯顿(湖北)机器人工程有限公司 | 一种电瓷泥砖机器人码垛拆垛工作站 |
| CN212290598U (zh) * | 2020-05-19 | 2021-01-05 | 卿上军 | 一种瓷砖并包移动包装设备 |
| CN111731843A (zh) * | 2020-06-22 | 2020-10-02 | 蒙娜丽莎集团股份有限公司 | 陶瓷大板砖码垛方法 |
| CN112757331A (zh) * | 2021-01-19 | 2021-05-07 | 成都工业职业技术学院 | 一种物料周转机器人 |
| CN112850079A (zh) * | 2021-03-08 | 2021-05-28 | 重庆唯美陶瓷有限公司 | 一种储砖排砖设备及储砖排砖方法 |
| CN112895672A (zh) * | 2021-03-23 | 2021-06-04 | 科逸装配科技(广东)有限公司 | 一种瓷砖墙板的连续化自动生产线 |
| CN113291526A (zh) * | 2021-06-02 | 2021-08-24 | 安徽机电职业技术学院 | 一种瓷砖全自动包装设备及方法 |
| CN216036730U (zh) * | 2021-10-21 | 2022-03-15 | 广东赛因迪科技股份有限公司 | 一种仓库大板瓷砖拼单装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114803439A (zh) * | 2022-04-18 | 2022-07-29 | 陕西华达陶瓷有限公司 | 一种瓷砖纠偏定位产线 |
| CN114803439B (zh) * | 2022-04-18 | 2023-02-03 | 陕西华达陶瓷有限公司 | 一种瓷砖纠偏定位产线 |
| CN114802886A (zh) * | 2022-06-14 | 2022-07-29 | 江西省中鼐科技服务有限公司 | 一种陶瓷智能捆托机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN216036730U (zh) | 一种仓库大板瓷砖拼单装置 | |
| CN113666122A (zh) | 一种仓库大板瓷砖拼单方法及装置 | |
| CN111216038B (zh) | 一种叠放控制系统 | |
| CN108899298B (zh) | 半导体基板加载载具的上料机 | |
| CN209988691U (zh) | 生产流水线及送料装置 | |
| CN112357589B (zh) | 一种屏幕全自动上料机 | |
| CN112499246A (zh) | 箱式货物装卸设备 | |
| CN106184878A (zh) | 瓷砖自动包装设备 | |
| CN110395578B (zh) | 一种液晶面板自动上料机 | |
| CN210456572U (zh) | 送料装置 | |
| CN112607439A (zh) | 一种工艺板自动码垛下线系统及方法 | |
| CN112278926B (zh) | 板材分料机 | |
| CN109941762B (zh) | 一种用于显示屏的码卸垛装置和码卸垛方法 | |
| CN112357590B (zh) | 一种屏幕全自动分离设备 | |
| CN216971305U (zh) | 一种整层式全自动码垛机 | |
| CN216736522U (zh) | 一种龙门式全自动码垛机 | |
| CN215946105U (zh) | 一种自动码垛系统 | |
| CN216736521U (zh) | 一种低位全自动码垛机 | |
| CN211393037U (zh) | 屏体托盘上料机构及屏体显示装置生产设备 | |
| CN113734510A (zh) | 一种瓷砖智能配砖系统以及配砖方法 | |
| CN113277325A (zh) | 一种自动码垛系统 | |
| CN113799469A (zh) | 全自动化滴胶打针设备 | |
| KR102067134B1 (ko) | 포장용지의 사전 급지장치 | |
| CN218950460U (zh) | 一种外观视觉检测机的上下料组件 | |
| CN110861913A (zh) | 一种地板打包用整理单元 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |