CN112975537A - 一种全自动锯片铰孔机 - Google Patents
一种全自动锯片铰孔机 Download PDFInfo
- Publication number
- CN112975537A CN112975537A CN202110244110.2A CN202110244110A CN112975537A CN 112975537 A CN112975537 A CN 112975537A CN 202110244110 A CN202110244110 A CN 202110244110A CN 112975537 A CN112975537 A CN 112975537A
- Authority
- CN
- China
- Prior art keywords
- assembly
- reaming
- cylinder
- saw blade
- base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q7/00—Arrangements for handling work specially combined with or arranged in, or specially adapted for use in connection with, machine tools, e.g. for conveying, loading, positioning, discharging, sorting
- B23Q7/10—Arrangements for handling work specially combined with or arranged in, or specially adapted for use in connection with, machine tools, e.g. for conveying, loading, positioning, discharging, sorting by means of magazines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D75/00—Reaming machines or reaming devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/02—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for mounting on a work-table, tool-slide, or analogous part
- B23Q3/06—Work-clamping means
- B23Q3/08—Work-clamping means other than mechanically-actuated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q7/00—Arrangements for handling work specially combined with or arranged in, or specially adapted for use in connection with, machine tools, e.g. for conveying, loading, positioning, discharging, sorting
- B23Q7/008—Catching devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q7/00—Arrangements for handling work specially combined with or arranged in, or specially adapted for use in connection with, machine tools, e.g. for conveying, loading, positioning, discharging, sorting
- B23Q7/06—Arrangements for handling work specially combined with or arranged in, or specially adapted for use in connection with, machine tools, e.g. for conveying, loading, positioning, discharging, sorting by means of pushers
Abstract
本发明提供了一种全自动锯片铰孔机,包括第一机座、第二机座与第三机座;第二机座中间设置有横向开口槽,第一机座位于横向开口槽的左端,第三机座位于横向开口槽的右端;机械臂组件设置在第一机座上,并在其两侧对称设置有片库组件;铰孔架组件设置在第二机座上,并横跨横向开口槽,使得其上设置的压片组件和铰孔组件位于横向开口槽的上方;托台组件设置在第二机座内,并使得其上设置有的上料承载台和卸料承载台位于横向开口槽内,上料承载台设置在卸料承载台的左侧,通过托台组件带动上料承载台和卸料承载台在横向开口槽内进行左右移动;卸片组件设置在第三机座上。本发明,使用方便快捷,自动化程度高。
Description
技术领域
本发明涉及锯片加工设备领域,尤其涉及一种全自动锯片铰孔机。
背景技术
随着经济的不断发展以及科学技术的不断进步,促使应用于工业 的各种设备正朝着智能化、高集成化及高效率化的方向发展,以适应 于自动化作业的要求,并能达到精密的制造目的。
众所周知,为了提高圆盘锯片的耐磨性能,一般除了在圆盘锯片 的材质上,以及在圆盘锯片的制造工序上进行合理的设计外,另一种 最好的方法就是往圆盘锯片的锯牙上焊接有耐磨的合金刀头,通过该合金刀头使得圆盘锯片的锯牙更耐磨。
圆盘锯片在焊接上合金刀头后,需要对其中心圆孔进行铰孔加工,目前铰孔这一过程大都是人工操作,不但工作效率低下,而且在人工铰孔的过程中,由于锯片难以固定,容易造成操作人员受伤,安全性低。
发明内容
本发明的目的是为了解决现有技术的不足,提供了一种全自动锯片铰孔机,能有效解决现有技术中对人工的依赖过大,劳动强度大,工作效率低的问题。
本发明是通过以下技术方案实现:
一种全自动锯片铰孔机,包括机座组件、片库组件、机械臂组件、控制箱、铰孔架组件、托台组件以及卸片组件;所述控制箱设置在所述机座组件上,所述控制箱内设置有PLC控制器,通过PLC控制器控制所述片库组件、所述机械臂组件、所述铰孔架组件、所述托台组件以及所述卸片组件工作;所述机座组件包括第一机座、第二机座与第三机座;所述第二机座中间设置有横向开口槽,所述第一机座位于所述横向开口槽的左端,所述第三机座位于所述横向开口槽的右端;所述机械臂组件设置在所述第一机座上,并在其两侧对称设置有所述片库组件;所述铰孔架组件设置在所述第二机座上,并横跨所述横向开口槽,使得其上设置的压片组件和铰孔组件位于所述横向开口槽的上方;所述托台组件设置在所述第二机座内,并使得其上设置有的上料承载台和卸料承载台位于所述横向开口槽内,所述上料承载台设置在所述卸料承载台的左侧,通过所述托台组件带动所述上料承载台和卸料承载台在所述横向开口槽内进行左右移动;所述卸片组件设置在所述第三机座上;锯片由所述机械臂组件从所述片库组件即供料工位取出,放置在所述第二机座上位于所述横向开口槽顶部的左端即待加工工位,通过此处的所述托台组件上的所述上料承载台取得锯片,并将锯片输送至所述铰孔架组件下方即铰孔工位,通过所述压片组件将锯片固定在所述第二机座顶板的顶面上,由所述铰孔组件进行铰孔,铰孔完成后所述压片组件复位,所述铰孔组件停止工作,所述托台组件移动使得所述上料承载台复位回到待加工工位继续取得锯片,同时所述卸料承载台位于铰孔工位取得加工后的锯片,再通过所述托台组件带动所述上料承载台将锯片输送至铰孔工位,同时通过所述卸料承载台将锯片输送给所述卸片组件。
所述片库组件包括供片提升组件、料片库以及回转气缸;所述料片库与所述回转气缸连接;所述料片库包括底板与储料杆;所述底板顶面的两端对称的设置有所述储料杆,所述回转气缸固定在所述第一机座内,其活塞顶端贯穿所述第一机座的顶面与所述底板的底面中心固连;所述供片提升组件设置在所述第一机座内,位于所述料片库上靠近所述机械臂组件一端的所述储料杆的正下方;通过所述回转气缸带动所述料片库进行180度旋转,从而切换两个所述储料杆的位置;通过所述供片提升组件对其正上方的所述储料杆上的锯片进行设定高度的顶推;从而减少机械臂组件取夹时间。
所述供片提升组件包括提升油缸、与提升油缸活塞顶端连接的连接盘以及设置在所述连接盘上的两个以上的推顶杆,所述第一机座上设有与所述推顶杆数量对应的顶杆出孔,所述推顶杆的顶端位于所述顶杆出孔中,通过提升油缸带动推顶杆沿顶杆出孔进行设定高度的顶推,使得储料杆上的锯片上行到设定高度。
所述机械臂组件包括轴座、旋转轴、旋转气缸以及夹取组件;所述轴座固定在所述第一机座上;所述旋转轴设置在所述轴座内,底端贯穿所述第一机座与所述旋转气缸的活塞固定连接,顶端与所述夹取组件固连;通过所述旋转气缸带动所述夹取组件进行设定角度的旋转。
所述夹取组件包括L型连接板、夹取移动气缸、夹取移动座、吸盘座、吸盘式电磁铁环以及接近开关;所述吸盘式电磁铁环固连在所述吸盘座上,并通过所述吸盘座固定在所述夹取移动座一端,所述接近开关固定在所述吸盘座的侧面;所述L型连接板的两个延伸脚上均固定有所述夹取移动气缸,并通过所述夹取移动气缸与所述夹取移动座连接;通过所述夹取移动气缸带动所述吸盘式电磁铁环进行上下移动;通过所述接近开关接收锯片信息,并反馈给PLC控制器,由PLC控制器控制吸盘式电磁铁环的工作状态。
所述铰孔架组件包括压片组件、铰孔组件以及龙门架;所述龙门架包括两个立柱和连接在两个立柱之间的横梁,所述龙门架横跨在所述第二机座的顶部,所述铰孔组件设置在所述横梁上,两个所述立柱之间还连接有压片工作板,所述压片工作板设置在所述横梁下方,并与所述横梁平行;所述压片组件设置在所述压片工作板上。
所述压片组件包括压片气缸、压片移动板以及压片环;所述压片气缸设置在所述压片工作板上,其活塞顶部穿过所述压片工作板与所述压片移动板固连,所述压片环固定在所述压片移动板的底面上,所述压片移动板的顶面上还对应设置有限位环,所述压片移动板位于限位环内的部分设置有用于避让所述铰孔组件的工作避让孔。
所述压片环接触锯片的底面上还设置有牛筋垫圈。
所述铰孔组件包括铰孔刀头工作驱动组、主轴以及铰孔刀头;所述铰孔刀头固定在所述主轴的底端,所述铰孔刀头工作驱动组带动所述主轴旋转与上下移动,使得所述铰孔刀头工作;当所述铰孔组件设置在所述横梁上时,所述铰孔刀头位于所述限位环正中。
所述托台组件包括驱动组件、横向移动架、上料承载组件和卸料承载组件;所述驱动组件设置在所述第二机座顶板的底面上,所述驱动组件包括横移电机、同步带轮以及同步带;所述第二机座顶板的底面在所述驱动组件的前方还设置有两个平行排列的横向滑轨,所述横向移动架活动连接在所述横向滑轨上,并通过设置有的同步带固定夹与所述同步带固定连接;所述上料承载组件与所述卸料承载组件均设置在所述横向移动架上;所述上料承载台设置在所述上料承载组件上,所述卸料承载台设置在所述卸料承载组件上;通过所述驱动组件带动所述上料承载组件与所述卸料承载组件进行左右移动,使得所述上料承载台和所述卸料承载台在所述横向开口槽内进行左右移动。
所述上料承载组件包括纵向移动板、延伸板、第一顶杆气缸、第二顶杆气缸、托台板、铰孔定位气缸以及铰孔定位块;所述横向移动架上设置有纵向滑轨,所述纵向移动板活动连接在所述纵向滑轨上,所述第一顶杆气缸固定在所述横向移动架上,其活塞顶端与所述纵向移动板固定连接;所述延伸板一端贯穿所述横向移动架与所述纵向移动板固定连接,并通过所述第一顶杆气缸带动所述延伸板进行上下移动;所述第二顶杆气缸固定在所述托台板上,其活塞顶端与所述延伸板固定连接,使得所述托台板位于所述延伸板上方,并位于所述横向开口槽内;所述托台板在所述第二顶杆气缸的左侧设置有连接通孔,所述连接通孔内设置有轴套,所述轴套的顶部高于所述托台板的顶面,并通过设置有的上料承载台封口,所述上料承载台的中心设置有上料定位中心杆;所述铰孔定位气缸设置在所述横向移动架上,所述铰孔定位块固定连接在所述铰孔定位气缸的活塞顶端,并且贯穿所述横向移动架;通过所述铰孔定位气缸带动所述铰孔定位块进入所述横向移动架抵挡在上移后的所述延伸板下方。
所述托台板上还设置有导向孔,所述延伸板上设置有与所述导向孔配合的导向柱;所述导向柱与所述导向孔配合进行导向工作,进一步提高第二顶杆气缸带动托台板上下移动时的精度。
所述延伸板上还设置有与所述轴套配合的轴柱,所述轴柱的顶部位于所述轴套中,并位于所述上料承载台的下方,所述轴柱与所述上料承载台之间设置有间隙,并且该间隙大于或等于所述延伸板上下移动的活动距离。
所述卸料承载组件包括卸料承载台、第四顶杆气缸以及横向移动架上设置有安装支座,所述第四顶杆气缸固定在所述安装支座上,其活塞顶端贯穿所述安装支座与所述卸料承载台固连,使得所述卸料承载台位于所述横向开口槽内,通过所述第四顶杆气缸带动所述卸料承载台进行上下移动。
所述卸片组件包括底座、平移气缸、片库放片杆以及片库移动座;所述底座上设置有片库移动轨道,所述片库移动座活动连接在所述片库移动轨道上,所述平移气缸固定在所述片库移动座的底部,其活塞顶端通过固定块固定在所述底座一端;所述片库移动座的顶部设置有两个所述片库放片杆;两个所述片库放片杆的位置通过所述平移气缸进行切换;所述片库移动座上还设置有左右限位感应板,通过所述左右限位感应板与所述第三机座上设置有的两个接近开关进行配合精确获得片库移动座的位置信息并将信息反馈给PLC控制器。
所述第三机座内还设置有供片提升组件,所述供片提升组件的推顶杆贯穿第三机座的顶板以及所述卸片组件的底座和片库移动座,位于卸料工位处的所述片库放片杆四周;此处的供片提升组件工作过程与片库组件处的供片提升组件相反;通过供片提升组件进行设定高度的下降,每放入一片锯片,提升油缸带动推顶杆下降设定高度一次,直到卸料工位处的片库放片杆上放入设定高度的锯片。
所述第二机座在所述铰孔架组件一侧还设置有润滑油管,所述润滑油管的出水口位于铰孔加工工位;所述润滑油管与所述第二机座内设置有油泵连接,所述油泵与所述第二机座内设置有的润滑油箱连接,通过所述油泵将所述润滑油箱内的润滑油提供给润滑油管,并由润滑油管喷射到铰孔加工工位。
所述第二机座上还设置有集油口,所述第二机座在所述集油口的正下方设置有可移动水箱小车,通过可移动水箱小车方便收集由集油口导入的废油,并可以随时将可移动水箱小车拉出倾倒废油。
所述第一机座与第三机座上均还设置有锯片红外光电检测器,通过所述锯片红外光电检测器对储料杆上有无锯片进行检查,通过所述锯片红外光电检测器对片库放片杆上锯片满料状态进行检查,并将检查信息反馈给PLC控制器。
本发明,使用方便快捷,自动化程度高,无需人工进行铰孔,释放劳动力,避免人工加工提高工作安全性,同时大大提高了工作效率,进一步提高铰孔质量。
附图说明
图1是本发明的立体结构图。
图2是本发明中片库组件与机械臂组件的立体结构图。
图3是本发明中夹取组件的立体结构图。
图4是本发明中铰孔架组件的立体结构图。
图5是本发明中托台组件的正视图。
图6是本发明中托台组件的后视图。
图7是本发明中托台组件的立体结构图。
图8是本发明中卸片组件的立体结构图。
图中:
1机座组件,11第一机座,12第二机座,121横向开口槽,122横向滑轨,13第三机座;
2片库组件,21供片提升组件,211提升油缸,212连接盘,213推顶杆,22料片库、221底板,222储料杆,23回转气缸;
3机械臂组件,31轴座,32旋转轴,33旋转气缸,34夹取组件,341L型连接板,342夹取移动气缸,343夹取移动座,344吸盘座,345吸盘式电磁铁环,346接近开关;
4控制箱;
5铰孔架组件,51压片组件,511压片气缸,512压片移动板,5121限位环,513压片环,5131牛筋垫圈,52铰孔组件,521铰孔刀头工作驱动组,522主轴,523铰孔刀头,53龙门架,531横梁,532立柱,533压片工作板;
6托台组件,61驱动组件,611横移电机,612同步带轮,613同步带,62横向移动架,621纵向滑轨,622安装支座,63上料承载组件,631纵向移动板,632延伸板,6321导向柱,6322轴柱,633第一顶杆气缸,634第二顶杆气缸,635托台板,6351轴套,6352上料承载台,63521上料定位中心杆,636铰孔定位气缸,637铰孔定位块,64卸料承载组件,641卸料承载台,6412限位块,642第四顶杆气缸;
7卸片组件,71底座,711片库移动轨道,72平移气缸,73片库放片杆,74片库移动座,741左右限位感应板;
8润滑油管,9可移动水箱小车,10锯片红外光电检测器。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1,本发明提供一种技术方案:
一种全自动锯片铰孔机,包括机座组件1、片库组件2、机械臂组件3、控制箱4、铰孔架组件5、托台组件6以及卸片组件7;所述控制箱4设置在所述机座组件1上,所述控制箱4内设置有PLC控制器,通过PLC控制器控制所述片库组件2、所述机械臂组件3、所述铰孔架组件5、所述托台组件6以及所述卸片组件7工作;所述机座组件1包括第一机座11、第二机座12与第三机座13;所述第二机座12中间设置有横向开口槽121,所述第一机座11位于所述横向开口槽121的左端,所述第三机座13位于所述横向开口槽121的右端;所述机械臂组件3设置在所述第一机座11上,并在其两侧对称设置有所述片库组件2;所述铰孔架组件5设置在所述第二机座12上,并横跨所述横向开口槽121,使得其上设置的压片组件51和铰孔组件52位于所述横向开口槽121的上方;所述托台组件6设置在所述第二机座12内,并使得其上设置有的上料承载台6352和卸料承载台641位于所述横向开口槽121内,所述上料承载台6352设置在所述卸料承载台641的左侧,通过所述托台组件6带动所述上料承载台6352和卸料承载台641在所述横向开口槽121内进行左右移动;所述卸片组件7设置在所述第三机座13上;锯片由所述机械臂组件3从所述片库组件2即供料工位取出,放置在所述第二机座12上位于所述横向开口槽121顶部的左端即待加工工位,通过此处的所述托台组件6上的所述上料承载台6352取得锯片,并将锯片输送至所述铰孔架组件5下方即铰孔工位,通过所述压片组件51将锯片固定在所述第二机座12顶板的顶面上,由所述铰孔组件52进行铰孔,铰孔完成后所述压片组件51复位,所述铰孔组件52停止工作,所述托台组件6移动使得所述上料承载台6352复位回到待加工工位继续取得锯片,同时所述卸料承载台641位于铰孔工位取得加工后的锯片,再通过所述托台组件6带动所述上料承载台6352将锯片输送至铰孔工位,同时通过所述卸料承载台641将锯片输送给所述卸片组件7;通过在机械臂组件3两侧分别设置一个片库组件2,进一步提高工作效率,一个片库组件2内的锯片取完后,取另一个片库组件2上的锯片,当然也可以只设置一个片库组件2。
如图2所示,所述片库组件2包括供片提升组件21、料片库22以及回转气缸23;所述料片库22与所述回转气缸23连接;所述料片库22包括底板221与储料杆222;所述底板221顶面的两端对称的设置有所述储料杆222,所述回转气缸23固定在所述第一机座11内,其活塞顶端贯穿所述第一机座11的顶面与所述底板221的底面中心固连;所述供片提升组件21设置在所述第一机座11内,位于所述料片库22上靠近所述机械臂组件3一端的所述储料杆222的正下方;通过所述回转气23缸带动所述料片库22进行180度旋转,从而切换两个所述储料杆222的位置;通过所述供片提升组件21对其正上方的所述储料杆222上的锯片进行设定高度的顶推;从而减少机械臂组件3取夹时间;一个料片库22上设置两个储料杆222,通过两个储料杆222分别提供锯片,进一步提高工作效率,当一个储料杆222上的锯片取完后,由回转气缸23旋转180度,切换入另一个储料杆222;当然也可以只设置一个储料杆222,这样无需设置回转气缸23进行切换。
进一步,所述供片提升组件21包括提升油缸211、与提升油缸211活塞顶端连接的连接盘212以及设置在所述连接盘212上的两个以上的推顶杆213,所述第一机座11上设有与所述推顶杆213数量对应的顶杆出孔,所述推顶杆213的顶端位于所述顶杆出孔中,通过提升油缸211带动推顶杆213沿顶杆出孔进行设定高度的顶推,使得储料杆222上的锯片上行到设定高度,每取走一片锯片后,提升油缸211带动推顶杆213上行一次直到锯片全部取走,后提升油缸211带动推顶杆213复位进入下一个循环,从而缩短机械臂组件3取料时间。
如图2所示,所述机械臂组件3包括轴座31、旋转轴32、旋转气缸33以及夹取组件34;所述轴座31固定在所述第一机座11上;所述旋转轴32设置在所述轴座31内,底端贯穿所述第一机座11与所述旋转气缸33的活塞固定连接,顶端与所述夹取组件34固连;通过所述旋转气缸33带动所述夹取组件34进行设定角度的旋转。
如图3所示,所述夹取组件34包括L型连接板341、夹取移动气缸342、夹取移动座343、吸盘座344、吸盘式电磁铁环345以及接近开关346;所述吸盘式电磁铁环345固连在所述吸盘座344上,并通过所述吸盘座344固定在所述夹取移动座343一端,所述接近开关346固定在所述吸盘座344的侧面;所述L型连接板341的两个延伸脚上均固定有所述夹取移动气缸342,并通过所述夹取移动气缸342与所述夹取移动座343连接;通过所述夹取移动气缸342带动所述吸盘式电磁铁环345进行上下移动;通过所述接近开关346接收锯片信息,并反馈给PLC控制器,由PLC控制器控制吸盘式电磁铁环345的工作状态。
如图4所示,所述铰孔架组件5包括压片组件51、铰孔组件52以及龙门架53;所述龙门架53包括两个立柱532和连接在两个立柱532之间的横梁531,所述龙门架53横跨在所述第二机座12的顶部,所述铰孔组件52设置在所述横梁531上,两个所述立柱532之间还连接有压片工作板533,所述压片工作板533设置在所述横梁531下方,并与所述横梁531平行;所述压片组件51设置在所述压片工作板533上。
进一步,所述压片组件51包括压片气缸511、压片移动板512以及压片环513;所述压片气缸511设置在所述压片工作板533上,其活塞顶部穿过所述压片工作板533与所述压片移动板512固连,所述压片环513固定在所述压片移动板512的底面上,所述压片移动板512的顶面上还对应设置有限位环5121,所述压片移动板512位于限位环5121内的部分设置有用于避让所述铰孔组件52的工作避让孔。
进一步,所述压片环513接触锯片的底面上还设置有牛筋垫圈5131,通过牛筋垫圈5131保护锯片。
进一步,所述铰孔组件52包括铰孔刀头工作驱动组521、主轴522以及铰孔刀头523;所述铰孔刀头523固定在所述主轴522的底端,所述铰孔刀头工作驱动组521带动所述主轴522上下移动与旋转进行铰孔工作,使得所述铰孔刀头523工作;当所述铰孔组件52设置在所述横梁531上时,所述铰孔刀头523位于所述限位环5121正中。
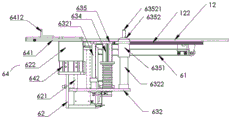
由图5、图6、图7知,所述托台组件6包括驱动组件61、横向移动架62、上料承载组件63和卸料承载组件64;所述驱动组件61设置在所述第二机座12顶板的底面上,所述驱动组件61包括横移电机611、同步带轮612以及同步带613;所述第二机座12顶板的底面在所述驱动组件61的前方还设置有两个平行排列的横向滑轨122,所述横向移动架62活动连接在所述横向滑轨122上,并通过设置有的同步带固定夹与所述同步带613固定连接;所述上料承载组件63与所述卸料承载组件64均设置在所述横向移动架62上;所述上料承载台6352设置在所述上料承载组件63上,所述卸料承载台641设置在所述卸料承载组件64上;通过所述驱动组件61带动所述上料承载组件63与所述卸料承载组件64进行左右移动,使得所述上料承载台6352和所述卸料承载台641在所述横向开口槽121内进行左右移动。
进一步,所述上料承载组件63包括纵向移动板631、延伸板632、第一顶杆气缸633、第二顶杆气缸634、托台板635、铰孔定位气缸636以及铰孔定位块637;所述横向移动架62上设置有纵向滑轨621,所述纵向移动板631活动连接在所述纵向滑轨621上,所述第一顶杆气缸633固定在所述横向移动架62上,其活塞顶端与所述纵向移动板631固定连接;所述延伸板632一端贯穿所述横向移动架62与所述纵向移动板631固定连接,并通过所述第一顶杆气缸633带动所述延伸板632进行上下移动;所述第二顶杆气缸634固定在所述托台板635上,其活塞顶端与所述延伸板632固定连接,使得所述托台板635位于所述延伸板632上方,并位于所述横向开口槽121内;所述托台板635在所述第二顶杆气缸634的左侧设置有连接通孔,所述连接通孔内设置有轴套6351,所述轴套6351的顶部高于所述托台板635的顶面,并通过设置有的上料承载台6352封口,所述上料承载台6352的中心设置有上料定位中心杆63521;所述铰孔定位气缸636设置在所述横向移动架62上,所述铰孔定位块637固定连接在所述铰孔定位气缸636的活塞顶端,并且贯穿所述横向移动架62;通过所述铰孔定位气缸636带动所述铰孔定位块637进入所述横向移动架62抵挡在上移后的所述延伸板632下方。使用时,上料承载台6352通过驱动组件61带动向左移动到待加工工位,通过第一顶杆气缸633带动延伸板632上移,通过第二顶杆气缸634带动托台板635上移,从而使得其上的上料定位中心杆63521穿过待加工锯片的中心孔,由于上料承载台6352的顶部边缘设置有倒角,使得套在上料承载台6352上的锯片的底面还是与第二机座12顶板的顶面直接接触,后由驱动组件61带动上料承载台6352到达铰孔工位,此时,铰孔定位气缸636带动铰孔定位块637进入横向移动架62抵挡在上移后的延伸板632下方,对延伸板632进行锁定,防止第一顶杆气缸633排气后延伸板632下降,此时第一顶杆气缸633与第二顶杆气缸634进行排气。
进一步,所述托台板635上还设置有导向孔,所述延伸板632上设置有与所述导向孔配合的导向柱6321;所述导向柱6321与所述导向孔配合进行导向工作,进一步提高第二顶杆气缸634带动托台板635上下移动时的精度。
进一步,所述延伸板632上还设置有与所述轴套6351配合的轴柱6322,所述轴柱6322的顶部位于所述轴套6351中,并位于所述上料承载台6352的下方,所述轴柱6322与所述上料承载台6352之间设置有间隙,并且该间隙大于或等于所述延伸板632上下移动的活动距离。
进一步,所述卸料承载组件64包括卸料承载台641、第四顶杆气缸642以及横向移动架62上设置有安装支座622,所述第四顶杆气缸642固定在所述安装支座622上,其活塞顶端贯穿所述安装支座622与所述卸料承载台641固连,使得所述卸料承载台641位于所述横向开口槽内,通过所述第四顶杆气缸642带动所述卸料承载台641进行上下移动。
由图8知,所述卸片组件7包括底座71、平移气缸72、片库放片杆73以及片库移动座74;所述底座71上设置有片库移动轨道711,所述片库移动座74活动连接在所述片库移动轨道711上,所述平移气缸72固定在所述片库移动座74的底部,其活塞顶端通过固定块721固定在所述底座71一端;所述片库移动座74的顶部设置有两个所述片库放片杆73;两个所述片库放片杆73的位置通过所述平移气缸72进行切换;所述片库移动座74上还设置有左右限位感应板741,通过所述左右限位感应板741与所述第三机座13上设置有的两个接近开关346进行配合精确获取片库移动座74的位置信息并将信息反馈给PLC控制器。本实施例中,片库移动座74的顶部设置有两个片库放片杆73,分别存放加工好的锯片;卸片时,当一片库放片杆73放满后,通过平移气缸72将另一片库放片杆73切换进入卸片工位,继续放入加工好的锯片,同时由于放满的片库放片杆73被移出卸片工位,操作工可将此上的锯片取出,通过两个片库放片杆73可以节省工作时间,进一步提高工作效率。
由图1知,所述第三机座13内还设置有供片提升组件21,所述供片提升组件21的推顶杆213贯穿第三机座13的顶板以及所述卸片组件7的底座71和片库移动座74,位于卸料工位处的所述片库放片杆73四周,此处的供片提升组件21工作过程与片库组件2处的供片提升组件21相反;通过供片提升组件21进行设定高度的下降,每放入一片锯片,提升油缸211带动推顶杆213下降设定高度一次,直到卸料工位处的片库放片杆73上放入设定高度的锯片。
由图1知,所述第二机座12在所述铰孔架组件5一侧还设置有润滑油管8,所述润滑油管8的出水口位于铰孔加工工位;所述润滑油管8与所述第二机座12内设置有油泵连接,所述油泵与所述第二机座12内设置有的润滑油箱连接,通过所述油泵将所述润滑油箱内的润滑油提供给润滑油管8,并由润滑油管8喷射到铰孔加工工位。
进一步,所述第二机座12上还设置有集油口,所述第二机座12在所述集油口的正下方设置有可移动水箱小车9,通过可移动水箱小车9方便收集由集油口导入的废油,并可以随时将可移动水箱小车9拉出倾倒废油。
进一步,所述第一机座11与第三机座13上均还设置有锯片红外光电检测器10,通过所述锯片红外光电检测器10对储料杆222上有无锯片进行检查,通过所述锯片红外光电检测器10对片库放片杆73上锯片满料状态进行检查,并将检查信息反馈给PLC控制器。
工作时,将待加工的锯片放入片库组件2上的储料杆222中,锯片红外光电检测器10检查位于供料工位上的储料杆222有无锯片,并将信息反馈给PLC控制器,当有锯片时,PLC控制器控制机械臂组件3工作,从片库组件2处吸取锯片,并将锯片放置在第二机座12上位于横向开口槽121的顶部即待加工工位,位于该工位处的上料承载组件63上的第一顶杆气缸633带动纵向移动板631上移,当到达设定位置时通过此处设置的接近开关346接受并反馈信息给PLC控制器,通过PLC控制器控制第二顶杆气缸634带动上料承载台6352上移,使得上料定位中心杆63521通过锯片中心孔,并由上料承载台6352托起锯片,由于上料承载台6352的四周设置有倒角,使得托起的锯片底面能与第二机座12的顶板顶面接触,当到达设定位置时通过此处设置的接近开关346接受并反馈信息给PLC控制器,通过PLC控制器控制驱动组件61工作,带动上料承载台6352到达铰孔工位,当到达设定位置时通过此处设置的接近开关346接受并反馈信息给PLC控制器,通过PLC控制器控制压片组件51工作,将锯片固定在第二机座12顶板的顶面上,此时铰孔定位气缸636工作,使得铰孔定位块637伸展至延伸板632的下方,从而限止延伸板632向下移动;此时第一顶杆气缸633与第二顶杆气缸634排掉气,铰孔组件52进行铰孔,铰孔刀头523顶住上料定位中心杆63521进行铰孔工作,上料定位中心杆63521受铰孔刀头523下压力逐步下降直到铰孔结束,铰孔结束后压片组件51、铰孔刀头523复位,托台组件6工作其上的驱动组件61带动横向移动架62复位即回到待加工工位去取待加工的锯片即重复前面的工作,同时卸料承载台641位于铰孔工位下方,由第四顶杆气缸642带动卸料承载台641上行托起加工好的锯片,并通过卸料承载台641上设置有的限位块6412对锯片进行限位,再由驱动组件61带动上料承载台6352进入铰孔工位,同时卸料承载台641将加工好的锯片推送给卸片组件7,卸片组件7上的平移气缸72使得其中一个片库放片杆73位于卸料工位,第四顶杆气缸642复位卸料承载台641将锯片放置在片库放片杆73上,即进入下一个工作循环。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
Claims (10)
1.一种全自动锯片铰孔机,其特征在于:包括机座组件、片库组件、机械臂组件、控制箱、铰孔架组件、托台组件以及卸片组件;所述控制箱设置在所述机座组件上,所述控制箱内设置有PLC控制器,通过PLC控制器控制所述片库组件、所述机械臂组件、所述铰孔架组件、所述托台组件以及所述卸片组件工作;所述机座组件包括第一机座、第二机座与第三机座;所述第二机座中间设置有横向开口槽,所述第一机座位于所述横向开口槽的左端,所述第三机座位于所述横向开口槽的右端;所述机械臂组件设置在所述第一机座上,并在其两侧对称设置有所述片库组件;所述铰孔架组件设置在所述第二机座上,并横跨所述横向开口槽,使得其上设置的压片组件和铰孔组件位于所述横向开口槽的上方;所述托台组件设置在所述第二机座内,并使得其上设置有的上料承载台和卸料承载台位于所述横向开口槽内,所述上料承载台设置在所述卸料承载台的左侧,通过所述托台组件带动所述上料承载台和卸料承载台在所述横向开口槽内进行左右移动;所述卸片组件设置在所述第三机座上;锯片由所述机械臂组件从所述片库组件即供料工位取出,放置在所述第二机座上位于所述横向开口槽顶部的左端即待加工工位,通过此处的所述托台组件上的所述上料承载台取得锯片,并将锯片输送至所述铰孔架组件下方即铰孔工位,通过所述压片组件将锯片固定在所述第二机座顶板的顶面上,由所述铰孔组件进行铰孔,铰孔完成后所述压片组件复位,所述铰孔组件停止工作,所述托台组件移动使得所述上料承载台复位回到待加工工位继续取得锯片,同时所述卸料承载台位于铰孔工位取得加工后的锯片,再通过所述托台组件带动所述上料承载台将锯片输送至铰孔工位,同时通过所述卸料承载台将锯片输送给所述卸片组件。
2.根据权利要求1所述的一种全自动锯片铰孔机,其特征在于:所述片库组件包括供片提升组件、料片库以及回转气缸;所述料片库与所述回转气缸连接;所述料片库包括底板与储料杆;所述底板顶面的两端对称的设置有所述储料杆,所述回转气缸固定在所述第一机座内,其活塞顶端贯穿所述第一机座的顶面与所述底板的底面中心固连;所述供片提升组件设置在所述第一机座内,位于所述料片库上靠近所述机械臂组件一端的所述储料杆的正下方。
3.根据权利要求2所述的一种全自动锯片铰孔机,其特征在于:所述供片提升组件包括提升油缸、与提升油缸活塞顶端连接的连接盘以及设置在所述连接盘上的两个以上的推顶杆,所述第一机座上设有与所述推顶杆数量对应的顶杆出孔,所述推顶杆的顶端位于所述顶杆出孔中。
4.根据权利要求1所述的一种全自动锯片铰孔机,其特征在于:所述机械臂组件包括轴座、旋转轴、旋转气缸以及夹取组件;所述轴座固定在所述第一机座上;所述旋转轴设置在所述轴座内,底端贯穿所述第一机座与所述旋转气缸的活塞固定连接,顶端与所述夹取组件固连;通过所述旋转气缸带动所述夹取组件进行设定角度的旋转。
5.根据权利要求4所述的一种全自动锯片铰孔机,其特征在于:所述夹取组件包括L型连接板、夹取移动气缸、夹取移动座、吸盘座、吸盘式电磁铁环以及接近开关;所述吸盘式电磁铁环固连在所述吸盘座上,并通过所述吸盘座固定在所述夹取移动座一端,所述接近开关固定在所述吸盘座的侧面;所述L型连接板的两个延伸脚上均固定有所述夹取移动气缸,并通过所述夹取移动气缸与所述夹取移动座连接;通过所述夹取移动气缸带动所述吸盘式电磁铁环进行上下移动;通过所述接近开关接收锯片信息,并反馈给PLC控制器,由PLC控制器控制吸盘式电磁铁环的工作状态。
6.根据权利要求1所述的一种全自动锯片铰孔机,其特征在于:所述铰孔架组件包括压片组件、铰孔组件以及龙门架;所述龙门架包括两个立柱和连接在两个立柱之间的横梁,所述龙门架横跨在所述第二机座的顶部,所述铰孔组件设置在所述横梁上,两个所述立柱之间还连接有压片工作板,所述压片工作板设置在所述横梁下方,并与所述横梁平行;所述压片组件设置在所述压片工作板上。
7.根据权利要求6所述的一种全自动锯片铰孔机,其特征在于:所述压片组件包括压片气缸、压片移动板以及压片环;所述压片气缸设置在所述压片工作板上,其活塞顶部穿过所述压片工作板与所述压片移动板固连,所述压片环固定在所述压片移动板的底面上,所述压片移动板的顶面上还对应设置有限位环,所述压片移动板位于限位环内的部分设置有用于避让所述铰孔组件的工作避让孔。
8.根据权利要求6所述的一种全自动锯片铰孔机,其特征在于:所述铰孔组件包括铰孔刀头工作驱动组、主轴以及铰孔刀头;所述铰孔刀头固定在所述主轴的底端,所述铰孔刀头工作驱动组带动所述主轴旋转与上下移动,使得所述铰孔刀头工作;当所述铰孔组件设置在所述横梁上时,所述铰孔刀头位于所述限位环正中。
9.根据权利要求1所述的一种全自动锯片铰孔机,其特征在于:所述托台组件包括驱动组件、横向移动架、上料承载组件和卸料承载组件;所述驱动组件设置在所述第二机座顶板的底面上,所述驱动组件包括横移电机、同步带轮以及同步带;所述第二机座顶板的底面在所述驱动组件的前方还设置有两个平行排列的横向滑轨,所述横向移动架活动连接在所述横向滑轨上,并通过设置有的同步带固定夹与所述同步带固定连接;所述上料承载组件与所述卸料承载组件均设置在所述横向移动架上;所述上料承载台设置在所述上料承载组件上,所述卸料承载台设置在所述卸料承载组件上;通过所述驱动组件带动所述上料承载组件与所述卸料承载组件进行左右移动,使得所述上料承载台和所述卸料承载台在所述横向开口槽内进行左右移动。
10.根据权利要求1所述的一种全自动锯片铰孔机,其特征在于:所述卸片组件包括底座、平移气缸、片库放片杆以及片库移动座;所述底座上设置有片库移动轨道,所述片库移动座活动连接在所述片库移动轨道上,所述平移气缸固定在所述片库移动座的底部,其活塞顶端通过固定块固定在所述底座一端;所述片库移动座的顶部设置有两个所述片库放片杆;两个所述片库放片杆的位置通过所述平移气缸进行切换;所述片库移动座上还设置有左右限位感应板,通过所述左右限位感应板与所述第三机座上设置有的两个接近开关进行配合。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110244110.2A CN112975537B (zh) | 2021-03-05 | 2021-03-05 | 一种全自动锯片铰孔机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110244110.2A CN112975537B (zh) | 2021-03-05 | 2021-03-05 | 一种全自动锯片铰孔机 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112975537A true CN112975537A (zh) | 2021-06-18 |
| CN112975537B CN112975537B (zh) | 2022-05-24 |
Family
ID=76353006
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110244110.2A Active CN112975537B (zh) | 2021-03-05 | 2021-03-05 | 一种全自动锯片铰孔机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112975537B (zh) |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0827797A1 (de) * | 1996-09-05 | 1998-03-11 | MAPAL Fabrik für Präzisionswerkzeuge Dr. Kress KG | Werkzeug zur spanabtragenden Bearbeitung von Bohrungsoberflächen |
| CN101372055A (zh) * | 2007-08-22 | 2009-02-25 | 庄添财 | 异形管铰孔机 |
| JP2013039658A (ja) * | 2011-07-20 | 2013-02-28 | Honda Motor Co Ltd | 工作機械及びそれを用いた加工方法 |
| CN104289962A (zh) * | 2014-10-09 | 2015-01-21 | 常熟琴工五金机械工具有限公司 | 圆盘锯片中心孔自动铰孔装置的圆盘锯片供给与接收装置 |
| CN104308268A (zh) * | 2014-10-09 | 2015-01-28 | 常熟琴工五金机械工具有限公司 | 圆盘锯片中心孔自动铰孔装置 |
| CN106141314A (zh) * | 2014-10-09 | 2016-11-23 | 王和根 | 一种具有圆盘锯片自动提取与释放功能的铰孔装置 |
| CN206065561U (zh) * | 2016-08-31 | 2017-04-05 | 昆山迈通自动化设备有限公司 | 一种全自动锯片绞孔机 |
| CN206936516U (zh) * | 2017-06-26 | 2018-01-30 | 福建凯博尔智能装备有限公司 | 一种转孔设备 |
| CN108423223A (zh) * | 2018-05-18 | 2018-08-21 | 丹阳市宝利锯业机械有限公司 | 一种全自动锯片护齿用包管机 |
| CN108528814A (zh) * | 2018-05-18 | 2018-09-14 | 丹阳市宝利锯业机械有限公司 | 一种全自动锯片包管机用供卸料机构 |
| CN208787864U (zh) * | 2018-08-02 | 2019-04-26 | 丹阳市宝利锯业机械有限公司 | 一种开孔器焊齿机用装夹机构 |
| CN110202210A (zh) * | 2019-06-29 | 2019-09-06 | 浙江鑫和粉末冶金制品有限公司 | 一种齿轮自动铰孔装置 |
| CN110625534A (zh) * | 2019-09-19 | 2019-12-31 | 丹阳市宝利锯业机械有限公司 | 一种全自动喷砂机 |
| CN211072059U (zh) * | 2019-12-05 | 2020-07-24 | 景玉武 | 一种锯片自动铰孔机 |
-
2021
- 2021-03-05 CN CN202110244110.2A patent/CN112975537B/zh active Active
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0827797A1 (de) * | 1996-09-05 | 1998-03-11 | MAPAL Fabrik für Präzisionswerkzeuge Dr. Kress KG | Werkzeug zur spanabtragenden Bearbeitung von Bohrungsoberflächen |
| CN101372055A (zh) * | 2007-08-22 | 2009-02-25 | 庄添财 | 异形管铰孔机 |
| JP2013039658A (ja) * | 2011-07-20 | 2013-02-28 | Honda Motor Co Ltd | 工作機械及びそれを用いた加工方法 |
| CN104289962A (zh) * | 2014-10-09 | 2015-01-21 | 常熟琴工五金机械工具有限公司 | 圆盘锯片中心孔自动铰孔装置的圆盘锯片供给与接收装置 |
| CN104308268A (zh) * | 2014-10-09 | 2015-01-28 | 常熟琴工五金机械工具有限公司 | 圆盘锯片中心孔自动铰孔装置 |
| CN106141314A (zh) * | 2014-10-09 | 2016-11-23 | 王和根 | 一种具有圆盘锯片自动提取与释放功能的铰孔装置 |
| CN206065561U (zh) * | 2016-08-31 | 2017-04-05 | 昆山迈通自动化设备有限公司 | 一种全自动锯片绞孔机 |
| CN206936516U (zh) * | 2017-06-26 | 2018-01-30 | 福建凯博尔智能装备有限公司 | 一种转孔设备 |
| CN108423223A (zh) * | 2018-05-18 | 2018-08-21 | 丹阳市宝利锯业机械有限公司 | 一种全自动锯片护齿用包管机 |
| CN108528814A (zh) * | 2018-05-18 | 2018-09-14 | 丹阳市宝利锯业机械有限公司 | 一种全自动锯片包管机用供卸料机构 |
| CN208787864U (zh) * | 2018-08-02 | 2019-04-26 | 丹阳市宝利锯业机械有限公司 | 一种开孔器焊齿机用装夹机构 |
| CN110202210A (zh) * | 2019-06-29 | 2019-09-06 | 浙江鑫和粉末冶金制品有限公司 | 一种齿轮自动铰孔装置 |
| CN110625534A (zh) * | 2019-09-19 | 2019-12-31 | 丹阳市宝利锯业机械有限公司 | 一种全自动喷砂机 |
| CN211072059U (zh) * | 2019-12-05 | 2020-07-24 | 景玉武 | 一种锯片自动铰孔机 |
Non-Patent Citations (2)
| Title |
|---|
| 何振俊: "低频轴向振动铰孔机床改造", 《矿山机械》 * |
| 白心素: "Z5140立钻改装成金刚石铰孔机床", 《制造技术与机床》 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112975537B (zh) | 2022-05-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN211840574U (zh) | 一种自动上下料超声波焊接机 | |
| CN209716652U (zh) | 一种汽车内球笼切割专用设备 | |
| US4796341A (en) | Plate routing method and apparatus | |
| CN112077644A (zh) | 一种板材上下料加工中心生产线 | |
| CN114055070A (zh) | 一种工程脚手架立杆全自动焊接专机 | |
| CN110000873B (zh) | 一种木结构构件上下料系统及方法 | |
| CN111515414A (zh) | 机器视觉辅助的无人化数控车削机床 | |
| KR101284224B1 (ko) | 봉강 면취기 | |
| CN112975537B (zh) | 一种全自动锯片铰孔机 | |
| CN111331156B (zh) | 自动上下料装置 | |
| CN210335273U (zh) | 一种可自动上下料的中转台 | |
| CN112643215A (zh) | 一种坡口切割用可移动式激光切割机 | |
| CN112643216A (zh) | 一种带机械臂的坡口切割用激光切割机 | |
| CN114101778B (zh) | 一种盘扣脚手架立杆自动生产线 | |
| CN215880373U (zh) | 一种自动上下料激光切割机 | |
| CN215316069U (zh) | 一种可变角度锯切线 | |
| CN214767040U (zh) | 一种锯片自动测量机 | |
| CN213386513U (zh) | 一种钢材倒角机的自动上料装置 | |
| CN113510308A (zh) | 一种多角度自动锯切线 | |
| CN209955000U (zh) | 全自动数控阴极炭块加工系统 | |
| CN111590141A (zh) | 一种扁工件切削装置 | |
| CN111790951A (zh) | 闭门器活塞铣齿自定心加工设备及其加工工艺 | |
| CN214769391U (zh) | 一种全自动锯片铰孔机用托台组件 | |
| CN214816919U (zh) | 一种滑动轴承用锯床自定心自动进出料装置 | |
| CN214443973U (zh) | 一种厚板材料激光切割生产线自动上下料装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |