CN112672540B - Jig return line body is installed and removed automatically to mixed paster of PCB board AB face - Google Patents
Jig return line body is installed and removed automatically to mixed paster of PCB board AB face Download PDFInfo
- Publication number
- CN112672540B CN112672540B CN202011511246.7A CN202011511246A CN112672540B CN 112672540 B CN112672540 B CN 112672540B CN 202011511246 A CN202011511246 A CN 202011511246A CN 112672540 B CN112672540 B CN 112672540B
- Authority
- CN
- China
- Prior art keywords
- pcb
- jig
- rail
- lifter
- machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Abstract
The invention relates to the technical field of circuit board processing assembly lines, and discloses a PCB AB surface mixed paster automatic assembly and disassembly jig reflow line body which is simple and convenient in production process and high in efficiency, and comprises a first lifter for conveying a jig or a PCB and jig assembly fed by a reflow line and a board implanting machine for implanting a PCB into the jig conveyed by the lifter, wherein the board implanting machine is used for acquiring the PCB which is assembled on one side, overturning the PCB by 180 degrees and positioning the PCB and the corresponding jig; the second lifter is used for lifting the empty jig or the assembly of the PCB and the jig after being turned for 180 degrees; conveying the empty jig or the assembly of the PCB and the jig to a first lifter through a return line, and lowering the empty jig or the assembly of the PCB and the jig to a plate planting machine by the first lifter; the board implanting machine carries out secondary positioning on the PCB and the jig, and then implants the PCB into the empty jig.
Description
Technical Field
The invention relates to the technical field of circuit board processing lines, in particular to an AB surface mixed paster automatic assembling and disassembling jig reflow body of a PCB.
Background
With the increase of labor cost, the demand of automation equipment is continuously increased, and as electronic equipment is more and more widely applied, the demand of circuit boards is huge. At present, the production process of the circuit board is relatively complex, processing detection equipment such as a printing machine, SPI equipment, AOL equipment and a chip mounter is needed to be processed, and each process equipment in the existing production mode needs to be operated independently, so that all processes need more workers and the labor intensity is high, and the labor force consumed in the processing process of the PCB is large.
Therefore, how to reduce the labor of PCB and improve the work efficiency becomes a technical problem that needs to be solved by those skilled in the art.
Disclosure of Invention
The invention aims to solve the technical problem that the return line body of the jig for automatically assembling and disassembling the AB surface hybrid paster of the PCB is simple and convenient in production process and high in efficiency, aiming at the defect that material transfer between devices wastes much time due to the fact that each process device in the existing production mode in the prior art needs to be independently operated.
The technical scheme adopted by the invention for solving the technical problems is as follows: construct the mixed paster of PCB board AB face and install and remove tool recurrent line body automatically, possess:
the first lifter is arranged at one end of the return wire and is used for conveying the jig sent by the return wire or the assembly of the PCB and the jig;
the plate implanting machine is arranged at the bottom side of the lifter and used for implanting the PCB into the jig conveyed by the lifter and sending the PCB into an SMT line body to assemble one surface of the PCB;
the board detaching machine is configured at the opposite side of the board implanting machine and used for acquiring the PCB which is assembled on one side, turning the PCB for 180 degrees and positioning the PCB and the corresponding jig thereof;
the second lifter is arranged at the other end of the return line and arranged on one side of the board detaching machine, and the second lifter is used for lifting an empty jig or a combination of the PCB and the jig after being turned over by 180 degrees;
the empty jig or the assembly of the PCB and the jig is conveyed to the first lifter through the return line, and the empty jig or the assembly of the PCB and the jig is lowered to the plate planting machine by the first lifter;
and the plate implanting machine carries out secondary positioning on the PCB and the jig, and then implants the PCB into the empty jig.
In some embodiments, the return line is provided with a first return line and a second return line, and the first return line and the second return line are horizontally arranged.
In some embodiments, the plate planting machine is provided with a first plate planting machine and a second plate planting machine,
the first plate planting machine is matched with the first reflow line through the first lifter,
the second plate planting machine is matched with the second return line for use through the first lifter,
the first elevator is a lowering elevator.
In some embodiments, the first plate planting machine is provided with a first guide rail and a second guide rail, the first guide rail and the second guide rail are arranged on the upper surface of the first plate planting machine in the radial direction,
the second guide rail is matched with the first flow-back line for use,
the second plate planting machine is provided with a third guide rail and a fourth guide rail, the third guide rail and the fourth guide rail are arranged on the upper surface of the second plate planting machine in the radial direction,
the third guide rail is matched with the second return line for use.
In some embodiments, the plate detaching machine is provided with a first rail, a second rail, a third rail and a fourth rail,
the first rail, the second rail, the third rail and the fourth rail are arranged on the upper surface of the plate detaching machine in the radial direction,
the second elevator is a hoist elevator.
In some embodiments, a first robot is disposed above the first rail, the second rail, and the third rail,
a second manipulator is arranged above the third rail and the fourth rail, wherein,
and a rotating mechanism is arranged on one side of the first track.
In some embodiments, when the front and the back of the PCB are assembled, the first robot grips the semi-finished PCB of the second rail to the first rail, turns over by 180 ° via the rotating mechanism,
the first mechanical arm then grabs the semi-finished PCB which is turned for 180 degrees to the third mechanical arm
A track, which is embedded into the jig of the third track, and then the second return wire is input to the first lifter through the second lifter and is conveyed to the first lifter,
and the first lifter feeds the semi-finished PCB and jig combination into the second board planting machine.
In some embodiments, when the front surface and the back surface of the PCB board are assembled, the PCB board is fed into the second rail through SMT wire bodies,
the first manipulator grabs the PCB of the second track to the first track, the first manipulator grabs the PCB to the third track, and the second manipulator grabs the PCB to the fourth track.
In some embodiments, the plate planting machine further comprises a first secondary positioning mechanism and a second secondary positioning mechanism for positioning a jig, wherein the first secondary positioning mechanism is arranged on the upper surface of the first plate planting machine,
the second secondary positioning mechanism is arranged on the upper surface of the second plate planting machine,
the first secondary positioning mechanism is arranged on the inner side of the first guide rail,
the second secondary positioning mechanism is arranged on the inner side of the third guide rail.
The AB surface mixed paster automatic assembly and disassembly jig reflow line body of the PCB comprises a first lifter, a plate planting machine, a plate disassembling machine and a second lifter, wherein the first lifter is used for conveying a jig fed by a reflow line or a PCB and jig assembly, the plate planting machine is used for planting the PCB into the jig conveyed by the lifter, and the PCB is fed into an SMT line body to assemble one surface of the PCB; the board disassembling machine is used for acquiring a PCB board with one assembled surface, overturning the PCB board for 180 degrees, and positioning the PCB board and a corresponding jig thereof; the second lifter is used for lifting the empty jig or the assembly of the PCB and the jig after being turned for 180 degrees; the empty jig or the assembly of the PCB and the jig is conveyed to the first lifter through a return line, the board implanting machine carries out secondary positioning on the PCB and the jig, and then the PCB is implanted into the empty jig. Compared with the prior art, through planting the trigger and using with the cooperation of tearing the trigger open, can assemble the one side or the two sides of PCB board simultaneously, then overturn 180 to the PCB board through tearing the trigger open again, carry again to planting the trigger and carry out the secondary positioning, plant the empty tool with the PCB board again. On one hand, the automatic equipment can replace manual operation, so that the manpower resource is reduced, and the working efficiency is improved; on the other hand, the secondary pollution of the product can be avoided, and the quality of the product is improved.
Drawings
The invention will be further described with reference to the accompanying drawings and examples, in which:
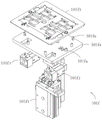
FIG. 1 is a schematic structural view of an embodiment of a reflow body of an automatic jig for mounting and dismounting AB surface mixed patches of a PCB according to the present invention;
FIG. 2 is a perspective view of an embodiment of a plate implanter of the present invention;
FIG. 3 is a perspective view of one embodiment of a board remover according to the present invention;
FIG. 4 is a perspective view of one embodiment of the present invention providing an elevator;
FIG. 5 is a perspective view of one embodiment of a secondary positioning mechanism provided in the present invention;
fig. 6 is a perspective view of an embodiment of a jig according to the present invention.
Detailed Description
For a more clear understanding of the technical features, objects, and effects of the present invention, embodiments of the present invention will now be described in detail with reference to the accompanying drawings.
As shown in fig. 1 to 6, in the first embodiment of the reflow body of the automatic fixture for mounting and dismounting the AB-plane hybrid surface mount and dismount PCB panel 10 of the present invention, the reflow body includes a board mounting machine 101, a board dismounting machine 102, a lifter 103, and a reflow line (corresponding to A, B).
The plate planting machine 101 includes a first plate planting machine and a second plate planting machine, wherein the first plate planting machine and the second plate planting machine are arranged in parallel.
The elevator 103 includes a first elevator, which is a descending elevator, and a second elevator, which is a lifting elevator.
The return line (corresponding to A, B) includes a first return line (corresponding to a) and a second return line (corresponding to B), wherein the two return lines (corresponding to A, B) are horizontally disposed directly above the elevator 103.
Specifically, a first elevator (correspondingly disposed on one side of the plate-planting machine 101) is disposed at one end of the return line (correspondingly A, B) and is used for conveying a jig 101f fed by the return line (correspondingly A, B)5Or a combination of the PCB and the jig (i.e. the PCB is arranged in the jig).
Further, the plate-implanting machine 101 is disposed at one end of the return line (corresponding to A, B), and a jig 101f is required to be obtained5Or a PCB board andwhen the jigs are assembled, the manipulator 101c of the plate-planting machine 101 picks the jig 101f fed by the first lifter or the return wire (corresponding to A, B)5Or a combination of the PCB and the jig.
Specifically, the board implanting machine 101 is disposed at the bottom side of the lifter 103 (corresponding to the first lifter), and it implants the PCB board into the jig 101f conveyed by the lifter by the robot 101c5And the PCB is positioned, and the SMT wire body is sent into to assemble one side of the PCB.
In other words, the worker holds the jig 101f5Is placed on a plate planting machine 101, and the plate planting machine 101 leads a jig 101f to pass through a guide rail5Conveyed to the PCB position, and then the jig 101f is aligned5Performing secondary positioning, wherein the manipulator 101c on the board planting machine 101 places the PCB on the jig 101f5Inner, pair releasing jig 101f5The secondary positioning is released, in the jig 101f5The PCB assembly is assembled, the assembled PCB is sent into the lifter and sent to the conveyor belt (not shown in the figure), then the PCB is sent to the SMT line body to be subjected to surface mounting, glue passing and furnace passing treatment, one surface of the PCB is assembled, and the PCB which is assembled at one surface is sent into the board disassembling machine 102 through the conveyor belt.
The board detaching machine 102 is disposed on the opposite side of the board implanting machine 101, is disposed at the other end of the reflow line (corresponding to A, B), and is configured to obtain a PCB board whose one surface is assembled, turn the PCB board 180 ° by the rotating mechanism 102u, position the PCB board and its corresponding jig, and input the PCB board and its corresponding jig into the second elevator.
Specifically, the second elevator is configured at the other end of the reflow line (corresponding to A, B) and is disposed at one side of the board detaching machine 102, and the second elevator is configured to lift an empty jig or a combination of a PCB and a jig turned 180 degrees, and send the jig or the combination of the PCB and the jig into the reflow line (corresponding to A, B).
Empty tool or PCB board and tool's assembly passes through the return line (correspond A, B) and carries to first lift, descend to planting trigger 101 by the empty tool of first lift or PCB board and tool's assembly, plant trigger 101 and carry out the secondary positioning to PCB board and tool, plant the PCB board again in empty tool, then assemble the another side of PCB board through the SMT line body, the PCB board of accomplishing after the assembly sends into through the conveyer belt and tears trigger 102 open, the PCB board that rethread torn trigger 102 will accomplish the assembly is collected.
It should be noted that, when the reflow body is set to only one surface, the jig 101f grabbed by the robot 101c5Or the combination body of the PCB and the jig is respectively placed on the first plate planting machine (corresponding to the second guide rail) and the second plate planting machine (corresponding to the third guide rail).
When the reflow body is set as an A/B surface mixed patch, the manipulator 101c grabs the jig 101f5Or the combination body of the PCB and the jig is only placed on the second plate planting machine (corresponding to the third guide rail).
Use this technical scheme, use through planting board 101 machine and tear trigger 102's cooperation, can assemble the one side or the two sides of PCB board simultaneously, then overturn 180 to the PCB board through tearing the trigger open again, carry again to planting the trigger and carry out the secondary positioning to PCB board and tool, assemble the another side of PCB board through the SMT line body again. On one hand, the problem that each process is complicated in the conventional PCB production mode can be effectively solved, automatic equipment can be used for replacing manual operation, manpower resources are reduced, and the working efficiency is improved; on the other hand, the product can be prevented from being secondarily polluted, and the quality of the product is improved.
In some embodiments, to improve the work efficiency of the streamlined body, the plate implanting machine 101 may be configured with a first plate implanting machine and a second plate implanting machine, wherein the first plate implanting machine and the second plate implanting machine are arranged in parallel.
Specifically, the first plate planting machine is matched with a first backflow line (corresponding to A) through a first lifter,
the second plate planting machine is matched with a second return line (corresponding to B) for use through the first lifter.
In some embodiments, for the accuracy of the matching of the reflow line (corresponding to A, B) and the plate implanting machine 101, a first rail 101a and a second rail 101b may be provided on the first plate implanting machine, wherein the first rail 101a and the second rail 101b are radially provided on the upper surface of the first plate implanting machine, and the second rail 101b is used in cooperation with the first reflow line (corresponding to a).
The second plate planting machine (not shown in the figure) is provided with a third guide rail and a fourth guide rail, the third guide rail and the fourth guide rail are radially arranged on the upper surface of the second plate planting machine, and the third guide rail is matched with a second backflow line (corresponding to B) for use.
It should be noted that the first plate planting machine and the second plate planting machine are identical in structure and function, and therefore only one second plate planting machine is shown in fig. 2.
Specifically, when the reflow line body is used to assemble one surface (for example, a surface) and another surface (for example, B surface) of the PCB (that is, when one surface assembly is completed), the board detaching machine 102 sends the PCB through the second lifter into the second reflow line (corresponding to B), the second reflow line (corresponding to B) sends the PCB into the first lifter, and then into the third guide rail of the second board implanting machine, and then sends the assembled PCB into the lifter and sends the assembled PCB to the conveyor belt (not shown), and then sends the PCB to the SMT line body to perform the surface mounting, gluing, and furnace processing, so as to assemble the other surface of the PCB.
The board detaching machine 102 sends the empty jig into the first reflow line (corresponding to A) through the empty jig of the second lifter, the empty jig is sent into the first lifter through the first reflow line (corresponding to A), and then sent into the second guide rail 101b of the second board planting machine, at this time, the manipulator 101c on the board planting machine 101 places the PCB on the jig 101f5Inner, pair releasing jig 101f5The secondary positioning is released, in the jig 101f5And assembling the PCB assembly to continue assembling the PCB, and circulating in sequence.
When the reflow material is mounted on only one side (i.e., the a-side or the B-side) of the PCB, the board detaching machine 102 feeds the reflow material through the PCB of the second lifter (corresponding to A, B).
It can be understood that when only any one side of the PCB is assembled, the reflow line (corresponding to A, B) conveys the PCB, when only two sides of the PCB are assembled simultaneously, the first reflow line (corresponding to A) conveys an empty jig, and the second reflow line (corresponding to B) conveys a combination of the PCB and the jig.
In some embodiments, in order to improve the performance of the streamlined body, a first rail 102a, a second rail 102b, a third rail 102c, and a fourth rail 102d may be disposed on the trigger 102.
The first track 102a, the second track 102b, the third track 102c and the fourth track 102d are radially disposed on the upper surface of the plate detaching machine 102.
Specifically, the assembly of the semi-finished PCB and the jig (i.e., the PCB having completed one-side assembly) fed by the STM wire body is fed into the second rail 102b or the third rail 102 c.
When the A or B surface of the PCB is mixed, the semi-finished PCB and the jig assembly fed by the STM wire body is fed into the second rail 102B.
When any one of the A surface and the B surface of the PCB is assembled, the assembly of the semi-finished PCB and the jig sent by the STM wire body is sent into the second rail 102B or the third rail 102 c.
In some embodiments, in order to improve the performance of the streamlined body, the first robot 102g may be disposed above the plate detaching machine 102, specifically, the first robot 102g may be disposed above the first rail 102a, the second rail 102b, and the third rail 102c, and it may be understood that the traverse stroke of the first robot 102g covers the first robot 102g, and the first rail 102a, the second rail 102b, and the third rail 102c are disposed.
Specifically, a second robot 102h is disposed above the third rail 102c and the fourth rail 102d, wherein a rotating mechanism 102u is disposed on one side of the first rail 102 a.
Specifically, when the front surface (corresponding to the a surface) and the back surface (corresponding to the B surface) of the PCB are assembled, the first robot 102g picks up the semi-finished PCB of the second rail 102B to the first rail 102a, and turns the semi-finished PCB 180 ° by the rotation mechanism 102 u.
The first manipulator 102g then picks up the semi-finished PCB after being turned 180 degrees to the third rail 102c, and implants the semi-finished PCB into the jig 101f of the third rail 102c5And then the semi-finished PCB jig assembly is sent to a second lifter through a transplanter, a second return wire (corresponding to B) is input through the second lifter and is conveyed to a first lifter, and the first lifter sends the semi-finished PCB jig assembly to a second board planting machine.
When the front and back surfaces of the PCB are assembled, the PCB is fed into the second rail 102b through the SMT wire body. The first manipulator 102g grabs the PCB of the second rail 102b to the first rail 102a, the first manipulator 102g grabs the PCB to the third rail 102c, and the second manipulator 102h grabs the PCB to the fourth rail 102d, and then sends the PCB to the material collecting box.
In some embodiments, in order to improve the stability of placing the PCB, a secondary positioning mechanism may be provided on the board-implanting machine 101 and the board-detaching machine 102, and is used for aligning the jig 101f5And (6) positioning.
Specifically, the secondary positioning mechanism includes a first secondary positioning mechanism 101e, a second secondary positioning mechanism (not shown in the figure), and a third secondary positioning mechanism 102f, wherein the first secondary positioning mechanism 101e is disposed on the upper surface of the first plate planting machine, specifically, the first secondary positioning mechanism 101e is disposed inside the first guide rail 101 a.
The second secondary positioning mechanism is arranged on the upper surface of the second plate planting machine, and particularly, the second secondary positioning mechanism is arranged on the inner side of the third guide rail.
Further, a third secondary positioning mechanism 102f is provided on the upper surface of the board detaching machine 102, specifically, the third secondary positioning mechanism 102f is provided inside the first rail 102 a.
While the present invention has been described with reference to the embodiments shown in the drawings, the present invention is not limited to the embodiments, which are illustrative and not restrictive, and it will be apparent to those skilled in the art that various changes and modifications can be made therein without departing from the spirit and scope of the invention as defined in the appended claims.
Claims (9)
1. The utility model provides a tool recurrent line body is installed and removed automatically to mixed paster of PCB board AB face which characterized in that possesses:
the first lifter is arranged at one end of the return wire and is used for conveying the jig sent by the return wire or the assembly of the PCB and the jig;
the plate implanting machine is arranged at the bottom side of the lifter and used for implanting the PCB into the jig conveyed by the lifter and sending the PCB into an SMT line body to assemble one surface of the PCB;
the board disassembling machine is arranged on the opposite side of the board implanting machine and used for acquiring the PCB board with one assembled side, overturning the PCB board for 180 degrees and positioning the PCB board and the corresponding jig;
the second lifter is arranged at the other end of the return line and arranged on one side of the board detaching machine, and the second lifter is used for lifting an empty jig or a combination of the PCB and the jig after being turned over by 180 degrees;
the empty jig or the assembly of the PCB and the jig is conveyed to the first lifter through the return line, and the empty jig or the assembly of the PCB and the jig is lowered to the plate planting machine by the first lifter;
and the plate implanting machine carries out secondary positioning on the PCB and the jig, and then implants the PCB into the empty jig.
2. The PCB AB surface hybrid patch automatic assembly and disassembly jig reflow line body of claim 1,
the return line is equipped with first return line and second return line, just first return line with second return line horizontal setting.
3. The PCB AB surface hybrid patch automatic assembly and disassembly jig reflow line body of claim 2,
the plate planting machine is provided with a first plate planting machine and a second plate planting machine,
the first plate planting machine is matched with the first return line through the first lifter,
the second plate planting machine is matched with the second return line for use through the first lifter,
the first elevator is a lowering elevator.
4. The PCB board AB surface hybrid patch automatic assembly and disassembly jig streamlined body of claim 3,
the first plate planting machine is provided with a first guide rail and a second guide rail, the first guide rail and the second guide rail are arranged on the upper surface of the first plate planting machine in the radial direction,
the second guide rail is matched with the first flow-back line for use,
the second plate planting machine is provided with a third guide rail and a fourth guide rail, the third guide rail and the fourth guide rail are arranged on the upper surface of the second plate planting machine in the radial direction,
the third guide rail is matched with the second return line for use.
5. The PCB AB surface hybrid patch automatic assembly and disassembly jig reflow line body of claim 4,
the plate detaching machine is provided with a first rail, a second rail, a third rail and a fourth rail,
the first rail, the second rail, the third rail and the fourth rail are arranged on the upper surface of the plate detaching machine in the radial direction,
the second lifter is a hoist lifter.
6. The PCB AB surface hybrid patch automatic assembly and disassembly jig reflow line body of claim 5,
a first manipulator is arranged above the first rail, the second rail and the third rail,
a second manipulator is arranged above the third rail and the fourth rail, wherein,
and a rotating mechanism is arranged on one side of the first track.
7. The PCB AB surface hybrid patch automatic assembly and disassembly jig reflow line body of claim 6,
when the front and the back of the PCB are assembled, the first manipulator grabs the semi-finished PCB of the second track to the first track, and the semi-finished PCB is turned for 180 degrees by the rotating mechanism,
the first mechanical arm then grabs the semi-finished PCB turned by 180 degrees to the third mechanical arm
A track, implanted into the jig of the third track, and input the second return wire to the first lifter through the second lifter,
and the first lifter sends the semi-finished product PCB and jig combination into the second board planting machine.
8. The PCB AB surface hybrid patch automatic assembly and disassembly jig reflow line body of claim 7,
when the front side and the back side of the PCB are assembled, the PCB is sent into the second rail through the SMT wire body,
the first manipulator grabs the PCB of the second track to the first track, the first manipulator grabs the PCB to the third track, and the second manipulator grabs the PCB to the fourth track.
9. The AB surface hybrid patch automatic assembly and disassembly jig reflow line body of the PCB board as claimed in any one of claims 4 to 8,
the first secondary positioning mechanism and the second secondary positioning mechanism are used for positioning the jig, the first secondary positioning mechanism is arranged on the upper surface of the first plate planting machine,
the second secondary positioning mechanism is arranged on the upper surface of the second plate planting machine,
the first secondary positioning mechanism is arranged on the inner side of the first guide rail,
the second secondary positioning mechanism is arranged on the inner side of the third guide rail.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011511246.7A CN112672540B (en) | 2020-12-18 | 2020-12-18 | Jig return line body is installed and removed automatically to mixed paster of PCB board AB face |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011511246.7A CN112672540B (en) | 2020-12-18 | 2020-12-18 | Jig return line body is installed and removed automatically to mixed paster of PCB board AB face |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112672540A CN112672540A (en) | 2021-04-16 |
| CN112672540B true CN112672540B (en) | 2022-05-27 |
Family
ID=75406256
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011511246.7A Active CN112672540B (en) | 2020-12-18 | 2020-12-18 | Jig return line body is installed and removed automatically to mixed paster of PCB board AB face |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112672540B (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113423258A (en) * | 2021-06-30 | 2021-09-21 | 珠海广浩捷科技股份有限公司 | Automatic assembling and disassembling machine for chip mounting jig |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5025910A (en) * | 1990-02-02 | 1991-06-25 | Curt G. Joa, Inc. | Rotary pad turner |
| CN101977484A (en) * | 2010-11-23 | 2011-02-16 | 南京熊猫电子制造有限公司 | PCB (Printed Circuit Board) production line combining manual in process processing and paster processing |
| CN103763866A (en) * | 2014-01-27 | 2014-04-30 | 苏州市启吴自动化科技有限公司 | Automatic PCB detaching, overturning and pasting integrated machine |
| CN205428772U (en) * | 2016-02-19 | 2016-08-03 | 荣旗工业科技(苏州)有限公司 | General assembly line |
| CN106879243A (en) * | 2017-03-31 | 2017-06-20 | 东莞市冠佳电子设备有限公司 | A kind of automatic assembly line of power supply adaptor |
| CN108040437A (en) * | 2018-01-09 | 2018-05-15 | 苏州市狮威电子有限公司 | A kind of two-sided patch typographies of SMT |
| CN209023789U (en) * | 2018-08-30 | 2019-06-25 | 深圳市恒湖科技有限公司 | Selectivity lifting tipper |
-
2020
- 2020-12-18 CN CN202011511246.7A patent/CN112672540B/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5025910A (en) * | 1990-02-02 | 1991-06-25 | Curt G. Joa, Inc. | Rotary pad turner |
| CN101977484A (en) * | 2010-11-23 | 2011-02-16 | 南京熊猫电子制造有限公司 | PCB (Printed Circuit Board) production line combining manual in process processing and paster processing |
| CN103763866A (en) * | 2014-01-27 | 2014-04-30 | 苏州市启吴自动化科技有限公司 | Automatic PCB detaching, overturning and pasting integrated machine |
| CN205428772U (en) * | 2016-02-19 | 2016-08-03 | 荣旗工业科技(苏州)有限公司 | General assembly line |
| CN106879243A (en) * | 2017-03-31 | 2017-06-20 | 东莞市冠佳电子设备有限公司 | A kind of automatic assembly line of power supply adaptor |
| CN108040437A (en) * | 2018-01-09 | 2018-05-15 | 苏州市狮威电子有限公司 | A kind of two-sided patch typographies of SMT |
| CN209023789U (en) * | 2018-08-30 | 2019-06-25 | 深圳市恒湖科技有限公司 | Selectivity lifting tipper |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112672540A (en) | 2021-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112672540B (en) | Jig return line body is installed and removed automatically to mixed paster of PCB board AB face | |
| CN209835009U (en) | Embedded automatic assembly line equipment of power | |
| CN112607414A (en) | Tear open and plant trigger | |
| CN117163604A (en) | Automatic feeding and discharging equipment and feeding and discharging method for PCB mechanical drilling machine | |
| CN112702849B (en) | Return line body of automatic clamping PCBA board in full-automatic tool of SMT paster line | |
| CN106816796A (en) | A kind of British connecting plug internal frame automatic riveting press | |
| CN111774316A (en) | Automatic press-in detection equipment for flange plate bearing | |
| CN108568691A (en) | One kind opening thick production and processing system automatically | |
| CN217317124U (en) | Automatic processing production line for cake wheel parts | |
| CN113333888B (en) | Automatic get PCB board equipment | |
| CN107671224B (en) | Linear intelligent squeeze riveter | |
| CN212517145U (en) | Battery string carrying device and battery piece series welding equipment | |
| CN108581471A (en) | Gear handball automatic assembling production line | |
| CN216710501U (en) | Cartridge clip type feeding mechanism | |
| CN113423258A (en) | Automatic assembling and disassembling machine for chip mounting jig | |
| CN214558819U (en) | Automatic assembling equipment | |
| CN113334411A (en) | Automatic tool equipment is gone into to dress PCBA board | |
| CN215395616U (en) | PCB punching device | |
| CN116634690B (en) | PCB (printed circuit board) disassembling and planting integrated machine | |
| CN216582542U (en) | Full-automatic spring capping machine of planting | |
| CN220484655U (en) | Full-automatic template robot loading and unloading device | |
| CN110740608A (en) | automatic installation equipment for PCB (printed circuit board) of small battery pack | |
| CN220410746U (en) | Caterpillar chassis assembly and engineering machinery production line | |
| CN220299771U (en) | Workpiece framing conveying line | |
| CN217349795U (en) | Automatic water gauge feeder |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |