CN112059674A - 一种可调式薄壁壳体减振夹紧装置及操作方法 - Google Patents
一种可调式薄壁壳体减振夹紧装置及操作方法 Download PDFInfo
- Publication number
- CN112059674A CN112059674A CN202010874296.5A CN202010874296A CN112059674A CN 112059674 A CN112059674 A CN 112059674A CN 202010874296 A CN202010874296 A CN 202010874296A CN 112059674 A CN112059674 A CN 112059674A
- Authority
- CN
- China
- Prior art keywords
- thin
- mandrel
- wall shell
- supporting wheel
- clamping device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/12—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for securing to a spindle in general
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B23/00—Tailstocks; Centres
- B23B23/04—Live centres
Abstract
本发明公开了一种可调式薄壁壳体减振夹紧装置及操作方法,夹紧装置包括芯轴及多个支撑轮,所述的芯轴的一端为与三爪卡盘中心孔配合的圆锥台结构;所述的多个支撑轮平行安装在芯轴上,支撑轮与芯轴同轴;所述的支撑轮的圆柱侧面上设有环形凹槽,凹槽内设有橡胶圈。本发明结构简单、紧凑,成本低,操作方便;本发明采用芯轴上的多个支撑轮对薄壁壳体的内壁进行支撑,对薄壁壳体径向定位,通过机床的尾顶对薄壁壳体轴向定位;夹持可靠性高,能够能高效率完成精车、精铣薄壁壳体外形特征;而且本发明的支撑轮能够在芯轴上调节位置,能方便的调至外形特征处进行支撑,支撑轮可以更换,方便不同型号的薄壁壳体的加工。
Description
技术领域
本发明属于薄壁工件加工技术领域,具体涉及一种可调式薄壁壳体减振夹紧装置及操作方法。
背景技术
薄壁壳体由于其刚性差的特点,车削加工时装夹会造成其变形,因此,难以达到加工精度,无法保证产品的加工质量。现有的薄壁壳体的加工夹具,虽然提高了薄壁壳体的加工精度,在一定程度上保证了产品的质量。然而对于大长径比、材料为超高强度钢,而且零件外形尺寸与外部零件孔、槽特征有较严格的角向关系和位置要求的薄壁壳体,零件相对刚度较低,加工工艺性差,淬火后硬度较大,在切削力、切削热、残余应力和夹紧力等因素共同作用下,易发生加工变形,不易控制加工精度。现有的薄壁壳体的加工夹具难以满足其加工要求。
发明内容
为了解决上述技术问题,本发明提供一种结构简单、紧凑,操作方便,能够提高大长径比、材料强度高的薄壁壳体的加工精度,保证产品质量的可调式薄壁壳体减振夹紧装置及操作方法。
本发明采用的技术方案是:一种可调式薄壁壳体减振夹紧装置,包括芯轴及多个支撑轮,所述的芯轴的一端为与三爪卡盘中心孔配合的圆锥台结构;所述的多个支撑轮平行安装在芯轴上,支撑轮与芯轴同轴;所述的支撑轮的圆柱侧面上设有环形凹槽,凹槽内设有橡胶圈。
上述的可调式薄壁壳体减振夹紧装置中,所述的芯轴为阶梯轴,芯轴分为卡盘拉紧部、支撑轮安装部及螺纹部,卡盘拉紧部和螺纹部分别位于芯轴的两端,卡盘拉紧部的直径大于支撑轮安装部和螺纹部的直径,多个支撑轮设置在支撑轮安装部,与支撑轮安装部间隙配合;相邻的支撑轮之间设有定位环;螺纹部安装有螺母;螺母与相邻的支撑轮之间设有定位环。
上述的可调式薄壁壳体减振夹紧装置中,所述的橡胶圈采用的是硅橡胶圈。
上述的可调式薄壁壳体减振夹紧装置中,所述三爪卡盘的卡爪上焊接有弧形板,弧形板与三爪卡盘同轴。
一种上述的可调式薄壁壳体减振夹紧装置的操作方法,包括如下步骤:
1)将芯轴的一端插装在机床的三爪卡盘中心孔内,并通过螺纹拉紧;
2)将薄壁壳体套在芯轴上,薄壁壳体的开口端朝向机床的三爪卡盘;并使得芯轴的另一端顶住薄壁壳体的底部;
3)采用尾顶顶住零件工艺台中心孔;
4)开启机床,找正薄壁壳体的待加工面后,开始加工薄壁壳体的外形特征。
上述的可调式薄壁壳体减振夹紧装置的操作方法,步骤2)中,调节三爪卡盘的卡爪,使得弧形板逐步涨紧薄壁壳体内孔的定位基准面,
与现有技术相比,本发明的有益效果是:
本发明结构简单、紧凑,成本低,操作方便;本发明采用芯轴上的多个支撑轮对薄壁壳体的内壁进行支撑,对薄壁壳体径向定位,通过机床的尾顶对薄壁壳体轴向定位;夹持可靠性高,能够能高效率完成精车、精铣薄壁壳体外形特征;而且本发明的支撑轮能够在芯轴上调节位置,能方便的调至外形特征处进行支撑,支撑轮可以更换,方便不同型号的薄壁壳体的加工;而且能保证大长径比、材料强度高的薄壁壳体的加工质量。
附图说明
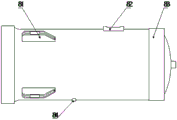
图1是本发明的可调式薄壁壳体减振夹紧装置的结构图。
图2是本发明的可调式薄壁壳体减振夹紧装置的立体图。
图3是本发明的定位环的结构图。
图4是本发明用于加工的薄壁壳体的结构图。
具体实施方式
下面结合附图对本发明做进一步的说明。
如图1-2所示,本发明的可调式薄壁壳体减振夹紧装置,包括芯轴3及多个支撑轮4,所述的芯轴3为阶梯轴,芯轴分为卡盘拉紧部、支撑轮安装部及螺纹部,卡盘拉紧部和螺纹部分别位于芯轴的两端,卡盘拉紧部的直径大于支撑轮安装部和螺纹部的直径,所述的芯轴3的卡盘拉紧部为与三爪卡盘1中心孔配合的圆锥台结构,能插装在三爪卡盘1中心孔固定。多个支撑轮4设置在支撑轮安装部,支撑轮4的中心孔与支撑轮安装部间隙配合,支撑轮4与芯轴3同轴。相邻的支撑轮4之间设有定位环5;螺纹部安装有螺母7;螺母7与相邻的支撑轮4之间设有定位环5。
支撑轮4与芯轴3采用装配式结构,采用定位环5定位,可以增减支撑轮4的数量,还可以根据待加工的外形特征的位置调节支撑轮4,使待加工的外形特征得到有效的支撑。而且装配式结构,可以更换支撑轮4,以用于不同尺寸的薄壁壳体的加工。所述的支撑轮4的圆柱侧面上设有环形的凹槽,凹槽内设有橡胶圈6,橡胶圈6采用的是硅橡胶圈。为了更好的对薄壁壳体定位,所述的三爪卡盘1的卡爪上焊接有弧形板2,弧形板2与三爪卡盘1同轴。
本发明的可调式薄壁壳体减振夹紧装置的操作方法,包括如下步骤:
1)将芯轴3的一端插装在机床的三爪卡盘1中心孔内,并通过螺纹拉紧,将芯轴3的卡盘拉紧部固定在三爪卡盘1上;
2)将薄壁壳体8套在芯轴2上,薄壁壳体8的开口端朝向机床的三爪卡盘1;并使得芯轴3的另一端顶住薄壁壳体8的底部;调节三爪卡盘1的卡爪,使得弧形板2逐步涨紧薄壁壳体内孔的定位基准面;
3)采用尾顶9顶住薄壁壳体8底部的工艺台中心孔;
4)开启机床,找正薄壁壳体8的待加工面81、待加工面82、待加工面83或待加工面84后,开始加工薄壁壳体的外形特征。
Claims (6)
1.一种可调式薄壁壳体减振夹紧装置,其特征是:包括芯轴及多个支撑轮,所述的芯轴的一端为与三爪卡盘中心孔配合的圆锥台结构;所述的多个支撑轮平行安装在芯轴上,支撑轮与芯轴同轴;所述的支撑轮的圆柱侧面上设有环形凹槽,凹槽内设有橡胶圈。
2.根据权利要求1所述的可调式薄壁壳体减振夹紧装置,其特征是:所述的芯轴为阶梯轴,芯轴分为卡盘拉紧部、支撑轮安装部及螺纹部,卡盘拉紧部和螺纹部分别位于芯轴的两端,卡盘拉紧部的直径大于支撑轮安装部和螺纹部的直径,多个支撑轮设置在支撑轮安装部,与支撑轮安装部间隙配合;相邻的支撑轮之间设有定位环;螺纹部安装有螺母;螺母与相邻的支撑轮之间设有定位环。
3.根据权利要求1所述的可调式薄壁壳体减振夹紧装置,其特征是:所述的橡胶圈采用的是硅橡胶圈。
4.根据权利要求1所述的可调式薄壁壳体减振夹紧装置,其特征是:所述三爪卡盘的卡爪上焊接有弧形板,弧形板与三爪卡盘同轴。
5.一种权利要求1-4中任一权利要求所述的可调式薄壁壳体减振夹紧装置的操作方法,包括如下步骤:
1)将芯轴的一端插装在机床的三爪卡盘中心孔内,并通过螺纹拉紧;
2)将薄壁壳体套在芯轴上,薄壁壳体的开口端朝向机床的三爪卡盘;并使得芯轴的另一端顶住薄壁壳体的底部;
3)采用尾顶顶住零件工艺台中心孔;
4)开启机床,找正薄壁壳体的待加工面后,开始加工薄壁壳体的外形特征。
6.根据权利要求5所述的可调式薄壁壳体减振夹紧装置的操作方法,步骤2)中,调节三爪卡盘的卡爪,使得弧形板逐步涨紧薄壁壳体内孔的定位基准面。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010874296.5A CN112059674A (zh) | 2020-08-27 | 2020-08-27 | 一种可调式薄壁壳体减振夹紧装置及操作方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010874296.5A CN112059674A (zh) | 2020-08-27 | 2020-08-27 | 一种可调式薄壁壳体减振夹紧装置及操作方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112059674A true CN112059674A (zh) | 2020-12-11 |
Family
ID=73658964
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010874296.5A Pending CN112059674A (zh) | 2020-08-27 | 2020-08-27 | 一种可调式薄壁壳体减振夹紧装置及操作方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112059674A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114310367A (zh) * | 2021-12-23 | 2022-04-12 | 上海新力动力设备研究所 | 一种大长径比薄壁壳体减振工装 |
-
2020
- 2020-08-27 CN CN202010874296.5A patent/CN112059674A/zh active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114310367A (zh) * | 2021-12-23 | 2022-04-12 | 上海新力动力设备研究所 | 一种大长径比薄壁壳体减振工装 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109396766B (zh) | 一种薄壁壳体加工工艺方法 | |
| CN104589099A (zh) | 一种用于环锥形薄壁零件立车加工的工装及其应用 | |
| CN201988972U (zh) | 薄壁套筒件车削夹具 | |
| CN207103885U (zh) | 一种内涨式夹具 | |
| CN106541290A (zh) | 一种用于薄壁件加工的圆周定位的机床夹具 | |
| CN113458433A (zh) | 一种用于大型薄壁圆筒外螺纹加工的夹持工装 | |
| CN203804344U (zh) | 无侧隙定心自动补偿定位装置 | |
| CN212240194U (zh) | 一种可调式薄壁壳体减振夹紧装置 | |
| CN112059674A (zh) | 一种可调式薄壁壳体减振夹紧装置及操作方法 | |
| CN109128885A (zh) | 薄壁筒形工件外圆车削装夹工装及装夹方法 | |
| CN209255878U (zh) | 一种用于管件加工的车床辅助夹具 | |
| CN108942343B (zh) | 一种空调压缩机曲轴偏心轴外圆新型夹具 | |
| CN216226989U (zh) | 一种可靠性好的花键内涨机床夹具 | |
| CN206169717U (zh) | 一种可快速装配的组合式芯轴 | |
| CN204954619U (zh) | 一种轴承内圈外圆磨削夹具定位装置 | |
| CN110682120B (zh) | 一种加工薄壁壳体类零件的定位支撑装置 | |
| CN110039261B (zh) | 一种弓形体零件的加工方法 | |
| CN2429294Y (zh) | 薄板车削加工夹具 | |
| CN114289749A (zh) | 加工偏心外圆车用夹具及夹持方法 | |
| CN1006862B (zh) | 组合芯轴 | |
| CN113118801A (zh) | 一种铜套零件加工专用夹具 | |
| CN106180783A (zh) | 细长薄壁金属管加工模具及模具、金属管加工方法 | |
| CN104759922A (zh) | 斜弯轴车削方法 | |
| CN220161326U (zh) | 一种电机壳加工用车床夹具 | |
| CN219541922U (zh) | 一种用于薄壁离合器毂内齿加工的插齿夹具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |