CN110654635A - 快递自动打包机和快递自动打包方法 - Google Patents
快递自动打包机和快递自动打包方法 Download PDFInfo
- Publication number
- CN110654635A CN110654635A CN201911059518.1A CN201911059518A CN110654635A CN 110654635 A CN110654635 A CN 110654635A CN 201911059518 A CN201911059518 A CN 201911059518A CN 110654635 A CN110654635 A CN 110654635A
- Authority
- CN
- China
- Prior art keywords
- box
- box body
- weighing
- closing
- rack
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/04—Applying separate sealing or securing members, e.g. clips
- B65B51/06—Applying adhesive tape
Abstract
本发明提供了一种快递自动打包机和一种快递自动打包方法,快递自动打包机包括:机架;出箱机构,固定于机架的顶端一侧;称重机构,固定于机架的中上部,称重机构包括配合设置的称重板和称重板舵机,称重板舵机固定于机架的中上部横杆上,称重机构还包括影像采集模块,影像采集模块固定于机架顶端横杆上,影像采集模块朝向称重板且处于称重板的正上方;箱体展开机构;合箱机构;传送机构;控制器,分别与出箱机构、称重机构、箱体展开机构、合箱机构、封箱机构、传送机构相连。通过本发明的技术方案,集成了称重、出箱、箱体展开、合箱、封箱以及传送的功能,自动化程度更高,而且实现了用不同规格的箱体去封装不同大小类型的物品。
Description
技术领域
本发明涉及包装机械技术领域,具体而言,涉及一种快递自动打包机和一种快递自动打包方法。
背景技术
随着电子商务的快速发展,商品的交易量越来越大,逐渐出现了自动包装设备,但是,现有的快递打包机,在进行快递打包的时候,仍然需要手动与自动相结合的方式,存在以下技术缺陷:
(1)稳定可靠性差,自动化程度较低,工作效率较低。
(2)难以实现自动称重和箱体选择,只能针对同一种规格的箱体进行操作,适应性较差。
发明内容
本发明旨在至少解决现有技术或相关技术中存在的技术问题之一。
为此,本发明的一个目的在于提供一种快递自动打包机。
本发明的另一个目的在于提供一种快递自动打包方法。
为了实现上述目的,本发明的技术方案提供了一种快递自动打包机,包括:机架;出箱机构,固定于机架的顶端一侧;称重机构,固定于机架的中上部,称重机构与出箱机构相邻设置,称重机构包括配合设置的称重板和称重板舵机,称重板舵机固定于机架的中上部横杆上,称重板固定于称重板舵机上,称重机构还包括影像采集模块,影像采集模块固定于机架顶端横杆上,影像采集模块朝向称重板且处于称重板的正上方;箱体展开机构,固定于机架的中下部,箱体展开机构与出箱机构配合设置,箱体展开机构与出箱机构的出箱口相对应,用于将从出箱口中出来的箱体进行展开;合箱机构,固定于机架的中下部,合箱机构与箱体展开机构配合设置,用于将箱体展开机构移动过来的已展开箱体进行封合;封箱机构,包括上下两组封箱装置,其中,上封箱装置固定于机架的中上部,上封箱装置的固定位置高度低于称重机构的固定位置高度,下封箱装置固定于机架的中下部,封箱机构与箱体展开机构、合箱机构配合设置,用于对封合后的箱体进行封胶;传送机构,固定于机架的底部,用于传送封胶后的箱体,传送机构包括:配合设置的夹箱器和夹箱器推杆电机,固定连接于机架上,夹箱器推杆电机的输出端与夹箱器固定连接;箱体传输带,固定连接于机架的底端一侧;储箱仓,与箱体传输带相连;控制器,分别与出箱机构、称重机构、箱体展开机构、合箱机构、封箱机构、传送机构相连。
本方案中,出箱机构、称重机构、箱体展开机构、合箱机构、封箱机构、传送机构等结构的设置相对比较紧凑,能有效提高快递自动打包的效率,而且这些机械结构与控制器的相互配合,提升了整个快递打包的自动化程度,箱体的展开过程稳定可靠,对机器的损耗较少,整体上提升了快递自动打包机的稳定可靠性,一定程度上降低了机器的故障率,延长了机器的使用寿命,而且,该快递自动打包机的生产成本较低,适合批量生产。
具体地,待打包物品放置到称重机构的称重板上进行待打包物品的称量,影像采集模块对待打包物品进行大小分析,并反馈给出箱机构,出箱机构根据影像采集模块反馈的待打包物品大小进行出箱,箱体展开机构将从出箱口中出来的箱体进行展开,合箱机构将从箱体展开机构移动过来的已展开箱体进行底面封合,承称重板舵机旋转使称重板倾斜,待打包物品滑落至箱体内,合箱机构对箱体进行顶面封合,封箱机构对封合后的箱体进行封胶,传送机构传送封胶后的箱体。
需要说明的是,这里的影像采集模块可以采用openMV机器视觉模块,具体地,以STM32F427CPU单片机为控制核心,集成了OV7725摄像头技术,摄像头可以对待打包物品进行影像采集,通过像素大小等机器视觉算法判断待打包物品大小进行分类,STM32F427CPU单片机按照待打包物品大小类别给出箱机构指令,出箱机构进行不同规格箱体的出箱操作。
优选地,出箱机构包括:折叠箱存储部,固定于机架的顶端一侧;弹性压箱板,固定于折叠箱存储部的侧壁内侧,用于挤压处于折叠状态的箱体;配合设置的出箱传送带和出箱传送带电机,设置于折叠箱存储部内,出箱传送带与弹性压箱板之间为被挤压的折叠状态箱体;出箱口,与出箱传送带相邻设置,出箱口位于出箱传输带与弹性压箱板之间,其中,出箱传送带电机带动出箱传送带转动进而将折叠状态箱体从出箱口带出。
本方案中,通过折叠箱存储部能够容纳存储折叠状态下的箱体,通过固定于折叠箱存储部的侧壁内侧的弹性压箱板,挤压处于折叠状态的箱体,一方面,随着箱体数量的减少,使得后面的箱体向出箱传送带方面移动,另一方面,在出箱传送带不运行的情况下,有效减少了箱体的自由降落等现象的发生,通过出箱传送带、出箱传送带电机、出箱口的相互配合,能够将折叠状态箱体从出箱口带出,而且基本保障了单个带出,有利于后续箱体展开等操作的实现,而且出箱稳定性和可靠性较高。
优选地,相邻设置两组出箱传送带和出箱传送带电机,将折叠箱存储部分为两个折叠箱存储空间;弹性压箱板为两组,分别设置于两个折叠箱存储空间的侧壁内侧,与出箱传送带相对应设置;两个出箱口,与弹性压箱板、出箱传送带配合设置,形成两套出箱组件,与两个折叠箱存储空间一一对应,用于折叠箱存储空间内箱体的出箱。
本方案中,通过设置两组出箱传送带和出箱传送带电机,将折叠箱存储部分为两个折叠箱存储空间,两组弹性压箱板、两个出箱口,形成了两套出箱组件,能够实现不同规格箱体的出箱操作,进而实现根据待打包物品的大小,出具不同规格的箱体,在同一快递自动打包机上实现多种大小类型的物品的自动打包,工作效率较高。
另外,这里还可以根据需要进行结构布局,设置多套出箱组件,实现更多规格箱体的出箱操作。
优选地,两个出箱口的宽度不同,出箱口的宽度与相应折叠箱存储空间内放置的折叠状态下单个箱体厚度相适应。
本方案中,出箱口的宽度与相应折叠箱存储空间内放置的折叠状态下单个箱体厚度相适应,这里的两个出箱口宽度不同,以适应两种不同规格的箱体的出箱,比如一个出箱口宽度为9mm,另一个出箱口宽度为6mm。
优选地,箱体展开机构包括相对设置的两个吸附装置,每个吸附装置包括配合设置的伸缩机构、横向移动机构和纵向移动机构,伸缩机构包括:配合设置的滚珠丝杠和光轴,通过支撑座固定于机架上;伸缩架固定滑块,套设于滚珠丝杠和光轴上,滚珠丝杠与展开机构电机相连,展开机构电机通过伸缩架固定滑块带动箱体展开机构整体移动;相对的两个伸缩架支撑板,分别记作第一伸缩架支撑板和第二伸缩架支撑板,第一伸缩架支撑板固定于伸缩架固定滑块侧面;内嵌销,卡合于伸缩架支撑板上的滑槽内,内嵌销与伸缩杆推杆电机相连,在伸缩杆推杆电机的带动下,内嵌销沿着伸缩架支撑板上的滑槽移动;伸缩杆,伸缩杆的两端与内嵌销转动连接,内嵌销带动伸缩杆移动,横向移动机构设置为上下两组,每组横向移动机构包括:横向滚珠丝杠,通过轴承座固定于横向滚珠丝杠支撑板上;横向滑块,套设于横向滚珠丝杠上;吸盘横向运动电机,与横向滚珠丝杠相连,吸盘横向运动电机带动横向滚珠丝杠旋转,横向滑块沿横向滚珠丝杠移动;吸盘,与横向滑块固定连接,纵向移动机构包括:纵向滚珠丝杠支撑板,与第二伸缩架支撑板固定连接;纵向滚珠丝杠,固定于纵向滚珠丝杠支撑板上;吸盘纵向运动电机,与纵向滚珠丝杠相连;纵向滑块,套设于纵向滚珠丝杠上,纵向滑块沿纵向滚珠丝杠上下移动,横向滚珠丝杠支撑板固定于纵向滑块上。
本方案中,箱体展开机构包括相对设置的两个吸附装置,每个吸附装置包括配合设置的伸缩机构、横向移动机构和纵向移动机构,横向移动机构和纵向移动机构能够实现箱体展开机构的横向和纵向移动,调整在箱体上的吸附位置,箱体的展开过程更加稳定可靠,对机器的损耗较少,使得机器的故障率降低,延长了机器的寿命。
具体地,展开机构电机转动,通过伸缩架固定滑块带动箱体展开机构整体横向移动,在吸盘横向移动电机的作用下,横向滚珠丝杠旋转,横向滑块沿着横向滚珠丝杠移动,调整吸盘横向间距,在吸盘纵向移动电机驱动下,纵向滑块带动横向滚珠丝杠支撑板沿着纵向滚珠丝杠移动,进而调整上下两组吸盘的纵向距离,通过吸盘横纵间距的调整,实现对不同规格箱体的平稳吸附,两个吸附装置吸附在箱体的两侧,伸缩杆在伸缩杆推杆电机的作用下伸缩,实现展箱动作,展开后的箱体随两个吸附装置移动至合箱工作区。
优选地,合箱机构包括:配合设置的上合箱刀舵机和下合箱刀舵机,固定于机架上;上合箱刀和下合箱刀,对应固定安装于上合箱刀舵机和下合箱刀舵机的输出端;配合设置的上合箱扇片舵机和下合箱扇片舵机,固定于横向滚珠丝杠支撑板上;上合箱扇片和下合箱扇片,对应与上合箱扇片舵机和下合箱扇片舵机的输出端相连。
本方案中,上合箱刀舵机带动上合箱刀转动一定角度完成对应的两个箱体页片的合箱动作,上合箱扇片舵机带动上合箱扇片转动完成对应的另外两个箱体页片的合箱动作,从而实现箱体顶面的合箱,同理,下合箱刀舵机带动下合箱刀转动一定角度完成对应的两个箱体页片的合箱动作,下合箱扇片舵机带动下合箱扇片转动完成对应的另外两个箱体页片的合箱动作,从而实现箱体底面的合箱,合箱稳定性较强,合箱效果较好,合箱的连贯性较好。
更为具体地,下合箱刀舵机带动下合箱刀转动一定角度完成对箱体底面两个页片的封合,然后下合箱扇片舵机带动下合箱扇片转动一定角度完成对箱体底面另外两个叶片的封合,待物品进入箱体后,上合箱刀舵机带动上合箱刀转动一定角度完成对箱体顶面两个页片的封合,然后,上合箱扇片舵机带动上合箱扇片转动一定角度完成对箱体顶面另外两个页片的封合,最后上合箱刀和下合箱刀在相应舵机带动下恢复到原来位置。
优选地,封箱机构包括上下两组封箱装置,分别用于上下箱口的封胶,封箱装置包括:配合设置的封箱器光轴和齿条,固定连接于机架上;封箱器,通过齿轮设置在齿条上,在齿轮和齿条的配合下,沿着齿条移动;封箱器驱动电机,与齿轮相连,用于驱动齿轮沿齿条移动,带动封箱器水平移动。
本方案中,通过上下两组封箱装置进行上下箱口的封胶,封箱装置由配合设置的封箱器光轴、齿条、封箱器和封箱器驱动电机等组成,装置简单,封箱效果较好,自动化程度高。
优选地,封箱器包括:封箱器本体;封箱器滑块,套设于封箱器光轴上,且与封箱器驱动电机通过U型支架相连;封箱器侧板,与封箱器滑块固定连接;封箱器转轴,封箱器转轴贯穿封箱器本体,且两端与封箱器侧板相连;配合设置的胶带滚筒和压胶带滚筒,设于封箱器本体内部;拉簧,拉簧的一端与工字型支架的顶架一端相连,拉簧的另一端与封箱器本体相连;割胶刀具,设于封箱器本体上,与压胶带滚筒配合设置。
更为具体地,在封箱之前,胶带滚筒上的胶带伸出一段,伸出胶带的非粘性面搭在压胶带滚筒上,在封箱器驱动电机的驱动下齿轮带动封箱器水平移动,当胶带粘性面接触箱体侧面时开始封箱,封箱器受箱体挤压绕封箱器转轴顺时针转动,拉簧处于受拉状态,同时,压胶带滚筒将胶带压覆在箱体上,随着封箱器继续水平移动,胶带不断被扯出贴敷在箱体上,完成上表面封装,封箱器继续前移脱离箱体上表面,压胶带滚筒随之将胶带贴于箱体另一端的侧面,当拉簧受拉到一定程度时,拉簧带动封箱器绕封箱器转轴逆时针转动,割胶刀具随之将胶带切断,完成上表面的封箱操作,箱体下表面的封箱操作由下封箱装置完成,原理及封箱过程与箱体上表面的封箱相同,在此不再赘述。
优选地,夹箱器包括:夹箱器支撑架,与夹箱器推杆电机的输出端固定连接;夹箱板,夹箱板的水平端内嵌于夹箱器支撑架的滑槽内;夹箱板伸缩架电机,固定于夹箱器支撑架上,夹箱板伸缩架电机的输出轴穿过夹箱器支撑架与夹箱板伸缩架的一端固定连接;夹箱板伸缩架的另一端与夹箱板的水平端固定连接。
本方案中,通过配合设置的夹箱器和夹箱器推杆电机,实现了封胶后的箱体的水平移动,能够将封胶后的箱体移动到箱体传输带上,通过箱体传输带,可以将箱体传送到储箱仓,进一步提升了快递打包的自动化程度。
更为具体地,在夹箱板伸缩架电机的驱动下,夹箱板沿着夹箱器支撑架的滑槽水平移动并夹紧箱体,夹箱器推杆电机将夹持的箱体推移一定距离后,夹箱板伸缩架电机反向转动,夹箱板松开箱体,箱体落在箱体传输带上,传送至储箱仓。
本发明的技术方案还提供了一种快递自动打包方法,适用于上述任一项技术方案提出的快递自动打包机,包括:称重放置于称重机构上的待打包物品并采集待打包物品影像进行大小分类;根据待打包物品的分类结果,控制出箱机构进行相对应的折叠状态箱体的出箱操作;当折叠状态箱体自出箱口出来后,箱体展开机构进行横向移动和纵向移动,调整吸盘的横纵间距,以适应折叠状态箱体;箱体展开机构的两组吸盘分别吸附在折叠状态箱体的两侧,吸盘所在的吸附装置移动展开箱体,吸附装置带动展开状态箱体移动至合箱工作区后,箱体展开机构恢复初始状态;合箱机构的下合箱刀舵机、下合箱刀、下合箱扇片舵机和下合箱扇片配合对展开状态箱体底面封合;称重机构的称重板舵机旋转使称重板倾斜,待打包物品滑落至展开状态箱体内,合箱机构的上合箱刀舵机、上合箱刀、上合箱扇片舵机和上合箱扇片配合对放入待打包物品的箱体顶面封合;封箱机构移动对封合后的箱体进行封胶;传送机构中的夹箱器夹紧箱体,在夹箱器推杆电机的推动下将箱体移动至箱体传输带,箱体传输带将箱体传送至储箱仓。
本方案中,通过机械结构和控制系统相互配合,不但实现了待打包物品的自动称重,而且实现了用不同规格的箱体去封装不同大小类型的物品,箱体的展开过程稳定可靠,对机器的损耗较少,使得机器的故障率降低,延长了机器的使用寿命,集成了称重、出箱、箱体展开、合箱、封箱以及传送的功能,自动化程度更高,适用范围更广,能够实现在同一机器中针对不同规格箱体进行操作。
通过以上技术方案,配合设置出箱机构、称重机构、箱体展开机构、合箱机构、封箱机构、传送机构、控制器等,机械结构和控制系统相互配合,实现了快递自动称重、打包,稳定可靠,机器占用空间较小,故障率较低,使用寿命较长,集成了称重、出箱、箱体展开、合箱、封箱以及传送的功能,自动化程度更高,适用范围更广,而且实现了用不同规格的箱体去封装不同大小类型的物品,能够实现在同一机器中针对不同规格箱体进行操作。
本发明的附加方面和优点将在下面的描述部分中给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
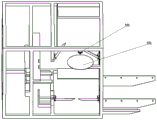
图1示出了根据本发明的一个实施例的快递自动打包机的结构示意图;
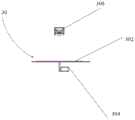
图2示出了图1中快递自动打包机的称重机构的结构示意图;
图3示出了图2中称重机构的部分结构示意图;
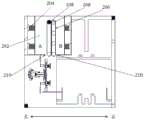
图4示出了图1中快递自动打包机的出箱机构的结构示意图;
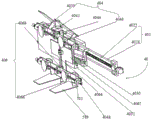
图5示出了图1中快递自动打包机的箱体展开机构的部分结构示意图;
图6示出了图1中快递自动打包机的箱体展开机构的部分结构示意图;
图7示出了图1中快递自动打包机的箱体展开机构的部分结构示意图;
图8示出了图1中快递自动打包机的合箱机构的部分结构示意图;
图9示出了图1中快递自动打包机的封箱机构的结构示意图;
图10示出了图9中封箱机构的部分结构示意图;
图11示出了图9中封箱机构的部分结构示意图;
图12示出了图1中快递自动打包机的传送机构的结构示意图;
图13示出了图12中传送机构的部分结构示意图,
其中,图1至图13中附图标记与部件之间的对应关系为:
10机架,20出箱机构,202折叠箱存储部,204弹性压箱板,206出箱传送带,208出箱传送带电机,210出箱口,30称重机构,302称重板,304称重板舵机,306影像采集模块,40箱体展开机构,402伸缩机构,4022滚珠丝杠,4024光轴,4026支撑座,4028伸缩架固定滑块,4029展开机构电机,4030第一伸缩架支撑板,4032第二伸缩架支撑板,4034内嵌销,4035伸缩杆推杆电机,4036伸缩杆,404横向移动机构,4042横向滚珠丝杠,4044轴承座,4046横向滑块,4048吸盘横向运动电机,4050吸盘,406纵向移动机构,4062纵向滚珠丝杠支撑板,4064纵向滚珠丝杠,4066吸盘纵向运动电机,4068纵向滑块,50合箱机构,502上合箱刀舵机504下合箱刀舵机,506上合箱刀,508下合箱刀,510上合箱扇片舵机,512下合箱扇片舵机,514上合箱扇片,516下合箱扇片,60封箱机构,602封箱器光轴,604齿条,605齿轮,606封箱器,6062封箱器本体,6064封箱器滑块,6066U型支架,6068封箱器侧板,6070封箱器转轴,6072胶带滚筒,6074压胶带滚筒,6076拉簧,6078工字型支架,6079割胶刀具,608封箱器驱动电机,70传送机构,702夹箱器,7022夹箱器支撑架,7024夹箱板,7026夹箱板伸缩架电机,7028夹箱板伸缩架,704夹箱器推杆电机,706箱体传输带,708储箱仓。
具体实施方式
为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和具体实施方式对本发明进行进一步的详细描述。需要说明的是,在不冲突的情况下,本申请的实施例及实施例中的特征可以相互组合。
在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用其他不同于在此描述的其他方式来实施,因此,本发明的保护范围并不受下面公开的具体实施例的限制。
下面结合图1至图13对根据本发明的实施例的快递自动打包机进行具体说明。
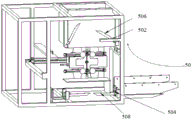
如图1至图3所示,根据本发明的实施例的快递自动打包机,包括:机架10;出箱机构20,固定于机架10的顶端一侧;称重机构30,固定于机架10的中上部,称重机构30与出箱机构20相邻设置,称重机构30包括配合设置的称重板302和称重板舵机304,称重板舵机304固定于机架10的中上部横杆上,称重板302固定于称重板舵机304上,称重机构30还包括影像采集模块306,影像采集模块306固定于机架10顶端横杆上,影像采集模块306朝向称重板302且处于称重板302的正上方;箱体展开机构40,固定于机架10的中下部,箱体展开机构40与出箱机构20配合设置,箱体展开机构40与出箱机构20的出箱口210相对应,用于将从出箱口210中出来的箱体进行展开;合箱机构50,固定于机架10的中下部,合箱机构50与箱体展开机构40配合设置,用于将箱体展开机构40移动过来的已展开箱体进行封合;封箱机构60,包括上下两组封箱装置,其中,上封箱装置固定于机架10的中上部,上封箱装置的固定位置高度低于称重机构30的固定位置高度,下封箱装置固定于机架10的中下部,封箱机构60与箱体展开机构40、合箱机构50配合设置,用于对封合后的箱体进行封胶;传送机构70,固定于机架10的底部,用于传送封胶后的箱体;控制器(图中未标出),分别与出箱机构20、称重机构30、箱体展开机构40、合箱机构50、封箱机构60、传送机构70相连。
本实施例中,出箱机构20、称重机构30、箱体展开机构40、合箱机构50、封箱机构60、传送机构70等结构的设置相对比较紧凑,能有效提高快递自动打包的效率,而且这些机械结构与控制器的相互配合,提升了整个快递打包的自动化程度,箱体的展开过程稳定可靠,对机器的损耗较少,整体上提升了快递自动打包机的稳定可靠性,一定程度上降低了机器的故障率,延长了机器的使用寿命,而且,该快递自动打包机的生产成本较低,适合批量生产。
具体地,待打包物品放置到称重机构30的称重板302上进行待打包物品的称量,影像采集模块306对待打包物品进行大小分析,并反馈给出箱机构20,出箱机构20根据影像采集模块306反馈的待打包物品大小进行出箱,箱体展开机构40将从出箱口210中出来的箱体进行展开,合箱机构50将从箱体展开机构40移动过来的已展开箱体进行底面封合,承称重板舵机304旋转使称重板302倾斜,待打包物品滑落至箱体内,合箱机构50对箱体进行顶面封合,封箱机构60对封合后的箱体进行封胶,传送机构70传送封胶后的箱体。
需要说明的是,这里的影像采集模块306可以采用openMV机器视觉模块,具体地,以STM32F427CPU单片机为控制核心,集成了OV7725摄像头技术,摄像头可以对待打包物品进行影像采集,通过像素大小等机器视觉算法判断待打包物品大小进行分类,STM32F427CPU单片机按照待打包物品大小类别给出箱机构20指令,出箱机构20进行不同规格箱体的出箱操作。
如图4所示,出箱机构20包括:折叠箱存储部202,固定于机架10的顶端一侧;弹性压箱板204,固定于折叠箱存储部202的侧壁内侧,用于挤压处于折叠状态的箱体;配合设置的出箱传送带206和出箱传送带电机208,设置于折叠箱存储部202内,出箱传送带206与弹性压箱板204之间为被挤压的折叠状态箱体;出箱口210,与出箱传送带206相邻设置,出箱口210位于出箱传输带与弹性压箱板204之间,其中,出箱传送带电机208带动出箱传送带206转动进而将折叠状态箱体从出箱口210带出。
本实施例中,通过折叠箱存储部202能够容纳存储折叠状态下的箱体,通过固定于折叠箱存储部202的侧壁内侧的弹性压箱板204,挤压处于折叠状态的箱体,一方面,随着箱体数量的减少,使得后面的箱体向出箱传送带206方面移动,另一方面,在出箱传送带206不运行的情况下,有效减少了箱体的自由降落等现象的发生,通过出箱传送带206、出箱传送带电机208、出箱口210的相互配合,能够将折叠状态箱体从出箱口210带出,而且基本保障了单个带出,有利于后续箱体展开等操作的实现,而且出箱稳定性和可靠性较高。
相邻设置两组出箱传送带206和出箱传送带电机208,将折叠箱存储部202分为两个折叠箱存储空间;弹性压箱板204为两组,分别设置于两个折叠箱存储空间的侧壁内侧,与出箱传送带206相对应设置;两个出箱口210,与弹性压箱板204、出箱传送带206配合设置,形成两套出箱组件,与两个折叠箱存储空间一一对应,用于折叠箱存储空间内箱体的出箱。
本实施例中,通过设置两组出箱传送带206和出箱传送带电机208,将折叠箱存储部202分为两个折叠箱存储空间,两组弹性压箱板204、两个出箱口210,形成了两套出箱组件,能够实现不同规格箱体的出箱操作,进而实现根据待打包物品的大小,出具不同规格的箱体,在同一快递自动打包机上实现多种大小类型的物品的自动打包,工作效率较高。
另外,这里还可以根据需要进行结构布局,设置多套出箱组件,实现更多规格箱体的出箱操作。
两个出箱口210的宽度不同,出箱口210的宽度与相应折叠箱存储空间内放置的折叠状态下单个箱体厚度相适应。
本实施例中,出箱口210的宽度与相应折叠箱存储空间内放置的折叠状态下单个箱体厚度相适应,这里的两个出箱口210宽度不同,以适应两种不同规格的箱体的出箱,比如一个出箱口210宽度为9mm,另一个出箱口210宽度为6mm。
如图5至图7所示,箱体展开机构40包括相对设置的两个吸附装置,每个吸附装置包括配合设置的伸缩机构402、横向移动机构404和纵向移动机构406,伸缩机构402包括:配合设置的滚珠丝杠4022和光轴4024,通过支撑座4026固定于机架10上;伸缩架固定滑块4028,套设于滚珠丝杠4022和光轴4024上,滚珠丝杠4022与展开机构电机4029相连,展开机构电机4029通过伸缩架固定滑块4028带动箱体展开机构40整体移动;相对的两个伸缩架支撑板,分别记作第一伸缩架支撑板4030和第二伸缩架支撑板4032,第一伸缩架支撑板4030固定于伸缩架固定滑块4028侧面;内嵌销4034,卡合于伸缩架支撑板上的滑槽内,内嵌销4034与伸缩杆推杆电机4035相连,在伸缩杆推杆电机4035的带动下,内嵌销4034沿着伸缩架支撑板上的滑槽移动;伸缩杆4036,伸缩杆4036的两端与内嵌销4034转动连接,内嵌销4034带动伸缩杆4036移动,横向移动机构404设置为上下两组,每组横向移动机构404包括:横向滚珠丝杠4042,通过轴承座4044固定于横向滚珠丝杠4042支撑板上;横向滑块4046,套设于横向滚珠丝杠4042上;吸盘横向运动电机4048,与横向滚珠丝杠4042相连,吸盘横向运动电机4048带动横向滚珠丝杠4042旋转,横向滑块4046沿横向滚珠丝杠4042移动;吸盘4050,与横向滑块4046固定连接,纵向移动机构406包括:纵向滚珠丝杠支撑板4062,与第二伸缩架支撑板4032固定连接;纵向滚珠丝杠4064,固定于纵向滚珠丝杠支撑板4062上;吸盘纵向运动电机4066,与纵向滚珠丝杠4064相连;纵向滑块4068,套设于纵向滚珠丝杠4064上,纵向滑块4068沿纵向滚珠丝杠4064上下移动,横向滚珠丝杠4042支撑板固定于纵向滑块4068上。
本实施例中,箱体展开机构40包括相对设置的两个吸附装置,每个吸附装置包括配合设置的伸缩机构402、横向移动机构404和纵向移动机构406,横向移动机构404和纵向移动机构406能够实现箱体展开机构40的横向和纵向移动,调整在箱体上的吸附位置,箱体的展开过程更加稳定可靠,对机器的损耗较少,使得机器的故障率降低,延长了机器的寿命。
具体地,展开机构电机4029转动,通过伸缩架固定滑块4028带动箱体展开机构40整体横向移动,在吸盘4050横向移动电机的作用下,横向滚珠丝杠4042旋转,横向滑块4046沿着横向滚珠丝杠4042移动,调整吸盘4050横向间距,在吸盘纵向移动电机4066驱动下,纵向滑块4068带动横向滚珠丝杠4042支撑板沿着纵向滚珠丝杠4064移动,进而调整上下两组吸盘4050的纵向距离,通过吸盘4050横纵间距的调整,实现对不同规格箱体的平稳吸附,两个吸附装置吸附在箱体的两侧,伸缩杆4036在伸缩杆推杆电机4035的作用下伸缩,实现展箱动作,展开后的箱体随两个吸附装置移动至合箱工作区。
如图5、图6和图8所示,合箱机构50包括:配合设置的上合箱刀舵机502和下合箱刀舵机504,固定于机架10上;上合箱刀506和下合箱刀508,对应固定安装于上合箱刀舵机502和下合箱刀舵机504的输出端;配合设置的上合箱扇片舵机510和下合箱扇片舵机512,固定于横向滚珠丝杠4042支撑板上;上合箱扇片514和下合箱扇片516,对应与上合箱扇片舵机510和下合箱扇片舵机512的输出端相连。
本实施例中,上合箱刀舵机502带动上合箱刀506转动一定角度完成对应的两个箱体页片的合箱动作,上合箱扇片舵机510带动上合箱扇片514转动完成对应的另外两个箱体页片的合箱动作,从而实现箱体顶面的合箱,同理,下合箱刀舵机504带动下合箱刀508转动一定角度完成对应的两个箱体页片的合箱动作,下合箱扇片舵机512带动下合箱扇片516转动完成对应的另外两个箱体页片的合箱动作,从而实现箱体底面的合箱,合箱稳定性较强,合箱效果较好,合箱的连贯性较好。
更为具体地,下合箱刀舵机504带动下合箱刀508转动一定角度完成对箱体底面两个页片的封合,然后下合箱扇片舵机512带动下合箱扇片516转动一定角度完成对箱体底面另外两个叶片的封合,待物品进入箱体后,上合箱刀舵机502带动上合箱刀506转动一定角度完成对箱体顶面两个页片的封合,然后,上合箱扇片舵机510带动上合箱扇片514转动一定角度完成对箱体顶面另外两个页片的封合,最后上合箱刀506和下合箱刀508在相应舵机带动下恢复到原来位置。
如图9至图11所示,封箱机构60包括上下两组封箱装置,分别用于上下箱口的封胶,封箱装置包括:配合设置的封箱器光轴602和齿条604,固定连接于机架10上;封箱器606,通过齿轮605设置在齿条604上,在齿轮605和齿条604的配合下,沿着齿条604移动;封箱器驱动电机608,与齿轮605相连,用于驱动齿轮605沿齿条604移动,带动封箱器606水平移动。
本实施例中,通过上下两组封箱装置进行上下箱口的封胶,封箱装置由配合设置的封箱器光轴602、齿条604、封箱器606和封箱器驱动电机608等组成,装置简单,封箱效果较好,自动化程度高。
如图10和图11所示,封箱器606包括:封箱器本体6062;封箱器滑块6064,套设于封箱器光轴602上,且与封箱器驱动电机608通过U型支架6066相连;封箱器侧板6068,与封箱器滑块6064固定连接;封箱器转轴6070,封箱器转轴6070贯穿封箱器本体6062,且两端与封箱器侧板6068相连;配合设置的胶带滚筒6072和压胶带滚筒6074,设于封箱器本体6062内部;拉簧6076,拉簧6076的一端与工字型支架6078的顶架一端相连,拉簧6076的另一端与封箱器本体6062相连;割胶刀具6079,设于封箱器本体6062上,与压胶带滚筒6074配合设置。
更为具体地,在封箱之前,胶带滚筒6072上的胶带伸出一段,伸出胶带的非粘性面搭在压胶带滚筒6074上,在封箱器驱动电机608的驱动下齿轮605带动封箱器606水平移动,当胶带粘性面接触箱体侧面时开始封箱,封箱器606受箱体挤压绕封箱器转轴6070顺时针转动,拉簧6076处于受拉状态,同时,压胶带滚筒6074将胶带压覆在箱体上,随着封箱器606继续水平移动,胶带不断被扯出贴敷在箱体上,完成上表面封装,封箱器606继续前移脱离箱体上表面,压胶带滚筒6074随之将胶带贴于箱体另一端的侧面,当拉簧6076受拉到一定程度时,拉簧6076带动封箱器606绕封箱器转轴6070逆时针转动,割胶刀具6079随之将胶带切断,完成上表面的封箱操作,箱体下表面的封箱操作由下封箱装置完成,原理及封箱过程与箱体上表面的封箱相同,在此不再赘述。
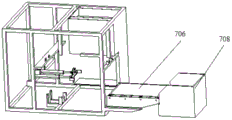
如图12和图13所示,传送机构70包括:配合设置的夹箱器702和夹箱器推杆电机704,固定连接于机架10上,夹箱器推杆电机704的输出端与夹箱器702固定连接;箱体传输带706,固定连接于机架10的底端一侧;储箱仓708,与箱体传输带706相连,夹箱器702包括:夹箱器支撑架7022,与夹箱器推杆电机704的输出端固定连接;夹箱板7024,夹箱板7024的水平端内嵌于夹箱器支撑架7022的滑槽内;夹箱板伸缩架电机7026,固定于夹箱器支撑架7022上,夹箱板伸缩架电机7026的输出轴穿过夹箱器支撑架7022与夹箱板伸缩架7028的一端固定连接;夹箱板伸缩架7028的另一端与夹箱板7024的水平端固定连接。
本实施例中,通过配合设置的夹箱器702和夹箱器推杆电机704,实现了封胶后的箱体的水平移动,能够将封胶后的箱体移动到箱体传输带706上,通过箱体传输带706,可以将箱体传送到储箱仓708,进一步提升了快递打包的自动化程度。
更为具体地,在夹箱板伸缩架电机7026的驱动下,夹箱板7024沿着夹箱器支撑架7022的滑槽水平移动并夹紧箱体,夹箱器推杆电机704将夹持的箱体推移一定距离后,夹箱板伸缩架电机7026反向转动,夹箱板7024松开箱体,箱体落在箱体传输带706上,传送至储箱仓708。
本发明提出的快递自动打包机的工作过程如下:
待打包物品放置到称重机构30的称重板302上通过压力传感器对物品完成称量,影像采集模块306完成对物品大小的分析反馈给出箱机构20,出箱传送带电机208A带动出箱传送带206A转动,出箱传送带206A带动A型纸箱通过左出箱口210,或者出箱传送带电机208B带动出箱传送带206B转动,出箱传送带206B带动B型纸箱通过右出箱口210,箱体展开机构40工作,展开机构电机4029转动,通过伸缩架固定滑块4028带动箱体展开机构40整体横向移动,在吸盘横向移动电机4048的作用下,横向滚珠丝杠4042旋转,横向滑块4046沿着横向滚珠丝杠4042移动,调整吸盘4050横向间距,在吸盘纵向移动电机4066驱动下,纵向滑块4068带动横向滚珠丝杠4042支撑板沿着纵向滚珠丝杠4064移动,进而调整上下两组吸盘4050的纵向距离,通过吸盘4050横纵间距的调整,实现对不同规格箱体的平稳吸附。两个吸附装置吸附在箱体的两侧,伸缩杆4036在伸缩杆推杆电机4035的作用下伸缩,实现展箱动作,展开后的箱体随两个吸附装置移动至合箱工作区,合箱机构50开始工作,下合箱刀舵机504带动下合箱刀508转动一定角度完成对箱体底面两个页片的封合,然后下合箱扇片舵机512带动下合箱扇片516转动一定角度完成对箱体底面另外两个叶片的封合,然后称重板舵机304顺时针旋转90度,使称重板302倾斜,物品滑落至箱体,待物品进入箱体后,上合箱刀舵机502带动上合箱刀506转动一定角度完成对箱体顶面两个页片的封合,然后,上合箱扇片舵机510带动上合箱扇片514转动一定角度完成对箱体顶面另外两个页片的封合,最后上合箱刀506和下合箱刀508在相应舵机带动下恢复到原来位置。随后封箱机构60开始工作,不封箱时胶带滚筒6072上的胶带伸出一段,伸出胶带的非粘性面搭在压胶带滚筒6074上,在封箱器驱动电机608的驱动下齿轮605带动封箱器606水平移动,当胶带粘性面接触箱体侧面时开始封箱,封箱器606受箱体挤压绕封箱器转轴6070顺时针转动,拉簧6076处于受拉状态,同时,压胶带滚筒6074将胶带压覆在箱体上,随着封箱器606继续水平移动,胶带不断被扯出贴敷在箱体上,完成上表面封装,封箱器606继续前移脱离箱体上表面,压胶带滚筒6074随之将胶带贴于箱体另一端的侧面,当拉簧6076受拉到一定程度时,拉簧6076带动封箱器606绕封箱器转轴6070逆时针转动,割胶刀具6079随之将胶带切断,完成上表面封箱操作,同时,同理完成下表面封箱操作。然后传送机构70开始工作,夹箱器推杆电机704将夹箱器702推至合适位置,在夹箱板伸缩架电机7026的驱动下,夹箱板7024沿着夹箱器支撑架7022的滑槽水平移动并夹紧箱体,夹箱器推杆电机704将夹持的箱体推移一定距离后,夹箱板伸缩架电机7026反向转动,夹箱板7024松开箱体,箱体落在箱体传输带706上,传送至储箱仓708。
根据本发明的实施例的快递自动打包方法,适用于上述任一实施例提出的快递自动打包机,包括:
称重放置于称重机构上的待打包物品并采集待打包物品影像进行大小分类;根据待打包物品的分类结果,控制出箱机构进行相对应的折叠状态箱体的出箱操作;当折叠状态箱体自出箱口出来后,箱体展开机构进行横向移动和纵向移动,调整吸盘的横纵间距,以适应折叠状态箱体;箱体展开机构的两组吸盘分别吸附在折叠状态箱体的两侧,吸盘所在的吸附装置移动展开箱体,吸附装置带动展开状态箱体移动至合箱工作区后,箱体展开机构恢复初始状态;合箱机构的下合箱刀舵机、下合箱刀、下合箱扇片舵机和下合箱扇片配合对展开状态箱体底面封合;称重机构的称重板舵机旋转使称重板倾斜,待打包物品滑落至展开状态箱体内,合箱机构的上合箱刀舵机、上合箱刀、上合箱扇片舵机和上合箱扇片配合对放入待打包物品的箱体顶面封合;封箱机构移动对封合后的箱体进行封胶;传送机构中的夹箱器夹紧箱体,在夹箱器推杆电机的推动下将箱体移动至箱体传输带,箱体传输带将箱体传送至储箱仓。
本实施例中,通过机械结构和控制系统相互配合,不但实现了待打包物品的自动称重,而且实现了用不同规格的箱体去封装不同大小类型的物品,箱体的展开过程稳定可靠,对机器的损耗较少,使得机器的故障率降低,延长了机器的使用寿命,集成了称重、出箱、箱体展开、合箱、封箱以及传送的功能,自动化程度更高,适用范围更广,能够实现在同一机器中针对不同规格箱体进行操作。
以上结合附图详细说明了本发明的技术方案,本发明提出了一种快递自动打包机和一种快递自动打包方法,通过配合设置出箱机构、称重机构、箱体展开机构、合箱机构、封箱机构、传送机构、控制器等,机械结构和控制系统相互配合,实现了快递自动称重、打包,稳定可靠,机器占用空间较小,故障率较低,使用寿命较长,集成了称重、出箱、箱体展开、合箱、封箱以及传送的功能,自动化程度更高,适用范围更广,而且实现了用不同规格的箱体去封装不同大小类型的物品,能够实现在同一机器中针对不同规格箱体进行操作。
在本发明中,术语“第一”、“第二”、“第三”仅用于描述的目的,而不能理解为指示或暗示相对重要性;术语“多个”则指两个或两个以上,除非另有明确的限定。术语“安装”、“相连”、“连接”、“固定”等术语均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接;“相连”可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
本发明的描述中,需要理解的是,术语“上”、“下”、“左”、“右”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或单元必须具有特定的方向、以特定的方位构造和操作,因此,不能理解为对本发明的限制。
在本说明书的描述中,术语“一个实施例”、“一些实施例”、“具体实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或实例。而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
Claims (10)
1.一种快递自动打包机,其特征在于,包括:
机架;
出箱机构,固定于所述机架的顶端一侧;
称重机构,固定于所述机架的中上部,所述称重机构与所述出箱机构相邻设置,所述称重机构包括配合设置的称重板和称重板舵机,所述称重板舵机固定于所述机架的中上部横杆上,所述称重板固定于所述称重板舵机上,所述称重机构还包括影像采集模块,所述影像采集模块固定于所述机架顶端横杆上,所述影像采集模块朝向所述称重板且处于所述称重板的正上方;
箱体展开机构,固定于所述机架的中下部,所述箱体展开机构与所述出箱机构配合设置,所述箱体展开机构与所述出箱机构的出箱口相对应,用于将从出箱口中出来的箱体进行展开;
合箱机构,固定于所述机架的中下部,所述合箱机构与所述箱体展开机构配合设置,用于将所述箱体展开机构移动过来的已展开箱体进行封合;
封箱机构,包括上下两组封箱装置,其中,上封箱装置固定于所述机架的中上部,所述上封箱装置的固定位置高度低于所述称重机构的固定位置高度,所述下封箱装置固定于所述机架的中下部,所述封箱机构与所述箱体展开机构、所述合箱机构配合设置,用于对封合后的箱体进行封胶;
传送机构,固定于所述机架的底部,用于传送封胶后的箱体,所述传送机构包括:配合设置的夹箱器和夹箱器推杆电机,固定连接于所述机架上,所述夹箱器推杆电机的输出端与所述夹箱器固定连接;箱体传输带,固定连接于所述机架的底端一侧;储箱仓,与所述箱体传输带相连;
控制器,分别与所述出箱机构、所述称重机构、所述箱体展开机构、所述合箱机构、所述封箱机构、所述传送机构相连,
其中,待打包物品放置到所述称重机构的所述称重板上进行待打包物品的称量,所述影像采集模块对待打包物品进行大小分析,并反馈给所述出箱机构,所述出箱机构根据所述影像采集模块反馈的待打包物品大小进行出箱,所述箱体展开机构将从出箱口中出来的箱体进行展开,所述合箱机构将从所述箱体展开机构移动过来的已展开箱体进行底面封合,所述称重板舵机旋转使所述称重板倾斜,待打包物品滑落至箱体内,所述合箱机构对箱体进行顶面封合,所述封箱机构对封合后的箱体进行封胶,所述传送机构传送封胶后的箱体。
2.根据权利要求1所述的快递自动打包机,其特征在于,所述出箱机构包括:
折叠箱存储部,固定于所述机架的顶端一侧;
弹性压箱板,固定于所述折叠箱存储部的侧壁内侧,用于挤压处于折叠状态的箱体;
配合设置的出箱传送带和出箱传送带电机,设置于所述折叠箱存储部内,所述出箱传送带与所述弹性压箱板之间为被挤压的折叠状态箱体;
出箱口,与所述出箱传送带相邻设置,所述出箱口位于所述出箱传输带与所述弹性压箱板之间,
其中,所述出箱传送带电机带动所述出箱传送带转动进而将折叠状态箱体从所述出箱口带出。
3.根据权利要求2所述的快递自动打包机,其特征在于,
相邻设置两组所述出箱传送带和所述出箱传送带电机,将所述折叠箱存储部分为两个折叠箱存储空间;
所述弹性压箱板为两组,分别设置于两个折叠箱存储空间的侧壁内侧,与所述出箱传送带相对应设置;
两个所述出箱口,与所述弹性压箱板、所述出箱传送带配合设置,形成两套出箱组件,与两个所述折叠箱存储空间一一对应,用于折叠箱存储空间内箱体的出箱。
4.根据权利要求3所述的快递自动打包机,其特征在于,
两个所述出箱口的宽度不同,所述出箱口的宽度与相应所述折叠箱存储空间内放置的折叠状态下单个箱体厚度相适应。
5.根据权利要求4所述的快递自动打包机,其特征在于,
所述箱体展开机构包括相对设置的两个吸附装置,每个所述吸附装置包括配合设置的伸缩机构、横向移动机构和纵向移动机构,
所述伸缩机构包括:
配合设置的滚珠丝杠和光轴,通过支撑座固定于所述机架上;
伸缩架固定滑块,套设于所述滚珠丝杠和所述光轴上,所述滚珠丝杠与展开机构电机相连,所述展开机构电机通过所述伸缩架固定滑块带动所述箱体展开机构整体移动;
相对的两个伸缩架支撑板,分别记作第一伸缩架支撑板和第二伸缩架支撑板,所述第一伸缩架支撑板固定于所述伸缩架固定滑块侧面;
内嵌销,卡合于所述伸缩架支撑板上的滑槽内,所述内嵌销与伸缩杆推杆电机相连,在所述伸缩杆推杆电机的带动下,所述内嵌销沿着所述伸缩架支撑板上的滑槽移动;
伸缩杆,所述伸缩杆的两端与所述内嵌销转动连接,所述内嵌销带动所述伸缩杆移动,
所述横向移动机构设置为上下两组,每组所述横向移动机构包括:
横向滚珠丝杠,通过轴承座固定于横向滚珠丝杠支撑板上;
横向滑块,套设于所述横向滚珠丝杠上;
吸盘横向运动电机,与所述横向滚珠丝杠相连,所述吸盘横向运动电机带动所述横向滚珠丝杠旋转,所述横向滑块沿所述横向滚珠丝杠移动;
吸盘,与所述横向滑块固定连接,
所述纵向移动机构包括:
纵向滚珠丝杠支撑板,与所述第二伸缩架支撑板固定连接;
纵向滚珠丝杠,固定于所述纵向滚珠丝杠支撑板上;
吸盘纵向运动电机,与所述纵向滚珠丝杠相连;
纵向滑块,套设于所述纵向滚珠丝杠上,所述纵向滑块沿所述纵向滚珠丝杠上下移动,所述横向滚珠丝杠支撑板固定于所述纵向滑块上。
6.根据权利要求5所述的快递自动打包机,其特征在于,所述合箱机构包括:
配合设置的上合箱刀舵机和下合箱刀舵机,固定于所述机架上;
上合箱刀和下合箱刀,对应固定安装于所述上合箱刀舵机和所述下合箱刀舵机的输出端;
配合设置的上合箱扇片舵机和下合箱扇片舵机,固定于所述横向滚珠丝杠支撑板上;
上合箱扇片和下合箱扇片,对应与所述上合箱扇片舵机和所述下合箱扇片舵机的输出端相连。
7.根据权利要求6所述的快递自动打包机,其特征在于,所述封箱机构包括上下两组封箱装置,分别用于上下箱口的封胶,所述封箱装置包括:
配合设置的封箱器光轴和齿条,固定连接于所述机架上;
封箱器,通过齿轮设置在所述齿条上,在齿轮和齿条的配合下,沿着所述齿条移动;
封箱器驱动电机,与所述齿轮相连,用于驱动所述齿轮沿所述齿条移动,带动所述封箱器水平移动。
8.根据权利要求7所述的快递自动打包机,其特征在于,所述封箱器包括:
封箱器本体;
封箱器滑块,套设于所述封箱器光轴上,且与所述封箱器驱动电机通过U型支架相连;
封箱器侧板,与所述封箱器滑块固定连接;
封箱器转轴,所述封箱器转轴贯穿所述封箱器本体,且两端与封箱器侧板相连;
配合设置的胶带滚筒和压胶带滚筒,设于所述封箱器本体内部;
拉簧,所述拉簧的一端与所述工字型支架的顶架一端相连,所述拉簧的另一端与所述封箱器本体相连;
割胶刀具,设于所述封箱器本体上,与所述压胶带滚筒配合设置。
9.根据权利要求1所述的快递自动打包机,其特征在于,所述夹箱器包括:
夹箱器支撑架,与所述夹箱器推杆电机的输出端固定连接;
夹箱板,所述夹箱板的水平端内嵌于所述夹箱器支撑架的滑槽内;
夹箱板伸缩架电机,固定于所述夹箱器支撑架上,所述夹箱板伸缩架电机的输出轴穿过所述夹箱器支撑架与夹箱板伸缩架的一端固定连接;
所述夹箱板伸缩架的另一端与所述夹箱板的水平端固定连接。
10.一种快递自动打包方法,适用于权利要求1至9中任一项所述的快递自动打包机,其特征在于,包括:
称重放置于称重机构上的待打包物品并采集所述待打包物品影像进行大小分类;
根据所述待打包物品的分类结果,控制出箱机构进行相对应的折叠状态箱体的出箱操作;
当折叠状态箱体自出箱口出来后,箱体展开机构进行横向移动和纵向移动,调整吸盘的横纵间距,以适应所述折叠状态箱体;
所述箱体展开机构的两组吸盘分别吸附在所述折叠状态箱体的两侧,所述吸盘所在的吸附装置移动展开箱体,所述吸附装置带动展开状态箱体移动至合箱工作区后,所述箱体展开机构恢复初始状态;
合箱机构的下合箱刀舵机、下合箱刀、下合箱扇片舵机和下合箱扇片配合对所述展开状态箱体底面封合;
所述称重机构的称重板舵机旋转使称重板倾斜,所述待打包物品滑落至所述展开状态箱体内,所述合箱机构的上合箱刀舵机、上合箱刀、上合箱扇片舵机和上合箱扇片配合对放入所述待打包物品的箱体顶面封合;
封箱机构移动对封合后的箱体进行封胶;
传送机构中的夹箱器夹紧箱体,在夹箱器推杆电机的推动下将箱体移动至箱体传输带,所述箱体传输带将箱体传送至储箱仓。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911059518.1A CN110654635A (zh) | 2019-11-01 | 2019-11-01 | 快递自动打包机和快递自动打包方法 |
| PCT/CN2020/123078 WO2021083035A1 (zh) | 2019-11-01 | 2020-10-23 | 快递自动打包机和快递自动打包方法 |
| ZA2020/07322A ZA202007322B (en) | 2019-11-01 | 2020-11-24 | Automatic packing machine for express delivery and automatic packing method for express delivery |
| US17/106,117 US11383862B2 (en) | 2019-11-01 | 2020-11-29 | Automatic packing machine for express delivery and automatic packing method for express delivery |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911059518.1A CN110654635A (zh) | 2019-11-01 | 2019-11-01 | 快递自动打包机和快递自动打包方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN110654635A true CN110654635A (zh) | 2020-01-07 |
Family
ID=69042590
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911059518.1A Withdrawn CN110654635A (zh) | 2019-11-01 | 2019-11-01 | 快递自动打包机和快递自动打包方法 |
Country Status (3)
| Country | Link |
|---|---|
| CN (1) | CN110654635A (zh) |
| WO (1) | WO2021083035A1 (zh) |
| ZA (1) | ZA202007322B (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111532516A (zh) * | 2020-05-26 | 2020-08-14 | 平湖市聚顶包装有限公司 | 一种识别不同体积的快递包装装置 |
| WO2021083035A1 (zh) * | 2019-11-01 | 2021-05-06 | 滨州学院 | 快递自动打包机和快递自动打包方法 |
| CN114056677A (zh) * | 2021-11-04 | 2022-02-18 | 广东粤辉科技股份有限公司 | 一种胶带自动封箱打包机 |
| US11383862B2 (en) * | 2019-11-01 | 2022-07-12 | Binzhou University | Automatic packing machine for express delivery and automatic packing method for express delivery |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101293533B1 (ko) * | 2012-12-05 | 2013-08-07 | 이성 주식회사 | 랜덤 제함 장치 및 이를 이용한 제함방법 |
| CN105947303B (zh) * | 2016-07-01 | 2018-07-17 | 青岛科技大学 | 多型号快递纸箱自动打包设备 |
| CN206599037U (zh) * | 2017-02-09 | 2017-10-31 | 宁波工程学院 | 一种多规格快递箱包装一体机 |
| CN206664992U (zh) * | 2017-03-17 | 2017-11-24 | 河南科技大学 | 一种智能化纸箱封装机 |
| CN108891698A (zh) * | 2018-07-13 | 2018-11-27 | 武汉智能装备工业技术研究院有限公司 | 一种面向电商的智能选箱装箱流水线系统 |
| CN110217440B (zh) * | 2019-05-21 | 2024-02-13 | 河南科技大学 | 一种针对胶带式纸箱的低廉高效成型包装机 |
| CN110654635A (zh) * | 2019-11-01 | 2020-01-07 | 滨州学院 | 快递自动打包机和快递自动打包方法 |
| CN210853179U (zh) * | 2019-11-01 | 2020-06-26 | 滨州学院 | 快递自动打包机 |
-
2019
- 2019-11-01 CN CN201911059518.1A patent/CN110654635A/zh not_active Withdrawn
-
2020
- 2020-10-23 WO PCT/CN2020/123078 patent/WO2021083035A1/zh active Application Filing
- 2020-11-24 ZA ZA2020/07322A patent/ZA202007322B/en unknown
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021083035A1 (zh) * | 2019-11-01 | 2021-05-06 | 滨州学院 | 快递自动打包机和快递自动打包方法 |
| US11383862B2 (en) * | 2019-11-01 | 2022-07-12 | Binzhou University | Automatic packing machine for express delivery and automatic packing method for express delivery |
| CN111532516A (zh) * | 2020-05-26 | 2020-08-14 | 平湖市聚顶包装有限公司 | 一种识别不同体积的快递包装装置 |
| CN111532516B (zh) * | 2020-05-26 | 2021-05-14 | 绍兴市寅川软件开发有限公司 | 一种识别不同体积的快递包装装置 |
| CN114056677A (zh) * | 2021-11-04 | 2022-02-18 | 广东粤辉科技股份有限公司 | 一种胶带自动封箱打包机 |
| CN114056677B (zh) * | 2021-11-04 | 2023-06-13 | 广东粤辉科技股份有限公司 | 一种胶带自动封箱打包机 |
Also Published As
| Publication number | Publication date |
|---|---|
| ZA202007322B (en) | 2021-03-31 |
| WO2021083035A1 (zh) | 2021-05-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110654635A (zh) | 快递自动打包机和快递自动打包方法 | |
| CN210853179U (zh) | 快递自动打包机 | |
| US11383862B2 (en) | Automatic packing machine for express delivery and automatic packing method for express delivery | |
| NZ337613A (en) | Packaging device for objects or stacks of objects with lower mechanism having four corner modules with folding plates being adjustable in plan area and being rotatable about a vertical axis | |
| CN111619874A (zh) | 一种纸质包装盒成型装置及成型工艺 | |
| CN111891458A (zh) | 一种新型蜘蛛手装箱机 | |
| US20020170271A1 (en) | Horizontal cartoner system and method for the use thereof | |
| CN210338481U (zh) | 一种自动装箱机 | |
| CN114590425A (zh) | 一种小麦粉自动装袋机 | |
| CN212244036U (zh) | 一种纸质包装盒成型装置 | |
| CN113942233A (zh) | 带柔软垫层的袋装弹簧串的制造设备及制造方法 | |
| CN210853180U (zh) | 快递自动打包机 | |
| CN110606246A (zh) | 一种中支烟一对一封箱机 | |
| CN114852425B (zh) | 一种全自动纸箱开装封一体设备 | |
| CN110902027A (zh) | 自动包装机 | |
| CN207450400U (zh) | 自动包装机的装料机构 | |
| JP4472983B2 (ja) | 箱詰装置 | |
| CN210942616U (zh) | 一种中支烟一对一封箱机 | |
| CN115043049A (zh) | 一种一次性手套折叠包装机 | |
| CN211869843U (zh) | 一种开箱机 | |
| CN2295678Y (zh) | 全尺寸布匹包装胶膜端口封切机 | |
| CN207450448U (zh) | 自动包装机的切边机构 | |
| CN218617447U (zh) | 一种异形包装伺服开箱机 | |
| CN216234810U (zh) | 一种金刚石切片自动包装线 | |
| CN215323346U (zh) | 连续化粒装农药分装设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WW01 | Invention patent application withdrawn after publication |
Application publication date: 20200107 |
|
| WW01 | Invention patent application withdrawn after publication |