CN110421195B - 一种大型法兰式工件打孔定位装置 - Google Patents
一种大型法兰式工件打孔定位装置 Download PDFInfo
- Publication number
- CN110421195B CN110421195B CN201910828403.8A CN201910828403A CN110421195B CN 110421195 B CN110421195 B CN 110421195B CN 201910828403 A CN201910828403 A CN 201910828403A CN 110421195 B CN110421195 B CN 110421195B
- Authority
- CN
- China
- Prior art keywords
- positioning
- flange
- hole
- flange plate
- plate support
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B41/00—Boring or drilling machines or devices specially adapted for particular work; Accessories specially adapted therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B47/00—Constructional features of components specially designed for boring or drilling machines; Accessories therefor
- B23B47/28—Drill jigs for workpieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/18—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for positioning only
Abstract
本发明公开了一种大型法兰式工件打孔定位装置,包括水平布置的工作台,工作台顶面右侧设有竖直布置的钻床,钻床左侧设有竖直的定位板支座,定位板支座内设有水平的定位板,定位板左部设有定位套,定位板支座左部设有圆形的法兰盘支座,法兰盘支座上部设有法兰盘,法兰盘顶面中心设有中心定位销,法兰盘顶部相对位置设有水平布置的定位杆,定位杆两端都设有竖直通孔,法兰盘周向均匀设有多个加工孔,法兰盘下部相对位置设有辅助支撑,本发明的有益效果为:不仅能在大型法兰型工件上打出位置精确的孔而且操作简单。
Description
技术领域
本发明属于打孔定位装置的技术领域,具体涉及一种大型法兰式工件打孔定位装置。
背景技术
在如今的制造技术下,大型钻床与铣床数量还比较少,需要大型钻床加工的工件一般需要外发到有对应设备的工厂进行加工,加工完成后再运送回来,整个过程费时费力,长途运输还容易导致工件受损。
如果通过定位划线装置确定孔的位置,再由小型钻床打孔操作,也可以在没有大型设备的情况下完成加工,但是孔的偏差太大,精密零件无法使用此方法。
目前,大直径的法兰型工件,如何在没有大型设备的情况下保证法兰盘周圈通孔的相对位置与尺寸,成为了一个新的研究课题,人们一直在寻找解决的办法。
发明内容
本发明提供一种大型法兰式工件打孔定位装置,不仅能在大型法兰型工件上打出位置精确的孔而且操作简单。
为了解决上述技术问题,本发明采用如下技术方案:
一种大型法兰式工件打孔定位装置,包括水平布置的工作台,工作台顶面右侧设有竖直布置的钻床,钻床摇臂向左,钻床摇臂安装有向下的钻头,钻头通过钻床旋转,钻床左侧设有竖直的定位板支座,定位板支座顶面设有横向的凹槽,凹槽内设有水平的定位板,定位板形状、大小与凹槽相适配,定位板通过凹槽左右移动,定位板右端设有长孔,孔内穿设有锁紧定位板用的螺丝,定位板左部设有定位套,定位套为圆柱管道结构,定位套竖直贯穿定位板,定位套中心线与钻头中心性处于同一直线;定位板支座左部设有圆形的法兰盘支座,法兰盘支座中心开有通孔,法兰盘支座上部设有法兰盘,法兰盘支座顶面与法兰盘底面相适配,法兰盘顶面中心设有中心定位销,中心定位销顶部超出法兰盘顶面一定距离底部向下贯穿法兰盘插入法兰盘支座通孔内部,法兰盘与法兰盘支座旋转配合,法兰盘顶部相对位置设有水平布置的定位杆,定位杆为长杆型结构,定位杆两端都设有竖直通孔,定位杆前端通孔内设有竖直布置的已有孔插销,已有孔插销直径与定位杆通孔直径相适配,法兰盘周向均匀设有多个加工孔,相邻加工孔中心线距离与定位杆两个通孔中心线距离相等,加工孔直径与已有孔插销直径相适配,已有孔插销穿过定位杆前端通孔插入加工孔内,定位杆通过已有孔插销旋转,法兰盘下部相对位置设有辅助支撑,辅助支撑与钻头位置相对应。
进一步的,法兰盘位于钻床下部,法兰盘位置与钻头位置相适配。
进一步的,法兰盘支座、辅助支撑、定位板支座、钻床都与工作台固定连接。
进一步的,定位套上设有挂台,挂台上压设有螺丝,定位套内孔直径与钻头直径相适配。
进一步的,中心定位销直径与法兰盘通孔、法兰盘支座通孔直径相适配。
相对于现有技术,本发明的有益效果为:
本发明中,包括水平布置的工作台,工作台顶面右侧设有竖直布置的钻床,钻床左侧设有竖直的定位板支座,定位板支座内设有水平的定位板,定位板左部设有定位套,定位板支座左部设有圆形的法兰盘支座,法兰盘支座上部设有法兰盘,法兰盘顶面中心设有中心定位销,法兰盘顶部相对位置设有水平布置的定位杆,定位杆两端都设有竖直通孔,法兰盘周向均匀设有多个加工孔,法兰盘下部相对位置设有辅助支撑,通过设置定位杆,靠定位杆的长度来保证每两个孔之间的距离与位置,定位杆的一端由已有孔插销定位,另一端由定位套定位,保证了定位杆的位置精度,由定位杆定位打出的孔位置准确,分布均匀,通过在法兰盘底部设置辅助支撑,避免在钻孔过程中法兰盘的倾斜从而影响精度,让装置的精度进一步提高,定位板在定位板支座上可以移动,可以适用于法兰盘上不同位置的孔,定位板上的定位套可以拆卸更换,适用于法兰盘上不同直径的孔。
附图说明
图1为本发明的结构示意图;
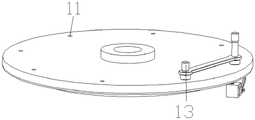
图2为图1中法兰盘的结构示意图;
图3为图1中去掉法兰盘的结构示意图;
图4为图1中辅助支撑的结构示意图;
图5为图1中辅助支撑的剖视图。
图中:1.工作台,2.钻床,3.钻头,4.定位板支座,5.定位板,6.定位套,7.法兰盘,8.中心定位销,9.法兰盘支座,10.辅助支撑,11.加工孔,12.定位杆,13.已有孔插销。
具体实施方式
实施例:如图1、图2、图3所示,包括水平布置的工作台1,工作台1顶面右侧设有竖直布置的钻床2,钻床2摇臂向左,钻床2摇臂安装有向下的钻头3,钻头3通过钻床2旋转,钻床2左侧设有竖直的定位板支座4,定位板支座4顶面设有横向的凹槽,凹槽内设有水平的定位板5,定位板5形状、大小与凹槽相适配,定位板5通过凹槽左右移动,定位板5右端设有长孔,孔内穿设有锁紧定位板5用的螺丝,定位板5左部设有定位套6,定位套6为圆柱管道结构,定位套6竖直贯穿定位板5,定位套6中心线与钻头3中心性处于同一直线;定位板支座4左部设有圆形的法兰盘支座9,法兰盘支座9中心开有通孔,法兰盘支座9上部设有法兰盘7,法兰盘支座9顶面与法兰盘7底面相适配,法兰盘7顶面中心设有中心定位销8,中心定位销8顶部超出法兰盘7顶面一定距离底部向下贯穿法兰盘7插入法兰盘支座9通孔内部,法兰盘7与法兰盘支座9旋转配合,法兰盘7顶部相对位置设有水平布置的定位杆12,定位杆12为长杆型结构,定位杆12两端都设有竖直通孔,定位杆12前端通孔内设有竖直布置的已有孔插销13,已有孔插销13直径与定位杆12通孔直径相适配,法兰盘7周向均匀设有多个加工孔11,相邻加工孔11中心线距离与定位杆12两个通孔中心线距离相等,加工孔11直径与已有孔插销13直径相适配,已有孔插销13穿过定位杆12前端通孔插入加工孔11内,定位杆12通过已有孔插销13旋转,法兰盘7下部相对位置设有辅助支撑10,辅助支撑10与钻头3位置相对应。
法兰盘7位于钻床2下部,法兰盘7位置与钻头3位置相适配,法兰盘支座9、辅助支撑10、定位板支座4、钻床2都与工作台1固定连接,定位套6上设有挂台,挂台上压设有螺丝,定位套6内孔直径与钻头3直径相适配,中心定位销8直径与法兰盘7通孔、法兰盘支座9通孔直径相适配。
装置中所使用的辅助支撑10为现有技术,辅助支撑底面为磁铁,辅助支撑顶部为支架,支架为“V”字型结构,支架与法兰盘底面接触,支架下部设有方形固定块,方形固定块内部设有竖直顶块、水平顶块、调节顶丝、固定顶丝,竖直顶块底部与水平顶块左部设有斜面,竖直顶块底部斜面与水平顶块左部斜面相互配合,竖直顶块左部设有固定竖直顶块的固定顶丝,水平顶块右部设有调节顶丝,调节顶丝连接把手,通过把手的转动让水平顶块向左运动,进而带动竖直顶块向上运动,竖直顶块顶部与支架转动连接,竖直顶块带动支架上下移动。
工作过程:根据法兰盘7直径、加工孔11的数量、加工孔11的位置计算得出定位杆12两通孔的距离,加工好定位杆12;将法兰盘7放在法兰盘支座9上,安装中心定位销8,将法兰盘7和法兰盘支座9旋转连接在一起,调整定位板5到合适的位置,调整钻头3到合适的位置,让定位套6中心线与钻头3中心线位于同一直线,在法兰盘7底部与钻头3对应的位置安装辅助支撑10,启动钻床2,让钻头3下降,钻头3通过定位套6且在法兰盘7上钻出一个加工孔11,然后让钻头3上升,控制法兰盘7旋转一定角度,此时在定位杆12前端通孔内部安装已有孔插销13,然后将插销插入加工孔11内,定位杆12通过已有孔插销13旋转,调整定位杆12角度,让定位杆12另一端通孔中心线与定位套6中心线处于同一直线,此时让钻头3下降,钻头3通过定位套6与定位杆12后端通孔,在法兰盘7上钻出第二个加工孔11,此时让钻头3上升,将法兰盘7旋转一定角度,将已有孔插销13插入第二个加工孔11,让定位杆12后端通孔与定位套6位置相对应,钻出第三个加工孔11,此时第一个加工孔11与第二个加工孔11之间的距离和第二个加工孔11与第三个加工孔11的距离相等,依此类推,依次在法兰盘7周圈加工出多个加工孔11,多个加工孔11之间的距离都相等。
Claims (6)
1.一种大型法兰式工件打孔定位装置,其特征在于:包括水平布置的工作台(1),工作台(1)顶面右侧设有竖直布置的钻床(2),钻床(2)摇臂向左,钻床(2)摇臂安装有向下的钻头(3),钻头(3)通过钻床(2)旋转,钻床(2)左侧设有竖直的定位板支座(4),定位板支座(4)顶面设有横向的凹槽,凹槽内设有水平的定位板(5),定位板(5)形状、大小与凹槽相适配,定位板(5)通过凹槽左右移动,定位板(5)右端设有长孔,孔内穿设有锁紧定位板(5)用的螺丝,定位板(5)左部设有定位套(6),定位套(6)为圆柱管道结构,定位套(6)竖直贯穿定位板(5),定位套(6)中心线与钻头(3)中心线处于同一直线;定位板支座(4)左部设有圆形的法兰盘支座(9),法兰盘支座(9)中心开有通孔,法兰盘支座(9)上部设有法兰盘(7),法兰盘支座(9)顶面与法兰盘(7)底面相适配,法兰盘(7)顶面中心设有中心定位销(8),中心定位销(8)顶部超出法兰盘(7)顶面一定距离底部向下贯穿法兰盘(7)插入法兰盘支座(9)通孔内部,法兰盘(7)与法兰盘支座(9)旋转配合,法兰盘(7)顶部相对位置设有水平布置的定位杆(12),定位杆(12)为长杆型结构,定位杆(12)两端都设有竖直通孔,定位杆(12)前端通孔内设有竖直布置的已有孔插销(13),已有孔插销(13)直径与定位杆(12)通孔直径相适配,法兰盘(7)周向均匀设有多个加工孔(11),相邻加工孔(11)中心线距离与定位杆(12)两个通孔中心线距离相等,加工孔(11)直径与已有孔插销(13)直径相适配,已有孔插销(13)穿过定位杆(12)前端通孔插入加工孔(11)内,定位杆(12)通过已有孔插销(13)旋转,法兰盘(7)下部相对位置设有辅助支撑(10),辅助支撑(10)与钻头(3)位置相对应。
2.根据权利要求1所述的一种大型法兰式工件打孔定位装置,其特征在于:法兰盘(7)位于钻床(2)下部,法兰盘(7)位置与钻头(3)位置相适配。
3.根据权利要求1所述的一种大型法兰式工件打孔定位装置,其特征在于:法兰盘支座(9)、辅助支撑(10)、定位板支座(4)、钻床(2)都与工作台(1)固定连接。
4.根据权利要求1所述的一种大型法兰式工件打孔定位装置,其特征在于:定位套(6)内孔直径与钻头(3)直径相适配。
5.根据权利要求1所述的一种大型法兰式工件打孔定位装置,其特征在于:中心定位销(8)直径与法兰盘(7)通孔、法兰盘支座(9)通孔直径相适配。
6.根据权利要求1所述的一种大型法兰式工件打孔定位装置,其特征在于:钻头(3)直径与定位套(6)内孔直径、定位杆(12)通孔直径、加工孔(11)直径相适配。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910828403.8A CN110421195B (zh) | 2019-09-03 | 2019-09-03 | 一种大型法兰式工件打孔定位装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910828403.8A CN110421195B (zh) | 2019-09-03 | 2019-09-03 | 一种大型法兰式工件打孔定位装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110421195A CN110421195A (zh) | 2019-11-08 |
| CN110421195B true CN110421195B (zh) | 2020-06-02 |
Family
ID=68418672
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201910828403.8A Expired - Fee Related CN110421195B (zh) | 2019-09-03 | 2019-09-03 | 一种大型法兰式工件打孔定位装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110421195B (zh) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111097940B (zh) * | 2019-11-22 | 2021-07-06 | 南京涵铭置智能科技有限公司 | 一种旋转式轴承自动加工设备 |
| CN112518360B (zh) * | 2020-11-12 | 2022-02-01 | 温州职业技术学院 | 一种汽车刹车盘自动化钻孔设备 |
| CN114101729B (zh) * | 2021-11-03 | 2022-09-30 | 无锡华轶法兰有限公司 | 一种大型法兰螺栓孔钻孔方法 |
| CN114310387B (zh) * | 2021-12-21 | 2023-04-28 | 北京星航机电装备有限公司 | 一种用于非圆截面异型舱段的卧式加工工装及加工方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102319918A (zh) * | 2011-08-11 | 2012-01-18 | 宜兴市迪凡特机械制造有限公司 | 盘盖类零件通用可调钻模 |
| CN204052991U (zh) * | 2014-09-02 | 2014-12-31 | 无锡尚华机械有限公司 | 排气管三孔法兰钻孔装置 |
| CN108000177A (zh) * | 2018-01-04 | 2018-05-08 | 饶琼珊 | 一种法兰盘的钻孔设备 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2912169B1 (fr) * | 2007-02-05 | 2012-09-28 | Lr Etanco | Procede pour la mise en place et la fixation d'elements de parement et gabarit pour la mise en oeuvre dudit procede |
| CN101628371A (zh) * | 2009-07-31 | 2010-01-20 | 天津重钢机械装备股份有限公司 | 一种利用钻床机械加工大型工件镗孔的方法 |
| CN201807930U (zh) * | 2010-07-14 | 2011-04-27 | 玉溪市兴红太阳能设备有限公司 | 太阳能热水器水箱端盖打孔定位盘 |
| CN202278221U (zh) * | 2011-08-11 | 2012-06-20 | 宜兴市迪凡特机械制造有限公司 | 盘盖类零件通用可调钻模 |
| CN104858679B (zh) * | 2014-02-25 | 2017-04-12 | 哈尔滨建成集团有限公司 | 滑块式钻孔定位装置 |
| CN203853585U (zh) * | 2014-05-23 | 2014-10-01 | 温州富通管件制造有限公司 | 一种加工法兰的立式钻床 |
| CN105772802B (zh) * | 2016-01-13 | 2018-05-29 | 哈尔滨飞机工业集团有限责任公司 | 一种精密定位孔的工具 |
| CN106002379B (zh) * | 2016-06-28 | 2018-07-27 | 梧州奥卡光学仪器有限公司 | 显微镜变倍补偿镜座钻孔方法 |
| CN205904485U (zh) * | 2016-08-27 | 2017-01-25 | 浙江解放机械制造有限公司 | 一种用于大型盘件的锥孔加工器械 |
| CN106271751A (zh) * | 2016-10-12 | 2017-01-04 | 济南中铁重工轨道装备有限公司 | 一种盾构机大型回转件凹面上孔的加工工装及加工方法 |
| CN207807139U (zh) * | 2018-01-04 | 2018-09-04 | 上海诺银机电科技有限公司 | 一种法兰盘的钻孔设备 |
| CN109093150B (zh) * | 2018-08-22 | 2020-10-09 | 浙江指南针智能科技有限公司 | 一种适用于多种规格的圆盘法兰钻孔的加工装置 |
-
2019
- 2019-09-03 CN CN201910828403.8A patent/CN110421195B/zh not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102319918A (zh) * | 2011-08-11 | 2012-01-18 | 宜兴市迪凡特机械制造有限公司 | 盘盖类零件通用可调钻模 |
| CN204052991U (zh) * | 2014-09-02 | 2014-12-31 | 无锡尚华机械有限公司 | 排气管三孔法兰钻孔装置 |
| CN108000177A (zh) * | 2018-01-04 | 2018-05-08 | 饶琼珊 | 一种法兰盘的钻孔设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110421195A (zh) | 2019-11-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110421195B (zh) | 一种大型法兰式工件打孔定位装置 | |
| CN205147887U (zh) | 一种轴承支架的机械加工夹具 | |
| CN107322030A (zh) | 一种可调十字分布孔间距的钻机 | |
| CN203184702U (zh) | 快速转动模板式钻模 | |
| CN204018781U (zh) | 一种多工位阀体法兰钻孔装置 | |
| CN208743764U (zh) | 一种工件端面钻孔工装 | |
| CN203003214U (zh) | 齿轮斜面钻孔夹具 | |
| CN107891273B (zh) | 一种多工序加工成型孔智能设备 | |
| CN204772502U (zh) | 大型辊、轴类自由锻造毛坯工件划线找中心电动装置 | |
| CN102873362B (zh) | 一种叶片模锻毛坯基准孔的卧式打孔方法及卧式打孔工装 | |
| CN219274545U (zh) | 一种拨叉钻孔工装 | |
| CN201405215Y (zh) | 定向四轴卧式机床用装夹夹具 | |
| CN215934684U (zh) | 一种三相异步电动机端盖加工工装 | |
| CN103831450B (zh) | 径距可调式多轴钻孔器 | |
| CN204711287U (zh) | 十字槽齿轮批量加工孔钻模装置 | |
| CN205393993U (zh) | 一种针对多向阀门法兰孔的高速钻铣机床 | |
| CN201313189Y (zh) | 一种使用钻床镗孔的装置 | |
| CN203843227U (zh) | 一种孔加工机床 | |
| CN204108747U (zh) | 一种样板钻孔定位装置 | |
| CN208391070U (zh) | 一种塔式起重机标准节主弦杆钻孔工装 | |
| CN204565694U (zh) | 毛坯孔定位加工工装 | |
| CN216263657U (zh) | 一种薄壁圆形工件上缺口孔加工夹具 | |
| CN203779169U (zh) | 泵端盖镗孔端面及销孔双定位工装 | |
| CN202684595U (zh) | 特殊位置轴孔车削加工卡具 | |
| CN217019473U (zh) | 外环齿轮打孔用固定工装 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20200602 Termination date: 20210903 |