CN109357815B - 一种能够实现自动化对接的发动机缸体气密性检测设备 - Google Patents
一种能够实现自动化对接的发动机缸体气密性检测设备 Download PDFInfo
- Publication number
- CN109357815B CN109357815B CN201811334730.XA CN201811334730A CN109357815B CN 109357815 B CN109357815 B CN 109357815B CN 201811334730 A CN201811334730 A CN 201811334730A CN 109357815 B CN109357815 B CN 109357815B
- Authority
- CN
- China
- Prior art keywords
- detection
- ventilation
- air tightness
- seat
- water injection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M3/00—Investigating fluid-tightness of structures
- G01M3/02—Investigating fluid-tightness of structures by using fluid or vacuum
- G01M3/04—Investigating fluid-tightness of structures by using fluid or vacuum by detecting the presence of fluid at the leakage point
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M3/00—Investigating fluid-tightness of structures
- G01M3/02—Investigating fluid-tightness of structures by using fluid or vacuum
- G01M3/26—Investigating fluid-tightness of structures by using fluid or vacuum by measuring rate of loss or gain of fluid, e.g. by pressure-responsive devices, by flow detectors
Abstract
本发明涉及一种发动机缸体通气注水检测机,机架上设置有气密性检测座,气密性检测座的底部设置有与发动机缸体配合的底部支撑装置、上部设置有气密性检测升降装置、侧部设置有与底部支撑装置上的发动机缸体配合的侧部夹紧器,气密性检测升降装置下方连接有与发动机缸体配合的气密性检测装置,底部支撑装置包括设置在气密性检测座上的底部支撑块,底部支撑板上设置有底部密封块,底部密封块上开设有与发动机缸体下端过盈配合的密封孔,本发明既能够对发动机缸体的底部进行密封,又能够对发动机缸体进行定位,进而可以使其与设置在气密性检测升降装置上的检测装置实现精准自动对接,提高了检测的效率和检测的精度。
Description
原案申请号:2017100025801
原案申请日:2017年1月3日
原案申请人:东莞理工学院
原案申请名称:一种能够实现自动化对接的发动机缸体气密性检测机。
技术领域
本发明涉及发动机缸体的加工设备领域,尤其涉及一种能够实现自动化对接的发动机缸体气密性检测设备。
背景技术
随着工业化程度的推进,发动机的应用也越来越广泛,发动机中必不可少的为发动机缸体,发动机的缸体在加工之后大多需要对其进行气密性检测。
现有的发动机缸体气密性检测大多都是在气密性检测台上进行,即先将发动机缸体的下口密封好,之后将发动机缸体放置在气密性检测台上,然后再带有将气密性检测仪检测头的密封盖与发动机缸体上端密封,之后通过气密性检测仪对发动机进行检测,发动机检测仪大多都是采用手动进行对接的,造成对接的时间长,同时对接的精度差,容易影响到发动机的气密性检测精度。
发明内容
本发明的目的是提供一种能够实现自动化对接的发动机缸体气密性检测设备,在底部支撑板上设置与发动机缸体下端对接的底部密封块,既能够对发动机缸体的底部进行密封,又能够对发动机缸体进行定位,进而可以使其与设置在气密性检测升降装置上的检测装置实现精准自动对接,提高了检测的效率和检测的精度。
为了实现以上目的,本发明采用的技术方案为:一种能够实现自动化对接的发动机缸体气密性检测设备,它包括机架(1)和配电控制箱(2),所述的机架(1)上设置有气密性检测机构(3),所述的气密性检测机构(3)包括设置在机架(1)上的气密性检测座(6),所述的气密性检测座(6)的底部设置有与发动机缸体配合的底部支撑装置(20)、上部设置有气密性检测升降装置、侧部设置有与底部支撑装置(20)上的发动机缸体配合的侧部夹紧器(9),所述的气密性检测升降装置下方连接有与底部支撑装置(20)上的发动机缸体配合的气密性检测装置(13),所述的底部支撑装置(20)包括设置在气密性检测座(6)上的底部支撑板(7),所述的底部支撑板(7)上设置有底部密封块(8),所述的底部密封块(8)上开设有与发动机缸体下端过盈配合的密封孔,所述的气密性检测升降装置、气密性检测装置(13)和侧部夹紧器(9)连接到配电控制箱(2)。
进一步的,所述的底部支撑板(7)设置在气密性检测座(6)上的支撑板活动滑轨(14)上,所述的底部支撑板(7)下部开设有锁紧孔,且锁紧孔的下部配合有支撑板锁紧头(16),所述的支撑板锁紧头(16)连接有支撑板锁紧气缸(15),所述的支撑板锁紧气缸(15)连接到配电控制箱(2)。
进一步的,所述的气密性检测升降装置包括设置在气密性检测座(6)上的气密性检测升降气缸(10),所述的气密性检测升降气缸(10)的下部连接有气密性检测升降座(11),且气密性检测升降座(11)与气密性检测座(6)之间设置有气密性检测升降导杆(12),所述的气密性检测装置(13)设置在气密性检测升降座(12)下部,所述的气密性检测气缸(10)连接到配电控制箱(2)。
进一步的,所述的气密性检测装置(13)包括设置在气密性检测升降座(12)下方并与底部支撑板(7)上的发动机缸体配合的密封板(18),所述的密封板(18)上设置有检测头穿过密封板(18)的气密性检测仪(19),所述的密封板(18)的下表面为软性密封材料,所述的气密性检测仪(19)连接到配电控制箱(2)。
进一步的,所述的底部密封块(8)通过螺栓固定在底部支撑板(7)上,所述的气密性检测升降座(12)上通过螺栓固定有与气密性检测升降气缸(12)配合的气密性检测升降连接座(17)。
进一步的,所述的机架(1)上还设置有通气检测机构(4),所述的通气检测机构(4)包括设置在机架(1)上的通气检测座(21),所述的通气检测座(21)的底部设置有底部支撑装置(20)、侧部设置有侧部夹紧器(9)、上部设置有通气检测升降气缸(22),所述的通气检测升降气缸(22)的下方连接有通气检测升降座(23),且通气检测升降座(23)与通气检测座(21)之间设置有通气检测升降导杆(24),所述的通气检测升降座(23)下方设置有与底部支撑装置(20)上的发动机缸体配合的通气头(25),所述的通气头(25)连接有通气泵,所述的通气检测升降气缸(22)和通气泵连接到配电控制箱(2)。
进一步的,所述的通气头(25)和通气泵之间设置有气体流量计,所述的气体流量计连接到配电控制箱(2)。
进一步的,所述的通气检测机构(4)和气密性检测机构(3)之间还设置有注水检测机构(5),所述的注水检测机构(5)包括设置在机架(1)上的注水检测座(26),所述的注水检测座(26)的底部设置有底部支撑装置(20)、侧部设置有侧部夹紧器(9)、上部设置有注水检测升降气缸(27),所述的注水检测升降气缸(27)的下部连接有注水检测升降座(28),所述的注水检测升降座(28)的下部设置有与底部支撑装置(20)上的发动机缸体配合的注水器(29),所述的注水器(29)连接有注水泵,所述的注水检测升降气缸(27)和注水泵连接到配电控制箱(2)。
进一步的,所述的注水器(29)与注水泵之间设置有液体流量计,且液体流量计配合有时间记录器,所述的液体流量计和时间记录器连接到配电控制箱(2)。
本发明的有益效果为:
1、在底部支撑板上设置与发动机缸体下端对接的底部密封块,既能够对发动机缸体的底部进行密封,又能够对发动机缸体进行定位,进而可以使其与设置在气密性检测升降装置上的检测装置实现精准自动对接,提高了检测的效率和检测的精度。
2、支撑板活动滑轨的设计,可以实现底部支撑板的前后移动,进而可以方便发动机缸体的上下料,同时通过支撑板锁紧气缸和支撑板锁紧头确保底部支撑板在气密性检测时的位置始终不变,确保每次气密性检测的配合精度。
3、气密性检测升降装置的结构简单,操作方便,且能够通过气密性检测升导杆确保气密性检测装置升降活动不会是偏动,进一步确保对接的精度。
4、气密性检测装置的结构设计巧妙,可以通过下压确保密封板与发动机缸体的外部实现密封,进而可以形成良好的密封空间,同时还能针对多缸发动机的多个缸体组进行同步一体的气密性检测,提高检测效率。
5、底部密封块的螺栓固定配合气密性检测升降连接座的设计,可以同时更换底部密封块和气密性检测装置的规格,使其能够适应不同规格的发动机缸体检测。
6、通气检测机构的设计,可以通过是否有明显漏气将具有较大空隙的发动机缸体排除,进而减少气密性检测的次数。
7、气体流量计的设计,可以检测出发动机缸体内部是否出现堵塞的情况,能够对内部堵塞的缸体进行剔除。
8、注水检测机构的设计,可以通过是否有明显漏水将具有具有通气检测不明显的裂缝进行排除,可以实现逐级的检测。
9、液体流量计和时间记录器的配合设计,可以将内部出现部分堵塞但没堵死会影响发动机作业的的缸体进行剔除。
附图说明
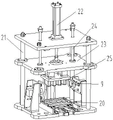
图1为一种能够实现自动化对接的发动机缸体气密性检测设备的立体示意图。
图2为的气密性检测机构的立体示意图。
图3为底部支撑装置的立体示意图。
图4为气密性检测装置的立体示意图。
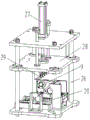
图5为通气检测机构的立体示意图。
图6为注水检测机构的立体示意图。
图中所述文字标注表示为:1、机架;2、配电控制箱;3、气密性检测机构;4、通气检测机构;5、注水检测机构;6、气密性检测座;7、底部支撑板;8、底部密封块;9、侧部夹紧器;10、气密性检测升降气缸;11、气密性检测升降座;12、气密性检测升降导杆;13、气密性检测装置;14、支撑板活动滑轨;15、支撑板锁紧气缸;16、支撑板锁紧头;17、气密性检测升降连接座;18、密封板;19、气密性检测仪;20、底部支撑装置;21、通气检测座22、通气检测升降气缸;23、通气检测升降座;24、通气检测升降导杆;25、通气头;26、注水检测座;27、注水检测升降气缸;28、注水检测升降座;29、注水器。
具体实施方式
为了使本领域技术人员更好地理解本发明的技术方案,下面结合附图对本发明进行详细描述,本部分的描述仅是示范性和解释性,不应对本发明的保护范围有任何的限制作用。
如图1-图6所示,本发明的具体结构为:一种能够实现自动化对接的发动机缸体气密性检测设备,它包括机架1和配电控制箱2,所述的机架1上设置有气密性检测机构3,所述的气密性检测机构3包括设置在机架1上的气密性检测座6,所述的气密性检测座6的底部设置有与发动机缸体配合的底部支撑装置20、上部设置有气密性检测升降装置、侧部设置有与底部支撑装置20上的发动机缸体配合的侧部夹紧器9,所述的气密性检测升降装置下方连接有与底部支撑装置20上的发动机缸体配合的气密性检测装置13,所述的底部支撑装置20包括设置在气密性检测座6上的底部支撑板7,所述的底部支撑板7上设置有底部密封块8,所述的底部密封块8上开设有与发动机缸体下端过盈配合的密封孔,所述的气密性检测升降装置、气密性检测装置13和侧部夹紧器9连接到配电控制箱2。
优选的,所述的底部支撑板7设置在气密性检测座6上的支撑板活动滑轨14上,所述的底部支撑板7下部开设有锁紧孔,且锁紧孔的下部配合有支撑板锁紧头16,所述的支撑板锁紧头16连接有支撑板锁紧气缸15,所述的支撑板锁紧气缸15连接到配电控制箱2。
优选的,所述的气密性检测升降装置包括设置在气密性检测座6上的气密性检测升降气缸10,所述的气密性检测升降气缸10的下部连接有气密性检测升降座11,且气密性检测升降座11与气密性检测座6之间设置有气密性检测升降导杆12,所述的气密性检测装置13设置在气密性检测升降座12下部,所述的气密性检测气缸10连接到配电控制箱2。
优选的,所述的气密性检测装置13包括设置在气密性检测升降座12下方并与底部支撑板7上的发动机缸体配合的密封板18,所述的密封板18上设置有检测头穿过密封板18的气密性检测仪19,所述的密封板18的下表面为软性密封材料,所述的气密性检测仪19连接到配电控制箱2。
优选的,所述的底部密封块8通过螺栓固定在底部支撑板7上,所述的气密性检测升降座12上通过螺栓固定有与气密性检测升降气缸12配合的气密性检测升降连接座17。
优选的,所述的机架1上还设置有通气检测机构4,所述的通气检测机构4包括设置在机架1上的通气检测座21,所述的通气检测座21的底部设置有底部支撑装置20、侧部设置有侧部夹紧器9、上部设置有通气检测升降气缸22,所述的通气检测升降气缸22的下方连接有通气检测升降座23,且通气检测升降座23与通气检测座21之间设置有通气检测升降导杆24,所述的通气检测升降座23下方设置有与底部支撑装置20上的发动机缸体配合的通气头25,所述的通气头25连接有通气泵,所述的通气检测升降气缸22和通气泵连接到配电控制箱2。
优选的,所述的通气头25和通气泵之间设置有气体流量计,所述的气体流量计连接到配电控制箱2。
优选的,所述的通气检测机构4和气密性检测机构3之间还设置有注水检测机构5,所述的注水检测机构5包括设置在机架1上的注水检测座26,所述的注水检测座26的底部设置有底部支撑装置20、侧部设置有侧部夹紧器9、上部设置有注水检测升降气缸27,所述的注水检测升降气缸27的下部连接有注水检测升降座28,所述的注水检测升降座28的下部设置有与底部支撑装置20上的发动机缸体配合的注水器29,所述的注水器29连接有注水泵,所述的注水检测升降气缸27和注水泵连接到配电控制箱2。
优选的,所述的注水器29与注水泵之间设置有液体流量计,且液体流量计配合有时间记录器,所述的液体流量计和时间记录器连接到配电控制箱2。
具体使用时,先将待检测的发动机缸体放置到通气检测机构的底部支撑板7上,之后将底部支撑板7往后推,并通过支撑板锁紧气缸15带动支撑板锁紧头16将底部支撑板7进行定位,之后通过侧部夹紧器9进行夹紧,然后通过通气检测升降气缸22带动通气头25下降并通过通气泵使通气头25往缸体内通气,观察有无明显漏气现象,同时通过气体流量计检测出通入量,对比缸体体积分析出是否有堵塞的情况,如果通气检测合格则将其放置到注水检测机构5上进行注水检测,检测步骤与通气检测基本一致,通过观察有无明显漏水和流量和时间是否匹配检测出是否有部分堵塞,之后放置到气密性检测机构中进行检测,通过同样的方式进行上料,之后通过气密性检测升降气缸10带动气密性检测装置13与缸体配合,使密封板18下部发生形变完全封住缸体的检测口,之后通过气密性检测仪19对缸体进行气密性检测,完成检测后将缸体取下。
需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实例的说明只是用于帮助理解本发明的方法及其核心思想。以上所述仅是本发明的优选实施方式,应当指出,由于文字表达的有限性,而客观上存在无限的具体结构,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进、润饰或变化,也可以将上述技术特征以适当的方式进行组合;这些改进润饰、变化或组合,或未经改进将发明的构思和技术方案直接应用于其它场合的,均应视为本发明的保护范围。
Claims (2)
1.一种能够实现自动化对接的发动机缸体气密性检测设备,它包括机架(1)和配电控制箱(2),其特征在于,所述的机架(1)上设置有气密性检测机构(3)、通气检测机构(4)和注水检测机构(5),所述的注水检测机构(5)设置在通气检测机构(4)和气密性检测机构(3)之间,所述的注水检测机构(5)包括设置在机架(1)上的注水检测座(26),所述的注水检测座(26)的底部设置有底部支撑装置(20)、侧部设置有侧部夹紧器(9)、上部设置有注水检测升降气缸(27),所述的注水检测升降气缸(27)的下部连接有注水检测升降座(28),所述的注水检测升降座(28)的下部设置有与底部支撑装置(20)上的发动机缸体配合的注水器(29),所述的注水器(29)连接有注水泵,所述的注水检测升降气缸(27)和注水泵连接到配电控制箱(2),所述的通气检测机构(4)包括设置在机架(1)上的通气检测座(21),所述的通气检测座(21)的底部设置有底部支撑装置(20)、侧部设置有侧部夹紧器(9)、上部设置有通气检测升降气缸(22),所述的通气检测升降气缸(22)的下方连接有通气检测升降座(23),且通气检测升降座(23)与通气检测座(21)之间设置有通气检测升降导杆(24),所述的通气检测升降座(23)下方设置有与底部支撑装置(20)上的发动机缸体配合的通气头(25),所述的通气头(25)连接有通气泵,所述的通气检测升降气缸(22)和通气泵连接到配电控制箱(2),所述的通气头(25)和通气泵之间设置有气体流量计,所述的气体流量计连接到配电控制箱(2);所述的气密性检测机构(3)包括设置在机架(1)上的气密性检测座(6),所述的气密性检测座(6)的底部设置有与发动机缸体配合的底部支撑装置(20)、上部设置有气密性检测升降装置、侧部设置有与底部支撑装置(20)上的发动机缸体配合的侧部夹紧器(9),所述的气密性检测升降装置下方连接有与底部支撑装置(20)上的发动机缸体配合的气密性检测装置(13),所述的底部支撑装置(20)包括设置在气密性检测座(6)上的底部支撑板(7),所述的底部支撑板(7)上设置有底部密封块(8),所述的底部密封块(8)上开设有与发动机缸体下端过盈配合的密封孔,所述的气密性检测升降装置、气密性检测装置(13)和侧部夹紧器(9)连接到配电控制箱(2),所述的底部支撑板(7)设置在气密性检测座(6)上的支撑板活动滑轨(14)上,所述的底部支撑板(7)下部开设有锁紧孔,且锁紧孔的下部配合有支撑板锁紧头(16),所述的支撑板锁紧头(16)连接有支撑板锁紧气缸(15),所述的支撑板锁紧气缸(15)连接到配电控制箱(2)。
2.根据权利要求1所述的一种能够实现自动化对接的发动机缸体气密性检测设备,其特征在于,所述的注水器(29)与注水泵之间设置有液体流量计,且液体流量计配合有时间记录器,所述的液体流量计和时间记录器连接到配电控制箱(2)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201811334730.XA CN109357815B (zh) | 2017-01-03 | 2017-01-03 | 一种能够实现自动化对接的发动机缸体气密性检测设备 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710002580.1A CN106768662B (zh) | 2017-01-03 | 2017-01-03 | 一种能够实现自动化对接的发动机缸体气密性检测机 |
| CN201811334730.XA CN109357815B (zh) | 2017-01-03 | 2017-01-03 | 一种能够实现自动化对接的发动机缸体气密性检测设备 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201710002580.1A Division CN106768662B (zh) | 2017-01-03 | 2017-01-03 | 一种能够实现自动化对接的发动机缸体气密性检测机 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN109357815A CN109357815A (zh) | 2019-02-19 |
| CN109357815B true CN109357815B (zh) | 2021-05-04 |
Family
ID=58949285
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201710002580.1A Expired - Fee Related CN106768662B (zh) | 2017-01-03 | 2017-01-03 | 一种能够实现自动化对接的发动机缸体气密性检测机 |
| CN201811334730.XA Active CN109357815B (zh) | 2017-01-03 | 2017-01-03 | 一种能够实现自动化对接的发动机缸体气密性检测设备 |
| CN201811334720.6A Expired - Fee Related CN109357821B (zh) | 2017-01-03 | 2017-01-03 | 一种能够实现自动化对接的发动机缸体气密性检测机 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201710002580.1A Expired - Fee Related CN106768662B (zh) | 2017-01-03 | 2017-01-03 | 一种能够实现自动化对接的发动机缸体气密性检测机 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201811334720.6A Expired - Fee Related CN109357821B (zh) | 2017-01-03 | 2017-01-03 | 一种能够实现自动化对接的发动机缸体气密性检测机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (3) | CN106768662B (zh) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107238469B (zh) * | 2017-06-15 | 2019-04-12 | 亚杰科技(江苏)有限公司 | 一种发动机缸体浸渗实验用装置 |
| CN107314874B (zh) * | 2017-08-16 | 2023-04-07 | 杭州泰尚机械有限公司 | 一种燃油泵自动装配线的智能化拔移送料气密检测系统 |
| CN107907306B (zh) * | 2017-12-21 | 2023-10-31 | 东莞理工学院 | 一种凸轮轴光学检测装置 |
| CN108318183A (zh) * | 2018-04-13 | 2018-07-24 | 福建力宝动力机械有限公司 | 发动机气缸盖密封性能检测装置 |
| CN109000851A (zh) * | 2018-08-02 | 2018-12-14 | 天津市神驰汽车零部件有限公司 | 一种汽车排气管密闭性检测装置 |
| CN109580101A (zh) * | 2018-11-06 | 2019-04-05 | 重庆福伦德实业有限公司 | 发动机缸体中间试漏机 |
| CN109556792A (zh) * | 2018-11-06 | 2019-04-02 | 重庆福伦德实业有限公司 | 发动机缸体最终试漏机 |
| CN109341980B (zh) * | 2018-11-09 | 2020-11-13 | 襄阳市中康汽车配件有限公司 | 一种发动机缸盖气密性检测装置 |
| CN111504847A (zh) * | 2020-06-15 | 2020-08-07 | 含山县大力精密机械有限公司 | 一种汽车铸造气缸缸体裂纹检测装置及方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2869829Y (zh) * | 2005-11-17 | 2007-02-14 | 大庆石油管理局 | 空桶检漏装置 |
| CN101629866A (zh) * | 2009-06-02 | 2010-01-20 | 广州市番禺科腾工业有限公司 | 密封性能气水检通用检测机 |
| CN202204652U (zh) * | 2011-08-26 | 2012-04-25 | 广西玉柴机器股份有限公司 | 气缸体测漏装置 |
| CN102636322A (zh) * | 2012-04-26 | 2012-08-15 | 杨礼康 | 一种输液器气密性/通气性自动检测装置及其检测方法 |
| CN102998060A (zh) * | 2012-12-18 | 2013-03-27 | 重庆百吉四兴压铸有限公司 | 发动机缸体气压检测定位装置 |
| CN203376129U (zh) * | 2013-07-23 | 2014-01-01 | 山东德立信液压有限公司 | 壳体气密性检测装置 |
| CN204008039U (zh) * | 2014-08-07 | 2014-12-10 | 科泰科技(张家港)机械有限公司 | 一种发动机缸体泄漏检测装置 |
| CN104880288A (zh) * | 2015-06-16 | 2015-09-02 | 湖南天雁机械有限责任公司 | 涡轮箱组件密封性检测方法及装置 |
| CN105675230A (zh) * | 2016-01-22 | 2016-06-15 | 福州六和机械有限公司 | 一种铝泵盖泄压阀检测装置及检测工艺 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1123405A (ja) * | 1997-07-07 | 1999-01-29 | Mitsubishi Motors Corp | エンジンのリークテスト方法 |
| JP2004198396A (ja) * | 2002-10-23 | 2004-07-15 | Cosmo Instruments Co Ltd | 洩れ検査装置のドリフト値取得方法・ゼロ点変動値取得方法・湿度補正係数取得方法・洩れ検査装置の校正方法・洩れ検査装置 |
| JP2008026016A (ja) * | 2006-07-18 | 2008-02-07 | Toyota Motor Corp | 漏洩検査装置及び漏洩検査方法 |
| CN101173875A (zh) * | 2006-10-31 | 2008-05-07 | 扬动股份有限公司 | 发动机缸体油道密封检验方法及检验装置 |
| CN201688948U (zh) * | 2010-05-18 | 2010-12-29 | 威海联桥仲精机械有限公司 | 发动机缸体气密性检测台 |
| CN104390743A (zh) * | 2014-12-17 | 2015-03-04 | 重庆铭武机电有限公司 | 发动机缸体试漏装置 |
-
2017
- 2017-01-03 CN CN201710002580.1A patent/CN106768662B/zh not_active Expired - Fee Related
- 2017-01-03 CN CN201811334730.XA patent/CN109357815B/zh active Active
- 2017-01-03 CN CN201811334720.6A patent/CN109357821B/zh not_active Expired - Fee Related
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2869829Y (zh) * | 2005-11-17 | 2007-02-14 | 大庆石油管理局 | 空桶检漏装置 |
| CN101629866A (zh) * | 2009-06-02 | 2010-01-20 | 广州市番禺科腾工业有限公司 | 密封性能气水检通用检测机 |
| CN202204652U (zh) * | 2011-08-26 | 2012-04-25 | 广西玉柴机器股份有限公司 | 气缸体测漏装置 |
| CN102636322A (zh) * | 2012-04-26 | 2012-08-15 | 杨礼康 | 一种输液器气密性/通气性自动检测装置及其检测方法 |
| CN102998060A (zh) * | 2012-12-18 | 2013-03-27 | 重庆百吉四兴压铸有限公司 | 发动机缸体气压检测定位装置 |
| CN203376129U (zh) * | 2013-07-23 | 2014-01-01 | 山东德立信液压有限公司 | 壳体气密性检测装置 |
| CN204008039U (zh) * | 2014-08-07 | 2014-12-10 | 科泰科技(张家港)机械有限公司 | 一种发动机缸体泄漏检测装置 |
| CN104880288A (zh) * | 2015-06-16 | 2015-09-02 | 湖南天雁机械有限责任公司 | 涡轮箱组件密封性检测方法及装置 |
| CN105675230A (zh) * | 2016-01-22 | 2016-06-15 | 福州六和机械有限公司 | 一种铝泵盖泄压阀检测装置及检测工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN109357821A (zh) | 2019-02-19 |
| CN106768662B (zh) | 2018-12-21 |
| CN109357821B (zh) | 2021-05-04 |
| CN109357815A (zh) | 2019-02-19 |
| CN106768662A (zh) | 2017-05-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109357815B (zh) | 一种能够实现自动化对接的发动机缸体气密性检测设备 | |
| CN106052978B (zh) | 一种压力容器气密性检测装置及方法 | |
| CN104698205B (zh) | 自动加样器 | |
| CN112526003B (zh) | 一种超声波探头耦合剂自动灌注回收装置及其方法 | |
| CN204008045U (zh) | 一种电池气密性检测装置 | |
| CN203432431U (zh) | 空调换热器用多孔扁管压力密封装置、检测试验机及系统 | |
| CN203894008U (zh) | 一种柔性密封测量机构 | |
| CN111220329A (zh) | 一种能够实现自动化对接的发动机缸体气密性检测机 | |
| CN203870276U (zh) | 微孔检测装置 | |
| CN109406062B (zh) | 一种弯管密封性试验装置 | |
| CN203405320U (zh) | 蓄电池开闭阀检测自动装夹器 | |
| CN214211377U (zh) | 一种阀体气密检测机构 | |
| CN203069325U (zh) | 发动机缸体气压检测定位装置 | |
| CN106047661A (zh) | 一种pcr检测试剂容器及pcr前处理系统 | |
| CN209559854U (zh) | 一种线性氧传感器的检测防错装置 | |
| CN206311269U (zh) | 一种自动化测试机 | |
| CN206795760U (zh) | 一种弯管检测工作台 | |
| CN204649739U (zh) | 一种圆盘式碳13呼气样品测试平台 | |
| CN215726593U (zh) | 一种单通电磁阀气密性检测平台 | |
| CN216116600U (zh) | 一种用于检测深孔板泄露的设备 | |
| CN204595008U (zh) | 一种分区式碳13呼气样品检测平台 | |
| CN210796467U (zh) | 一种生物发酵探测装置 | |
| CN218847508U (zh) | 一种泄漏检测机构 | |
| CN211540960U (zh) | 一种显微镜检测用产品定位装置 | |
| CN215178427U (zh) | 一种发动机四缸体的测漏检测设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20210420 Address after: 276000 Linyi high tech Industrial Development Zone, Shandong Applicant after: Linyi Yufeng Technology Co.,Ltd. Address before: 523808, 1, University Road, Songshan science and Technology Industrial Park, Guangdong, Dongguan Applicant before: DONGGUAN University OF TECHNOLOGY |
|
| TA01 | Transfer of patent application right | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |