CN103567247A - 一种高效率加工内齿圆柱齿轮的温挤压新方法 - Google Patents
一种高效率加工内齿圆柱齿轮的温挤压新方法 Download PDFInfo
- Publication number
- CN103567247A CN103567247A CN201310605764.9A CN201310605764A CN103567247A CN 103567247 A CN103567247 A CN 103567247A CN 201310605764 A CN201310605764 A CN 201310605764A CN 103567247 A CN103567247 A CN 103567247A
- Authority
- CN
- China
- Prior art keywords
- die
- internal
- forming
- warm extrusion
- internal gear
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Abstract
本发明提供的一种高效率加工内齿圆柱齿轮的温挤压新方法及内齿成形模具,它涉及金属温挤压成形领域。其工艺步骤为:下料制坯——坯料加热、润滑及模具预热处理——连续温挤压精密成形齿形长管件——线切割成形多件内齿轮成品件。其内齿成形模具主要由凹模和凸模组件组成,凹模组件模体形状与贯通内齿轮产品的外轮廓相应,凸模模体形状与贯通内齿轮产品内齿轮廓形状相应,其特征在于:采用凹模上置,内凹模设置有导向部分、挤压部分和成形部分;凸模模体轮廓顶端设置有倒角,且模具的凸模和凹模之间的空间体积大,可以放置大体积的坯料,采用正向温挤压成形,且一次挤压就可成形长尺寸的内齿形管件。本发明的优点是:加工工艺路线短,齿轮机械性能好,精度一致性好,较单件挤压成形内齿轮有更高的加工效率。
Description
技术领域
本发明属于一种贯通内齿直齿圆柱齿轮的温挤压精密成形新工艺及模具技术,尤其可以提高此种齿轮的加工效率。
背景技术
目前,内齿轮的生产主要采用机床切削加工的方法,但此种加工方法具有很多缺陷,如:(一)加工工序较多,工艺路线长,一般要经过锻造毛坯,粗精加工,插齿加工等诸多机械加工工序;(二)材料利用率低,成本高,加工效率低;(三)齿轮精度的一致性较差;(四)由于采用切削加工,机械力学性能较差。近年来,出现了挤压成形内齿轮的加工方法,但均采用单件齿轮挤压成形工艺,加工效率有待进一步的提高。。
发明内容
在本发明专利的目在于克服现有内齿轮机床切削加工生产方法的弊端,提供一种生产工序少,加工工艺路线短,齿轮精度一致性高,机械力学性能好,加工效率比单件齿轮挤压成形更高的内齿直齿圆柱齿轮温挤压精密成形新工艺及模具技术。
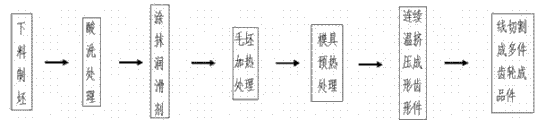
本发明专利的技术方案是:本发明是一种高效加工内齿直齿圆柱齿轮的温挤压新方法,其工艺步骤为:(一)下料制坯;(二)坯料加热、润滑及模具预热处理;(三)连续温挤压精密成形齿形长管件;(四)线切割成形多件内齿轮成品件。
所述下料制坯包括:(1)剥皮加工,对钢材进行剥皮加工,去除材料表面的氧化皮及表面沟槽裂纹等;(2)根据产品的形状、尺寸,以及材料的可塑性等特征制坯。
所述坯料加热、润滑及模具预热处理包括:(1)将毛坯进行酸洗处理;(2)在毛坯表面涂抹润滑剂;(3)先将毛坯预热至160℃左右,然后放入真空热处理炉中加热,并在10s内使其温度加热到700℃;(4)将模具预热至200℃。
所述连续温挤压精密成形齿形长管件是指:将经过处理的坯料放入模具中,一次连续温挤压成形较长带内齿的齿轮管件。
贯通内齿轮连续挤压成形模具主要由凹模和凸模组件组成,凹模组件模体形状与贯通内齿轮产品的外轮廓相应,凸模模体形状与贯通内齿轮产品内齿轮廓形状相应,其特征在于:采用凹模上置,内凹模设置有导向部分、挤压部分和成形部分;凸模模体轮廓顶端设置有倒角。
所述线切割成形多件内齿轮成品件是指:将连续温挤压成形的长内齿轮管件,根据内齿轮产品的尺寸要求采用线切割的方法加工成多件内齿轮成品件。
本发明的有益效果是:(一)采用温挤压成形工艺加工贯通内齿轮,由于温锻在再结晶温度以下,基本不会产生氧化现象,且材料的塑性比冷锻条件下要好,因此可以生产接近最终形状的金属零件,提高了材料的利用率,减少了加工工序,提高了加工效率;(二)由于采用挤压成形工艺,金属流线按齿廓形状分布,因而产品机械力学性能得到增强;(三)由于温挤压成形工艺采用无切削加工,所以产品的精度一致性好;(四)由于采用的是一次连续温挤压成形内齿齿形件,然后线切割成多件内齿轮成品件,较单件挤压成形内齿轮成品件的方法有着更高的加工效率。
附图说明:
下面是结合附图和实施例对本发明的具体实施方案进行详细地说明。
图1为本发明加工工艺简略示意图;
图2为本发明温挤压精密成形模具工作状态示意图;
图3为卷筒内齿轮零件图;
图4为采用本发明的卷筒内齿轮件成形的三维示意图;
上述图中的标记为:
图2为本发明温挤压模具示意图的1.上模座,2.凹模垫板,3.加强圈,4.导向环,5.导套,6.凸模固定圈,7.凸模座,8.下模座,9工件,10.内凹模,11.螺钉,12.凸模,13.凹模压盖,14.凸模定位圈,15.导柱,16.下垫板,17.螺钉,18.坯料。
具体实施方式
以卷筒内齿轮用20优质碳素结构钢材料制造为例。
用20优质碳素结构钢材料高效率加工卷筒内齿轮的工艺步骤为:
(一)下料制坯
(1)采用外径为110mm内径为50mm高为120mm的空心20优质碳素结构钢为坯料。
(2)将坯料18去除氧化皮、表面沟槽等。
(二)坯料加热、润滑及模具预热处理
(1)在50-60℃的10-20%的稀硫酸水溶液中不停地滚动坯料18酸洗10分钟左右,然后用流动清水清洗三分钟。
(2)在清洗好的坯料18的表面上涂上石墨水剂,然后先将涂好的坯料18预热至160℃左右,再将其转入真空热处理炉中,在10s内加热至700℃、
(3)将模具预热至200℃
(三)连续温挤压精密成形齿形长管件
将加热后的坯料18放在凸模12上,采用坏料的内孔壁和凸模的外齿形结合定位,模具的上凹模在黑色金属垂直压力机的压力下向下挤压坯料18,长约550mm的内齿成形件就会从模具顶部挤出,然后将内齿轮齿形长管件从压力机顶部取下。
(四)线切割成形多件内齿轮成品件
将取下的长约550mm的内齿形管件线切割成10件长度为50mm的内齿轮成品件。
本发明所需设备为黑色金属垂直挤压机或卧式金属型材挤压机。
Claims (4)
1.一种高效率加工内齿直齿圆柱齿轮的温挤压新方法,其特征在于:
它的工艺步骤为:(一)下料制坯;(二)坯料加热、润滑及模具预热处理;(三)连续温挤压精密成形齿形长管件;(四)线切割成形多件内齿轮成品件。
2.根据权利要求1所述的一种高效率加工内齿直齿圆柱齿轮的温挤压新方法,其特征在于:所述连续温挤压精密成形齿形长管件的模具主要由凹模和凸模组件组成,凹模组件模体形状与贯通内齿轮产品的外轮廓相应,凸模模体形状与贯通内齿轮产品内齿轮廓形状相应,其特征在于:采用凹模上置,内凹模设置有导向部分、挤压部分和成形部分;凸模模体轮廓顶端设置有倒角。
3.根据权利要求1所述的一种高效率加工内齿直齿圆柱齿轮的温挤压新方法,其特征在于:所述的连续温挤压精密成型模具的凸模和凹模之间的空间体积大,可以放置大体积的坯料,一次挤压就可成形长尺寸的内齿形管件。
4.根据权利要求1所述的一种高效率加工内齿直齿圆柱齿轮的温挤压新方法,其特征在于:所述的连续温挤压精密成型模具采用正向挤压成形长尺寸的内齿形管件,便于脱模。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310605764.9A CN103567247A (zh) | 2013-11-26 | 2013-11-26 | 一种高效率加工内齿圆柱齿轮的温挤压新方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310605764.9A CN103567247A (zh) | 2013-11-26 | 2013-11-26 | 一种高效率加工内齿圆柱齿轮的温挤压新方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN103567247A true CN103567247A (zh) | 2014-02-12 |
Family
ID=50040450
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310605764.9A Pending CN103567247A (zh) | 2013-11-26 | 2013-11-26 | 一种高效率加工内齿圆柱齿轮的温挤压新方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103567247A (zh) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103831312A (zh) * | 2014-03-24 | 2014-06-04 | 山东建筑大学 | 一种高效加工20CrNiMo直齿齿条的温挤压成形方法 |
| CN103963259A (zh) * | 2014-03-13 | 2014-08-06 | 山东建筑大学 | 一种高效加工abs直齿齿条的塑料挤出成型方法 |
| CN103962802A (zh) * | 2014-04-25 | 2014-08-06 | 上海工程技术大学 | 一种石油钻杆内螺纹接头的温挤压成形工艺 |
| CN105904170A (zh) * | 2016-06-27 | 2016-08-31 | 山东建筑大学 | 一种加工高强度20CrMo十字轴差速器的工艺及模具 |
| CN106040767A (zh) * | 2016-06-29 | 2016-10-26 | 山东建筑大学 | 一种高强度三叉万向节的温挤压成形工艺及模具 |
| CN107350757A (zh) * | 2017-08-18 | 2017-11-17 | 兴化市精密铸锻造产业研究院有限公司 | 一种高性能汽车传动啮合套高效冷温挤压工艺 |
| CN109079430A (zh) * | 2018-07-24 | 2018-12-25 | 杭州迈特汽车配件有限公司 | 高性能低成本异性三叉万向节温挤压成形方法及模具 |
| CN116135358A (zh) * | 2023-03-13 | 2023-05-19 | 山东普瑞而机械制造有限公司 | 一种齿轮的温挤压制造方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01254344A (ja) * | 1988-03-31 | 1989-10-11 | Nissan Motor Co Ltd | 歯車の押出加工装置 |
| CN2460237Y (zh) * | 2000-12-26 | 2001-11-21 | 武金有 | 内外圆斜齿轮的冷温挤压成型模具 |
| CN1563694A (zh) * | 2004-03-22 | 2005-01-12 | 虞明 | 柴油机起动齿轮轴的加工工艺 |
| CN1569351A (zh) * | 2003-07-10 | 2005-01-26 | 河南科技大学 | 直齿圆柱齿轮精密成形方法 |
| DE102008045279A1 (de) * | 2008-09-01 | 2009-05-14 | Daimler Ag | Verfahren und Vorrichtung zur spanlosen Herstellung wenigstens eines verzahnten Bauteils |
| CN101905250A (zh) * | 2010-05-31 | 2010-12-08 | 周家镳 | 热挤压齿轮棒与切片齿轮无屑成型法 |
| CN103056179A (zh) * | 2013-01-11 | 2013-04-24 | 燕山大学 | 一种直齿圆柱齿轮的温挤压成形方法 |
-
2013
- 2013-11-26 CN CN201310605764.9A patent/CN103567247A/zh active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01254344A (ja) * | 1988-03-31 | 1989-10-11 | Nissan Motor Co Ltd | 歯車の押出加工装置 |
| CN2460237Y (zh) * | 2000-12-26 | 2001-11-21 | 武金有 | 内外圆斜齿轮的冷温挤压成型模具 |
| CN1569351A (zh) * | 2003-07-10 | 2005-01-26 | 河南科技大学 | 直齿圆柱齿轮精密成形方法 |
| CN1563694A (zh) * | 2004-03-22 | 2005-01-12 | 虞明 | 柴油机起动齿轮轴的加工工艺 |
| DE102008045279A1 (de) * | 2008-09-01 | 2009-05-14 | Daimler Ag | Verfahren und Vorrichtung zur spanlosen Herstellung wenigstens eines verzahnten Bauteils |
| CN101905250A (zh) * | 2010-05-31 | 2010-12-08 | 周家镳 | 热挤压齿轮棒与切片齿轮无屑成型法 |
| CN103056179A (zh) * | 2013-01-11 | 2013-04-24 | 燕山大学 | 一种直齿圆柱齿轮的温挤压成形方法 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103963259A (zh) * | 2014-03-13 | 2014-08-06 | 山东建筑大学 | 一种高效加工abs直齿齿条的塑料挤出成型方法 |
| CN103963259B (zh) * | 2014-03-13 | 2016-08-24 | 山东建筑大学 | 一种高效加工abs直齿齿条的塑料挤出成型方法 |
| CN103831312A (zh) * | 2014-03-24 | 2014-06-04 | 山东建筑大学 | 一种高效加工20CrNiMo直齿齿条的温挤压成形方法 |
| CN103831312B (zh) * | 2014-03-24 | 2015-08-05 | 山东建筑大学 | 一种高效加工20CrNiMo直齿齿条的温挤压成形方法 |
| CN103962802A (zh) * | 2014-04-25 | 2014-08-06 | 上海工程技术大学 | 一种石油钻杆内螺纹接头的温挤压成形工艺 |
| CN105904170A (zh) * | 2016-06-27 | 2016-08-31 | 山东建筑大学 | 一种加工高强度20CrMo十字轴差速器的工艺及模具 |
| CN106040767A (zh) * | 2016-06-29 | 2016-10-26 | 山东建筑大学 | 一种高强度三叉万向节的温挤压成形工艺及模具 |
| CN107350757A (zh) * | 2017-08-18 | 2017-11-17 | 兴化市精密铸锻造产业研究院有限公司 | 一种高性能汽车传动啮合套高效冷温挤压工艺 |
| CN109079430A (zh) * | 2018-07-24 | 2018-12-25 | 杭州迈特汽车配件有限公司 | 高性能低成本异性三叉万向节温挤压成形方法及模具 |
| CN116135358A (zh) * | 2023-03-13 | 2023-05-19 | 山东普瑞而机械制造有限公司 | 一种齿轮的温挤压制造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103567247A (zh) | 一种高效率加工内齿圆柱齿轮的温挤压新方法 | |
| CN101780515B (zh) | 精密锻造双驱动桥三联齿轮工艺 | |
| CN103934638B (zh) | 一种精密外花键管成形方法 | |
| CN101214510B (zh) | 盲孔内齿轮精密成形方法及内齿成形模具 | |
| CN104785563A (zh) | 带底长筒形件精密挤压成形的方法 | |
| CN102125943B (zh) | 一种软管接头的制造工艺 | |
| CN104139279B (zh) | 内梯形槽环形件的制造工艺 | |
| CN104139280B (zh) | 车轮轮毂的制造工艺 | |
| CN103350122A (zh) | 一种齿轮轴冷挤压工艺及模具 | |
| CN103624502A (zh) | 制动器活塞冷锻塑性成型工艺 | |
| CN103157758A (zh) | 行星减速器内齿环精锻塑性成型工艺 | |
| CN103990753B (zh) | 油泵齿轮轴精锻成形模具及成形方法 | |
| CN205032636U (zh) | 面板焊接螺母冷镦装置 | |
| CN102189141A (zh) | 合金钢履带端联器内六方螺栓挤压成型方法 | |
| CN105080995A (zh) | 花键套挤压成形工艺 | |
| CN203508906U (zh) | 驱动桥半轴齿轮的多工位连续热锻模架 | |
| CN112475203A (zh) | 一种管道连接所用高颈法兰锻造成型的工艺 | |
| CN103831312B (zh) | 一种高效加工20CrNiMo直齿齿条的温挤压成形方法 | |
| CN103934650B (zh) | 一种活塞冷挤压成型工艺 | |
| CN105710151A (zh) | 复合齿轮挤压模具 | |
| CN102179464B (zh) | 一种汽车用发电机爪极成形工艺 | |
| CN109648255A (zh) | 一种大型法兰的板锻碾轧复合成型工艺 | |
| CN109482791A (zh) | 一种c型截面环件中间胚料制备工艺 | |
| CN103658213A (zh) | 一种高效加工直齿圆柱齿轮的挤压新方法 | |
| CN109261802B (zh) | 一种轧制钢板冲压成形法兰的模具及加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20140212 |