CN102581212A - 一种送料机械手 - Google Patents
一种送料机械手 Download PDFInfo
- Publication number
- CN102581212A CN102581212A CN2012100562758A CN201210056275A CN102581212A CN 102581212 A CN102581212 A CN 102581212A CN 2012100562758 A CN2012100562758 A CN 2012100562758A CN 201210056275 A CN201210056275 A CN 201210056275A CN 102581212 A CN102581212 A CN 102581212A
- Authority
- CN
- China
- Prior art keywords
- planker
- jig arm
- frame
- feeding mechanical
- mechanical hand
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Abstract
本发明公开了一种送料机械手,包括左机架、右机架以及跨设在左机架、右机架上相配对使用的两个夹臂;下拖板水平滑动设置在右机架上并由驱动装置A驱动左右移动,上拖板竖直滑动设置在下拖板上并由驱动装置B驱动上下移动;辅助下拖板左右滑动设置在左机架上,辅助上拖板竖直滑动设置在辅助下拖板上;两个夹臂的右端分别与上拖板前后滑动连接并由安装在上拖板上的驱动装置C驱动相对移动合拢或分开,两个夹臂的左端分别与辅助上拖板前后滑动连接并且在竖直方向相对固定;两个夹臂上相对设置设有多对用于夹持坯料的夹爪。本技术方案不仅能够实现压力机台多工位之间的自动送料,而且结构简单、运行可靠、效率高。
Description
技术领域
本发明属于机械加工设备领域,尤其涉及一种送料机械手。
背景技术
热锻是将锻坯加热到一定温度后进行的锻造成形工序,包括自由锻、胎模锻和模锻。模锻是利用锻压设备(一般是压力机)的打击力或压力使坯料在锻造模具的型腔内产生变形,从而获得锻件的锻造方法,是锻造加工中最重要的工艺方法,锻件精度高,生产效率高,适合于大批量锻造生产,模锻成形质量高,可改善金属流线分布、消除或改善带状显微组织、细化晶粒,模锻成形精度高、生产效率高。
现有技术中使用的压力机均为单工位机型,在应用于锻造尤其是热锻等需要多工位连续加工的工艺中,多个加工工序必须由多个机台配合完成,存在机台数量多、使用成本高、占用空间大、生产效率低等缺点,并且也不利于使用送料机械手实现自动化生产。为此发明人设计了一种压力机能够实现单机台多工位加工,本发明涉及与该压力机配合使用的机械手。
发明内容
为了解决上述的技术问题,本发明的目的是提供一种送料机械手,不仅能够实现压力机台多工位之间的自动送料,而且结构简单、运行可靠、效率高。
为了达到上述的目的,本发明采用了以下的技术方案:
一种送料机械手,包括左机架、右机架以及跨设在左机架、右机架上相配对使用的两个夹臂;下拖板水平滑动设置在右机架上并由驱动装置A驱动左右移动,上拖板竖直滑动设置在下拖板上并由驱动装置B驱动上下移动;辅助下拖板左右滑动设置在左机架上,辅助上拖板竖直滑动设置在辅助下拖板上;所述的两个夹臂的右端分别与上拖板前后滑动连接并由安装在上拖板上的驱动装置C驱动相对移动合拢或分开,所述的两个夹臂的左端分别与辅助上拖板前后滑动连接并且在竖直方向相对固定;所述的两个夹臂上相对设置设有多对用于夹持坯料的夹爪。
作为优选,所述的每对夹爪上均设置有用于实现冷却降温的冷却通道,夹爪上的冷却通道通过外接管道与冷却水系统连接。
作为优选,所述上拖板上安装有料斗,料斗位于两个夹臂之间,所述右机架上架设有退料挡板,退料挡板右端能够插入料斗下部并在其右端设有放置坯料的凹槽。进一步优选,所述的多对夹爪以及料斗相邻之间的间距相等。
作为优选,所述下拖板的驱动装置A为安装在右机架上的伺服电机A,伺服电机A与下拖板通过丝杆传动连接。
作为优选,所述上拖板的驱动装置B为行程可调的气缸。
作为优选,所述夹臂的驱动装置C为伺服电机B,伺服电机B驱动一丝杆转动,该丝杆通过左旋螺纹与一个夹臂螺纹连接,通过右旋螺纹与另一个夹臂螺纹连接。
本发明由于采用了以上的技术方案,不仅能够实现压力机台多工位之间的自动送料,而且结构简单、运行可靠、效率高。
附图说明
图1是热锻生产线的结构示意图;
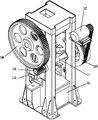
图2是压力机的结构示意图(正侧面);
图3是压力机的结构示意图(背侧面);
图4是压力机的结构示意图(正面);
图5是送料机械手的结构示意图(正侧面);
图6是送料机械手的结构示意图(背侧面);
图7是送料机械手的结构示意图(正面);
图8是送料机械手的结构示意图(俯视)。
具体实施方式
下面结合附图对本发明的具体实施方式做一个详细的说明。
实施例1:
如图1所示的一种热锻生产线,包括压力机1以及与之配合的送料机械手2。
如图2、图3、图4所示的用于实施热锻的压力机1,包括机架101,机架101上设有电动机107、飞轮105、离合制动器104、传动轴111、曲轴112、滑块A102、滑块B103、滑块C110,其中,传动轴111和曲轴112分别转动设置在机架1的两侧墙板上,传动轴111一端安装飞轮105和离合制动器104,飞轮105与电动机107传动连接,传动轴111另一端通过小齿轮109与安装在曲轴112一端的大齿轮108传动连接,所述滑块A102竖直滑动设置在机架101的两侧墙板之间并通过连杆A、偏心轮A与曲轴112传动连接,所述滑块B103竖直滑动设置在机架101的左侧墙板外面并通过连杆B、偏心轮B106与曲轴112传动连接,所述滑块C110竖直滑动设置在机架101的右侧墙板外面并通过连杆C、偏心轮C113与曲轴112传动连接,所述机架101上设有与所述滑块A102、滑块B103、滑块C110相对应的工作台面。所述偏心轮A、偏心轮B106和偏心轮C113相互之间错开角度设置在所述曲轴112上(本实施例中,以偏心轮A为基准,偏心轮B106提前15°,偏心轮C113落后15°)。这样,曲轴112可以带动三个滑块上下运动,滑块A102为主滑块,滑块B103、滑块C110为副滑块,通过三个偏心轮的偏转角度不同实现三个滑块的工作时间错开(本实施例中,滑块B103、滑块A102、滑块C110依次先后到达下止点),充分保证了机床的稳定性、可靠性和机床能量的最大化合理利用,两侧副滑块可在冲压时做镦扁、切底等工序,既减少设备成本(本来要实现三道工序加工需要三台压力机,现在本实施例一台压力机即可实现多工序流水线作业),又缩小了设备占用空间和相邻工序设备之间的距离,从而缩短了送料距离,有助于提高生产效率。
如图5、图6、图7、图8所示的用于热锻实施自动送料的送料机械手,包括布置在压力机1左、右两侧的左机架202、右机架201以及穿过压力机的左右两侧墙板并跨设在左机架202、右机架201上相配对使用的两个夹臂209;下拖板203通过导轨水平滑动设置在右机架201上并由安装在右机架201上的伺服电机A205通过丝杆传动驱动左右移动,上拖板204通过导柱竖直滑动设置在下拖板203上并由气缸(图上未示出)驱动上下移动;辅助下拖板212通过导轨左右滑动设置在左机架202上,辅助上拖板211通过导柱竖直滑动设置在辅助下拖板212上;所述的两个夹臂209的右端分别与上拖板204前后滑动连接(上拖板204上设有导轨)并由安装在上拖板204上的伺服电机B207驱动相对移动合拢或分开(本实施例中,伺服电机B207驱动一丝杆转动,该丝杆通过左旋螺纹与一个夹臂螺纹连接,通过右旋螺纹与另一个夹臂螺纹连接,这样可以同步相对移动实现夹持或松开),所述的两个夹臂209的左端分别与辅助上拖板211前后滑动连接并且在竖直方向相对固定(辅助上拖板211上设有导轨);所述的两个夹臂209上相对设置设有4对用于夹持坯料的夹爪210,每对夹爪210上均设置有冷却通道用于实现冷却降温,夹爪上的冷却通道通过外接管道与机架上的水箱和泵连接;所述上拖板204上安装有料斗206,料斗206位于两个夹臂209之间,4对夹爪210以及料斗204的相邻间距相等;所述右机架201上架设有退料挡板208,退料挡板208右端能够插入料斗206下部(在料斗移动至左端时)并通过其上的凹槽从料斗206中携带出一块坯料,料斗206下部为抽插板结构,即不下料时挡料插板插设在料斗下部抽屉中阻止坯料下落,当退料挡板插入抽屉时推出挡料插板,坯料落入退料挡板上的凹槽内,当退料挡板退出料斗下部抽屉时,坯料被带出,挡料插板在弹性件带动下复位阻止下一个坯料下落。
本实施例在热锻使用时具有下料工位、第一加工工位(镦扁)、第二加工工位(热锻成型)、第三加工工位(切底)、落料工位五个工位,机械手2夹臂209上的第一对夹爪(最右边)用于实施在下料工位和第一加工工位(镦扁)之间的坯料运送,第二对夹爪用于实施在第一加工工位(镦扁)和第二加工工位(热锻成型)之间的坯料运送,第三对夹爪用于实施在第二加工工位(热锻成型)和第三加工工位(切底)之间的坯料运送,第四对夹爪用于实施在第三加工工位(切底)和落料工位之间的坯料运送。工作流程如下:
1)以机械手2的夹臂209在最右端为初始状态,机械手2的夹臂209、上拖板204和辅助上拖板211先向上运动至上止点,再伺服电机B207驱动两个夹臂209合拢成夹料状态;此时在下料工位,第一对夹爪夹持退料挡板208上的坯料;此时在第一加工工位(镦扁),第二对夹爪夹持压力机1右侧的副滑块C110下方的坯料;此时在第二加工工位(热锻成型),第三对夹爪夹持压力机1主滑块A102下方的坯料;此时在第三加工工位(切底),第四对夹爪夹持压力机1左侧的副滑块B103下方的坯料。
2)机械手2的夹臂209、上拖板204和辅助上拖板211向左移动一个工位距离,夹臂209分开呈放料状态;此时在下料工位,退料挡板208从料斗206中携带出一块坯料;此时在第一加工工位(镦扁),第一对夹爪将坯料放在压力机1右侧的副滑块C110下方;此时在第二加工工位(热锻成型),第二对夹爪将坯料放在压力机1主滑块A102下方;此时在第三加工工位(切底),第三对夹爪将坯料放在压力机1左侧的副滑块B103下方;此时在落料工位,第四对夹爪将已经加工完成的坯料投入左机架202的水箱内冷却(也可以在落料工位下方设置输送带或者滑道等装置将加工完成的坯料送出)。
3)机械手2的夹臂209、上拖板204和辅助上拖板211向右运动一个工位距离再下降复位,等待压力机1上的三个工位完成加工后,再实施下一个送料流程。
上述三工位的压力机1并不限于上述实施例中的用于热锻成型,同样可以适用于其他的多工位冲压加工工艺(例如冷锻冲压),上述送料机械手2也不限于上述实施例中的用于五工位送料,同样可以用于其他的更多工位或者较少工位送料。上述实施例仅是本发明的较佳实施方式之一,本发明的保护范围并不限于上述实施例。
Claims (7)
1.一种送料机械手,其特征在于,包括左机架(202)、右机架(201)以及跨设在左机架(202)、右机架(201)上相配对使用的两个夹臂(209);下拖板(203)水平滑动设置在右机架(201)上并由驱动装置A驱动左右移动,上拖板(204)竖直滑动设置在下拖板(203)上并由驱动装置B驱动上下移动;辅助下拖板(212)左右滑动设置在左机架(202)上,辅助上拖板(211)竖直滑动设置在辅助下拖板(212)上;所述的两个夹臂(209)的右端分别与上拖板(204)前后滑动连接并由安装在上拖板(204)上的驱动装置C驱动相对移动合拢或分开,所述的两个夹臂(209)的左端分别与辅助上拖板(211)前后滑动连接并且在竖直方向相对固定;所述的两个夹臂(209)上相对设置设有多对用于夹持坯料的夹爪(210)。
2.根据权利要求1所述的一种送料机械手,其特征在于,所述的每对夹爪(210)上均设置有用于实现冷却降温的冷却通道,夹爪上的冷却通道通过外接管道与冷却水系统连接。
3.根据权利要求1所述的一种送料机械手,其特征在于,所述上拖板(204)上安装有料斗(206),料斗(206)位于两个夹臂(209)之间,所述右机架(201)上架设有退料挡板(208),退料挡板(208)右端能够插入料斗(206)下部并在其右端设有放置坯料的凹槽。
4.根据权利要求3所述的一种送料机械手,其特征在于,所述的多对夹爪(210)以及料斗(204)相邻之间的间距相等。
5.根据权利要求1所述的一种送料机械手,其特征在于,所述下拖板(203)的驱动装置A为安装在右机架(201)上的伺服电机A(205),伺服电机A(205)与下拖板(203)通过丝杆传动连接。
6.根据权利要求1所述的一种送料机械手,其特征在于,所述上拖板(204)的驱动装置B为行程可调的气缸。
7.根据权利要求1所述的一种送料机械手,其特征在于,所述夹臂(209)的驱动装置C为伺服电机B(207),伺服电机B(207)驱动一丝杆转动,该丝杆通过左旋螺纹与一个夹臂螺纹连接,通过右旋螺纹与另一个夹臂螺纹连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012100562758A CN102581212A (zh) | 2012-03-06 | 2012-03-06 | 一种送料机械手 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012100562758A CN102581212A (zh) | 2012-03-06 | 2012-03-06 | 一种送料机械手 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN102581212A true CN102581212A (zh) | 2012-07-18 |
Family
ID=46470755
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2012100562758A Pending CN102581212A (zh) | 2012-03-06 | 2012-03-06 | 一种送料机械手 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102581212A (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103934406A (zh) * | 2014-03-24 | 2014-07-23 | 南通锻压设备股份有限公司 | 自动送料取料装置 |
| CN107010401A (zh) * | 2017-04-14 | 2017-08-04 | 江苏智子自动化科技有限公司 | 一种pcb电路板夹持传送机构及其工作方法 |
| CN113618010A (zh) * | 2021-08-06 | 2021-11-09 | 江苏兴锻智能装备科技有限公司 | 一种用于电池壳体生产的联动式肘节冲压机 |
| CN114834086A (zh) * | 2022-06-15 | 2022-08-02 | 沃得精机(中国)有限公司 | 一种压力机机械式多工位送料装置 |
| CN115647232A (zh) * | 2022-09-20 | 2023-01-31 | 河南星光机械制造有限公司 | 一种汽车锁销自动送料装置及加工方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3105399A (en) * | 1958-12-02 | 1963-10-01 | Wagner & Co Werkzeugmaschinen | Forging press |
| US4024749A (en) * | 1975-07-22 | 1977-05-24 | Aida Engineering Ltd. | Three-dimensional work feed device in a transfer press |
| CN1121449A (zh) * | 1994-07-25 | 1996-05-01 | 里弗诺伊斯研究发展公司 | 标准化组件冲模转换系统 |
| JP2002178097A (ja) * | 2000-12-13 | 2002-06-25 | Sumitomo Heavy Ind Ltd | トランスファフィーダおよびそれを用いた鍛造プレス |
| CN1863616A (zh) * | 2003-10-14 | 2006-11-15 | 株式会社小松制作所 | 压力机械的工件输送装置 |
| CN2873417Y (zh) * | 2005-11-11 | 2007-02-28 | 上海日发数字化系统有限公司 | 同步丝杆及其进给机构 |
| CN101673811A (zh) * | 2009-05-20 | 2010-03-17 | 深圳市科达利实业有限公司 | 全自动锂电池壳拉伸移料装置 |
| CN201483488U (zh) * | 2009-09-10 | 2010-05-26 | 高尔荣 | 一种传送机械手 |
| CN202447583U (zh) * | 2012-03-06 | 2012-09-26 | 浙江博雷重型机床制造有限公司 | 一种送料机械手 |
-
2012
- 2012-03-06 CN CN2012100562758A patent/CN102581212A/zh active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3105399A (en) * | 1958-12-02 | 1963-10-01 | Wagner & Co Werkzeugmaschinen | Forging press |
| US4024749A (en) * | 1975-07-22 | 1977-05-24 | Aida Engineering Ltd. | Three-dimensional work feed device in a transfer press |
| CN1121449A (zh) * | 1994-07-25 | 1996-05-01 | 里弗诺伊斯研究发展公司 | 标准化组件冲模转换系统 |
| JP2002178097A (ja) * | 2000-12-13 | 2002-06-25 | Sumitomo Heavy Ind Ltd | トランスファフィーダおよびそれを用いた鍛造プレス |
| CN1863616A (zh) * | 2003-10-14 | 2006-11-15 | 株式会社小松制作所 | 压力机械的工件输送装置 |
| CN2873417Y (zh) * | 2005-11-11 | 2007-02-28 | 上海日发数字化系统有限公司 | 同步丝杆及其进给机构 |
| CN101673811A (zh) * | 2009-05-20 | 2010-03-17 | 深圳市科达利实业有限公司 | 全自动锂电池壳拉伸移料装置 |
| CN201483488U (zh) * | 2009-09-10 | 2010-05-26 | 高尔荣 | 一种传送机械手 |
| CN202447583U (zh) * | 2012-03-06 | 2012-09-26 | 浙江博雷重型机床制造有限公司 | 一种送料机械手 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103934406A (zh) * | 2014-03-24 | 2014-07-23 | 南通锻压设备股份有限公司 | 自动送料取料装置 |
| CN103934406B (zh) * | 2014-03-24 | 2016-06-08 | 南通锻压设备股份有限公司 | 自动送料取料装置 |
| CN107010401A (zh) * | 2017-04-14 | 2017-08-04 | 江苏智子自动化科技有限公司 | 一种pcb电路板夹持传送机构及其工作方法 |
| CN107010401B (zh) * | 2017-04-14 | 2022-10-11 | 江苏智子自动化科技有限公司 | 一种pcb电路板夹持传送机构 |
| CN113618010A (zh) * | 2021-08-06 | 2021-11-09 | 江苏兴锻智能装备科技有限公司 | 一种用于电池壳体生产的联动式肘节冲压机 |
| CN114834086A (zh) * | 2022-06-15 | 2022-08-02 | 沃得精机(中国)有限公司 | 一种压力机机械式多工位送料装置 |
| CN115647232A (zh) * | 2022-09-20 | 2023-01-31 | 河南星光机械制造有限公司 | 一种汽车锁销自动送料装置及加工方法 |
| CN115647232B (zh) * | 2022-09-20 | 2023-10-31 | 河南星光机械制造有限公司 | 一种汽车锁销自动送料装置及加工方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102581197A (zh) | 用于热锻生产线的送料机械手 | |
| CN101829737B (zh) | 一种送料装置及利用其送料方法 | |
| CN203791519U (zh) | 一种集流管冲压模具的自动传递装置 | |
| CN102601285B (zh) | 一种锻造生产线 | |
| CN102554062A (zh) | 自动冲压生产线 | |
| CN102581212A (zh) | 一种送料机械手 | |
| CN108500124B (zh) | 一种自动冲孔系统 | |
| CN103506440A (zh) | 全自动卷圆机 | |
| JP2016007614A (ja) | 順送プレス加工に変換可能なトランスファー機構を備えた簡易トランスファーユニットダイセット | |
| CN102601283B (zh) | 一种热锻生产线 | |
| CN106563848A (zh) | 一种全自动倒角设备 | |
| CN202447567U (zh) | 一种热锻生产线 | |
| CN202752404U (zh) | 全自动卷圆机 | |
| CN202447568U (zh) | 一种压力机 | |
| CN106623652A (zh) | 一种自动冷挤压装置 | |
| CN101480852B (zh) | 一种加工包装盒的设备及方法 | |
| CN108213287B (zh) | 一种铝合金衣架全自动成型机 | |
| CN206104719U (zh) | 一种自动冷挤压装置 | |
| CN203556762U (zh) | 一种高速冲床快速供料站 | |
| CN202447583U (zh) | 一种送料机械手 | |
| CN102139450A (zh) | 消毒柜外壳生产机 | |
| CN102601284B (zh) | 一种压力机 | |
| CN111570700A (zh) | 一种智能环保锻造成型设备 | |
| CN203818145U (zh) | 一种数控机床的自动化机械手的送料装置 | |
| CN203370974U (zh) | 机械手送料机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C12 | Rejection of a patent application after its publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20120718 |