CN102101266A - 钢带后期精密加工用自动升降抛光装置 - Google Patents
钢带后期精密加工用自动升降抛光装置 Download PDFInfo
- Publication number
- CN102101266A CN102101266A CN2010105924347A CN201010592434A CN102101266A CN 102101266 A CN102101266 A CN 102101266A CN 2010105924347 A CN2010105924347 A CN 2010105924347A CN 201010592434 A CN201010592434 A CN 201010592434A CN 102101266 A CN102101266 A CN 102101266A
- Authority
- CN
- China
- Prior art keywords
- polishing
- burnishing device
- plate
- steel band
- lifting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Abstract
本发明涉及一种钢带后期精密加工用自动升降抛光装置,由曲柄摇杆抛光机构和自动升降机构组成,曲柄摇杆抛光机构包括一套曲柄摇杆机构,一套直线滑动单元机构,一套抛光板机构,其中,抛光板机构通过连接板固定连接在直线滑动单元机构,直线滑动单元机构曲柄摇杆机构固定连接有驱动柄,并通过驱动柄与曲柄摇杆机构的摇杆活动连接;自动升降机构包括一套抛光装置前后调节机构和一套台面升降机构,底板上装有抛光装置前后调节装置,通过抛光装置前后调节装置实现抛光板位置的前后调节;抛光装置前后调节机构下面连接有台面升降机构。本发明具有加工精度及稳定性高,操作简易,磨削效率高,加工制造和维修方便,制造成本低廉等特点。
Description
技术领域
本发明涉及一种钢带抛光装置,具体涉及一种适用于印刷业用钢带后期精密加工的抛光工序的抛光装置。
背景技术
印刷业用钢带对钢带加工厚度的一致性及钢带加工表面的精度和粗糙度有极高的要求。钢带在经过磨床的加工后其上下表面会产生毛刺,国内现有的钢带磨床仅对钢带的上下表面进行磨削加工。这样磨削加工后的钢带,若直接投入印刷机的实际运用,由于表面毛刺的存在会影响印刷成品的表面质量。为避免这一现象的发生,传统的加工工艺手段是在钢带磨削完后,采用砂纸进行手工抛光,但成品的表面质量不高,工作效率低,耗费大量的人力和时间。
发明内容
本发明是要提供一种钢带后期精密加工用自动升降抛光装置,它具有加工稳定性高,无须人工手动操作,抛光效率高,加工制造和维修方便等特性,使用本装置可大大提高钢带加工的自动化程度,大大节省加工生产中的人力成本,同时又能提高钢带成品的表面质量。
为实现上述目的,本发明的技术方案是:一种钢带后期精密加工用自动升降抛光装置,由曲柄摇杆抛光机构和自动升降机构组成,其特点是:
所述曲柄摇杆抛光机构包括一套曲柄摇杆机构,一套直线滑动单元机构,一套抛光板机构,其中,抛光板机构通过连接板固定连接在直线滑动单元机构,直线滑动单元机构曲柄摇杆机构固定连接有驱动柄,并通过驱动柄与曲柄摇杆机构的摇杆活动连接;
所述自动升降机构包括一套抛光装置前后调节机构和一套台面升降机构,其中,抛光装置前后调节机构通过两根直线导轨与曲柄摇杆抛光机构下面的底板活动连接,底板上装有抛光装置前后调节装置,通过抛光装置前后调节装置实现抛光板位置的前后调节;抛光装置前后调节机构下面连接有台面升降机构。
直线滑动单元机构包括主滑动单元及两个辅助滑动单元,主,辅助三个滑动单元分别安装在主、副圆柱导轨上,可沿着导轨作自由滑动;主、副圆柱导轨由导轨支架固定在底板上。
曲柄摇杆机构包括摇杆,驱动柄,摇柄,转盘,主轴座,转盘减速电机,其中,主轴座安装在底板的另一侧,转盘减速电机安装在主轴座后部,摇杆的两端分别装有含油轴承,摇杆右端套在摇柄上,摇柄安装在转盘减速电机驱动轴上,摇杆左端套在驱动柄上,驱动柄安装在主滑动单元上。
台面升降机构包括升降板,梯形螺母,梯形螺杆轴,导向杆,升降减速电机,直线轴承,螺杆轴承座,发讯块,信号接收装置,升降机构体壳,其中,升降减速电机安装在升降机体壳的中部,梯形螺杆轴安装在螺杆轴承座内,梯形螺杆轴的底部与升降减速电机直接连接联,升降板中间安装有梯形螺母,周边装有三根导向杆,梯形螺杆上设有四个发讯块,机构体壳上相对发讯块位置处设有信号接收装置。
抛光装置前后调节机构的导轨上的四个滑块通过螺钉和压板固定在抛光装置的底板下,直线导轨通过螺钉和压条固定在升降机构的升降板上。
本发明的有益效果是:
本自动升降抛光装置将专用布料安装在抛光板上,装置启动后对钢带侧面待加工区域进行来回抛光的,根据实际工艺要求可通过变频器调节转盘减速电机的转速来实现对抛光布料运动的无级调速。在布料进行左右往复运动的同时,升降电机也自动根据使用需求进行上下连续或间隔的往复运动,通过变频器对升降减速电机的转速进行调节可实现升降速度的变换。
本发明具有加工精度及稳定性高,操作简易,磨削效率高,加工制造和维修方便,制造成本低廉等特点。成品后的钢带具有极好的精度、表面质量和外形一致性。相对于手工抛光来说,本装置工作效率高,稳定性强,成品质量高,同时操作简便,成本低廉。
附图说明
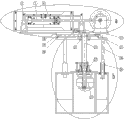
图1是本发明的机构主视图;
图2是曲柄摇杆抛光机构俯视图;
图3是自动升降机构俯视图;
图4是模拟摇杆的运动轨迹图。
具体实施方式
下面结合附图与实施例对本发明作进一步的说明。
如图1 所示。本发明的自动升降抛光装置包括一套曲柄摇杆抛光机构a和一套升降机构b。
如图1、2、3所示,抛光板1安装在连接板2上,连接板2的另一面与一个主滑动单元8及两个辅助滑动单元7连接,滑动单元由轴承座及直线轴承组成,三个滑动单元分别安装在主、副圆柱导轨3、4上,可沿着导轨作自由滑动。主、副圆柱导轨3、4由导轨支架5固定在底板17上。抛光板1正面部固定有抛光布料,当主滑动单元8实现左右往复运用的同时,主滑动单元8驱动连接板2带动抛光板1随之相应的运动,二个辅助滑动单元7起辅助定位和导向作用。整套曲柄摇杆机构以此实现了抛光板对钢带的抛光。抛光装置前后调节机构通过两根直线导轨19实现抛光板1位置的前后调节。直线导轨19上的四个滑块通过螺钉和压板固定在抛光装置的底板17下,直线导轨19通过螺钉和压条20固定在升降机构的升降板21上。通过调整螺杆调解机构上的调节螺杆15,可实现整套抛光装置的前后运动。
底板17的另一侧安装主轴座12,转盘减速电机13安装在主轴座12后部。当电机13启动后,驱动主轴座12内的主轴转动,主轴座12前的转盘11也随之转动,安装于转盘上的摇柄10随转盘作圆周运动。
摇杆6的两端分别装有含油轴承,右端套在摇柄10上,左端套在驱动柄9
上,驱动柄9安装在主滑动单元8上。遥杆6的两端可在曲柄10和驱动柄9上自由转动,当转盘减速电机13驱动转盘11转动时, 摇杆6的右端随转盘11作圆周转动,摇柄带动摇杆6的一端在转盘上作圆周运动,摇杆6的另一端带动主滑动单元8在主圆柱导轨3上作循环往复运动。(摇杆运动轨迹见附图4)。与此同时两个辅助滑动单元7也随之在主、副圆柱导轨3、4上作往复运动。三个滑动单元一起带动抛光板1沿主、副圆柱导轨3,4作左右往复运动,抛光板1上装有抛光专用布料实现对钢带的抛光。电气控制可通过变频器调节转盘减速电机的转速来实现对抛光布料运动的无级调速。
台面升降机构通过减速电机25驱动梯形螺杆轴23转动,梯形螺杆轴23通过升降板底部的梯形螺母22带动升降板21进行上下的往复运动。升降减速电机25安装在升降机体壳30的中部,梯形螺杆轴23安装在螺杆轴承座27内,梯形螺杆轴23的底部与升降减速电机25直联。升降板21中间安装有梯形螺母22 ,周边装有三根导向杆24。导向杆24可安装在升降机体壳30上的直线轴承中作自由滑动。当升降减速电机25启动时,驱动梯形螺杆轴23转动,梯形螺母22带动升降板21在竖直方向自由升降。梯形螺杆轴23上设有四个发讯块28,当螺杆转动时信号接收装置通29过发讯块采集信号,信号通过PLC控制电机的启动与停止。操作工刻根据实际需要设置升降的时间间隔及单位时间内的升降行程。
曲柄摇杆抛光机构a通过直线导轨19安装在升降板21上。导轨19上的四个滑块通过螺钉和压板18固定在抛光机构a的底板17下,直线导轨19通过螺钉和压条20固定在升降机构的升降板21上。螺母架14通过螺钉与升降板21连接,螺杆支架16通过螺钉与底板17连接,通过调整调节螺杆15,可使整个曲柄摇杆抛光机构a在升降机构b上自由滑动,实现整套抛光板1的前后调节。
Claims (5)
1.一种钢带后期精密加工用自动升降抛光装置,由曲柄摇杆抛光机构(a)和自动升降机构(b)组成,其特征在于:
所述曲柄摇杆抛光机构(a)包括一套曲柄摇杆机构,一套直线滑动单元机构,一套抛光板机构,其中,抛光板机构通过连接板(2)固定连接在直线滑动单元机构,直线滑动单元机构曲柄摇杆机构固定连接有驱动柄(9),并通过驱动柄(9)与曲柄摇杆机构的摇杆(6)活动连接;
所述自动升降机构(b)包括一套抛光装置前后调节机构和一套台面升降机构,其中,抛光装置前后调节机构通过两根直线导轨(19)与曲柄摇杆抛光机构下面的底板(17)活动连接,底板(17)上装有抛光装置前后调节装置,通过抛光装置前后调节装置实现抛光板位置的前后调节;抛光装置前后调节机构下面连接有台面升降机构。
2.根据权利要求1所述的钢带后期精密加工用自动升降抛光装置,其特征在于:所述直线滑动单元机构包括主滑动单元(8)及两个辅助滑动单元(7),主,辅助滑动单元(8,7)分别安装在主、副圆柱导轨(3、4)上,可沿着导轨作自由滑动;主、副圆柱导轨(3、4)由导轨支架5固定在底板17上。
3.根据权利要求1所述的钢带后期精密加工用自动升降抛光装置,其特征在于:所述曲柄摇杆机构包括摇杆(6),驱动柄(9),摇柄(10),转盘(11),主轴座(12),转盘减速电机(13),其中,主轴座(12)安装在底板(17)的另一侧,转盘减速电机(13)安装在主轴座(12)后部,摇杆(6)的两端分别装有含油轴承,摇杆(6)右端套在摇柄(10)上,摇柄(10)安装在转盘减速电机(13)驱动轴上,摇杆(6)左端套在驱动柄(9)上,驱动柄(9)安装在主滑动单元(8)上。
4.根据权利要求1所述的钢带后期精密加工用自动升降抛光装置,其特征在于:所述台面升降机构包括升降板(21),梯形螺母(22),梯形螺杆轴(23),导向杆(24),升降减速电机(25),直线轴承(26),螺杆轴承座(27),发讯块(28),信号接收装置(29),升降机构体壳(30),其中,升降减速电机(25)安装在升降机体壳(30)的中部,梯形螺杆轴(23)安装在螺杆轴承座(27)内,梯形螺杆轴(23)的底部与升降减速电机(25)直接连接联,升降板(21)中间安装有梯形螺母(22) ,周边装有三根导向杆(24),梯形螺杆(23)上设有4个发讯块(28),机构体壳(30)上相对发讯块(28)位置处设有信号接收装置(29)。
5.根据权利要求1所述的钢带后期精密加工用自动升降抛光装置,其特征在于:所述抛光装置前后调节机构的导轨(19)上的四个滑块通过螺钉和压板(18)固定在抛光装置的底板(17)下,直线导轨(19)通过螺钉和压条(20)固定在升降机构的升降板(21)上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010105924347A CN102101266A (zh) | 2010-12-17 | 2010-12-17 | 钢带后期精密加工用自动升降抛光装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010105924347A CN102101266A (zh) | 2010-12-17 | 2010-12-17 | 钢带后期精密加工用自动升降抛光装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN102101266A true CN102101266A (zh) | 2011-06-22 |
Family
ID=44154426
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010105924347A Pending CN102101266A (zh) | 2010-12-17 | 2010-12-17 | 钢带后期精密加工用自动升降抛光装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102101266A (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102616554A (zh) * | 2012-03-26 | 2012-08-01 | 兖州煤业股份有限公司 | 一种胶带机边梁型材除锈机 |
| CN104526525A (zh) * | 2014-12-15 | 2015-04-22 | 福州大学 | 一种高效电化学电极抛光机及其使用方法 |
| CN106217255A (zh) * | 2016-09-27 | 2016-12-14 | 东莞市联洲知识产权运营管理有限公司 | 一种皮鞋固定提升机构 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62166967A (ja) * | 1986-01-21 | 1987-07-23 | Matsushima Kogyo Co Ltd | 研摩機 |
| JPH0277192A (ja) * | 1989-06-23 | 1990-03-16 | Cmk Corp | プリント基板の表面研磨装置 |
| JP2002052452A (ja) * | 2000-08-11 | 2002-02-19 | Nisshin Koki Kk | 鋼帯研磨機の研磨ベルト交換装置 |
| CN2930970Y (zh) * | 2006-06-20 | 2007-08-08 | 上海金发科技发展有限公司 | 一种螺筒打磨机 |
| CN201205676Y (zh) * | 2008-04-25 | 2009-03-11 | 卢之云 | 拉丝模自动抛光机 |
| CN101497176A (zh) * | 2009-01-21 | 2009-08-05 | 安吉德迈竹木机械有限公司 | 竹条、竹丝表面抛光上蜡方法及其专用设备 |
-
2010
- 2010-12-17 CN CN2010105924347A patent/CN102101266A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62166967A (ja) * | 1986-01-21 | 1987-07-23 | Matsushima Kogyo Co Ltd | 研摩機 |
| JPH0277192A (ja) * | 1989-06-23 | 1990-03-16 | Cmk Corp | プリント基板の表面研磨装置 |
| JP2002052452A (ja) * | 2000-08-11 | 2002-02-19 | Nisshin Koki Kk | 鋼帯研磨機の研磨ベルト交換装置 |
| CN2930970Y (zh) * | 2006-06-20 | 2007-08-08 | 上海金发科技发展有限公司 | 一种螺筒打磨机 |
| CN201205676Y (zh) * | 2008-04-25 | 2009-03-11 | 卢之云 | 拉丝模自动抛光机 |
| CN101497176A (zh) * | 2009-01-21 | 2009-08-05 | 安吉德迈竹木机械有限公司 | 竹条、竹丝表面抛光上蜡方法及其专用设备 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102616554A (zh) * | 2012-03-26 | 2012-08-01 | 兖州煤业股份有限公司 | 一种胶带机边梁型材除锈机 |
| CN102616554B (zh) * | 2012-03-26 | 2014-07-09 | 兖州煤业股份有限公司 | 一种胶带机边梁型材除锈机 |
| CN104526525A (zh) * | 2014-12-15 | 2015-04-22 | 福州大学 | 一种高效电化学电极抛光机及其使用方法 |
| CN106217255A (zh) * | 2016-09-27 | 2016-12-14 | 东莞市联洲知识产权运营管理有限公司 | 一种皮鞋固定提升机构 |
| CN106217255B (zh) * | 2016-09-27 | 2018-08-28 | 徐海燕 | 一种皮鞋固定提升机构 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201419352Y (zh) | 一种把手抛光的自动抛光装置 | |
| CN211053295U (zh) | 一种家具生产用木板打磨装置 | |
| CN107009213A (zh) | 透明有机玻璃自动控制磨抛设备 | |
| CN211072945U (zh) | 一种用于离合器压盘的打磨装置 | |
| CN207120075U (zh) | 一种家具木板用的磨边装置 | |
| CN203636098U (zh) | 高效金刚石锯片基体抛光机 | |
| CN102101266A (zh) | 钢带后期精密加工用自动升降抛光装置 | |
| CN205074903U (zh) | 回转体抛光生产线用弧边抛光装置 | |
| CN206869192U (zh) | 轻型多功能自动平板铣边机 | |
| CN200991753Y (zh) | 杠杆式自动送料装置 | |
| CN202212839U (zh) | 一种铣床主轴端面槽磨床 | |
| CN201761270U (zh) | 一种木工雕刻机 | |
| CN202388358U (zh) | 一种自动抛光机 | |
| CN209394475U (zh) | 一种轴承球面滚子打磨装置 | |
| CN201511288U (zh) | 一种简易玻璃倒角机 | |
| CN201211642Y (zh) | 研磨盘修整机 | |
| CN208600842U (zh) | 一种直齿锥齿轮的加工设备 | |
| CN203357189U (zh) | 一种高精度数控宝石滚磨成型机 | |
| CN216152048U (zh) | 一种用于室内套装门板的抛光机 | |
| CN210756977U (zh) | 全自动平面打磨装置 | |
| CN211136580U (zh) | 一种轴承套圈外壁毛刺清除装置 | |
| CN219704438U (zh) | 一种齿轮表面打磨装置 | |
| CN208438065U (zh) | 一种小内径圆棒刀磨刀机 | |
| CN207206025U (zh) | 透明有机玻璃自动控制磨抛设备 | |
| CN203357218U (zh) | 一种精密数控双磨头宝石滚磨成型机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20110622 |