CN101793647A - Method for testing circumferential mechanical performance of thin-wall pipe - Google Patents
Method for testing circumferential mechanical performance of thin-wall pipe Download PDFInfo
- Publication number
- CN101793647A CN101793647A CN201010106594A CN201010106594A CN101793647A CN 101793647 A CN101793647 A CN 101793647A CN 201010106594 A CN201010106594 A CN 201010106594A CN 201010106594 A CN201010106594 A CN 201010106594A CN 101793647 A CN101793647 A CN 101793647A
- Authority
- CN
- China
- Prior art keywords
- pipe fitting
- circumferential
- mechanical performance
- pipe
- thin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Abstract
The invention relates to a method for testing the circumferential mechanical performance of a thin-wall part .The circumferential mechanical performance of a thin-wall pipe is tested by adopting a valve type thin pipe circumferential mechanical performance testing device. The method comprises the steps of: determining a friction coefficient mu by using a calibrating test; obtaining the value sigmate of the pipe by using a tensile test to obtain the maximum loading pressure P required by the expansion of the thin-wall pipe, determining a loading device according to the maximum loading pressure P; extruding the expended pipe by a tapered press head through a material mechanical performance tester to make the pipe expand and split to obtain a relation curve of the circumferential stress of the pipe and time in the entire process of expansion and split; recording the relation curve of the circumferential stress of the pipe and time in the entire process of expansion and split with a strain gauge; obtaining a relation curve of the load and time in the process of extrusion by the material mechanical performance tester; converting the load to circumferential stress by a formula to obtain a relation curve of stress and time; and averaging test results to obtain the circumferential mechanical performance parameters of the thin-wall pipe.
Description
Technical field
The present invention relates to the method for testing field of material mechanical performance, specifically is a kind of method for testing circumferential mechanical performance of thin-wall pipe.
Background technology
Relate to the use of pipe fitting, pipe box invariably in fields such as Aeronautics and Astronautics, automobile, plant equipment.With the aircraft is example, and pipe system is the lifeline of aircraft, and its performance quality directly has influence on the overall performance of aircraft.Therefore improve the technical merit of pipe system, extremely important to improving aeroplane performance.Fluid pressure line is the part that working pressure is the highest, reliability requirement is the tightest in all pipelines of aircraft, and the height of aircraft pipe system technology just embodies a concentrated reflection of in the hydraulic plumbing system.For hydraulic system, under equal power condition, working pressure is high more, desired moving tube and oil pump piston floorage are just more little, piping flow also requires more little, thereby the overall dimensions of hydraulic system can reduce, and weight can alleviate, and lower velocity of medium has also reduced the power loss that flows in pipeline.Therefore, hydraulic system and standard component technical research thereof are the objective demands of aircraft industry development.Because the raising of operating hydraulic line pressure will bring many new problems to Design of Hydraulic System, mainly be summed up as intensity and sealing two large problems, this just needs the strength problem of research pipe fitting.
Traditional approach be with thin walled tube cut open, flattening-out, prepare the circumferential mechanical performance of test pipe fitting behind the tensile sample.But distortion once more appears in the process of flattening-out, so the data that record just can not be represented the circumferential mechanical performance number of pipe fitting exactly, still more for the small size thin-wall pipe just can't cut open at all, flattening-out, and sample preparation.
Summary of the invention
For overcoming the drawback that is difficult to accurately record thin-wall pipe circumferential mechanical performance in the art methods, the present invention proposes a kind of method for testing circumferential mechanical performance of thin-wall pipe.
The present invention includes one group of tubular test specimen, it is characterized in that, described thin-walled test specimen method for testing circumferential mechanical performance may further comprise the steps:
Step 1, determine coefficientoffriction by rating test; The lobe mould is positioned in the tubular demarcation test specimen, conical indenter is inserted in the lobe mould; The lobe mould that conical indenter is housed is placed in the protective sleeve; To thin-wall pipe circumferential stress proving installation imposed load, obtain the stress value of loaded load; Stress value σ substitution formula with loaded load P and loaded load
Obtain friction factor; In the formula: H is the pipe fitting height; T is a tube wall thickness; σ is the pipe fitting circumferential stress; β is the semi-cone angle of conical indenter;
Step 2, frock are prepared; Get a test specimen, on the excircle at the axial plane of symmetry place of this test specimen, along circumferentially sticking foil gauge; By lead foil gauge and strainmeter are coupled together; The lobe mould is positioned in the tested pipe fitting, conical indenter is inserted in the lobe mould; The lobe mould that conical indenter is housed is placed in the protective sleeve;
Step 3, determine the pressure that the spalling pipe fitting is required; Obtain the σ value of test specimen by tension test; Pass through following formula
Obtain the needed maximum load pressure P of thin-wall pipe spalling, and determine charger according to the maximum load pressure P; In the formula: H is the pipe fitting height; T is a tube wall thickness; σ is the pipe fitting circumferential stress; μ is a friction factor; β is the semi-cone angle of conical indenter;
Step 4, pipe fitting is loaded; By the material mechanical performance testing machine, conical indenter is depressed squeezed expand tube spare to the pipe fitting spalling; The speed of depressing is 1~5mm/min;
Pipe fitting circumferential stress and time relation curve in the process of expanding squeezed in step 5, acquisition; Note whole pipe fitting circumferential strain and the time relation curve in the process of expanding that squeeze by strainmeter; Obtain load and time relation curve in the extrusion process by the material mechanical performance testing machine; Pass through formula
Load is changed into circumferential stress, obtain circumferential stress and time relation curve; In the following formula: H is the pipe fitting height; T is a tube wall thickness; σ is the pipe fitting circumferential stress; μ is a friction factor; β is the semi-cone angle of conical indenter; Repeating step 2 is tested each test specimen one by one to step 5, obtains the mechanical property of each test specimen respectively;
Step 6, acquisition thin-wall pipe circumferential mechanical performance parameter; The mean value of getting each test result obtains thin-wall pipe circumferential mechanical performance parameter.
The special construction of the present invention by the lobe mould plays change power in squeezing the process of expanding direction of transfer obtains circumferential stress-strain diagram and the circumferential yield strength of pipe fitting of pipe fitting, tensile strength, elastic modulus parameter.
Method for testing circumferential mechanical performance of thin-wall pipe utilizes the pyramidal structure characteristics of proving installation and the splitted structure characteristics of lobe mould to realize the axial loading of thin-wall pipe and the mechanics that circumferentially is out of shape and kinematics conversion and analytical approach.Based on the method, can realize the test of the circumferential mechanical performance of thin-wall pipe, with thin walled tube is cut open, flattening-out, preparing the traditional approach of the circumferential mechanical performance of test pipe fitting behind the tensile sample compares, this method will not cut open by thin-wall pipe, therefore can reduce of the influence of the preparation process of sample, can accurately obtain the circumferential mechanical performance of pipe fitting, also needn't make tensile sample at some large-size pipes simultaneously by the mode of destroying based on this method to final testing result.Owing to can accurately obtain thin-walled small size pipe fitting circumferential mechanical performance, therefore can provide technical support to the engineering design and the application of thin-walled small size pipe fitting.
Description of drawings
Accompanying drawing 1 is the stressed synoptic diagram of proving installation;
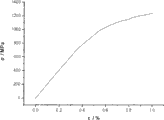
Accompanying drawing 2 is the resulting stress-strain curve diagrams of the present invention;
Accompanying drawing 3 is the resulting stress-strain curve diagrams of the present invention;
Accompanying drawing 4 is process flow diagrams of the present invention.
Embodiment
Embodiment one
Present embodiment is a kind of method of testing of test 7050 high strength alumin ium alloy pipe fitting circumferential mechanical performances.
Present embodiment adopts pintongs circumferential mechanical property testing device of valve-model type thin-wall tube, the circumferential mechanical performance of testing 7050 high strength alumin ium alloy pipe fittings.Test specimen quantity is eight, and it specifically is of a size of
 20mm * 1mm highly is 20mm.Loading velocity on the material mechanical performance testing machine is 1mm/min.
20mm * 1mm highly is 20mm.Loading velocity on the material mechanical performance testing machine is 1mm/min.
When utilizing the present embodiment proving installation to squeeze expand tube spare, drive conical indenter by the material mechanical performance testing machine, conical indenter is done axially-movable to the lower edge pipe fitting, radially outward struts thereby make conical indenter drive the lobe mould, and concrete test process may further comprise the steps:
Step 1, determine coefficientoffriction by rating test;
Rating test process in the present embodiment: get one and demarcate test specimen, on the excircle at the axial plane of symmetry place of this test specimen, along circumferentially sticking foil gauge; By lead foil gauge and strainmeter are coupled together.The lobe mould is positioned in the tested pipe fitting, conical indenter is inserted in the lobe mould; The lobe mould that conical indenter is housed is placed in the protective sleeve.By on the material property testing machine, to thin-wall pipe circumferential stress proving installation imposed load 16000N.The strain value that obtains by the foil gauge on the demarcation pipe fitting to be measured and the known elasticity modulus of calibration element, multiplying each other obtains the stress value of loaded load; Stress value σ substitution formula with loaded load P and loaded load
Obtain coefficientoffriction=0.16.In the formula: H is the pipe fitting height; T is a tube wall thickness; σ is the pipe fitting circumferential stress; β is the semi-cone angle of conical indenter, β=8 °.
The profile of above-mentioned demarcation pipe fitting and size are with test pipe fitting profile and size; And the mechanical property that should demarcate pipe fitting is known.
Step 2, frock are prepared; Get a test specimen, on the excircle at the axial plane of symmetry place of this test specimen, along circumferentially sticking foil gauge; By lead foil gauge and strainmeter are coupled together.The lobe mould is positioned in the tested pipe fitting, conical indenter is inserted in the lobe mould; The lobe mould that conical indenter is housed is placed in the protective sleeve.
Step 3, determine the pressure that the spalling pipe fitting is required; The high strength alumin ium alloy tensile strength that obtains according to tension test is 565MPa, and the stressing conditions shown in 1 passes through following formula with reference to the accompanying drawings
Obtaining the needed maximum load pressure of thin-wall pipe spalling is 22941N, selects the material mechanical performance testing machine of 5 tonnages.
In the formula: H is the pipe fitting height; T is a tube wall thickness; σ is the pipe fitting circumferential stress; μ is a friction factor, μ=0.16; β is the semi-cone angle of conical indenter, β=8 °.
Step 4, pipe fitting is loaded; By the material mechanical performance testing machine, make conical indenter squeeze expand tube spare to the pipe fitting spalling with the speed of depressing of 1mm/min.
Pipe fitting circumferential stress and time relation curve in the process of expanding squeezed in step 5, acquisition; Note the whole circumferential strain variation curve of pipe fitting, i.e. circumferential strain and the time relation curve in the process of expanding that squeeze by strainmeter; Obtain load change curve in the whole extrusion process, i.e. load and time relation curve by the material mechanical performance testing machine; Pass through formula
Load is changed into circumferential stress, obtain circumferential stress and time relation curve.In the following formula: H is the pipe fitting height; T is a tube wall thickness; σ is the pipe fitting circumferential stress; μ is a friction factor, and the value of μ is 0.16; β is the semi-cone angle of conical indenter, β=8 °; Repeating step 2 is tested the mechanical property that obtains each test specimen respectively to step 5 one by one to eight test specimens.
Step 6, acquisition thin-wall pipe circumferential mechanical performance parameter; The mean value of getting eight test results obtains thin-wall pipe circumferential mechanical performance parameter.
As shown in Figure 2.Present embodiment utilizes the consistance of stress and strain and time, and circumferential strain and time relation curve is synthetic with circumferential stress and time relation curve, obtains the circumferential stress-strain diagram of pipe fitting, also obtains the circumferential yield strength σ of pipe fitting simultaneously
sBe 480.57MPa, tensile strength sigma
bBe 543.05MPa, elastic modulus E is 56.79GPa.
In the present embodiment, in the rating test, formula
Be that the friction force shown in 1 and conical indenter are determined the reacting force Q of mould lobe with reference to the accompanying drawings; Equilibrium equation after each mould lobe is stressed is:
(1) formula is a mould lobe vertical direction equilibrium equation
(2) formula is a mould lobe horizontal direction equilibrium equation
With above-mentioned two equations simultaneousnesses, and with n=2 π/a, p '=(2t/D) σ substitution obtains the required axle pressure of thin-wall pipe bulging.In the following formula: n is the mould lobe number of lobe mould; A is a mould lobe radian, and p ' is a bulging power, and D is the external diameter of thin-wall pipe, and H is the pipe fitting height; T is a tube wall thickness; σ is the pipe fitting circumferential stress; β is the semi-cone angle of conical indenter, and u is a friction factor.
Embodiment two
Present embodiment is a kind of method of testing of test 69111 high-strength steel pipe fitting circumferential mechanical performances.
Present embodiment adopts five lobe circumferential mechanical property testing device of valve-model type thin-wall tube, tests the circumferential mechanical performance of 69111 high-strength steel pipe fittings.Test specimen quantity is ten, and it specifically is of a size of
 22mm * 1mm highly is 20mm.Loading velocity on the material mechanical performance testing machine is 3mm/min.
22mm * 1mm highly is 20mm.Loading velocity on the material mechanical performance testing machine is 3mm/min.
When utilizing the present embodiment proving installation to squeeze expand tube spare, drive conical indenter by the material mechanical performance testing machine, conical indenter is done axially-movable to the lower edge pipe fitting, radially outward struts thereby make conical indenter drive the lobe mould, and concrete test process may further comprise the steps:
Step 1, determine coefficientoffriction by rating test;
Rating test process in the present embodiment: get one and demarcate test specimen, on the excircle at the axial plane of symmetry place of this test specimen, along circumferentially sticking foil gauge; By lead foil gauge and strainmeter are coupled together.The lobe mould is positioned in the tested pipe fitting, conical indenter is inserted in the lobe mould; The lobe mould that conical indenter is housed is placed in the protective sleeve.By on the material property testing machine, to thin-wall pipe circumferential stress proving installation imposed load 30000N.The strain value that obtains by the foil gauge on the demarcation pipe fitting to be measured and the known elasticity modulus of calibration element, multiplying each other obtains the stress value of loaded load; Stress value σ substitution formula with loaded load P and loaded load
Obtain demarcating friction mu=0.16.In the formula: H is the pipe fitting height; T is a tube wall thickness; σ is the pipe fitting circumferential stress; β is the semi-cone angle of conical indenter, β=10 °.
The profile of above-mentioned demarcation pipe fitting and size are with test pipe fitting profile and size; And the mechanical property that should demarcate pipe fitting is known.
Step 2, frock are prepared; Get a test specimen, on the excircle at the axial plane of symmetry place of this test specimen, along circumferentially sticking foil gauge; By lead foil gauge and strainmeter are coupled together.The lobe mould is positioned in the tested pipe fitting, conical indenter is inserted in the lobe mould; The lobe mould that conical indenter is housed is placed in the protective sleeve.
Step 3, determine the pressure that the spalling pipe fitting is required; The high strength alumin ium alloy tensile strength that obtains according to tension test is 1660MPa, and the stressing conditions shown in 1 passes through following formula with reference to the accompanying drawings
Obtaining the needed maximum load pressure of thin-wall pipe spalling is 76365N, selects the material mechanical performance testing machine of 10 tonnages.
In the formula: H is the pipe fitting height; T is a tube wall thickness; σ is the pipe fitting circumferential stress; μ is a friction factor, μ=0.16; β is the semi-cone angle of conical indenter, β=10 °.
Step 4, pipe fitting is loaded; By the material mechanical performance testing machine, make conical indenter squeeze expand tube spare to the pipe fitting spalling with the speed of depressing of 3mm/min.
Pipe fitting circumferential stress and time relation curve in the process of expanding squeezed in step 5, acquisition; Note the whole circumferential strain variation curve of pipe fitting, i.e. circumferential strain and the time relation curve in the process of expanding that squeeze by strainmeter; Obtain load change curve in the whole extrusion process, i.e. load and time relation curve by the material mechanical performance testing machine; Pass through formula
Load is changed into circumferential stress, obtain circumferential stress and time relation curve.In the following formula: H is the pipe fitting height; T is a tube wall thickness; σ is the pipe fitting circumferential stress; μ is a friction factor, and the value of μ is 0.16; β is the semi-cone angle of conical indenter, β=10 °; Repeating step 2 is tested the mechanical property that obtains each test specimen respectively to step 5 one by one to ten test specimens.
Step 6, acquisition thin-wall pipe circumferential mechanical performance parameter; The mean value of getting ten test results obtains thin-wall pipe circumferential mechanical performance parameter.
As shown in Figure 3.Present embodiment utilizes the consistance of stress and strain and time, and circumferential strain and time relation curve is synthetic with circumferential stress and time relation curve, obtains the circumferential stress-strain diagram of pipe fitting, also obtains the circumferential yield strength σ of pipe fitting simultaneously
sBe 976.09MPa, tensile strength sigma
bBe 1228.19MPa, elastic modulus E is 198.16GPa.
In the present embodiment, in the rating test, formula
Be that the friction force shown in 1 and conical indenter are determined the reacting force Q of mould lobe with reference to the accompanying drawings; Equilibrium equation after each mould lobe is stressed is:
(1) formula is a mould lobe vertical direction equilibrium equation
(2) formula is a mould lobe horizontal direction equilibrium equation
With above-mentioned two equations simultaneousnesses, and with n=2 π/a, p '=(2t/D) σ substitution obtains the required axle pressure of thin-wall pipe bulging.In the following formula: n is the mould lobe number of lobe mould; A is a mould lobe radian, and p ' is a bulging power, and D is the external diameter of thin-wall pipe, and H is the pipe fitting height; T is a tube wall thickness; σ is the pipe fitting circumferential stress; β is the semi-cone angle of conical indenter, and u is a friction factor.
Embodiment three
Present embodiment is a kind of method of testing of test 7050 high strength alumin ium alloy pipe fitting circumferential mechanical performances.
Present embodiment adopts pintongs circumferential mechanical property testing device of valve-model type thin-wall tube, the circumferential mechanical performance of testing 7050 high strength alumin ium alloy pipe fittings.Test specimen quantity is 12, and it specifically is of a size of
 24mm * 1mm highly is 20mm.Loading velocity on the material mechanical performance testing machine is 5mm/min.
24mm * 1mm highly is 20mm.Loading velocity on the material mechanical performance testing machine is 5mm/min.
When utilizing the present embodiment proving installation to squeeze expand tube spare, drive conical indenter by the material mechanical performance testing machine, conical indenter is done axially-movable to the lower edge pipe fitting, radially outward struts thereby make conical indenter drive the lobe mould, and concrete test process may further comprise the steps:
Step 1, determine coefficientoffriction by rating test;
Rating test process in the present embodiment: get one and demarcate test specimen, on the excircle at the axial plane of symmetry place of this test specimen, along circumferentially sticking foil gauge; By lead foil gauge and strainmeter are coupled together.The lobe mould is positioned in the tested pipe fitting, conical indenter is inserted in the lobe mould; The lobe mould that conical indenter is housed is placed in the protective sleeve.By on the material property testing machine, to thin-wall pipe circumferential stress proving installation imposed load 16000N.The strain value that obtains by the foil gauge on the demarcation pipe fitting to be measured and the known elasticity modulus of calibration element, multiplying each other obtains the stress value of loaded load; Stress value σ substitution formula with loaded load P and loaded load
Obtain coefficientoffriction=0.16.In the formula: H is the pipe fitting height; T is a tube wall thickness; σ is the pipe fitting circumferential stress; β is the semi-cone angle of conical indenter, β=8 °.
The profile of above-mentioned demarcation pipe fitting and size are with test pipe fitting profile and size; And the mechanical property that should demarcate pipe fitting is known.
Step 2, frock are prepared; Get a test specimen, on the excircle at the axial plane of symmetry place of this test specimen, along circumferentially sticking foil gauge; By lead foil gauge and strainmeter are coupled together.The lobe mould is positioned in the tested pipe fitting, conical indenter is inserted in the lobe mould; The lobe mould that conical indenter is housed is placed in the protective sleeve.
Step 3, determine the pressure that the spalling pipe fitting is required; The high strength alumin ium alloy tensile strength that obtains according to tension test is 565MPa, and the stressing conditions shown in 1 passes through following formula with reference to the accompanying drawings
Obtaining the needed maximum load pressure of thin-wall pipe spalling is 22941N, selects the material mechanical performance testing machine of 5 tonnages.
In the formula: H is the pipe fitting height; T is a tube wall thickness; σ is the pipe fitting circumferential stress; μ is a friction factor, μ=0.16; β is the semi-cone angle of conical indenter, β=8 °.
Step 4, pipe fitting is loaded; By the material mechanical performance testing machine, make conical indenter squeeze expand tube spare to the pipe fitting spalling with the speed of depressing of 5mm/min.
Pipe fitting circumferential stress and time relation curve in the process of expanding squeezed in step 5, acquisition; Note the whole circumferential strain variation curve of pipe fitting, i.e. circumferential strain and the time relation curve in the process of expanding that squeeze by strainmeter; Obtain load change curve in the whole extrusion process, i.e. load and time relation curve by the material mechanical performance testing machine; Pass through formula
Load is changed into circumferential stress, obtain circumferential stress and time relation curve.In the following formula: H is the pipe fitting height; T is a tube wall thickness; σ is the pipe fitting circumferential stress; μ is a friction factor, and the value of μ is 0.16; β is the semi-cone angle of conical indenter, β=8 °; Repeating step 2 is tested the mechanical property that obtains each test specimen respectively to step 5 one by one to 12 test specimens.
Step 6, acquisition thin-wall pipe circumferential mechanical performance parameter; The mean value of getting 12 test results obtains thin-wall pipe circumferential mechanical performance parameter.
As shown in Figure 2.Present embodiment utilizes the consistance of stress and strain and time, and circumferential strain and time relation curve is synthetic with circumferential stress and time relation curve, obtains the circumferential stress-strain diagram of pipe fitting, also obtains the circumferential yield strength σ of pipe fitting simultaneously
sBe 480.57MPa, tensile strength sigma
bBe 543.05MPa, elastic modulus E is 56.79GPa.
In the present embodiment, in the rating test, formula
Be that the friction force shown in 1 and conical indenter are determined the reacting force Q of mould lobe with reference to the accompanying drawings; Equilibrium equation after each mould lobe is stressed is:
(1) formula is a mould lobe vertical direction equilibrium equation
(2) formula is a mould lobe horizontal direction equilibrium equation
With above-mentioned two equations simultaneousnesses, and with n=2 π/a, p '=(2t/D) σ substitution obtains the required axle pressure of thin-wall pipe bulging.In the following formula: n is the mould lobe number of lobe mould; A is a mould lobe radian, and p ' is a bulging power, and D is the external diameter of thin-wall pipe, and H is the pipe fitting height; T is a tube wall thickness; σ is the pipe fitting circumferential stress; β is the semi-cone angle of conical indenter, and u is a friction factor.
Claims (1)
1. a thin-walled test specimen method for testing circumferential mechanical performance is characterized in that, described thin-walled test specimen method for testing circumferential mechanical performance may further comprise the steps:
Step 1, determine coefficientoffriction by rating test; The lobe mould is positioned in the tubular demarcation test specimen, conical indenter is inserted in the lobe mould; The lobe mould that conical indenter is housed is placed in the protective sleeve; To thin-wall pipe circumferential stress proving installation imposed load, obtain the stress value of loaded load; Stress value σ substitution formula with loaded load P and loaded load
Obtain coefficientoffriction=0.16; In the formula: H is the pipe fitting height; T is a tube wall thickness; σ is the pipe fitting circumferential stress; β is the semi-cone angle of conical indenter;
Step 2, frock are prepared; Get a test specimen, on the excircle at the axial plane of symmetry place of this test specimen, along circumferentially sticking foil gauge; By lead foil gauge and strainmeter are coupled together; The lobe mould is positioned in the tested pipe fitting, conical indenter is inserted in the lobe mould; The lobe mould that conical indenter is housed is placed in the protective sleeve;
Step 3, determine the pressure that the spalling pipe fitting is required; Obtain the σ value of test specimen by tension test; Pass through following formula
Obtain the needed maximum load pressure P of thin-wall pipe spalling, and determine charger according to the maximum load pressure P;
In the formula: H is the pipe fitting height; T is a tube wall thickness; σ is the pipe fitting circumferential stress; μ is a friction factor, μ=0.16; β is the semi-cone angle of conical indenter;
Step 4, pipe fitting is loaded; By the material mechanical performance testing machine, conical indenter is depressed squeezed expand tube spare to the pipe fitting spalling; The speed of depressing is 1~5mm/min;
Pipe fitting circumferential stress and time relation curve in the process of expanding squeezed in step 5, acquisition; Note whole pipe fitting circumferential strain and the time relation curve in the process of expanding that squeeze by strainmeter; Obtain load and time relation curve in the extrusion process by the material mechanical performance testing machine; Pass through formula
Load is changed into circumferential stress, obtain circumferential stress and time relation curve; In the following formula: H is the pipe fitting height; T is a tube wall thickness; σ is the pipe fitting circumferential stress; μ is a friction factor, and the value of μ is 0.16; β is the semi-cone angle of conical indenter; Repeating step 2 is tested each test specimen one by one to step 5, obtains the mechanical property of each test specimen respectively;
Step 6, acquisition thin-wall pipe circumferential mechanical performance parameter; The mean value of getting each test result obtains thin-wall pipe circumferential mechanical performance parameter.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201010106594A CN101793647A (en) | 2010-02-04 | 2010-02-04 | Method for testing circumferential mechanical performance of thin-wall pipe |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201010106594A CN101793647A (en) | 2010-02-04 | 2010-02-04 | Method for testing circumferential mechanical performance of thin-wall pipe |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN101793647A true CN101793647A (en) | 2010-08-04 |
Family
ID=42586460
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201010106594A Pending CN101793647A (en) | 2010-02-04 | 2010-02-04 | Method for testing circumferential mechanical performance of thin-wall pipe |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN101793647A (en) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102419289A (en) * | 2011-12-21 | 2012-04-18 | 西安三维应力工程技术有限公司 | Full-size complex load mechanical testing machine of petroleum pipe |
| CN103048203A (en) * | 2013-01-23 | 2013-04-17 | 哈尔滨工业大学 | Wall thickness linear model-based pipe mechanical property hydro-bugling testing method |
| CN103350121A (en) * | 2013-04-27 | 2013-10-16 | 贵州大学 | Method for processing cup-shaped thin-walled member by using cold extrusion process |
| CN103698220A (en) * | 2013-12-24 | 2014-04-02 | 南京航空航天大学 | Adaptive test method for pipe formation performance based on parabolic model |
| CN104198294A (en) * | 2014-09-19 | 2014-12-10 | 南京工业大学 | Non-blasting type test method of pressure pipeline component |
| CN104568543A (en) * | 2014-12-23 | 2015-04-29 | 西北工业大学 | Method for testing compression performance of large-diameter thin-walled tube |
| CN104344993B (en) * | 2013-07-23 | 2017-02-22 | 国家电网公司 | Method for testing and measuring member bearing capacity and material performance parameters |
| CN107941483A (en) * | 2017-09-30 | 2018-04-20 | 中国北方发动机研究所(天津) | A kind of engine intricate casting performance assessing zonings method |
| CN109932125A (en) * | 2017-12-15 | 2019-06-25 | 核工业北京地质研究院 | A kind of pressure sensor calibrating method based on pressure versus time variation relation |
| CN110907276A (en) * | 2019-12-03 | 2020-03-24 | 四川轻化工大学 | Plastic pipeline strength test method and device |
| CN112284612A (en) * | 2020-10-23 | 2021-01-29 | 成都济通路桥科技有限公司 | Operation period supporting device serial type calibration method and system |
-
2010
- 2010-02-04 CN CN201010106594A patent/CN101793647A/en active Pending
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102419289A (en) * | 2011-12-21 | 2012-04-18 | 西安三维应力工程技术有限公司 | Full-size complex load mechanical testing machine of petroleum pipe |
| CN103048203A (en) * | 2013-01-23 | 2013-04-17 | 哈尔滨工业大学 | Wall thickness linear model-based pipe mechanical property hydro-bugling testing method |
| CN103350121B (en) * | 2013-04-27 | 2015-06-17 | 贵州大学 | Method for processing cup-shaped thin-walled member by using cold extrusion process |
| CN103350121A (en) * | 2013-04-27 | 2013-10-16 | 贵州大学 | Method for processing cup-shaped thin-walled member by using cold extrusion process |
| CN104344993B (en) * | 2013-07-23 | 2017-02-22 | 国家电网公司 | Method for testing and measuring member bearing capacity and material performance parameters |
| CN103698220A (en) * | 2013-12-24 | 2014-04-02 | 南京航空航天大学 | Adaptive test method for pipe formation performance based on parabolic model |
| CN103698220B (en) * | 2013-12-24 | 2016-01-27 | 南京航空航天大学 | Based on the forming tubular product performance self-adapting method of testing of parabola model |
| CN104198294A (en) * | 2014-09-19 | 2014-12-10 | 南京工业大学 | Non-blasting type test method of pressure pipeline component |
| CN104568543A (en) * | 2014-12-23 | 2015-04-29 | 西北工业大学 | Method for testing compression performance of large-diameter thin-walled tube |
| CN104568543B (en) * | 2014-12-23 | 2017-07-18 | 西北工业大学 | A kind of method of testing for large diameter thin wall pipe compression performance |
| CN107941483A (en) * | 2017-09-30 | 2018-04-20 | 中国北方发动机研究所(天津) | A kind of engine intricate casting performance assessing zonings method |
| CN109932125A (en) * | 2017-12-15 | 2019-06-25 | 核工业北京地质研究院 | A kind of pressure sensor calibrating method based on pressure versus time variation relation |
| CN110907276A (en) * | 2019-12-03 | 2020-03-24 | 四川轻化工大学 | Plastic pipeline strength test method and device |
| CN112284612A (en) * | 2020-10-23 | 2021-01-29 | 成都济通路桥科技有限公司 | Operation period supporting device serial type calibration method and system |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101793647A (en) | Method for testing circumferential mechanical performance of thin-wall pipe | |
| CN101793646B (en) | Circumferential mechanical property testing device of valve-model type thin-wall tube | |
| US10684203B2 (en) | Ring shear and seepage-coupled apparatus and ring shear and seepage-coupled test system for rock and rock fracture under tension or compression stress | |
| CN103389247B (en) | Testing system for simulating hydraulic fracture of concrete members under high water pressure | |
| CN109374409B (en) | Method for rapidly measuring ground stress on site | |
| CN106248568A (en) | Pipelines in deep sea stress corrosion complex loading assay device | |
| CN105606453A (en) | Experimental test system for axial compression property of large-size composite lenticular tube | |
| Shariati et al. | Experimental study of SS316L cantilevered cylindrical shells under cyclic bending load | |
| CN104181060B (en) | Method and device for testing mechanical parameters of thin-walled pipe fitting | |
| CN103322869B (en) | Missile body charge friction environment simulating device | |
| CN103048203A (en) | Wall thickness linear model-based pipe mechanical property hydro-bugling testing method | |
| CN107449678A (en) | Large-scale triaxial shear test devices and methods therefor in situ | |
| CN103216725A (en) | Design method of composite material pressure container | |
| CN110926936A (en) | Test piece dynamic lateral strain measuring device and method based on SHPB test system | |
| CN102410960A (en) | Method for multifunctional pipe inspection and material testing, and apparatus thereof | |
| CN110763568B (en) | Method for determining thickness anisotropy coefficient of pipe in any direction | |
| CN103698073B (en) | A kind of marmem pipe joint fastening pressure test device and method of testing thereof | |
| CN110864890A (en) | Test device and test method for measuring shear expansion pressure of anchoring structure interface | |
| RU92958U1 (en) | DEVICE FOR COMPRESSION TESTS OF SOILS | |
| Seok et al. | The properties of the ring and burst creep of ZIRLO cladding | |
| CN107884271B (en) | Impact-pulling converter for rock dynamic direct tensile test and impact-pulling test method | |
| CN201607369U (en) | Unit for measuring circumferential mechanical property of thin tube | |
| Guo et al. | Novel method to increase the buckling pressure of cylindrical shells under external pressure | |
| CN105221172B (en) | A kind of real-time axle power Non-Destructive Testing calibration system of end-fixed bolter free segment and method | |
| CN106706431A (en) | Testing device and method for measuring tensile strength of reinforced soil |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Open date: 20100804 |