CN101304830A - 用于加工管状构件端部的装置 - Google Patents
用于加工管状构件端部的装置 Download PDFInfo
- Publication number
- CN101304830A CN101304830A CNA2006800417051A CN200680041705A CN101304830A CN 101304830 A CN101304830 A CN 101304830A CN A2006800417051 A CNA2006800417051 A CN A2006800417051A CN 200680041705 A CN200680041705 A CN 200680041705A CN 101304830 A CN101304830 A CN 101304830A
- Authority
- CN
- China
- Prior art keywords
- tubular element
- milling cutter
- dynamic component
- hard metal
- metal tip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C3/00—Milling particular work; Special milling operations; Machines therefor
- B23C3/007—Milling end surfaces of nuts or tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B5/00—Turning-machines or devices specially adapted for particular work; Accessories specially adapted therefor
- B23B5/16—Turning-machines or devices specially adapted for particular work; Accessories specially adapted therefor for bevelling, chamfering, or deburring the ends of bars or tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C3/00—Milling particular work; Special milling operations; Machines therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C3/00—Milling particular work; Special milling operations; Machines therefor
- B23C3/12—Trimming or finishing edges, e.g. deburring welded corners
- B23C3/122—Trimming or finishing edges, e.g. deburring welded corners of pipes or cylinders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/10—Shank-type cutters, i.e. with an integral shaft
- B23C5/109—Shank-type cutters, i.e. with an integral shaft with removable cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/70—Pilots
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2220/00—Details of milling processes
- B23C2220/40—Using guiding means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2265/00—Details of general geometric configurations
- B23C2265/08—Conical
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/55—Cutting by use of rotating axially moving tool with work-engaging structure other than Tool or tool-support
- Y10T408/563—Work-gripping clamp
- Y10T408/5633—Adapted to coaxially grip round work
Abstract
该装置包括:管状构件夹紧部件(3),其夹持所述管状构件以将所述管状构件保持在固定位置;移动部件(6)、(8),其使动力构件(7)围绕所述管状构件的端部进行圆形移动;铣刀(9),其被所述动力构件驱动旋转并具有硬质合金片(10),以在所述动力构件(7)的圆形移动与驱动所述铣刀(9)旋转的联合作用下实现加工操作。
Description
技术领域
[01]本发明涉及金属加工技术领域,尤其涉及加工操作技术,更特别地涉及在任何一种管状构件的末段进行斜削和/或切割操作。
背景技术
[02]为实现这类加工操作,可以采用各种不同的技术方案。尤其是,在管状构件末段实施的这种加工能够借助HSS机床来实现。但所提出的方案不能让人完全满意,尤其是在加工耗时方面。
[03]例如可以使用锋钢制成的传统刀具,此类刀具以标号HSS为本领域技术人员所熟知,该类刀具适宜围绕固定的管状构件转动。在此情况下,就需要驱动刀具按适于待加工材料的速度旋转。
[04]所述HSS刀具能够由带有硬质合金片(plaquettes carbure)的刀具取代,也适于使所述带有硬质合金片的刀具高速旋转移动。因此,有必要使用尺寸特征和硬度都较大的机器。
[05]也推荐使用成形铣刀,该成形铣刀由动力构件带动旋转,所述动力构件可以伺服于某些装置,以便能够围绕待斜切的管状构件被移动。这类解决方案属于专利FR2802134所教导的内容。所使用铣刀的齿会产生很多切屑,以至于不能使动力构件绕管快速移动,使得加工操作相对耗时长。专利DE19603361所教导的解决方案也有相同的缺陷。
发明内容
[06]本发明的目的在于以一种简单、可靠、有效而合理的方式弥补这些缺陷。
[07]本发明提出要解决的问题就是能够实现一种速度极快的轨道类加工,并能使用一种体积小、重量轻的可移动或者固定的机器,有利的是这类加工是在对管状构件的末段进行斜削和/或切割以及其他的加工。本发明允许使用极高的切割速度——单位m/min,所述切割速度是现在通用技术(HSS或者其他)的速度的10倍。
[08]为了解决这一问题,构思并实现了本装置,该装置包括:
[09]管状构件夹紧部件,其夹持所述管状构件以将所述管状构件保持在固定位置;
[10]移动部件,其使动力构件围绕所述管状构件的端部进行圆形移动;
[11]铣刀,其被所述动力构件驱动旋转并具有硬质合金片,以在所述动力构件的圆形移动与驱动所述铣刀旋转的联合作用下实现加工操作。
[12]有利地,考虑到要解决的问题,所使用的每个硬质合金片为这样的类型,其具有符合或等同于国际专利申请WO2004/078359中所述的技术特征。
[13]考虑到所述国际专利申请的教导及涉及所提出要解决的问题,所述铣刀包括与所述动力构件相连接的头部,所述头部具有表面,该表面带有用以呈角度安装所述硬质合金片的凹槽。
[14]所述硬质合金片在截面上成型为限定出切割面,所述切割面包括至少两个呈角度布置的平直区部,以便以切割和/或者斜削的形式实现加工操作。
[15]在本发明的一种有利的实施方式中,所述的管状构件夹紧部件由夹紧爪构成,且使所述动力构件呈圆形移动的所述移动部件是机器的一部分,该机器包括:
[16]夹紧盘,其旋转安装在固定部分的一侧,所述夹紧盘和所述固定部分同轴地穿有孔,以便设置用于嵌插所述管状构件的开口;
[17]所述固定部分具有用于安装所述夹紧爪且引导所述夹紧爪平移移动的部件,所述夹紧爪在所述夹紧盘的圆形驱动作用下通到开口内;
[18]在所述固定部分的另一侧且以同轴排列的方式,安装有旋转支承盘,该旋转支承盘接纳环,该环安装成能相对于所述旋转支承盘进行圆形移动和被锁定在位;
[19]所述环具有适于接纳所述动力构件的部件;
[20]所述旋转支承盘和所述环的组合体安装成:该组合体能相对于被夹持在所述夹紧爪之间的所述管状构件,手动或自动地进行圆形移动,以便在所述圆形移动结合驱动所述铣刀旋转的作用下,使得所述管状构件经受所述铣刀的硬质合金片的动作。
附图说明
[21]现结合附图在下文更详细地阐明本发明,附图中:
[22]图1是实施按照本发明的装置的机器的实施例的透视图;
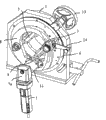
[23]图2是配设有带硬质合金片的铣刀的驱动马达的一实施方式的透视图;
[24]图3是按照本发明的的带硬质合金片的铣削头部实施方式的透视图;
[25]图4是与图3类似的配备有滚动构件的铣削头部的视图;
[26]图5是带硬质合金片的铣刀的另一种实施方式,以便按照本发明与切割片组合实现斜削操作。
具体实施方式
[27]如图所示,以非限定的示意性方式,用于加工管状构件端部的装置的一种实施例呈能以已知方式实现轨道加工的机器的形式。
[28]例如从前述专利FR2802134的教导获得的这类机器包括盘1,该盘垂直安放并在相切位置处于固定部分2的对面。所述盘1相对固定部分2旋转安装,所述固定部分可以由机器基座的一部分构成。所述盘1与固定部分2具有中心开口,用以嵌插管状构件(没有示出)。所述固定部分2具有用于安装夹紧爪3并引导夹紧爪平移移动的部件。例如,夹紧爪3的移动以与管状构件同心的方式进行。
[29]例如从专利FR2.771.319的教导中给出夹紧爪移动用的一种解决方案。
[30]在固定部分2的另一侧,所述机器以与旋转盘1同轴的方式配备有另一旋转盘6,以使动力构件7相对被夹持在夹紧爪3之间的管状构件以轨道方式进行圆形移动。所述固定部分2和盘6设置在平行的平面中,尤其是垂直的平行平面中。
[31]驱动旋转盘6以使铣刀马达围绕管进行圆形移动的驱动部件13可以是手动的,也可以是机动的。
[32]要指出的是,所述旋转盘6能够以偏心或者非偏心的方式接纳环8,该环安装成能相对于所述盘6作圆形移动和被锁定在位。在此情况下,所述环8具有以可拆移方式安装动力构件7的部件。
[33]按照基于本发明的一个特征,驱动动力构件接纳锥状或圆柱状的铣刀9,并且所述铣刀具有硬质合金片10。更特殊地,所述铣刀包括与动力构件7的驱动轴相连的头部,并且所述头部具有表面9a,该表面带有用于以可拆卸方式角向安装硬质合金片10的凹槽9b。所述铣刀的表面9a具有至少两个硬质合金片10。有利地,所述表面9a具有三个硬质合金片10,它们按照在圆周上呈170度错位排放。
[34]尤其如图1和图2中所示的,所述铣刀9能够安装在半开的壳体11中,所述壳体与驱动构件7的罩7a相连。所述半开的壳体11具有使其连接在环8上的部件11a,从而硬质合金片10在动力构件7的圆形移动与铣刀9被驱动旋转的联合作用下实现对管状构件端部的加工操作。
[35]每个硬质合金片10在截面上成型为限定出切割面,所述切割面包括至少两个呈一定角度布置的平直区部10a和10b,以便以切割和/或者斜削的形式实现加工操作。有利地,硬质合金片10的特征属于国际专利申请WO2004/078395中教导所限定的特征类型。
[36]所述硬质合金片10能够按具有不同组合的多种角度安放,以便在管状构件端部实施希望的斜削、切割、打埋头孔(couper-chanfreiner)、矫直或其他加工操作。例如参照图5,该图示出带有斜削硬质合金片10和切割片12的铣刀9。
[37]在图4示出的实施方式中,铣刀9配备有例如呈滚轮形式的滚动构件15。这类布置允许跟随在管状构件的外表面上的加工,同时具有环8的操纵杆14所赋予的作为必要的弹性合力,滚轮15施加持续推力。该跟随使得能够在管的整个周边上保持同样的焊接“根部(talon)”的特征,即使当管不是标准的圆形、而是稍呈椭圆时。
[38]用于驱动铣刀9的动力构件7可以是电动的、气动的、液压类型的。
[39]从所述描述中清楚体现出所述优势,尤其要强调的是:硬质合金片的特点允许整体以最佳方式并可采用高速运转,而不必要求在体积特征和尺寸特征方面的较大机械布置。还要强调所实现加工的质量。
Claims (4)
1.用于加工管状构件的端部的装置,其特征在于,该装置包括:
管状构件夹紧部件(3),其夹持所述管状构件以将所述管状构件保持在固定位置;
移动部件(6)、(8),其使动力构件(7)围绕所述管状构件的端部进行圆形移动;
铣刀(9),其被所述动力构件驱动旋转并具有硬质合金片(10),以在所述动力构件(7)的圆形移动与驱动所述铣刀(9)旋转的联合作用下实现加工操作。
2.按照权利要求1所述的装置,其特征在于,所述铣刀(9)为锥形,并包括与所述动力构件(7)相连接的头部,所述头部具有表面(9a),该表面带有用以呈角度安装所述硬质合金片(10)的凹槽(9b)。
3.按照权利要求1或2所述的装置,其特征在于,所述硬质合金片(10)在截面上成型为限定出切割面,所述切割面包括至少两个呈角度布置的平直区部(10a)-(10b),以便以切割和/或者斜削的形式实现加工操作。
4.按照权利要求1至3中任一项所述的装置,其特征在于,所述的管状构件夹紧部件由夹紧爪(3)构成,且使所述动力构件呈圆形移动的所述移动部件是机器的一部分,该机器包括:
夹紧盘(1),其旋转安装在固定部分(2)的一侧,所述夹紧盘(1)和所述固定部分(2)同轴地穿有孔,以便设置用于嵌插所述管状构件的开口;
所述固定部分(2)具有用于安装所述夹紧爪(3)且引导所述夹紧爪平移移动的部件,所述夹紧爪(3)在所述夹紧盘(1)的圆形驱动作用下通到开口内;
在所述固定部分(2)的另一侧且以同轴排列的方式,安装有旋转支承盘(6),该旋转支承盘接纳环(8),该环安装成能相对于所述旋转支承盘(6)进行圆形移动和被锁定在位;
所述环(8)具有适于接纳所述动力构件(7)的部件;
所述旋转支承盘(6)和所述环(8)的组合体安装成:该组合体能相对于被夹持在所述夹紧爪(3)之间的所述管状构件,手动或自动地进行圆形移动,以便在所述圆形移动结合驱动所述铣刀(9)旋转的作用下,使得所述管状构件经受所述铣刀(9)的硬质合金片(10)的动作。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0552738 | 2005-09-12 | ||
| FR0552738A FR2890582B1 (fr) | 2005-09-12 | 2005-09-12 | Dispositif pour usiner l'extremite d'un organe tubulaire |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN101304830A true CN101304830A (zh) | 2008-11-12 |
Family
ID=36609347
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNA2006800417051A Pending CN101304830A (zh) | 2005-09-12 | 2006-09-08 | 用于加工管状构件端部的装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20090116914A1 (zh) |
| EP (1) | EP1943041A1 (zh) |
| JP (1) | JP2009507653A (zh) |
| KR (1) | KR20080069574A (zh) |
| CN (1) | CN101304830A (zh) |
| FR (1) | FR2890582B1 (zh) |
| WO (1) | WO2007031671A1 (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103567511A (zh) * | 2012-08-07 | 2014-02-12 | 沈阳辽海石油化工工程有限公司 | 一种对开式钻铣切管机 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2900080B1 (fr) * | 2006-04-21 | 2009-01-30 | Axxair Soc Par Actions Simplif | Dispositif de suivi de profil pour l'usinage d'un organe tubulaire |
| FR2958195B1 (fr) * | 2010-04-02 | 2012-08-03 | Axxair | Appareil pour l'usinage en orbital d'un organe tubulaire |
| JP5344644B2 (ja) * | 2011-03-30 | 2013-11-20 | 特定非営利活動法人グリーンネットワーク | 竹切削粉砕用のフライス工具 |
| CN102756175B (zh) * | 2012-07-27 | 2015-01-28 | 浙江澳太机械制造有限公司 | 一种锯片式数控切割倒角机 |
| JP2016064456A (ja) * | 2014-09-24 | 2016-04-28 | 大東精機株式会社 | 鋼管の開先加工装置 |
| CN104526243B (zh) * | 2014-11-04 | 2016-05-18 | 武汉卡特激光工程有限责任公司 | 一种矩形管板激光切割机通透式手动夹紧支撑架 |
| GB2534382B (en) | 2015-01-21 | 2017-09-13 | Acergy France SAS | Scanning bevels in preperation for welding |
| KR101702886B1 (ko) * | 2016-04-01 | 2017-02-06 | 디씨에스이엔지 주식회사 | 배관 절단 및 베베링 기계 |
| CN113751768A (zh) * | 2021-07-22 | 2021-12-07 | 博澳精密工业(大连)有限公司 | 一种在线机械结构加工装置 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1809553A (en) * | 1926-03-25 | 1931-06-09 | Edith P Graul | Tool holder |
| US2837973A (en) * | 1953-09-28 | 1958-06-10 | Zenith Plastics Company | Thickness router |
| US2945288A (en) * | 1958-06-16 | 1960-07-19 | Wesson Company | Milling cutter |
| GB903249A (en) * | 1960-01-08 | 1962-08-15 | Macfarlane Thirsk Engineers Lt | Power tool for chamfering or tapering the ends of bars, rods and tubes |
| FR1276286A (fr) * | 1960-01-08 | 1961-11-17 | Macfarlane Thirsk Engineers Lt | Outil mécanique |
| US3712174A (en) * | 1971-01-06 | 1973-01-23 | J Granfield | Material removal device |
| JPS51148890A (en) * | 1975-06-17 | 1976-12-21 | Sumitomo Heavy Ind Ltd | Device o f cutting and beveling pipes by way of milling |
| JPS5848286B2 (ja) * | 1975-09-18 | 1983-10-27 | トウシバタンガロイ カブシキガイシヤ | セツサクカコウソウチ |
| JPS5923926B2 (ja) * | 1975-12-12 | 1984-06-06 | 株式会社クボタ | プラスチツクカンタンノメントリホウホウ |
| US4091514A (en) * | 1976-04-30 | 1978-05-30 | Hydrotech International, Inc. | Subsea machine tool |
| US4573840A (en) * | 1984-04-02 | 1986-03-04 | Lamb Technicon Corp. | Piston counterboring machine |
| JPS6144520A (ja) * | 1984-08-09 | 1986-03-04 | Shibaura Eng Works Co Ltd | 開先装置 |
| JPS6171908A (ja) * | 1984-09-14 | 1986-04-12 | Shibaura Eng Works Co Ltd | 開先装置 |
| JPH0265910A (ja) * | 1988-08-29 | 1990-03-06 | Shinko Kogyo Co Ltd | H形鋼の開先加工カッター |
| SU1576242A1 (ru) * | 1988-10-03 | 1990-07-07 | Предприятие П/Я В-2330 | Станок дл обработки концов труб |
| DE3941783C2 (de) * | 1989-12-19 | 1997-02-13 | Rudolf Hildebrand | Maschine zum Zirkularfräsen |
| JPH054109A (ja) * | 1991-03-18 | 1993-01-14 | Hitachi Ltd | 配管端面の加工方法、及びその装置 |
| DE19603361C2 (de) * | 1996-01-31 | 2000-10-12 | Fischer G Rohrverbindungstech | Rohrtrenn- und Rohranfasvorrichtung für ein dünnwandiges Rohr |
| FR2771319B1 (fr) * | 1997-11-21 | 1999-12-31 | Protem Sa | Dispositif de serrage d'un organe tubulaire notamment au moyen de mors mobiles |
| FR2802134B1 (fr) * | 1999-12-10 | 2002-02-15 | Protem | Machine pour le travail en orbital d'un organe tubulaire |
| DE20000092U1 (de) * | 2000-01-04 | 2000-03-23 | Procon Maschinen Gmbh | Vorrichtung zum Anfasen von Rohren |
| JP2003211315A (ja) * | 2002-01-22 | 2003-07-29 | Shinx Ltd | 鋼管の開先加工方法および装置並びに開先加工カッター |
| WO2004078395A1 (de) * | 2003-03-06 | 2004-09-16 | Rieth, Stephan | Wendeplatte zum fasen mittels eines konischen fräskopfs |
-
2005
- 2005-09-12 FR FR0552738A patent/FR2890582B1/fr active Active
-
2006
- 2006-09-08 KR KR1020087007556A patent/KR20080069574A/ko not_active Application Discontinuation
- 2006-09-08 JP JP2008529670A patent/JP2009507653A/ja active Pending
- 2006-09-08 US US12/066,502 patent/US20090116914A1/en not_active Abandoned
- 2006-09-08 CN CNA2006800417051A patent/CN101304830A/zh active Pending
- 2006-09-08 EP EP06808297A patent/EP1943041A1/fr not_active Ceased
- 2006-09-08 WO PCT/FR2006/050859 patent/WO2007031671A1/fr active Application Filing
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103567511A (zh) * | 2012-08-07 | 2014-02-12 | 沈阳辽海石油化工工程有限公司 | 一种对开式钻铣切管机 |
| CN103567511B (zh) * | 2012-08-07 | 2016-06-08 | 沈阳辽海石油化工工程有限公司 | 一种对开式钻铣切管机 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20090116914A1 (en) | 2009-05-07 |
| FR2890582B1 (fr) | 2008-01-18 |
| JP2009507653A (ja) | 2009-02-26 |
| EP1943041A1 (fr) | 2008-07-16 |
| FR2890582A1 (fr) | 2007-03-16 |
| WO2007031671A1 (fr) | 2007-03-22 |
| KR20080069574A (ko) | 2008-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101304830A (zh) | 用于加工管状构件端部的装置 | |
| JP4169739B2 (ja) | 回転対称の機械部品を研削する方法および装置 | |
| MY136010A (en) | Electric drill apparatus | |
| CN105150047B (zh) | 一种去除曲轴油孔毛刺的方法和装置 | |
| EP2095896A3 (en) | Machine tool and workpiece inner surface machining method using the machine tool | |
| JP2005324322A (ja) | リング状の工作物を加工するための機械工具 | |
| CN106346331A (zh) | 一种新型锅打磨用夹具 | |
| CN104703754A (zh) | 用于旋转工具的筒夹式风扇 | |
| CN205201455U (zh) | 机加工手动去毛刺旋转工作台 | |
| CN2535172Y (zh) | 旋切式截管机 | |
| CN203265682U (zh) | 一种镗削球弧面用的镗床 | |
| CN201291331Y (zh) | 一种铝棒剥皮切削头 | |
| CN2900057Y (zh) | 管件旋转驱动装置 | |
| CN202462134U (zh) | 一种机床主轴修磨机 | |
| CN112975436A (zh) | 一种角向气动倒角机 | |
| CN104625834B (zh) | 一种管端平头送进结构 | |
| CN206392907U (zh) | 专用组合刀具 | |
| CN2693383Y (zh) | 一种手提式圆孔倒角机 | |
| CN206883367U (zh) | 不锈钢圆管焊缝抛光机 | |
| CN206588442U (zh) | 一种用于倒角的弹子加工设备 | |
| CN209139885U (zh) | 一种航空用法兰盘加工台式钻床 | |
| CN203265658U (zh) | 一种加工球弧面用的刀具 | |
| CN206215978U (zh) | 以铣代车同时加工细长轴两端的装置 | |
| CN218891181U (zh) | 一种用于普车加工圆弧和球面的机构 | |
| US6244947B1 (en) | Wire brush attachment for angle grinder |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Open date: 20081112 |